胶架眼镜工艺
- 格式:docx
- 大小:14.28 KB
- 文档页数:4

板材眼镜详细工艺流程1设计:设计开发→绘图→开单→跟单→发单 .2 按图纸要求出手板,看图做眼核,再开料,车内外圈。
花式,后QC 打铜线,弯胶,再放滚铜滚3次拿出来打磨,再钉胶,QC,包装磨镜架弯度有450弯,600弯,800弯,1000弯,比例系数,9/A位,12/A位,16/A位,20/A位,24/A位,俯视图(架弯角度)84°78°72°66°60°俯视(镜片弧度、架弯弧度)116 87 65 653CNC加工→雕刻→按图纸要求去做。
弧度半径,R116,R87,R65,4 眼镜中的分类,可分:男装架,女装架,中性架,老花架,儿童架,金属架,板材太阳架。
ﻫ5中性架:中性即为男、女都有适应的款式;太阳架:根据眼镜架弯度的不同可分为:600弯,800弯(一般适用于国内及东南亚);有的弯度更大至1000弯,(一般适用于欧美市场)6按材料可分:白铜架,不锈钢架,钛合金架,铝架,蒙乃尔架,注塑架(一般是PC材料),胶板材架(材质特性成酸性)。
ﻫ7每种类别的架形,以该架子的主要材料为依据,不排除某些配件用其它材料)1.白铜与蒙乃尔是眼镜最常见的材料;2.不锈钢分为不锈钢线和不锈钢线片两种,特点是轻巧;整体有较强的弹性;3.钛金属架分为纯钛,合金架。
钛属于贵重金属。
难加工且烧焊过程中,且有不可重复性,所以设计时要充分考虑工艺难度的加工和生产的可行性。
三按形状可分:全框架,半框架(渔丝架),无框架(三件头),吸架(双层架)。
ﻫ吸架即为双层架,把光学架及太阳架通过磁石和钩子结合在一起。
在室内使用时可随意摘下外层的太阳架层,在室外使用时则可装上太阳架层。
其中主要以磁石吸架为主,磁石吸架分为庄头吸和鼻梁吸两种。
ﻫ四按结构可分:角花架,弹弓铰架,角花弹弓铰架,普通铰架,胶匙架,横梁架(横眉架)等。
此项按眼阄的结构特征来区分主要分为三种:A弓铰链架和普通铰链架; ﻫB有些架子没有严格意义上的鼻梁即由一条横眉连接两个镜圈;C比和庄头的不同,有的比和庄头是作为一个整体,烧上铰链以后切开的。
镜架镜片知识镜架知识一、镜架的制作过程:铸型——剪线——卷线——焊接——抛光——IP电镀二、镜框的构造1、名称:镜圈、中梁、桩头、单叶铰链、双叶铰链、镜腿、脚套、鼻托、鼻须、鼻托盒。
2、焊点:三、镜框的表尺码:方框法和基准线法。
四、电镀1、定义:在镜架的表面镀上一层极薄的金属膜层,一次延长镜架的寿命,并起到装饰作用,使之耐腐蚀、耐磨。
2、表层电镀和底层电镀3、影响电镀的质量因素:电镀工艺、镀层材料、镀层厚度4、电镀方法:a、一般性电镀——电脉涂;b、钛电镀——含镍钛电镀、不含镍钛电镀、负离子真空电镀。
5、电镀工艺:真空离子电镀(IP电镀)——利用物体分子吸附离子的原理,将电镀材料用强电流击穿至游离状态,然后通过电流的方向,让电镀材料吸附在物体表面上,从而形成牢硬的表层。
6、电镀着色:环氧树脂法、干式电镀法、电镀塑胶膜法。
