点焊镍片
- 格式:doc
- 大小:57.00 KB
- 文档页数:1
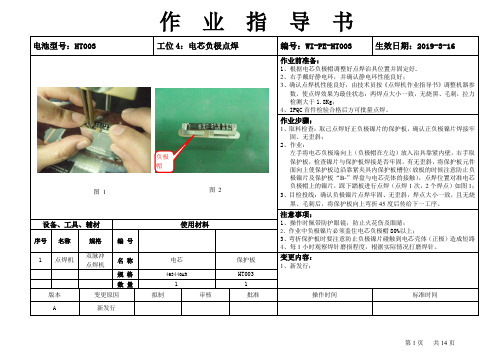
第1页 共14页 作 业 指 导 书电池型号:HT003工位4:电芯负极点焊 编号:WI-PE-HT003生效日期:2019-3-16作业前准备:1、根据电芯负极帽调整好点焊治具位置并固定好.2、右手戴好静电环,并确认静电环性能良好;3、确认点焊机性能良好,由技术员按《点焊机作业指导书》调整机器参数,使点焊效果为最佳状态:两焊点大小一致,无烧黑、毛刺,拉力检测大于1.8Kg ;4、IPQC 首件检验合格后方可批量点焊。
作业步骤:1、取料检查:取己点焊好正负极镍片的保护板,确认正负极镍片焊接牢固、无歪斜;2、作业:左手将电芯负极端向上(负极帽在左边)放入治具靠紧内壁,右手取保护板,检查镍片与保护板焊接是否牢固,有无歪斜,将保护板元件面向上使保护板边沿靠紧夹具内保护板槽位(放板的时候注意防止负极镍片及保护板“B-”焊盘与电芯壳体的接触),点焊位置对准电芯负极帽上的镍片,踩下踏板进行点焊(点焊1次,2个焊点)如图1; 3、目检投线:确认负极镍片点焊牢固、无歪斜,焊点大小一致,且无烧黑、毛刺后,将保护板向上弯折45度后传给下一工序。
注意事项:1、操作时佩带防护眼镜,防止火花伤及眼睛;2、作业中负极镍片必须盖住电芯负极帽80%以上;3、弯折保护板时要注意防止负极镍片碰触到电芯壳体(正极)造成短路4、每1小时观察焊针磨损程度,根据实际情况打磨焊针。
设备、工具、辅材使用材料序号 名称 规格 编 号 1 点焊机 双脉冲 点焊机名 称 电芯保护板 变更内容:1、新发行;规 格 463440ARHT003数 量11版本 变更原因 拟制 审核 批准 操作时间标准时间A新发行图 1图 2负极帽。
镍片焊接不良因素是什么?镍片焊接失效分析
————————————————————————————————作者: ————————————————————————————————日期:
ﻩ
镍片焊接不良因素是什么?镍片焊接失效分析
1. 案例背景
客户反映,镍片通过回流焊接后,出现使用小于12N的力就可以从PCB焊盘上将镍片剥离现象,制造工艺要求镍片剥离强度要大于15N。
2.分析方法简述
A、样品外观照片:
B、OK焊点镍片的最大剥离力测试
表1.OK焊点镍片剥离最大力
经过测试,OK焊点的最大剥离力均大于15N。
C、确定了试验方案后我们针对失效样品做了如下分析:
1、NG焊盘表面、OK焊盘表面、PCB光板表面的SEM观察及EDS成分分析
2、NG焊点与OK焊点的切片分析
表2.OK焊点中焊锡与镍片IMC层厚度(um)
D、同批次未焊接镍片的可焊性验证
表3.同批次未焊接镍片的测试数据
3.结论
可能是由于镍片的润湿速度较快,回流焊的TOL时间过长,导致焊点IMC结构粗大、松散,且存在孔洞和分层现象,导致焊接强度偏低,严重的将导致镍片在小于12N的力下剥离,出现失效情况。
4.参考标准
GJB 548B-2005 微电子器件失效分析程序-方法5003
GB/T16491-2008电子式万能试验机
IPC-TM-6502.1.1-2004手动微切片法
GB/T 17359-2012微束分析能谱法定量分析
GB/T 27788-2011微束分析扫描电镜图像放大倍率校准导则
J-STD-002C 元器件引线、端子、焊片、接线柱和导线的可焊性测试。

铜片和镍片点焊技巧摘要:一、引言二、铜片和镍片的性质与区别1.铜片的性质2.镍片的性质3.两者之间的区别三、点焊原理及适用范围1.点焊原理2.点焊适用范围四、铜片和镍片点焊技巧1.焊接前准备2.焊接参数设置3.焊接过程中的注意事项4.常见问题及解决方法五、点焊质量的检验与提升1.点焊质量的检验方法2.提升点焊质量的措施六、总结与展望正文:一、引言在金属加工行业中,铜片和镍片的点焊技术被广泛应用。
