冷拔无缝钢管生产工艺流程图ppt
- 格式:ppt
- 大小:587.50 KB
- 文档页数:2

无缝钢管生产基础知识及生产工艺流程培训课件1、钢管及钢管的分类(1)、钢管是一种用钢制作的具有中空截面而长度远大于外径(或边长)的一种金属材料。
截面通常为圆形,但也可呈扁、方或异型等。
(2)、钢管按生产方法可分为:无缝钢管和焊接钢管。
无缝钢管又可分为:热轧无缝钢管、冷轧无缝钢管、冷拔无缝钢管、冷旋压管和挤压管等。
焊接钢管又可分为:电焊管、炉焊管、气焊管、螺旋焊管、双面螺旋焊管等。
(3)、钢管按材质方法可分为:碳素管和合金管。
碳素管又可分为:普通碳素结构管和优质碳素结构管。
合金管又可分为:低合金管、合金结构管、高合金管、高强度管、轴承管等。
(4)、钢管按用途方法可分为:管道用管。
如:水、煤气管,蒸汽管道用无缝管,石油输送管,石油天然气输送管、农业喷灌用管等。
热工设备用管。
如:一般锅炉用的沸水管、过热蒸汽管、机车锅炉用的过热蒸汽管以及高温高压锅炉管等。
2、钢管的规格及尺寸精度的表示方法(1)、钢管的规格尺寸一般由成品钢管的外径D、壁厚S与长度L的名义(或公称)尺寸来表示。
如:外径为76mm、壁厚为4mm、长度为6000mm的钢管,可用φ76×4×6000mm表示。
但一般情况下仅用钢管的外径和壁厚来表示,如:φ76×4。
(2)、钢管的尺寸精度主要是指钢管的壁厚不均程度和椭圆度。
①、钢管的壁厚不均是指在钢管任一横截面上最大壁厚与最小壁厚的绝对差值,用△S来表示。
②、钢管的椭圆度钢管的椭圆度是指在钢管任一横截面上最大外径与最小外径的绝对差值,用△D来表示。
3、钢管的横截面积和单重的计算钢管的横截面积可由下式确定:F=π/4(D2-d2)=π(D-S)×S式中:〖ZK()F—钢管的横截面积,mm2;。

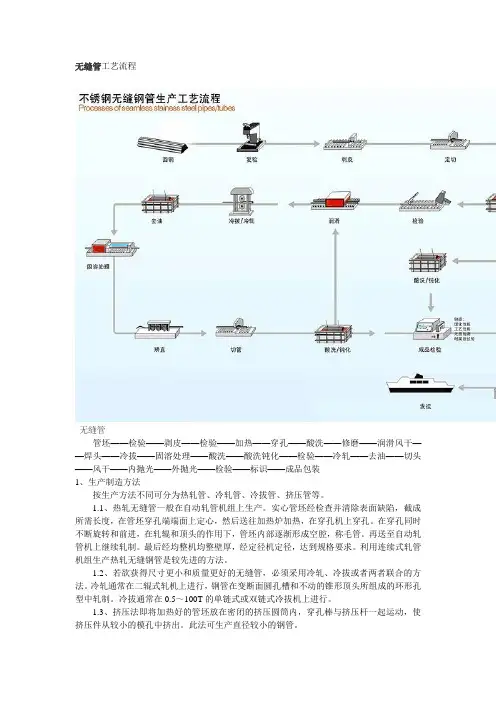
无缝管工艺流程无缝管管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装1、生产制造方法按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
1.1、热轧无缝管一般在自动轧管机组上生产。
实心管坯经检查并清除表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。
在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。
再送至自动轧管机上继续轧制。
最后经均整机均整壁厚,经定径机定径,达到规格要求。
利用连续式轧管机组生产热轧无缝钢管是较先进的方法。
1.2、若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。
冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。
冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
1.3、挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。
此法可生产直径较小的钢管。
2、化学成分检验2.1、按化学成分和机械性能供应的国产无缝管,如10、15、20、25、30、35、40、45和50号钢的化学成分应符合GB/T699-88的规定。
进口无缝管按合同规定的有关标准检验。
09MnV、16Mn、15MnV钢的化学成分应符合GB1591-79的规定。
2.2、具体分析方法参照GB223-84《钢铁及合金化学分析方法》的有关部分。
2.3、分析偏差参照GB222-84《钢的化学分析用试样及成品化学成分允许偏差》。
3、物理性能检验3.1、按机构性能供应的国产无缝管,普通碳素钢按GB/T700-88的甲类钢制造(但必须保证含硫量不超过0.050%和含磷量不超过0.045%),其机械性能应符合GB8162-87表内所规定的数值。

冷轧无缝钢管生产流程标题:冷轧无缝钢管生产流程一、前期准备工作冷轧无缝钢管的生产过程需要进行一系列的前期准备工作。