7、电镀材料:A、铬:灰白色、抗腐蚀性号B、钛:银灰色、抗腐蚀性优异C、铑:白色金属、附着性能好D、金:黄色、耐腐蚀性、耐酸性、耐热性好不易褪色五、镜架的分类1、按材质分:金属架、非金属、天然材质架(1)金属架A、不锈钢:耐腐蚀性、耐热、弹性B、蒙耐尔合金:中低档C、纯钛a:纯钛(TIP 、TITAN)——是一种银白色金属,非常轻,硬度高,耐腐蚀性比较强,焊接好(12900度下焊接),不会过敏、不易褪色。
但是,造价高、修改困难、设备要求高、制作工艺复杂。
b:贝塔钛——弹性比较好c:Z钛——(2)非金属材料:树脂为材料(热塑性、热固性)常见的材料主要有:醋酸纤维、丙酸纤维、环氧树脂、碳素纤维、尼龙、亚克力A、醋酸纤维:不易褪色、透明性、光泽性、尺寸稳定性、耐冲击、不易燃烧B、丙酸纤维:不易燃烧、耐高温、耐冲击、不易变色、比较柔软。
C、环氧树脂{OPTYL}:硬度高、密度小、比较轻、光泽度好、比以上轻30%,加工方法——真空特殊成型法。
D、热塑性(注塑和板材)注塑:对皮肤不过敏、舒适度好、不需金属芯固定、耐高温、颜色多样化、不易褪色、质感好、不易折断。
眼镜的生产工艺流程(金属架)总流程:接单→做配件→半成品→成品包装(1) PC组流程:开单→跟单→发单(2)设计组流程:设计开发→绘图→复色(3)手板组流程: CNC加工→雕刻→按图纸要求出手板(4)绕圈组流程:做眼核(蓝片)→绕圈→出货(5)配件油压组流程:热处理油压模(不锈钢、油生变热、不易变软)→磨模→磨床→开模→试料→拉线→律线→打弯→油压→剪边→滚桶(6)配件小冲组流程:锉料→配件加工[铣床、钻床、手啤机(扭曲打弯)] →完成烧焊→执架→滚桶→磨光→QC(相当于控制检查部)(7)烧焊组流程:A)烧夹口(全框架)→锣夹口→烧鼻梁→烧横梁→烧烟斗→烧铰链→烧弹弓壳→加银(有利于烧焊)→烧架B)烧鼻梁组流程:车眼核→锣鼻梁(60%)→烧鼻梁→磨粗(上铰链时将胶脾进行打磨)→烧烟斗划切口线等电极烧焊模(8)胶配件组流程:(包括做脚套,胶比,胶饰料)跟单→开料(155mi)→做比→夹模→打铜线→锣比→车比花式→手工→弯比尾→粘胶(上铰链时)→切比→磨圆脚套→穿珠子→滚桶→装配(即锣切脚套、胶比、胶饰料)→打磨→QC包装X轴相关比例系数(A位圈形尺码)镜架弯度450弯600弯800弯1000弯1200弯比例系数9/A位12/A位16/A位20/A位24/A位弧度半径R116R87R65R65R65俯视图(架弯角度)84°78°72°66°60°俯视(镜片弧度、架弯弧度) 116876565眼镜中的分类一按用途可分:男装架,女装架,中性架,老花架,儿童架,记忆金属架,太阳架。
1)中性架:中性即为男、女都有适应的款式;2)太阳架:根据眼镜架弯度的不同可分为:600弯,800弯(一般适用于国内及东南亚);有的弯度更大至1000弯,1200弯(一般适用于欧美市场)二按材料可分:白铜架,不锈钢架,钛合金架,铝架,蒙乃尔架,注塑架(一般是PC 材料),胶板材架(材质特性成酸性)。
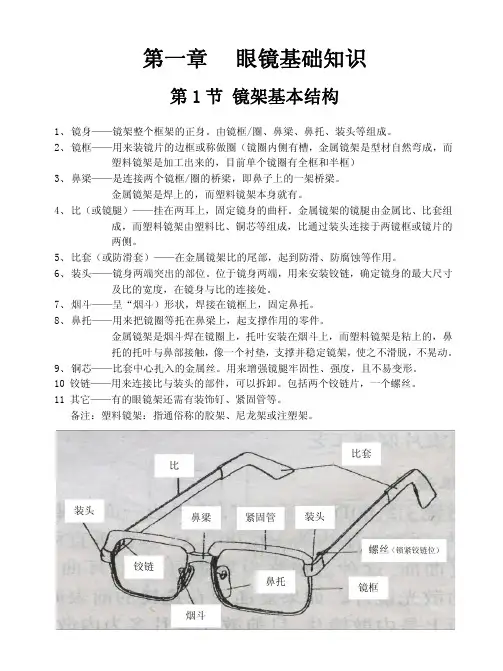
第一章眼镜基础知识第1节镜架基本结构1、镜身——镜架整个框架的正身。
