钣金展开知识
- 格式:ppt
- 大小:3.53 MB
- 文档页数:55

3分钟学会钣金展开公式
一个已成形的钣金折弯,它有三个尺寸:两个轮廓尺寸和一个厚度尺寸,定义两个轮廓尺寸为L1、L2,厚度尺寸为T,我们都已知道,L1+L2是要大于展开长度L的,它们的差值就是折弯余量,我定义为K,那么一个弯的展开尺寸L=L1+L2-K。
一般冷轧钢板的K值(条件:90度弯,标准折弯刀具)
T=1.0 K=1.8
T=1.2 K=2.1
T=1.5 K=2.5
T=2.0 K=3.5
T=2.5 K=4.3
T=3.0 K=5.0
T=0.8 K=1.6
T=3.5 K=6.05
T=4.0 K=7.0
T=5.0 K=8.5
实例二:
实例三:
不规则折弯按K因子=0.5,直接用AUTOCAD画中性层测量。
如有偏差再根据具体情况调整。
一般也差不了多少。
折弯时调整下模槽宽也可将偏差的展开尺寸调整成合格的折弯外形(当然在一定的范围内)。
还有一外钣金件总有一些壁外形偏差允许大一些,可将偏差累积到那些壁去。
死边按L1+L2-0.5t
在模型中直接修改dev.l值为1.5*t就可以了!。
新手入门如何学习钣金放样展开,老师傅分享篇(二)1、平面立体棱柱体、棱锥体、多面体2、曲面立体有一条直母线或曲线母线绕一固定轴线旋转而成形成旋转体。
如圆柱、圆锥、球等。
三角形展开法的原理:任何平面都可以看成是由若干三角形组合而成。
任何曲面,我们也可以近视看成是由若干三角形组合而成然后把表面这些小三角形按原来的相互位置和顺序不遗漏地铺平开来,则形体表面就被展开了。
1、天方地圆构件的展开2、方形锥面管的展开3、圆底圆顶成直角异形接头的展开4、作斜天圆地方构件的展开图放射线展开法的作图步骤,可归纳为:(1)在放样图中将形体表面正确分割成若干小三角形。
(2)求所有小三角形各边的实长。
(3)以放样图中各小三角形的相邻位置为依据,用已知的或求出的实长为半径,通过交轨法,依次展开所有小三角形,最后将所得的交点视构件具体情况用曲线或用折线连接起来,由此得到所需构件的展开图。
基本知识:由两个或两个以上形体组合而成的构件称为相贯体。
其表面的交线称为相贯线。
对于相贯体构件的展开而言,关键就是相贯线的求法。
常见的相贯线求法有直线型相贯线法、素线法,纬线法、辅助平面法等。
1、求形体表面上点的投影(1)用素线法求形体表面点的投影原理:设想圆锥面是由许多素线所组成的,圆锥面上任一点必然在过该点的素线上。
只要求出该点的素线投影,即可求出该点的投影。
(2)用纬线法求形体表面点的投影原理用过形体表面任一点所作的平面截切形体,可得到一条纬线(面与形体的交线),那么该点必定在该纬线上,只要把该纬线投影到另一视图上,就可求出该点在另一视图上的投影。
(3)用辅助平面法求形体表面点的投影原理:用辅助平面同时截切两相贯体,找出截面与交线的交点——相贯点。
2、求形体相贯线(1)直线型相贯线(2)用素线法求圆锥面直交圆柱面的相贯线及展开图(3)用纬线法求圆柱面侧面直交正圆锥面的相贯线及展开图(4)用辅助平面法求两圆柱正交的相贯线并作其表面展开图(1)用纬线法作球面的展开图原理:若沿着纬线的方向划分球面,相邻两纬线之间的球面被近似地看成以相邻两纬线为上、下底边的正圆锥面或圆柱面。

