冷拔无缝钢管生产工艺流程图PPT
- 格式:ppt
- 大小:588.50 KB
- 文档页数:2
冷拔钢管生产工艺
冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。
冷拔机组是依据管材(圆钢穿孔毛坯管、热轧无缝钢管、焊接钢管)的加工性能、管材尺寸、质量要求以及投资和效益来选择的对管料进行外径、内孔、壁厚、直线度、外表状态的一种粗加工方式,从而使管材达到尺寸更精确,外表更光滑、内孔更圆润、机械加工余料更小,促进后续机械加工等深加工精加工用户达到节约钢材的目的的一种相对性的辅助加工流程。
冷拔管加工的基本工序有:
1.管料供给---冷拔管价格所用管料为热轧成品管或半成品管、挤压管以及焊接管;
2.管料准备---对原材料管料进行尺寸、壁厚、内孔、材质进行检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等一系列前期工作;
(3)冷加工(冷轧或冷拔)---对已经前期处理过的原材料上冷轧或冷拔机组进行相应的生产流程;
(4)成品检验---对冷轧或冷拔生产线上已完成的产品进行外径、内孔、壁厚测量的基本操作后,对已生产完成的产品进行热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。
注:不同的产品精整内容有所差异。
本资料由聊城鹏煜钢管有限公司整理提供,转载请注明出处。
无缝钢管生产基础知识及生产工艺流程培训课件1、钢管及钢管的分类(1)、钢管是一种用钢制作的具有中空截面而长度远大于外径(或边长)的一种金属材料。
截面通常为圆形,但也可呈扁、方或异型等。
(2)、钢管按生产方法可分为:无缝钢管和焊接钢管。
无缝钢管又可分为:热轧无缝钢管、冷轧无缝钢管、冷拔无缝钢管、冷旋压管和挤压管等。
焊接钢管又可分为:电焊管、炉焊管、气焊管、螺旋焊管、双面螺旋焊管等。
(3)、钢管按材质方法可分为:碳素管和合金管。
碳素管又可分为:普通碳素结构管和优质碳素结构管。
合金管又可分为:低合金管、合金结构管、高合金管、高强度管、轴承管等。
(4)、钢管按用途方法可分为:管道用管。
如:水、煤气管,蒸汽管道用无缝管,石油输送管,石油天然气输送管、农业喷灌用管等。
热工设备用管。
如:一般锅炉用的沸水管、过热蒸汽管、机车锅炉用的过热蒸汽管以及高温高压锅炉管等。
2、钢管的规格及尺寸精度的表示方法(1)、钢管的规格尺寸一般由成品钢管的外径D、壁厚S与长度L的名义(或公称)尺寸来表示。
如:外径为76mm、壁厚为4mm、长度为6000mm的钢管,可用φ76×4×6000mm表示。
但一般情况下仅用钢管的外径和壁厚来表示,如:φ76×4。
(2)、钢管的尺寸精度主要是指钢管的壁厚不均程度和椭圆度。
①、钢管的壁厚不均是指在钢管任一横截面上最大壁厚与最小壁厚的绝对差值,用△S来表示。
②、钢管的椭圆度钢管的椭圆度是指在钢管任一横截面上最大外径与最小外径的绝对差值,用△D来表示。
3、钢管的横截面积和单重的计算钢管的横截面积可由下式确定:F=π/4(D2-d2)=π(D-S)×S式中:〖ZK()F—钢管的横截面积,mm2;。
一、冷拔精密钢管概述(最常采用GB/T3639标准)1、定义:冷拔精密钢管通常在0.5~100T的单链式或双链式冷拔机上进行。