由镜框/圈、鼻梁、鼻托、装头等组成。
2、镜框——用来装镜片的边框或称做圈(镜圈内侧有槽,金属镜架是型材自然弯成,而塑料镜架是加工出来的,目前单个镜圈有全框和半框)3、鼻梁——是连接两个镜框/圈的桥梁,即鼻子上的一架桥梁。
金属镜架是焊上的,而塑料镜架本身就有。
4、比(或镜腿)——挂在两耳上,固定镜身的曲杆。
金属镜架的镜腿由金属比、比套组成,而塑料镜架由塑料比、铜芯等组成,比通过装头连接于两镜框或镜片的两侧。
5、比套(或防滑套)——在金属镜架比的尾部,起到防滑、防腐蚀等作用。
6、装头——镜身两端突出的部位。
位于镜身两端,用来安装铰链,确定镜身的最大尺寸及比的宽度,在镜身与比的连接处。
7、烟斗——呈“烟斗)形状,焊接在镜框上,固定鼻托。
8、鼻托——用来把镜圈等托在鼻梁上,起支撑作用的零件。
金属镜架是烟斗焊在镜圈上,托叶安装在烟斗上,而塑料镜架是粘上的,鼻托的托叶与鼻部接触,像一个衬垫,支撑并稳定镜架,使之不滑脱,不晃动。
9、铜芯——比套中心扎入的金属丝。
用来增强镜腿牢固性、强度,且不易变形。
10铰链——用来连接比与装头的部件,可以拆卸。
包括两个铰链片,一个螺丝。
11其它——有的眼镜架还需有装饰钉、紧固管等。
备注:塑料镜架:指通俗称的胶架、尼龙架或注塑架。
装头铰链比比套烟斗镜框鼻托装头鼻梁螺丝(锁紧铰链位)紧固管第2节镜架材料分类制造眼镜架材料分为金属材料、非金属材料和天然材料等三大类。
一、金属材料用于眼镜架的金属材料有铜合金、镍合金和贵金属如钛三大类。
要求具有一定的硬度、柔软性、弹性、耐磨性、耐腐蚀性、重量轻、有光泽和色泽好等等。
因此,用来制作眼镜架的金属材料几乎都是合金或在金属表面加工处理后使用。
1、锌白铜又称洋白或洋银。
主要成分是铜,其中含铜64%、镍18%、锌18%,比重为8.8。
其特点是:有一定的耐腐蚀性和良好的弹性,且成本低,易加工。
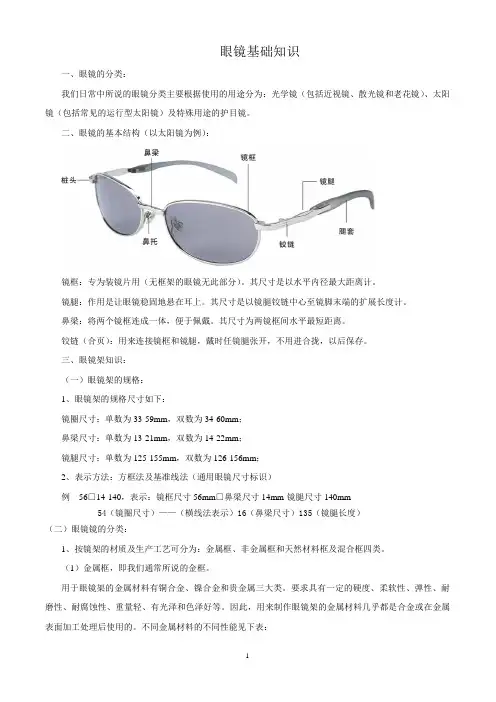
眼镜基础知识一、眼镜的分类:我们日常中所说的眼镜分类主要根据使用的用途分为:光学镜(包括近视镜、散光镜和老花镜)、太阳镜(包括常见的运行型太阳镜)及特殊用途的护目镜。
二、眼镜的基本结构(以太阳镜为例):镜框:专为装镜片用(无框架的眼镜无此部分)。
其尺寸是以水平内径最大距离计。
镜腿:作用是让眼镜稳固地悬在耳上。
其尺寸是以镜腿铰链中心至镜脚末端的扩展长度计。
鼻梁:将两个镜框连成一体,便于佩戴。
其尺寸为两镜框间水平最短距离。
铰链(合页):用来连接镜框和镜腿,戴时任镜腿张开,不用进合拢,以后保存。
三、眼镜架知识:(一)眼镜架的规格:1、眼镜架的规格尺寸如下:镜圈尺寸:单数为33-59mm,双数为34-60mm;鼻梁尺寸:单数为13-21mm,双数为14-22mm;镜腿尺寸:单数为125-155mm,双数为126-156mm;2、表示方法:方框法及基准线法(通用眼镜尺寸标识)例56□14-140,表示:镜框尺寸56mm□鼻梁尺寸14mm-镜腿尺寸140mm54(镜圈尺寸)——(横线法表示)16(鼻梁尺寸)135(镜腿长度)(二)眼镜镜的分类:1、按镜架的材质及生产工艺可分为:金属框、非金属框和天然材料框及混合框四类。
