模具验收单 范本
- 格式:xls
- 大小:26.00 KB
- 文档页数:2
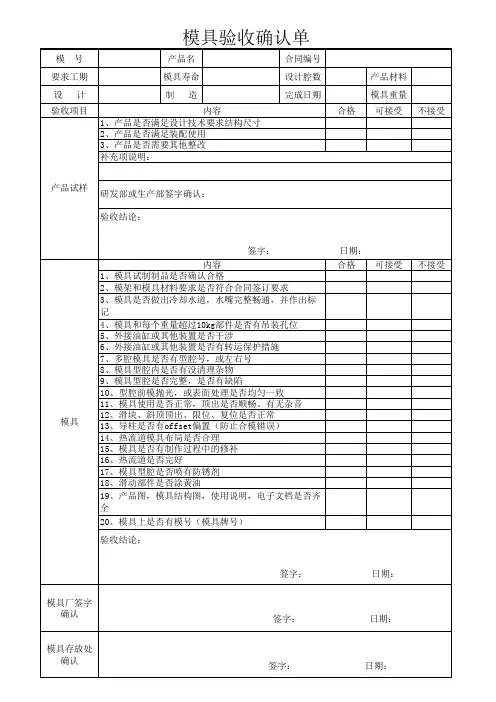
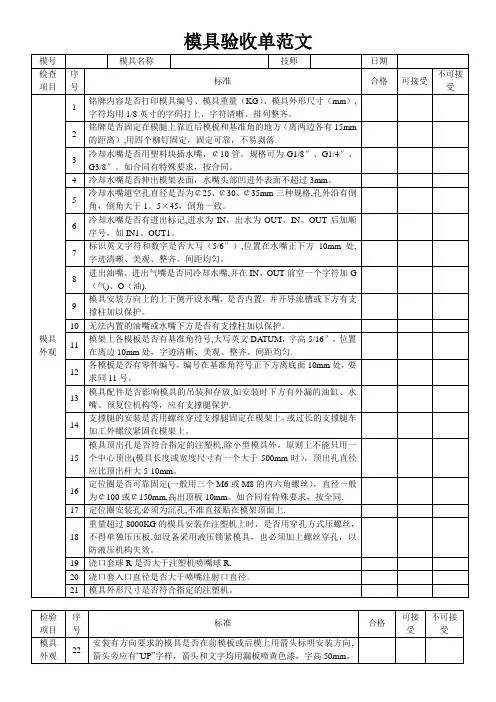
模具验收单
,
取
件
出
,
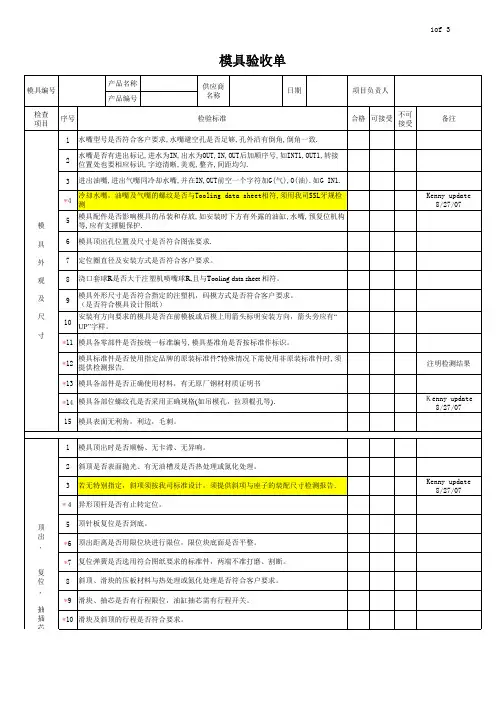
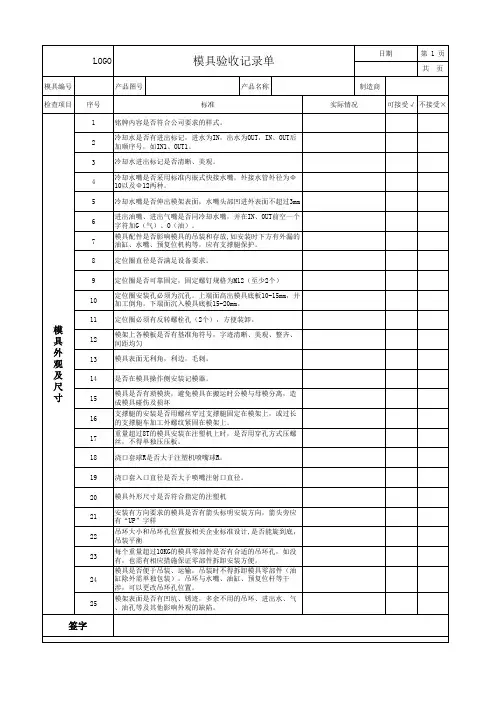
模具验收单
模具验收单
备注:
1.此表中未提及内容请参见本公司提供的Tooling data sheet.