若欲获得尺寸更小和质量更好的无缝钢管,必须采用冷轧、冷拔或者两者联合的方法。
2、制钢要求:冷拨精密钢管,主要用10、20号钢制造,除保证化学成分和机械性能外,还要做水压试验,卷边、扩口、压扁等试验。
3、冷拔精密钢管的生产工艺及示意图冷拔精密钢管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。
不同的产品精整内容有所差异。
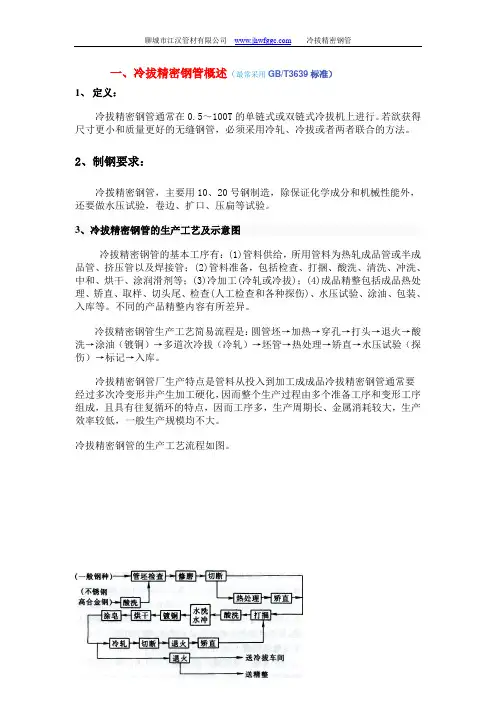
冷拔精密钢管生产工艺简易流程是:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
冷拔精密钢管厂生产特点是管料从投入到加工成成品冷拔精密钢管通常要经过多次冷变形并产生加工硬化,因而整个生产过程由多个准备工序和变形工序组成,且具有往复循环的特点,因而工序多,生产周期长、金属消耗较大,生产效率较低,一般生产规模均不大。
冷拔精密钢管的生产工艺流程如图。
二、冷拔精密钢管的特点1.外径更小。
2.精度高可做小批量生产。
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
三、冷拔精密钢管的化学成分、力学性能、尺寸允许偏差1、化学成分碳C :0.10~0.15硅Si:0.17~0.37锰Mn:1.10~1.60硫S :≤0.035磷P :≤0.035铬Cr:0.90~1.30钒V :0.03~0.06钼Mo:0.32~0.40硼 B :0.002~0.0062、力学性能精密无缝钢管力学性能钢种力学性能冷拔(轧)管金切管20#抗拉强度σbN/mm2伸长率δ5%≥510≥390≥5≥2045#≥647≥590≥4≥4加工形式缸径长度直线度尺寸精度内孔粗糙度冷轧30-100≤12M0.3-1.0H8-H100.4-1.6冷拔30-250≤12M H8-H100.8-1.6珩磨40-500≤12M1000H8-H90.4-0.8滚压40-400≤7M H80.43、尺寸允许偏差按GB/T3639冷拔精密无缝钢管的标准:外径4-30的公差为±0.08尺寸公差(壁厚偏差±5%)内径尺寸H8H9H1030+0.0330+0.052+0.084>30-50+0.0390+0.062+0.100>50-80+0.0460+0.074+0.120>80-120+0.0540+0.087+0.140>120-180+0.0630+0.100+0.160>180-250+0.0720+0.115+0.185>250-315+0.0810+0.130+0.210>315-400+0.0890+0.140+0.230四、冷拔精密钢管的用途是用于机械结构、液压设备的尺寸精度高和表面光洁度好的冷拔精密钢管。


冷拔钢管制作流程
冷拔钢管是制作无缝钢管的一种方法。
它的制作流程通常包括以下几个步骤:
第一步:原材料准备
冷拔钢管的原材料是钢坯。
钢坯是一种形状较大的钢材,通常由钢锭或钢板经过热轧
工艺加工而成。
在制作冷拔钢管时,钢坯需要首先进行烘干处理。
这是为了去除钢坯表面
的水分和其他杂质,以便后续加工操作更加顺畅。
第二步:加热
钢坯在室温下很难加工,因此需要先进行加热。
加热会使钢坯的温度升高,从而使其