首先,需要准备好原材料,通常使用的是碳素钢或合金钢。
其次,需要进行原料的质检,包括化学成分分析、力学性能测试等。
接下来,将原材料切割成合适的长度,并进行清洗和除锈处理,以确保表面光滑干净。
二、穿孔冷轧无缝钢管的生产过程中,首先需要进行穿孔操作。
穿孔是将原材料加热至一定温度后,在穿孔机上进行加压,使钢坯从一个端口逐渐通过另一个端口,形成无缝钢管的初始壳体。
穿孔过程需要控制加热温度、加压力度和冷却速度,以保证钢管的质量。
三、轧制穿孔完成后,需要进行轧制操作。
轧制是将穿孔后的钢坯进行加热,并通过连续轧制机进行多道次的轧制,使钢管的外径和壁厚逐渐达到要求。
在轧制的过程中,需要根据需要调整轧辊的间距和轧制速度,以控制钢管的尺寸和减小壁厚的误差。
四、退火经过轧制后的钢管需要进行退火处理,以消除轧制过程中产生的应力和改善钢管的组织结构。
退火是将钢管加热至一定温度,经过一段时间的保温后,再进行逐渐冷却。
退火过程需要控制加热温度、保温时间和冷却速度,以达到理想的退火效果。
五、酸洗退火完成后的钢管表面可能会有一层氧化物或锈蚀物,需要进行酸洗处理。
酸洗是将钢管浸泡在酸液中,以去除表面的氧化层和锈蚀物,从而得到光滑的钢管表面。
酸洗过程需要控制酸液的成分和浸泡时间,以避免对钢管产生过度腐蚀。
六、冷却酸洗完成后的钢管需要进行冷却处理。
冷却是将钢管放入冷却槽中,通过水或其他冷却介质进行快速冷却,使钢管达到所需的力学性能和物理性能。
冷却过程需要控制冷却介质的温度和冷却时间,以确保钢管的质量。
七、修直冷却完成后的钢管可能会出现一定的弯曲或变形,需要进行修直处理。
修直是将钢管放入修直机中,通过拉拽和压力的作用,使钢管恢复到直线状态。
修直过程需要根据钢管的弯曲程度和修直要求进行调整修直机的参数,以获得符合要求的钢管。
八、尺寸检测和表面处理需要对钢管进行尺寸检测和表面处理。

无缝钢管的制造工艺无缝管工艺流程卫生级镜面管工艺流程:管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装工业管工艺流程管坯——检验——剥皮——检验——加热——穿孔——酸洗——修蘑——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。
无缝钢管的规格用外径*壁厚毫米数表示。
无缝钢管分热轧和冷轧(拨)无缝钢管两类。
热轧无缝钢管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。
冷轧(拨)无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。
热轧无缝管外径一般大于32mm,壁厚2.5-75mm,冷轧无缝钢管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。
10、2 0等低碳钢制造的无缝管主要用于流体输送管道。
45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。
一般用无缝钢管要保证强度和压扁试验。
热轧钢管以热轧状态或热处理状态交货;冷轧以热以热处理状态交货。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。
以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,最终厚度为1 ~20mm。
无缝钢管生产工艺流程无缝钢管是一种通过热轧、冷轧或冷拔等加工工艺制成的钢管,具有优良的机械性能和高度的可靠性。
无缝钢管广泛应用于石油、天然气、化工、电力、航空航天等领域。
本文将详细介绍无缝钢管的生产工艺流程,包括原材料准备、加热处理、穿孔、轧制和尺寸修整等步骤。
1. 原材料准备•钢坯选择:选用合适的碳素钢或合金钢作为原材料,根据不同的应用需求选择不同牌号的钢坯。
•检查质量:对每批钢坯进行外观检查和化学成分分析,确保质量符合要求。
•切割:将钢坯按照所需长度切割成适当尺寸。
2. 加热处理•加热炉预热:将切割好的钢坯放入加热炉中进行预热处理。
预热温度根据不同牌号和规格的钢坯而定,一般在1000℃以上。