钣金展开计算几种方法嘿,朋友们!今天咱就来聊聊钣金展开计算的那几种奇妙方法呀!你说这钣金展开计算,就好像是解开一道道谜题。
第一种方法呢,就像是走一条笔直的大道,直接明了,那就是通过几何公式来计算。
就好比你知道了一个图形的各个边长和角度,那就能顺顺利利地把它展开来。
这多简单呀,就像你知道一加一等于二那么清楚明白。
还有一种方法呢,就像是摸着石头过河,一步一步试探着来,这就是经验法。
那些经验丰富的老师傅们,他们凭借着多年的实践经验,眼睛一瞄,心里就有了底。
他们能根据以往的案例和感觉,八九不离十地算出展开的尺寸。
这就好像你熟悉了回家的路,哪怕闭着眼也能走回去一样。
然后啊,现在还有软件计算法呢!这可真是高科技的好帮手呀。
把数据往软件里一输,嘿,它就给你快速准确地算出结果来。
这多方便呀,就跟有个智能小助手随时在你身边帮忙似的。
你想想看,要是没有这些方法,那我们要做个钣金件得多费劲呀!就好像要去攀登一座没有路的高山,那得多难呀。
但是有了这些方法,就像是有了登山的路径和工具,一下子就变得容易多啦。
比如说,我们要做一个形状奇特的钣金件,如果只用一种方法去计算,那可能会走很多弯路,甚至算错。
但要是我们把几种方法结合起来呢,那就像多了几条腿走路,更稳当,也更能保证准确性。
咱再打个比方,几何公式就像是数学里的定理,那是板上钉钉的规则;经验法呢,就像是生活中的小窍门,实用又好用;软件计算法呀,就是现代科技的结晶,高效又精确。
总之呢,这几种钣金展开计算方法各有各的好,各有各的用处。
我们在实际操作中呀,可不能死板地只用一种,要灵活运用,根据不同的情况选择最合适的方法。
这样才能做出完美的钣金件呀!这可不是我瞎吹,你试试就知道啦!所以呀,大家可得好好掌握这些方法,让它们为我们的工作和生活带来便利。
别小瞧了这些方法,它们可是我们在钣金世界里闯荡的得力武器呢!。
cad钣金展开技巧与实例
CAD(计算机辅助设计)在钣金加工中扮演着重要的角色,能够帮助设计师进行展开图的绘制和钣金零件的设计。
以下是一些常用的CAD钣金展开技巧和实例:
1.基础几何图形:CAD软件通常提供了各种基础几何图形的
绘制工具,如矩形、圆形、椭圆等,这些图形可以用于绘
制钣金零件的基本形状。
2.弯曲操作:钣金件通常需要进行弯曲和折弯操作,CAD软
件可以通过将设计中需要弯曲的区域指定为弯曲线,然后
应用弯曲角度和半径进行模拟和展开。
3.展开图绘制:根据钣金零件的3D模型,使用CAD软件可
以生成对应的展开图,用于制作钣金模具和进行裁剪和拼
接。
4.破折线展开:当钣金零件需要沿着曲线部分进行展开时,
可以使用CAD软件绘制破折线来近似曲线,然后进行展开。
5.直角展开:当钣金零件存在直角或直线边缘时,可以通过
CAD软件直接进行展开,无需额外处理。
6.多边形展开:一些特殊形状的钣金零件,如多边形、有孔
的形状等,可以使用CAD软件将其展开为规则的展开图。
这些技巧和实例只是钣金展开设计中的一部分,具体应用要根据实际情况选择合适的方法和CAD软件。
不同的CAD软件可能会有不同的工具和操作方式,因此根据所使用的具体软件,可