材料变得更加柔软,易于加工。
钢坯的加热可以采用不同的方式进行,例如通过电炉、天
然气等加热。
第三步:穿孔
经过加热后的钢坯需要进行穿孔处理。
这一步是将钢坯的中心部位挤压成一个小圆形,这个小圆形会成为无缝钢管的内径。
穿孔可以采用不同的方法进行,例如通过机械拉伸、
滚动等方式。
第四步:拉拔
钢坯经过穿孔处理后,需要经过拉拔。
拉拔是将钢坯沿着一定方向拉长,加工成无缝
钢管的外径。
拉拔需要经过多次操作,每一次操作都会将钢管的直径缩小一些。
经过多次
拉拔后,钢管的直径和长度都会达到所要求的尺寸。
第五步:切断
最后一步是将成型的无缝钢管切成所需的长度。
切断可以采用不同的工具进行,例如
钳子、锯片等。
总的来说,这些步骤构成了冷拔钢管的制作流程。
这种流程制作的无缝钢管具有表面
光滑、尺寸精准、耐高温、抗压强度高等特点,因此在许多领域得到了广泛应用。
冷拔钢管工艺流程
《冷拔钢管工艺流程》
冷拔钢管是一种常见的钢管加工工艺,通过特定的加工流程可以得到高精度、光洁度好的钢管产品。
下面将介绍冷拔钢管的工艺流程。
1.原材料准备
首先是选材。
通常情况下,冷拔钢管的原材料是无缝钢管。
在选材时,需要考虑钢管的成分和性能要求,确保选用合适的原材料。
然后进行物理和化学性能的检测,以确保符合生产要求。
2.预处理
原材料经过预处理,主要是采用钢管的清洗、除锈和表面处理等工艺,以确保原材料的表面质量和成分符合要求。
3.坯料加热
将预处理后的原材料进行加热处理,使其达到一定的热加工温度。
一般来说,加热温度要根据不同的钢种和成分而定,确保钢管在后续的冷拔过程中能够保持较好的韧性和塑性。
4.冷拔
在加热后的原材料进入冷拔机进行冷拔加工。
冷拔是通过将钢管在一定的温度下通过模具拉拔成各种规格和形状的工艺。
在冷拔过程中,钢管的外径和壁厚会得到相应的变化,同时也能够提高钢管的表面质量和机械性能。
5.光亮处理
冷拔完成后的钢管需要进行光洁处理,以提高其表面质量。
光亮处理通常包括酸洗、光亮热处理等工艺,最终使得钢管表面光洁度达到要求。
6.成品检验
最后,需要对冷拔完成的钢管进行质量检验。
主要包括外径、壁厚、长度、表面光滑度、化学成分、物理性能等各项指标的检测,确保产品符合技术要求。
通过以上工艺流程,可以生产出高质量的冷拔钢管产品。
随着钢管在工业领域的应用不断增加,冷拔钢管工艺也在不断完善和发展,成为了现代工业制造中不可或缺的一部分。

冷轧无缝钢管生产流程标题:冷轧无缝钢管生产流程一、前期准备工作冷轧无缝钢管的生产过程需要进行一系列的前期准备工作。
首先,需要准备好原材料,通常使用的是碳素钢或合金钢。
其次,需要进行原料的质检,包括化学成分分析、力学性能测试等。
接下来,将原材料切割成合适的长度,并进行清洗和除锈处理,以确保表面光滑干净。
二、穿孔冷轧无缝钢管的生产过程中,首先需要进行穿孔操作。
穿孔是将原材料加热至一定温度后,在穿孔机上进行加压,使钢坯从一个端口逐渐通过另一个端口,形成无缝钢管的初始壳体。
穿孔过程需要控制加热温度、加压力度和冷却速度,以保证钢管的质量。
三、轧制穿孔完成后,需要进行轧制操作。
轧制是将穿孔后的钢坯进行加热,并通过连续轧制机进行多道次的轧制,使钢管的外径和壁厚逐渐达到要求。