2.此表中带“*”的项目须在模具加工过程中或试模前检测完成并提交详细检测报告。
3.所有本公司模具出口前,须参照以上内容进行逐项检查,如有不合格项,在未经本公司项目负责人书面认可的情况下,模具视为不合格。
4.以上内容供应商须如实填写,模具出口后发现与检测结果不符的情况,本公司有权从模具款中扣除更改费用或全部尾款。
5.供应商如对此表有任何疑问请与本公司项目负责人联系。

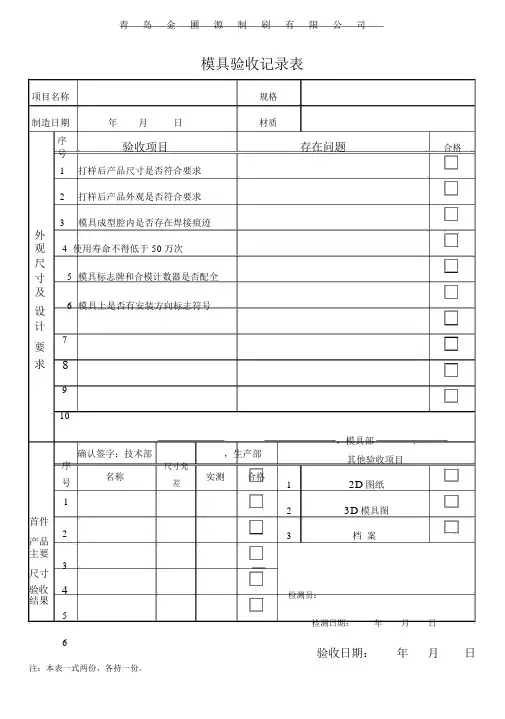
青岛金圃源制刷有限公司
模具验收记录表
项目名称规格
制造日期年月日材质
序
验收项目
号
1 打样后产品尺寸是否符合要求
2 打样后产品外观是否符合要求
3 模具成型腔内是否存在焊接痕迹
外
观 4 使用寿命不得低于 50万次
尺
寸 5 模具标志牌和合模计数器是否配全
及
6 模具上是否有安装方向标志符号
设
计
7
要
求8
9
10
确认签字:技术部,生产部
序
名称尺寸允
实测合格
号差
1
首件
2
产品
主要
3
尺寸
验收 4
结果
5
6
注:本表一式两份,各持一份。
存在问题合格
,模具部.
其他验收项目
12D图纸
23D模具图
3档案
检测员:
检测日期:年月日
验收日期:年月日
共张,第页。
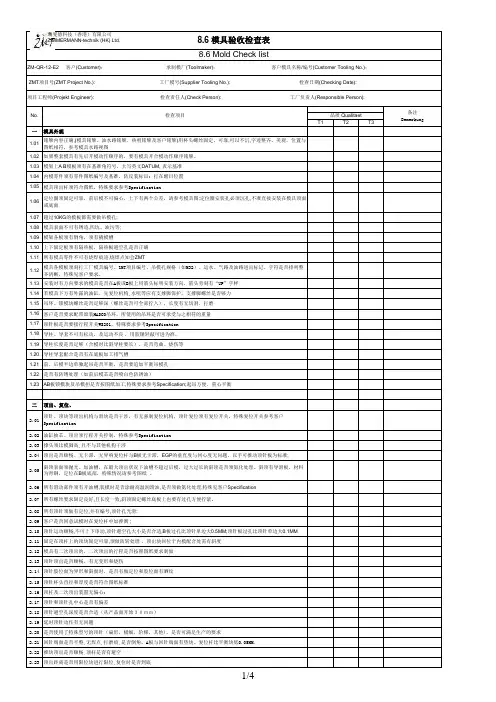
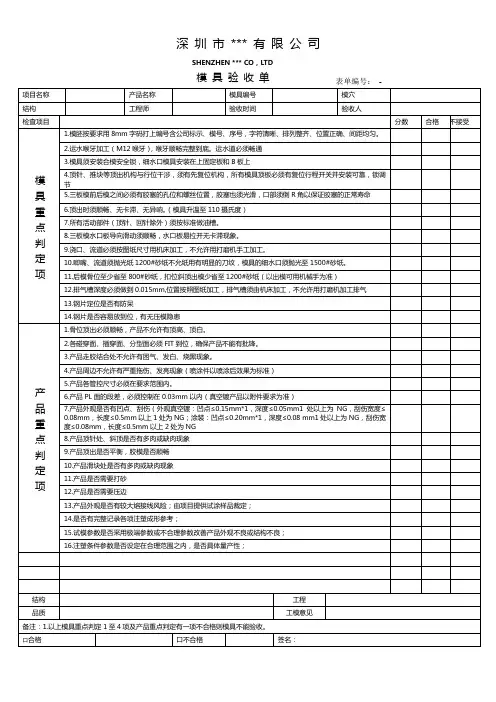
T1T2T3一模具外观1.01铭牌内容正确,(模具铭牌、油水路铭牌、热咀铭牌及客户铭牌)用杯头螺丝固定、可靠,可以不沉,字迹整齐、美观,位置与图纸相符,参考模具水路视图1.02如果整套模具有先后开模动作顺序的,要有模具开合模动作顺序铭牌。
1.03模架上A B 模板须有在基准角符号,大写英文DATUM, 表示基准1.04内模零件须有零件图纸编号及基准,防反装标识; 打在醒目位置1.05模具顶出杆须符合图纸,特殊要求参考Specification 1.06定位圈须固定可靠,前后模不可偏心,上下有两个公差,请参考模具图;定位圈安装孔必须沉孔,不准直接安装在模具顶面或底面1.07超过10KG 