以查阅相关文档或进行相关培训来了解更多有关CAD钣金展开的技巧。
钣金展开计算方法钣金展开计算是钣金工艺中的重要内容,也是完成钣金产品制作的关键步骤之一、钣金展开计算的目的是根据钣金产品的三维图纸,确定其展开长度和表面形状,以便进行钣金零件的切割和加工。
钣金展开计算主要包括平展面展开和曲面展开两种方法。
平展面展开是指将平面图形进行展开,形成展开图。
平展面展开计算方法主要适用于钣金产品的各种平面零件,如箱体、支架等。
(1)定积法展开计算方法:该方法适用于钣金产品的部分各种平面形状,如圆筒、弯管等。
定积法展开计算需要确定钣金材料的长度、重量、宽度等参数。
具体计算步骤如下:1)根据钣金产品的图纸,确定钣金的外径、内径、高度等参数。
2)计算钣金的周长和截面积,得到钣金的长度和重量。
3)根据钣金的长度和宽度,计算出钣金的展开图纸。
4)根据展开图纸进行钣金零件的切割和加工。
(2)图形展开计算方法:该方法适用于钣金产品的各种复杂平面形状,如弯曲的盖板、折弯的箱体等。
图形展开计算需要根据钣金产品的图纸,利用图形的几何关系和三角函数等知识进行计算。
具体计算步骤如下:1)根据钣金产品的图纸,将图纸投影到平面上。
2)根据图纸上的线段长度和角度,利用几何关系和三角函数等知识,推导出展开图形的边长和角度。
3)根据展开图形的边长和角度,计算出展开图纸。
4)根据展开图纸进行钣金零件的切割和加工。
曲面展开是指将曲面图形进行展开,形成展开图。
曲面展开计算方法主要适用于钣金产品的各种曲面零件,如球体、圆锥体等。
曲面展开计算方法较为复杂,需要借助计算机辅助设计和数学知识进行计算。
常用的曲面展开计算方法有拉伸展开法、分割展开法和均分展开法等。
具体计算步骤如下:1)根据钣金产品的图纸,将曲面投影到平面上。
2)根据曲面的曲率半径和展开的高度,进行拉伸和分割。
3)利用数学知识,计算出展开图形的边长和曲率。
4)根据展开图形进行钣金零件的切割和加工。
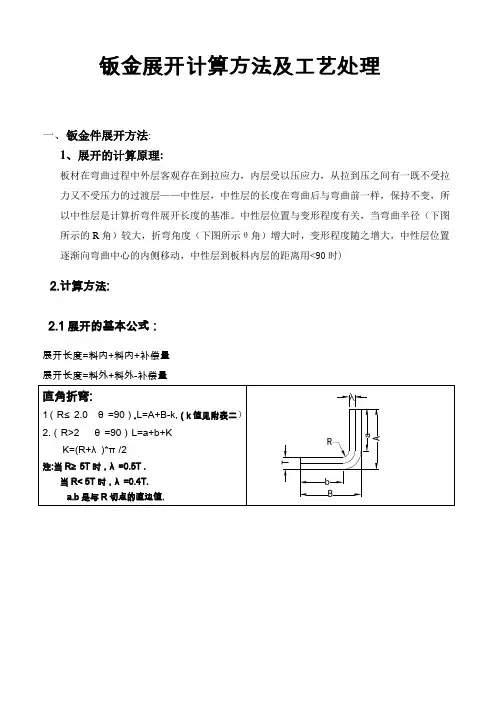
钣金展开计算方法及工艺处理一、钣金件展开方法:1、展开的计算原理:板材在弯曲过程中外层客观存在到拉应力,内层受以压应力,从拉到压之间有一既不受拉力又不受压力的过渡层——中性层,中性层的长度在弯曲后与弯曲前一样,保持不变,所以中性层是计算折弯件展开长度的基准。
中性层位置与变形程度有关,当弯曲半径(下图所示的R角)较大,折弯角度(下图所示θ角)增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动,中性层到板料内层的距离用<90时)2.计算方法:2.1展开的基本公式:展开长度=料内+料内+补偿量展开长度=料外+料外-补偿量2.2.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值3、预开底孔3.1.展开过程中,除了对外形展开以外,对一些比如抽牙(翻边)攻丝,攻牙(挤牙.切削)翻边胀铆螺母(Z类产品).花齿压铆螺母(S类产品).压铆螺钉(FH类产品).压铆螺钉(NY类产品).压铆螺母柱(SO、BSO、SOO、SOPC类产品)(注意3.5M3与M3底孔的差异).展开过程中,要先进行预开底孔(详细见附表五)4.开工艺孔:对于一些精度要求不高,需焊接打磨的产品,折弯转角处我们可以开一个折弯工艺孔,大小由板厚来决定,要比板厚大一些,也不宜过大,编程过程中尽量选用已使用过的合适的模具。