在轧制的过程中,需要根据需要调整轧辊的间距和轧制速度,以控制钢管的尺寸和减小壁厚的误差。
四、退火经过轧制后的钢管需要进行退火处理,以消除轧制过程中产生的应力和改善钢管的组织结构。
退火是将钢管加热至一定温度,经过一段时间的保温后,再进行逐渐冷却。
退火过程需要控制加热温度、保温时间和冷却速度,以达到理想的退火效果。
五、酸洗退火完成后的钢管表面可能会有一层氧化物或锈蚀物,需要进行酸洗处理。
酸洗是将钢管浸泡在酸液中,以去除表面的氧化层和锈蚀物,从而得到光滑的钢管表面。
酸洗过程需要控制酸液的成分和浸泡时间,以避免对钢管产生过度腐蚀。
六、冷却酸洗完成后的钢管需要进行冷却处理。
冷却是将钢管放入冷却槽中,通过水或其他冷却介质进行快速冷却,使钢管达到所需的力学性能和物理性能。
冷却过程需要控制冷却介质的温度和冷却时间,以确保钢管的质量。
七、修直冷却完成后的钢管可能会出现一定的弯曲或变形,需要进行修直处理。
修直是将钢管放入修直机中,通过拉拽和压力的作用,使钢管恢复到直线状态。
修直过程需要根据钢管的弯曲程度和修直要求进行调整修直机的参数,以获得符合要求的钢管。
八、尺寸检测和表面处理需要对钢管进行尺寸检测和表面处理。
先准备钢管的管坯→然后管坯加热→管坯穿孔→然后管坯打头→半成品钢管退火→钢管酸洗→钢管涂油(镀铜)→多道次冷拔(冷轧)→半成管→钢管热处理→钢管矫直→钢管水压试验(探伤)→钢管打标→最近钢管入库(无缝钢管生产技术过程)钢管的试验检测钢管-1 钢管化学成分对于钢管的化学成分检测,主要目的为判断该批次成品管是否符合该钢级的产品标准,并以此次分析结果作为该批次成品管的判定依据。
目前,钢管研究所完成大批量分析成品管化学成分的分析仪器主要使用直读光谱仪、碳硫分析仪完成大量的在线成品管的生产检测任务,现将上述两台仪器作以简单介绍:钢管-1.1钢管-1.1.1直读光谱仪基本原理光谱分析是利用物质在外界能量的激发下而发射出的光来判断物质组成的一门技术,它的进步与物理学和化学方面的发展分不开的。
物质由分子及原子组成并有其属性,通过用属性的区别,可以测定物质的组成部分。
物质在一定的条件下能发射出特征的光谱,利用光谱的这个属性来测定物质的存在。
光谱分析所得到的测定结果只能给出物质组成的元素的种类及其含量,不能显示物质的结构。
光谱分析的三种方式:线状光谱、带状光谱及连续光谱。
钢管-1.1.2 光谱的特点直读光谱仪主要用于成品管中C、Si、Mn、P、S、Ni、Cr、Mo、Cu、Al、V、Ti、Nb、B、Zn 及五害元素(Pb、Sn、As、Sb、Bi的定量分析任务,目前对成品检测使用的仪器为ARL4460,该类分析仪器具有如下特点:1 分析灵敏度高,能作微量分析及痕量分析。
仪器分析相对灵敏度可达ppm 级,仪器分析适宜于微量及痕量分析; 2 对含量变化的灵敏度高; 3 光源有良好的稳定性及再现性; 4 光源激发出的谱线没有背景或北京很低; 5 分析结果不受样品组织结构不同而变化; 6 预燃及曝光时间短; 7 分析时对试样的破坏小,进行的是所谓微损或无损分析; 8 分析速度快:仪器分析可在短时间内完成一个分析周期(1 分钟左右,适宜于批量分析和自动分析; 9 分析所需试样少:仪器分析只需根据分析钢种,选择适合标钢,便可分析得出结果; 10 仪器分析用途广泛,除能分析铁基样品外,还可进行镍基、铬基样品检测。