(1)金属框,即我们通常所说的金框。
用于眼镜架的金属材料有铜合金、镍合金和贵金属三大类。
要求具有一定的硬度、柔软性、弹性、耐磨性、耐腐蚀性、重量轻、有光泽和色泽好等。
因此,用来制作眼镜架的金属材料几乎都是合金或在金属表面加工处理后使用的。
不同金属材料的不同性能见下表:常用金属材料性能特点和用途表:(2)非金属材料:主要是指醋酸纤维镜架,又包括两类,醋酸纤维注塑镜架(即通常所说的塑框)和醋酸纤维板材架(即通常所说的板材框)。
其特点是透明度好,易着色,易抛光和加工,不易老化,不易燃,与皮肤接触有相容性。
塑框的特点是:加工工艺简单,节省原料,价格比较便宜,可通过染、印、喷等方法进行着色;但塑料的耐用性较差,可塑性和延展性都比较差。

眼镜工艺流程 Revised as of 23 November 2020眼镜的生产工艺流程(金属架)总流程:接单→做配件→半成品→成品包装?(1) PC组流程:开单→跟单→发单?(2)设计组流程:设计开发→绘图→复色?(3)手板组流程: CNC加工→雕刻→按图纸要求出手板?(4)绕圈组流程:做眼核(蓝片)→绕圈→出货?(5)配件油压组流程:热处理油压模(不锈钢、油生变热、不易变软)→磨模→磨床→开模→试料→拉线→律线→打弯→油压→剪边→滚桶?(6)配件小冲组流程:锉料→配件加工[铣床、钻床、手啤机(扭曲打弯)] →完成烧焊→执架→滚桶→磨光→QC(相当于控制检查部)?(7)烧焊组流程:?A)烧夹口(全框架)→锣夹口→烧鼻梁→烧横梁→烧烟斗→烧铰链→烧弹弓壳→加银(有利于烧焊)→烧架?B)烧鼻梁组流程:车眼核→锣鼻梁(60%)→烧鼻梁→磨粗(上铰链时将胶脾进行打磨)→烧烟斗划切口线等电极烧焊模?(8)胶配件组流程:(包括做脚套,胶比,胶饰料)跟单→开料(155mi)→做比→夹模→打铜线→锣比→车比花式→手工→弯比尾→粘胶(上铰链时)→切比→磨圆脚套→穿珠子→滚桶→装配(即锣切脚套、胶比、胶饰料)→打磨→QC包装?X轴相关比例系数(A位圈形尺码)?镜架弯度450弯600弯800弯1000弯1200弯比例系数9/A位12/A位16/A位20/A位24/A位弧度半径R116R87R65R65R65俯视图(架弯角度)84°78°72°66°60°俯视(镜片弧度、架弯弧度)11687656565眼镜中的分类?一按用途可分:男装架,女装架,中性架,老花架,儿童架,记忆金属架,太阳架。
1)中性架:中性即为男、女都有适应的款式;2)太阳架:根据眼镜架弯度的不同可分为:600弯,800弯(一般适用于国内及东南亚);有的弯度更大至1000弯,1200弯(一般适用于欧美市场)?二按材料可分:白铜架,不锈钢架,钛合金架,铝架,蒙乃尔架,注塑架(一般是PC材料),胶板材架(材质特性成酸性)。
装配眼镜国家标准 B13511-1999高远云本标准是对GB 13511-1992《配装眼镜》的修订。
本标准规定的处方定制矫治眼镜的技术指标不再分等分级,采用单一合格的技术指标。