(便于减少模具及加工时间)。
4.1图有三种情况:全包、半包、搭边。
①所有搭边关系的,无需开工艺孔;②对于有包边板厚T〈1.5mm,无需开工艺孔;③对于有包边且板厚T≥1.5mm,需在转角处加开工艺孔。
工艺孔有两种方式:圆和U形;长圆孔的圆心在折弯线上。
如图a.b所示1.展开后为线段的部分,将其处理成下图所示工艺孔形式:如图c所示工艺孔宽度取0.5(LASER)或2.0(NCT)。
3当抽形边缘与折弯边(内尺寸)距离小于2.0mm,则会影响折弯加工,此时,相应折弯变形区作割孔处理或更改抽形尺寸,如附图e所示:1)在下列情况下,一律不允许开工艺孔:①有外观面或装配关系要求,未经客户允许的工件;②单独出货,未经客户允许的散件。
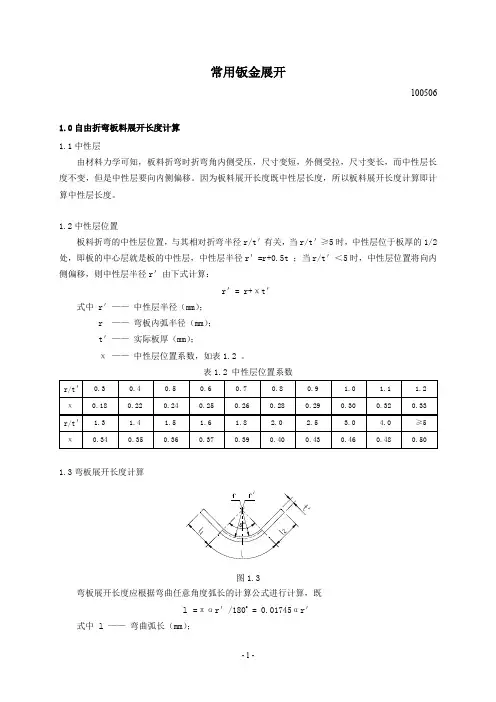
常用钣金展开1005061.0自由折弯板料展开长度计算1.1中性层由材料力学可知,板料折弯时折弯角内侧受压,尺寸变短,外侧受拉,尺寸变长,而中性层长度不变,但是中性层要向内侧偏移。
因为板料展开长度既中性层长度,所以板料展开长度计算即计算中性层长度。
1.2中性层位置板料折弯的中性层位置,与其相对折弯半径r/t'有关,当r/t'≥5时,中性层位于板厚的1/2处,即板的中心层就是板的中性层,中性层半径r'=r+0.5t ;当r/t'<5时,中性层位置将向内侧偏移,则中性层半径r'由下式计算:r'= r+χt'式中 r'——中性层半径(mm);r ——弯板内弧半径(mm);t'——实际板厚(mm);χ——中性层位置系数,如表1.2 。
表1.2 中性层位置系数1.3弯板展开长度计算图1.3弯板展开长度应根据弯曲任意角度弧长的计算公式进行计算,既l =παr'/180o = 0.01745αr'式中l ——弯曲弧长(mm);α——弯曲角度(o)。
如图1.3所示,折弯板料展开长度L:L= l1 +l2 + l = l1 +l2 +παr'/180 o = l1 +l2 + 0.01745αr'1.4折弯系数影响展开长度计算精度的因素有:折弯内弧半径r ,下模V型槽宽V ,板料实际厚度t'和弯曲角度α。
自由折弯板料在展开长度计算时,没有明确的公式来计算折弯系数,只能查到不同折弯内弧半径的折弯系数。
而内弧半径与加工工艺有关,使用不同的下模V型槽宽,内弧半径也不相同,导致无法确定折弯系数的准确性。
一般是凭经验确定折弯系数,不同的人确定的折弯系数也不相同。
当r<0.5t时,展开长度可以按经验公式进行计算,详见表1.5。
经验公式中所使用的折弯系数,详见表1.4。
当要求的展开长度比较精确时,需要询问工厂或实际测试得到准确的折弯系数。
当r≥0.5t(图纸上明确规定或已知内弧半径r)时,展开长度可以按公式进行计算,见表1.5。
钣金冷门知识点总结1. 钣金材料的选择在钣金加工中,材料的选择是十分重要的。
不同的金属材料有着不同的特性,如硬度、强度、塑性等。
