時間
射出時間 開合模時間 頂出時間
速度
射出速度
開合模速度
保壓時間 冷卻時間 計量時間
螺杆轉速 頂出速度
成型條件介紹(溫度)
內容 定義
作用
設定原則
干燥 溫度
為保證 成型品質 而事先對 聚合物進 行干燥所 需要的溫 度
保證聚合物 的含濕量盡 量低而不致 于起過允許 的限度
(1)聚合物不致於分解或結塊(聚合) (2)干燥時間盡量短,干燥溫度盡量低
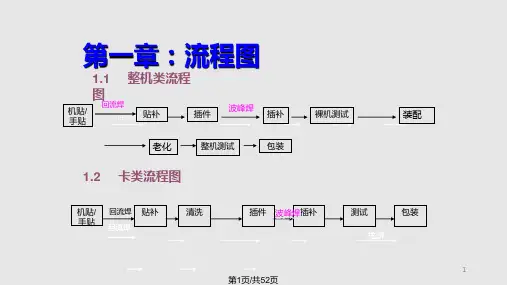
1. 二板式模具:
分模面 (PL面)
豎澆道 成形品
脫料板 (A)
(B)
2 . 三板式模具
橫澆道取出面
(a)
橫澆道脫料板 橫澆道 成形品
脫料板 (b)
模具設計原則
1. 模塑制品的制造成本低,消耗小; 2. 生產順利,模塑周期短; 3. 少生故障; 4. 品質符合產品規格而且穩定性高.
十二.成型不良術語介紹
因素來決定
(1)在保證制品成型的條 件下盡可能讓射出時間短.
(2)射出時間受料溫,模溫 等因素的影響.
利用干燥設備事先 干 燥 對原料進行干燥所 時 間 需要的時間
(1)增進表面光澤,提 高抗彎曲及拉伸強度, 避免內部裂紋和氣泡.
(2)降低原料中水份及 濕气.
(1)干燥時間因原料的不同而 不同.
(2)干燥時間的設定要適宜, 太長會使得乾燥效率降低甚 至會使原料結塊,太短則干燥
特 性 P C /A B S P C A B S P V C H IP S
比重
1.18 1.20 1.04 1.33 1.04
沖擊韌性
1
1.2 0.5
1
0 .3
熱軟化點)
85 130 85