装成眼镜中其光学中向内移量指标,改为国际上采用的标明其水平方向光学中心距离,并规定相应允差。
本标准从实施之日起,同时代替GB 13500-1992《配装眼镜》。
本标准由国家轻工业局提出。
本标准由全国眼镜标准化中心归口。
本标准负责起草单位:中国轻工总会玻璃搪瓷研究所;参加起草单位:中国计量科学研究院、上海依视路光司和上海三联(集团)有限公司。
本标准主要起草人:何秀仁、王莉茹、孟建国、钟荣世、唐玲玲、陈雄。
本标准委托全国眼镜标准化中心负责解释。
1范围本标准规定了配装眼镜的产品分类、要求、试验方法、检验规则和标志、包装、运输、贮存。
本标准适用于根据验光处方定配的眼镜和批量生产装成的老视眼镜。
本标准不适用于渐变焦点和其他特殊用途2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 2828-1987 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB10810-1996眼镜镜片GB/T 14214-2003眼镜架3定义本标准采用下列定义。
3.1顶售度:以米为单位测得的镜片近轴顶焦距的倒数。
一个镜片含有两个顶焦度,在配装眼镜中特指后顶焦度为单位测得的镜片近轴后顶焦距的倒数。
顶焦度的表示单位为米的倒数(m-1),单位名称为屈光度,由符号D表示瞳距:眼睛正视视轴和平行时两瞳孔中心的距离。
3.3 柱镜柚:球-柱镜片上仅含镜屈光力的主子午线。
3.4 光学中心水平距离:两镜片光学中心在与镜圈几何中心在垂直方向上的距离。
3.5 光学中心水平偏差:光学中心水平距离与瞳距的差值。
3.6 光学中心高度:光学中心与镜圈几何中心在垂直方向上的距离。
第一章CVC眼镜标准第一节CVC标准要点1、这标准适用于CVC公司采购所有的眼镜类型款号,除此之外特别强调这些标准数据必须是从生产样办(Production Sample即船头办或大办单,不是首办)抄数所得。
2、眼镜架参数要点3、影响CVC标准因素①胶板架a、胶板料缩水,因不同料有不同缩水程度所致,造成尺码不一;b、车子口角落度及深度不一,因刀具更换及磨刀所致;c、车片数据不准,或大或小,影响定型;d、弯圈不符合标准e、同一款不同部门生产,事先未沟通好CVC标准f、包装方法不正确②金属架a、绕圈数据不准b、没有进行全过程控制,尤其在烧焊切夹口前后,打磨变形等,而旨在后工序执架c、车片数据不准,或大或小,未按照公司图纸注明CVC标准规格d、受到弹性较大的物料影响e、外法电镀包装方式和操作方式不正确,不规范而导致圈变形。
第二节CVC标准判断1、从大货(整批货必须用标准眼核执好圈型)中随机抽取每款每尺码10副架(除非客特别注明要SKU)。
这10副架必须具有大货(批量)生产之中代表性,不能从手制办中抽取样办。