的模板都需要做吊模孔;1.08模具表面不可有锈迹,凹坑、油污等;1.09模架各板须有倒角,须有撬模槽1.10上下固定板须有隔热板,隔热板避空孔是否正确1.11所有模具零件不可有烧焊痕迹,烧焊点知会ZMT 1.12模具各模板须刻打工厂模具编号、ZMT项目编号、吊模孔规格(如M32)、运水、气路及油路进出标记、字符是否排列整齐清晰,特殊见客户要求。
1.13安装时有方向要求的模具是否在A板或B板上用箭头标明安装方向,箭头旁刻有“UP”字样1.14若模具下方有外露的油缸、先复位机构,水咀等应有支撑脚保护,支撑脚螺丝是否够力1.15吊环、锁模块螺丝是否足够深(螺丝是否可全部拧入),长度有无切割、打磨1.16客户是否要求配带原装HASCO吊环,所使用的吊环是否可承受与之相符的重量1.17顶针板是否要接行程开关WS201,特殊要求参考Specification 1.18导柱、导套不可有松动,及运动不良 ,用胶锤轻敲可进为准。
1.19导柱长度是否足够(合模时比斜导柱要长)、是否弯曲、烧伤等1.20导柱导套配合是否有在底板加工排气槽1.21前、后模半边单独起吊是否平衡,是否要追加平衡吊模孔1.22是否有防锈处理(如前后模芯是否喷白色防锈油)1.23AB 板锁模块及吊模担是否按图纸加工,特殊要求参考Specification;起吊方便、重心平衡二顶出、复位、2.01顶针、顶块等顶出机构与滑块是否干涉,有无强制复位机构,顶针复位须有复位开关,特殊复位开关参考客户Specification2.02油缸抽芯、顶出须行程开关控制,特殊参考Specification 2.03撑头须比模脚高,且不与其他机构干涉2.04顶出是否顺畅、无卡滞,无异响复位杆与B 板无卡滞,EGP 的垂直度与同心度无问题,以手可推动顶针板为标准;2.05斜顶表面须抛光、加油槽,在最大顶出状况下油槽不超过后模,过大过长的斜顶是否须氮化处理。
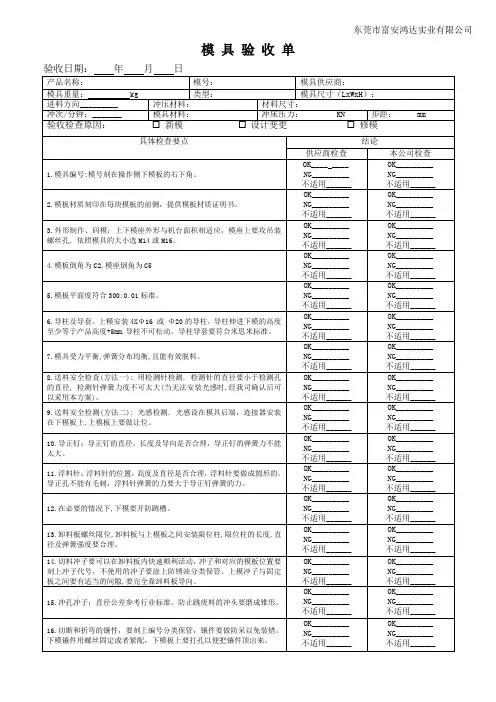