铜片具有良好的导电性、导热性和抗腐蚀性,镍片则具有较高的硬度、抗磨损性和耐腐蚀性。
因此,掌握铜片和镍片的点焊技巧对于提高产品质量具有重要意义。
二、铜片和镍片的性质与区别1.铜片的性质铜片具有良好的导电性、导热性和抗腐蚀性。
其密度较低,易于加工,广泛应用于电器、通信等领域。
2.镍片的性质镍片具有较高的硬度、抗磨损性和耐腐蚀性。
镍片强度高,耐热性好,适用于高温、高压等环境。
3.两者之间的区别铜片和镍片在导电性、导热性、硬度、抗磨损性等方面存在明显差异。
铜片密度较低,易于加工;镍片强度高,耐热性好。
三、点焊原理及适用范围1.点焊原理点焊是通过电流加热焊接区域,使金属局部熔化,形成焊点。
点焊过程中,焊接电流、焊接时间、焊接压力和焊接次数等因素会影响焊接质量。
2.点焊适用范围点焊适用于各种金属材料的薄板、厚板及异种金属的焊接。
在汽车、电器、通信等行业有着广泛应用。
四、铜片和镍片点焊技巧1.焊接前准备焊接前,应清理焊接表面的油污、氧化物等。
对于镍片,因其表面易生成氧化物,需特别注意清理。
2.焊接参数设置根据铜片和镍片的性质,合理设置焊接电流、焊接时间、焊接压力等参数。
一般来说,焊接电流较小时,焊接速度较快;焊接电流较大时,焊接速度较慢。
镍片的熔点较高,焊接时需适当增加焊接电流和焊接时间。
3.焊接过程中的注意事项焊接过程中,应保持焊接压力均匀,避免焊点不均匀熔化。
同时,注意观察焊接过程中的火花情况,及时调整焊接参数。
4.常见问题及解决方法(1)焊点不饱满:增加焊接电流、延长焊接时间。

电铸镍片工艺引言电铸镍片工艺是一种常用的制备镍片的方法。
镍片具有良好的导电性、耐腐蚀性和磁性能,在电子、电镀、电磁等领域应用广泛。
本文将介绍电铸镍片的工艺流程、设备和参数控制、常见问题及解决方法等内容。
工艺流程电铸镍片的工艺流程一般包括准备工作、电解液制备、电解槽组装、电解槽参数调节、电铸镍片、后处理等步骤。
下面将对每个步骤进行详细介绍:准备工作准备工作包括原材料准备、设备准备和工作环境准备。
原材料包括镍片阳极、镍盐、酸、碱等。
阳极一般使用高纯度镍片,确保电镀镍片的质量。
镍盐作为电解液的重要组分,可以选择氯化镍、硫酸镍、镍硫酸盐等。
酸和碱用于调节电解液的pH值和酸碱度。
设备的准备包括电解槽、电源、温度控制设备、搅拌设备等。
电解槽通常由耐腐蚀材料制成,上部设有阳极和阴极,中间有隔膜隔开。
电源应具有稳定的直流输出,电流和电压可调节。
温度控制设备可用于调节电解液的温度,保持稳定的工作温度。
搅拌设备可用于均匀搅拌电解液,促进电镀过程。
工作环境准备包括消除静电、排除杂质、保持洁净等。
静电会对电镀质量产生不利影响,因此需要采取相应的措施,如接地处理、防静电地板等。
空气中的杂质也会污染电镀液和镍片,因此应保持工作区域的干净和洁净。
电解液制备电解液的制备是影响电镀质量的关键因素之一。
合理的电解液配方和浓度能够提高电镀效率和质量。
电解液一般由镍盐、酸、碱和添加剂组成。
镍盐的浓度直接影响着电镀速度和质量。
一般情况下,当镍盐浓度较高时,电镀速度较快,但易产生结晶;当镍盐浓度较低时,电镀速度较慢,但易产生孔洞。
因此,需要根据实际情况选择适当的镍盐浓度。
酸和碱用于调节电解液的pH值和酸碱度。
pH值的调节对镍片的形态和结晶有着重要影响。
添加剂能够改善镍片的均匀性和光泽度,控制结晶的大小。
不同的电镀要求,需要选择不同的添加剂。
电解槽组装电解槽的组装是电铸镍片工艺的重要步骤。
电解槽一般由阳极区、阴极区和隔膜区组成。
阳极区放置阳极,阳极一般由高纯度的镍片制成。
0.5镍片点焊电流
0.5镍片的点焊电流应根据具体应用情况和设备性能来确定,通常可参考以下一般性建议:
1. 确定金属板的性质:不同材料在点焊时所需的电流也不同。
对于0.5镍片,通常点焊电流范围可在30-100安培之间。