2、如客无提供标准,要求我们应求出平均值,对比最大值与最小值之差是否在标准公差正或负范围内,确保所抄架读数在公差范围内,方可送架及报告给客确认例一:若某批CVC抄数镜架A位中有以下数据:54.2 54.2 54.3 54.3 54.3 54.3 54.4 54.5 54.6 54.6 54.6其平均值为54.4,以上10个数据与平均值54.4相比,皆在公差±0.2范围内;例二:若某批CVC抄数镜架A位中有以下数据:54.2 54.2 54.3 54.3 54.3 54.3 54.4 54.5 54.6 54.6 54.8其平均值为54.42,以上10个数据与平均值54.42相比,有54.8不在公差±0.2范围内,其余数据皆在公差±0.2范围内,则此批货不合格。
注:如客提供有标准,必须保证每副抄数皆符合客人要求公差范围之内,如发现有1副不合格,则判断整批货不合格。
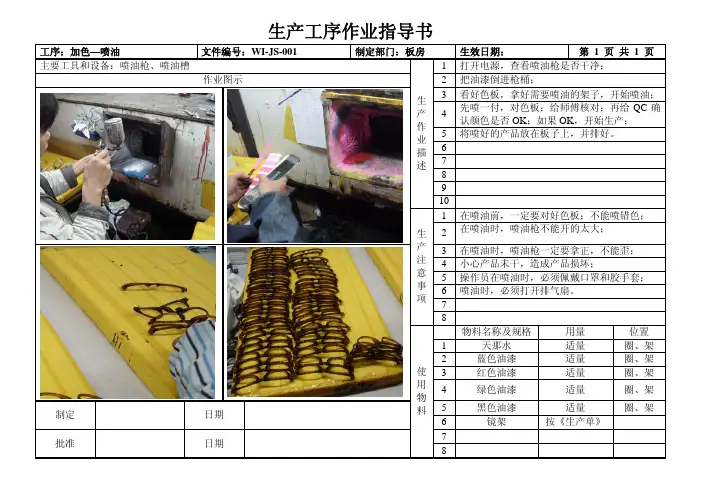
胶架外发产品加工流程及注意事项
TN 类:作业流程及注意事项:
开料:是指为方便冲床操作或镜架款式需要而将整条板材切割成短块材料的过程
使用设备:开料机功率:1.5kw刀片厚度:1mm左右轴承转速:3200r/min (为方便冲床冲腿参照腿形宽度计算将长条板材分割成约140mm 每块,条纹料需留意是否要求斜开)
冲腿形:根据腿形需要在冲床上安装相应冲模使板材切断成理想形状的定义
使用设备:冲床功率:0.75kw 动力:6.3T
(将已开料板材放至约50C水中预热后,操作时正反交替进行冲断,一般使用 3.15T或
6.3T 冲床加工)
刨腿:是为使板材表面平整、光滑或为满足腿形厚度尺寸要求而将表面使用相关设备修整的经过(根据图纸厚度要求使用手动刨脾机或数控刨脾机将腿厚度刨至期望尺寸,皮子料需考虑刨正面或反面是否会对打腿芯造成影响、导致腿芯串色等问题,皮子层不可过薄,否则滚桶后露出第二
层)
使用设备:自动横刨机功率:0.55kw 轴承转速:2800r/min
锣腿:锣盘机将腿边缘棱角打圆
使用设备:高速锣(车)盘机功率:0.55kw 轴承转速:2800r/min
打腿芯:将铜芯射入加热后腿料内的过程(有夹模和放电模加工两种)(头部开槽:保证胶量少及铰链位的品质,腿料加温不可太高,防止腿形起泡、变形,TC 尾针为扁针时特别留意腿芯不可歪扭)使用设备:双轴铜芯机功率:2.0kw
参数设置:腿料温度:140C ~150C ;铜芯机主机温度:340E ~350C;单个加工总时间:16sec ;过渡时间:2sec 顶针时间:14sec ;加压时间:3sec ;退压时间:
13sce
花式一手工一过光一盖胶(批胶时保证铰链位四周的品质,不允许有刀伤)使用设备:花式机功率:
0.55kw 轴承转速:2800r/min
盖胶机功率:0.005kw
盖胶机参数设置:加压时间:3sec 温度:150E
滚桶:是指为使腿表面伤痕、刀痕、刮痕处理整洁而将其放入加有相关材料的桶中时行反复滚动使之磨擦光亮的过程(盖胶前铰链位保证无伤、变形,盖胶要牢固;粗滚时间一般在12H 左右,需加入沙粉、滚油/柴油;中滚时间一般为18H 左右,加入研磨剂矣可加少量滚油;精滚时间为
16H左右,加研磨膏,滚粒大小按滚桶类型大、中、小加入,材质通常是竹块或木块,沙粉可用打磨使用后的半干沙粉,腿形车斜面的款式需在粗滚后车削再进行中滚,硬模压出斜面的款式需适当控制粗滚时间)使用设备:二段滚桶机功率:1.5kw 滚桶转速:27~30r/min