因此,在选择钣金材料时,需要根据产品的要求和加工工艺的特点来进行选择。
例如,在需要表面光洁度较高的产品上,可以选择具有良好延展性的铝板或不锈钢板;在需要产品具有较高强度的情况下,可以选择高强度的钢板等。
同时,在选择材料时还需要考虑其成本、可焊性、耐腐蚀性等因素,以确保产品的质量和使用寿命。
2. 钣金切割技术钣金切割是钣金加工的第一步,其质量直接影响到后续加工工艺的进行。
常见的钣金切割技术有剪板机、冲床、激光切割等。
不同的切割工艺有着不同的优势和适用范围,需要根据实际情况进行选择。
在切割过程中,需要注意切割速度、刀具的选择、板材的固定等方面,以确保切割面平整、无裂纹,并减少切割变形。
3. 钣金折弯技术钣金折弯是将平板材料通过压力使其弯曲成所需形状的加工工艺。
在折弯过程中,需要根据产品的要求和材料的特性选择合适的折弯力、折弯模具、折弯角度等。
同时,还需要注意加工过程中的变形和残余应力的控制,以确保最终产品的精度和强度。
4. 钣金冲压技术钣金冲压是利用冲模将金属材料进行成形的加工工艺。
在冲压过程中,需要注意冲模的设计、选材、表面处理等,以及冲床的调试和维护等方面。
同时,还需要注意对冲压件进行后续的校正和表面处理,以确保产品的精度和表面质量。
5. 钣金焊接技术钣金焊接是将金属材料通过热能或压力相结合的方式进行连接的加工工艺。
在焊接过程中,需要注意焊接工艺的选择、焊接接头的设计、焊接参数的控制等方面,以确保焊接接头的牢固性和密封性,避免焊接变形和裂纹等问题。
6. 钣金表面处理技术钣金产品的表面处理对于产品的外观和耐腐蚀性具有重要的影响。
常见的钣金表面处理技术包括喷涂、镀铬、电泳涂装等。
在表面处理过程中,需要注意处理工艺的选择、表面清洁度的控制、涂装厚度的控制等方面,以确保产品的表面质量和耐用性。
钣金展开计算公式讲解钣金加工是一种常见的金属加工方式,它可以将金属板料通过弯曲、切割、焊接等方式加工成各种形状的零件。
在钣金加工过程中,展开计算是一个非常重要的环节,它能够帮助工程师准确地计算出金属板料在加工前的展开尺寸,从而为后续的加工工艺提供准确的参数。
钣金展开计算公式是根据钣金零件的形状和尺寸来确定的,下面我们将分别介绍一些常见的钣金展开计算公式及其应用。
1. 简单直线展开计算公式。
对于一些简单的直线形状的钣金零件,其展开计算可以通过以下公式来进行:展开长度 = 原始长度 + 弯曲长度增量。
其中,原始长度是指钣金零件在未加工前的长度,而弯曲长度增量则是根据材料的弹性模量和弯曲角度来确定的。
这个公式适用于一些简单的直线形状的零件,比如长方形、正方形等。
2. 圆弧形展开计算公式。
对于一些圆弧形状的钣金零件,其展开计算可以通过以下公式来进行:展开长度 = 弧长×弯曲长度增量。
其中,弧长是指圆弧的长度,而弯曲长度增量则是根据材料的弹性模量和弯曲角度来确定的。
这个公式适用于一些圆弧形状的零件,比如弯曲的管道、圆形的罩体等。
3. 不规则形状展开计算公式。
对于一些不规则形状的钣金零件,其展开计算就比较复杂了,需要通过数学方法来进行计算。
一般来说,可以通过将不规则形状分割成若干个简单的直线和圆弧形状,然后分别计算它们的展开长度,最后将它们相加得到整个零件的展开长度。