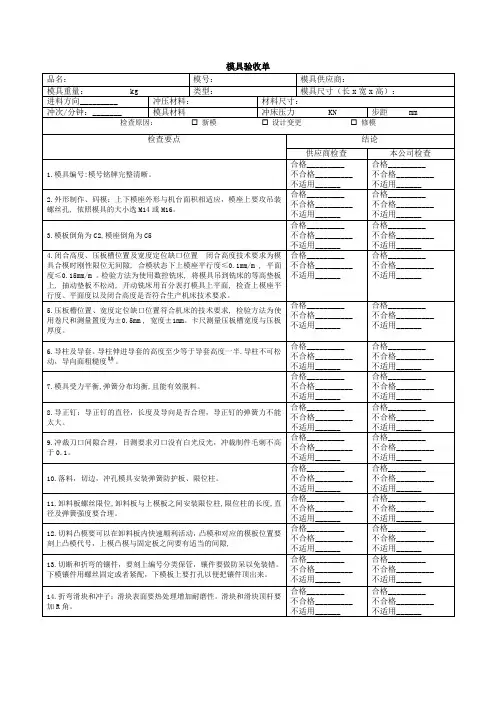
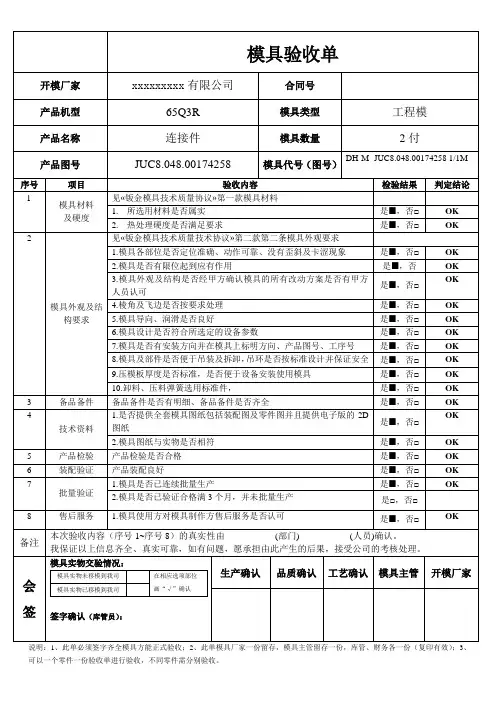
模具验收单品名:模号:模具供应商:模具重量: kg类型:模具尺寸(长x宽x高):进料方向_________冲压材料:材料尺寸:冲次/分钟:_______ 模具材料冲床压力 KN步距 mm 检查原因:☐新模☐设计变更☐修模检查要点结论供应商检查本公司检查1.模具编号:模号铭牌完整清晰。
合格_________不合格_________不适用______合格_________不合格_________不适用______2.外形制作、码模:上下模座外形与机台面积相适应,模座上要攻吊装螺丝孔, 依照模具的大小选M14或M16。
合格_________不合格_________不适用______合格_________不合格_________不适用______3.模板倒角为C2,模座倒角为C5合格_________不合格_________不适用______合格_________不合格_________不适用______4.闭合高度、压板槽位置及宽度定位缺口位置闭合高度技术要求为模具合模时刚性限位无间隙, 合模状态下上模座平行度≤0.1mm/m , 平面度≤0.15mm/m 。
检验方法为使用数控铣床, 将模具吊到铣床的等高垫板上, 抽动垫板不松动, 开动铣床用百分表打模具上平面, 检查上模座平行度、平面度以及闭合高度是否符合生产机床技术要求。
合格_________不合格_________不适用______合格_________不合格_________不适用______5.压板槽位置、宽度定位缺口位置符合机床的技术要求, 检验方法为使用卷尺和测量置度为±0.5mm , 宽度±1mm。
卡尺测量压板槽宽度与压板厚度。
合格_________不合格_________不适用______合格_________不合格_________不适用______6.导柱及导套。
导柱伸进导套的高度至少等于导套高度一半.导柱不可松动,导向面粗糙度。