出桶(拔胶后再转打磨)
打磨:为保证表面平整、光洁将其与打磨机转动布轮进行摩擦的过程
(打磨分为:打砂、磨黄蜡及抛光三道工序,打砂处理表面粗糙伤痕、刀纹,需在布轮上添加湿砂粉,磨黄蜡处理细小伤痕及增加表面光泽度,需在布轮上打上黄蜡,抛光继续增加表面光亮
需加白蜡,保证竖向打磨)
使用设备:打磨机功率:1.5kw 轴承转速:4200r/min
切合口:腿与圈组装前切削以保证镜架开放及倾斜度等(注意合口斜度及与装头配合角度)使用设备:双头切脾机功率:0.55kw 轴承转速:2800r/min
组装一锉EL -合口位打砂一打黄蜡一抛光
FF 类:作业流程及注意事项:
刨料:是为使板材表面平整、光滑或为满足厚度尺寸要求而将表面使用相关设备修整的经过(先放至约50°C水中预热后进行)
使用设备:刨料机功率:0.55kw
开料:是指为方便车削定位操作而将整条板材切割成短块材料的过程
(除去开料机刀片厚度外,圈料根据圈形尺寸单边放大2mm即可,开料后需在55C烤
箱中放置约24小时缩水处理或50C微波炉真空缩水1.5小时)
使用设备:开料机功率:1.5kw刀片厚度:1mm轴承转速:3200r/min
车内圈:将已开料板材用内圈机/花式机车削出指定眼形的操作(参照图纸选择内圈刀,确认内圈模尺寸、外形,圈表面有内斜面的款式留意子口位置,拼装头类一般先粗车内圈拼料后再精车内
圈,弯装头类先打定位孔,车削过程中操作力度及速度要均匀,板材放置方向不可反,特别
留意渐进色类型,内圈阔尺
寸一般加大0.2~0.3mm余量弯架,可根据镜弯值适当调整,鼻幅加大约0.2mm余量压鼻
梁)
使用设备:花式机功率:0.55kw 轴承转速:2800r/min
车外圈:将已车内圈板材用外圈机/花式机车削出初步外圈形状的操作
(圈厚度需加大0.2mm 作为手工、滚桶、打磨余量,装头及中梁位置需加长/高不少于
1mm 作为花式修理余量,具体可视情况而定,气温较低板材过硬时需对板材进行适当预
热,防止车削中板材爆裂)
使用设备:花式机功率:0.55kw 轴承转速:2800r/min
拼料:将两块板材使用特制的拼料溶剂粘合在一起
(料块需在拼料水中浸泡,一般在3分钟左右,拼料时用力按下料块至目标件上并稍作移动确保接触面无气泡,然后停在正确位置用夹子夹紧;留意拼料方向、颜色,珠光料特别注意不能损伤珠光层)
车花式、叶子:参照样板或图纸制作相关刀具使用花式机车削出指定花式斜面、装头/鼻梁位置及叶子形状(圈表面内斜面的款式注意子口边的厚度,考虑是否影响安装镜片;弯装头及
高装头类型需重点确认开放位、斜度、拍位;拼装头类车削前装头位应缩水处理)
使用设备:花式机功率:0.55kw 轴承转速:2800r/min
压鼻梁:将镜架中梁平直的部份加热后用顶杆压弯的过程(镜架需用铝模定位于打鼻梁设备底座,一般为旋转烤炉加温,重点确认对称性、明暗线及高度,线条不可有凹陷感)
使用设备:压鼻梁机、旋转烤炉/高频机(5kw)
参数设置:旋转炉温度:150°C 高频机加温时间:7sec