根据具体情况,可以逐渐调整电流大小来达到最佳焊接效果。
2. 考虑电极的形状和压力:电极的形状和尺寸,以及施加的压力对于达到良好的焊接效果也非常重要。
通常,较小的电极面积需要较高的电流来提供足够的热量。
3. 实验和调试:在进行实际点焊之前,建议先进行一些试验和调试。
根据点焊设备的不同,可以逐渐增加电流并观察焊接效果,以便确定最佳的点焊电流。
需要注意的是,以上仅为一般性建议,具体点焊参数应根据实际情况进行调整。
为了确保操作安全,建议在操作之前仔细阅读设备操作手册,并遵循相关的标准和指导。
0.2镍片点焊电流0.2镍片点焊电流取决于具体的焊接需求和工作环境。
点焊是一种通过将电流传递到工件接触点产生高温,从而使接触点处的金属熔化,形成焊接接头的方法。
在点焊过程中,电流的大小对焊接接头质量影响很大。
镍是一种常见的金属材料,其在电器、电子、化工等领域中广泛应用。
0.2镍片通常是指镍的厚度为0.2毫米的材料。
由于材料的特性不同,所需的点焊电流也会有所区别。
在确定点焊电流时,我们需要考虑以下几个因素:1. 材料性质:镍是一种导电性能很好的金属,但其熔点较高(约1455摄氏度),需要较高的温度才能使其熔化。
因此,在点焊时需要设定相对较高的电流,以确保镍片能够达到足够高的温度。
2. 焊接接头要求:不同的焊接接头对电流的要求不同。
一般而言,点焊接头需要有足够的熔化深度和良好的焊缝质量。
通常情况下,我们会进行试点焊实验,以确定最佳电流值。
3. 环境条件:焊接环境的温度、湿度等因素也会对点焊电流的选择产生影响。
如果环境温度较低,电流可能需要相应地增大,以对抗散热导致的温度损失。
总体而言,0.2镍片点焊电流一般会在50-200安培之间。
具体的点焊电流值需要根据材料性质、焊接接头要求和环境条件等因素进行调整。
建议在实际焊接前进行试点焊测试,通过不断调整电流值,来确定最佳的焊接参数。
除了电流,点焊过程中还需考虑焊接时间、压力等因素,以保证焊接接头质量。
点焊是一项需要丰富经验和技术的工艺,需要根据实际情况进行调整和优化。
总之,点焊0.2镍片的电流需要根据材料性质、焊接接头要求和环境条件等因素进行选择和调整。
通过试点焊测试,可以确定最佳的焊接参数,以保证焊接接头的质量和可靠性。
电池锡焊镍片技巧电池锡焊镍片技巧在制作电池组时,焊接电池的镍片是必不可少的。
电池组可用于诸如电动车、无人机和其他电子设备等应用中。
然而,焊接镍片时需要特别小心,因为不当的焊接技巧可能会导致电池短路和安全隐患。
本文将为您介绍一些电池锡焊镍片的技巧。
器材:在开始焊接之前,您需要准备以下器材:1.锡焊笔 - 用于焊接2.锂电池 - 需要进行焊接的电池3.镍片 - 用于连接电池步骤:1.首先,您需要准备要焊接的电池和镍片。
请注意,在进行下一步之前,确保您已经准确测量并制作出所需长度的镍片,并确保其合适的形状。
2.在进行焊接之前,请确保锡焊笔已经预热。
可以通过触碰锡焊笔尖部或检查指示灯是否亮起来判断锡焊笔是否已经预热。
3.当锡焊笔预热时,请将其轻轻按到电池和镍片的接触区域。
接着,将您的自由手用力按住镍片,使其与电池紧密连接。
然后,将锡焊笔慢慢移动,将少量的焊锡涂于电池和镍片的交汇处。
需要注意的是,在涂抹焊锡时,务必要保证焊锡不会渗入电池内部。
4.焊接完成后,可以使用万用表或同样的电子测试设备来测试焊接是否成功。
如果您的测试表明焊接不良,您可以重新焊接并再次测试,直到焊接成功为止。
注意事项:1.请勿对电池施加过多的热量,否则可能会损坏电池。
2.请勿插入燃烧的电池,以免造成火灾等安全问题。
3.请勿过度焊接镍片。
过多的焊接可能会损坏电池并解体。
最后,千万要记住在焊接电池组时严格遵守安全规定。
焊接镍片可能会引起高温,因此需要额外小心谨慎。
如果不确定如何进行焊接,最好寻求专家的帮助以避免出现任何安全问题。