•坯料调质:将预热好的钢坯放入调质炉中进行调质处理,以提高其可塑性和韧性。
3. 穿孔•穿孔机加工:将调质后的钢坯放入穿孔机中进行穿孔加工。
穿孔机通过旋转刀具对钢坯进行连续穿孔,形成初始管型。
•冷却:冷却穿孔后的管坯,以降低温度并增加管材硬度。
4. 轧制•热轧:将冷却后的管坯放入热轧机中进行热轧处理。
热轧机通过多道次的辊道轧制,使管坯逐渐变长、变薄,并最终形成无缝钢管。
•冷拔:将热轧得到的管坯放入冷拔机中进行冷拔处理。
冷拔机通过拉拽和拉伸的力量,使管坯进一步变细、变长,并提高表面光洁度和尺寸精度。
5. 尺寸修整•切割:根据客户需求,将冷拔后的无缝钢管切割成所需长度。
•调直:将切割好的无缝钢管放入调直机中进行调直处理,以消除管材的弯曲和扭曲。
•酸洗:将调直后的无缝钢管放入酸洗槽中进行酸洗处理,去除表面氧化层和锈蚀物。
•水冷:用水对酸洗后的无缝钢管进行冷却,恢复环境温度。
6. 检测与包装•检测:对生产好的无缝钢管进行外观检查、尺寸检测、力学性能测试等多项检测,确保质量符合标准要求。
•包装:将合格的无缝钢管按照规格和长度分类包装,并附上标签和证书。
以上是无缝钢管生产工艺流程的主要步骤。
每个步骤都需要精细操作和严格控制,以确保最终产品质量符合要求。
冷拔钢管制作流程
冷拔钢管是制作无缝钢管的一种方法。
它的制作流程通常包括以下几个步骤:
第一步:原材料准备
冷拔钢管的原材料是钢坯。
钢坯是一种形状较大的钢材,通常由钢锭或钢板经过热轧
工艺加工而成。
在制作冷拔钢管时,钢坯需要首先进行烘干处理。
这是为了去除钢坯表面
的水分和其他杂质,以便后续加工操作更加顺畅。
第二步:加热
钢坯在室温下很难加工,因此需要先进行加热。
加热会使钢坯的温度升高,从而使其
材料变得更加柔软,易于加工。
钢坯的加热可以采用不同的方式进行,例如通过电炉、天
然气等加热。
第三步:穿孔
经过加热后的钢坯需要进行穿孔处理。
这一步是将钢坯的中心部位挤压成一个小圆形,这个小圆形会成为无缝钢管的内径。
穿孔可以采用不同的方法进行,例如通过机械拉伸、
滚动等方式。
第四步:拉拔
钢坯经过穿孔处理后,需要经过拉拔。
拉拔是将钢坯沿着一定方向拉长,加工成无缝
钢管的外径。
拉拔需要经过多次操作,每一次操作都会将钢管的直径缩小一些。
经过多次
拉拔后,钢管的直径和长度都会达到所要求的尺寸。
第五步:切断
最后一步是将成型的无缝钢管切成所需的长度。
切断可以采用不同的工具进行,例如
钳子、锯片等。
总的来说,这些步骤构成了冷拔钢管的制作流程。
这种流程制作的无缝钢管具有表面
光滑、尺寸精准、耐高温、抗压强度高等特点,因此在许多领域得到了广泛应用。
冷拔钢管工艺流程
《冷拔钢管工艺流程》
冷拔钢管是一种常见的钢管加工工艺,通过特定的加工流程可以得到高精度、光洁度好的钢管产品。
下面将介绍冷拔钢管的工艺流程。
1.原材料准备
首先是选材。
通常情况下,冷拔钢管的原材料是无缝钢管。
在选材时,需要考虑钢管的成分和性能要求,确保选用合适的原材料。
然后进行物理和化学性能的检测,以确保符合生产要求。
2.预处理
原材料经过预处理,主要是采用钢管的清洗、除锈和表面处理等工艺,以确保原材料的表面质量和成分符合要求。
3.坯料加热
将预处理后的原材料进行加热处理,使其达到一定的热加工温度。
一般来说,加热温度要根据不同的钢种和成分而定,确保钢管在后续的冷拔过程中能够保持较好的韧性和塑性。
4.冷拔
在加热后的原材料进入冷拔机进行冷拔加工。
冷拔是通过将钢管在一定的温度下通过模具拉拔成各种规格和形状的工艺。
在冷拔过程中,钢管的外径和壁厚会得到相应的变化,同时也能够提高钢管的表面质量和机械性能。
5.光亮处理
冷拔完成后的钢管需要进行光洁处理,以提高其表面质量。
光亮处理通常包括酸洗、光亮热处理等工艺,最终使得钢管表面光洁度达到要求。
6.成品检验
最后,需要对冷拔完成的钢管进行质量检验。
主要包括外径、壁厚、长度、表面光滑度、化学成分、物理性能等各项指标的检测,确保产品符合技术要求。
通过以上工艺流程,可以生产出高质量的冷拔钢管产品。
随着钢管在工业领域的应用不断增加,冷拔钢管工艺也在不断完善和发展,成为了现代工业制造中不可或缺的一部分。