修鼻梁、叶子:花式机将压鼻梁部位形状修整顺畅(确保鼻梁尺寸、高低,叶子形状、斜度、厚度、高度)使用设备:花式机功率:0.55kw 轴承转速:2800r/min
手工、过光:处理镜架各部位棱角,用容器盛放过光水加热使其蒸气附着在镜架表面,达到腐蚀作用以便更易处理表面粗糙现象
滚桶:是指为使腿表面伤痕、刀痕、刮痕处理整洁而将其放入加有相关材料的桶中时行反复滚动使之磨擦光亮的过程(粗滚时间一般在13H左右,需加入沙粉、滚油/柴油;中滚时间一般为20H 左右,加入研磨剂矣可加少量滚油;精滚时间为18H 左右,加研磨膏,滚粒大小按滚桶类型
大、中、小加入,材质通常是竹块或木块,沙粉可用打磨使用后的半干沙粉,每个桶内一般可放入200枚,镜架较大需适当减少数量,车斜面的款式需在粗滚后车削再进行中滚)
使用设备:二段滚桶机功率:1.5kw 滚桶转速:27~30r/min
打磨:为保证表面平整、光洁将其与打磨机转动布轮进行摩擦的过程(打磨分为:打砂、磨黄蜡及抛光三道工序,打砂处理表面粗糙伤痕、刀纹,需在布轮上添加湿砂粉,磨黄蜡处理细小伤痕及增加表面光泽度,需在布轮上打上黄蜡,抛光继续增加表面光亮需加白蜡,保证竖向打磨)
使用设备:打磨机功率:1.5kw 轴承转速:4200r/min
弯架:是指将平直圈形的镜架通过一定温度后用模具弯曲固定冷却的操作(镜架加热后放入铝制模具中与模具曲面吻合,手动固定6~7秒稍作冷却,重点确认镜弯、面弯及圈形垂翘等参数;使用高频机,无高频机需包住叶子用旋转烤炉加温,防止叶子拼料部位缩水)
使用设备:弯架模及高频机(5kw)高频机加温时间:7sec
钻孔/钉铰:将铰链放进钉铰机铜嘴夹紧加热后压入塑胶装头的过程(胶不可过多,打孔时使用二级钻找出合适的孔径,尽量不批胶,重点需与塑胶腿组装确认倾斜度、开放角度及拍位等参数)使用设备:钻床功率:0.55kw 轴承转速:2800r/min 钻头转速:1400/2800/5600 r/min 钉铰机功率:2.0kw 钉铰加温:65C ~75C
批胶、泡天那水(用棉花棒轻擦,不要用力过重,保证钉铰位光滑无变形凹陷)
打磨钉铰位(不可打磨到钉铰)
切装头:组装前切削以保证镜架开放及倾斜度等(注意合口斜度及与腿配合角度)使用设备:双头切装头机功率:0.55kw 轴承转速:2800r/min
组装一锉EL -合口位打砂一打黄蜡一抛光(宽腿且板材较硬的打砂后需拆腿打磨)
NC加工
1. 定义:使用特定的数控设备,针对一些普通机械无法加工或难以达到精度的凹槽、花纹等物件,进
行电脑编程、安装刀具、夹具固定后走刀路车削的一种加工方式。
2. 设备种类/名称:本厂有四种相关设备:毅通达机、北京精雕机、佳铁机及北京五轴机
3. 加工方式及使用状况:程序控制刀具及底座移动,按编制刀具的路径进行雕铣,一般刀具程X 轴及
Z 轴方向运动,固定加工原件的底座程Y 轴方向运动;刀具材质一般为合金刀和钨钢刀,转速约为1~2.5万圈/分钟(可调控),刀具直径最小0.3mm,
(注:范文素材和资料部分来自网络,供参考。
只是收取少量整理收集费用,请预览后才下载,期待你的好评与关注)。