除了以上介绍的展开计算公式外,还有一些特殊形状的钣金零件可能需要使用其他的展开计算方法,比如通过软件模拟、数值计算等方法来进行计算。
总的来说,展开计算公式是根据钣金零件的形状和尺寸来确定的,需要根据具体情况进行选择和应用。
在实际的钣金加工过程中,展开计算公式的准确性对于加工质量和效率都有着非常重要的影响。
一方面,准确的展开计算可以帮助工程师确定加工前的材料尺寸,从而避免浪费和误差;另一方面,准确的展开计算也可以为后续的弯曲、切割等加工工艺提供准确的参数,从而保证零件的精度和质量。
一. 图面展开步骤:审图建立文件档案确定图框幅面零件展开标注尺寸审核二. 图面展开之注意事项1. 展开方式要合理,尽可能减小不必要的工序及考虑加工方便性考虑实际加工工艺合理安排加工工序(孔与折边距离,压铆.折弯加工工艺.焊接加工工艺等),以上情形要考虑加工顺序的安排.2. 合理选择间隙及包边方式间隙及包边关系的选择的一般原则为:长边包短边,折弯展开间隙为0.2~1mm(根据板材板厚不同而取值不同)3. 必须合理考虑公差图面公差标注有如下几种:4. 对于门板类及盒体必须考虑毛刺方向对于该类零件的展开,必须要考虑毛刺,达到折弯后毛刺向里.对于一些大门板类零件设计时如未考虑烤漆掉挂工艺孔,而该类零件又无其它孔,在展开时考虑加开掉挂工艺孔.5. 抽牙,压铆,冲凸,撕裂等位置方向必须明确,画出剖面图6. 对于图面上不同孔径的孔为了加以区别应在图面上用字母分别标识,不同孔径采用不同的字母.7. 必须选择合理刀具;8. 考虑烤漆及喷粉膜厚;9. 尺寸标注规范化.齐全.清楚,压铆类标注需统一规范化尺寸标注规范化:在任一图面绘制好尺寸标注前都要对尺寸标注比例进行设置,设置公式为AXP=1(A>0,P>0,P为所设置值既overall scale值为P),尺寸文本字高为3.10. 材质,板厚要与表处方式相结合;11. 选择合适的图纸幅面;12. 特殊角度折弯系数及内R角变化要试验确定;13. 部分尺寸较多的地方可画出放大图以便清楚表达;14. 易出错的地方需重点提示,如不对称零件,部分零件可在展开图上画出折弯示意;15. 对于需保护的地方要加以标示.16. 拉丝件要标明拉丝方向.三. 展开图的绘制技巧1. 采用拼图的方式:①若有客户提供的有CAD图檔,我们可根据三视图选择适当的视图作为基准,然后将需要的视图移至到基准视图对应位置上,在拼的过程中一定要注意视图方向与板厚的加减.每拼一处使用拉伸命令(STRETCH)减一次折弯系数,完成后都要进行尺寸检查,发现错误及时修正.不要等到拼完后再来计算就很难找出错误的位置,在全部完成后再整体计算一次, 检查展开图时,一般先计算总体外形尺寸,然后按从左至右或从右至左一个一个尺寸的校对,每一处尺寸都不要放过.对于形状较难的图纸可以先用二手纸打印出来后进行检查,不对之处用笔作个记号,检查完后再对计算机数据作修改,修改完一处用笔标识一处,这样就可以减少错误发生的机率.拼图的主要优点是:节约时间,减少错误.②若客户没有给我们提供图檔时: 我们要先根据三视图确定一个视图作为基准,绘制出所需要部分,然后将其它视图上所需要的边分别绘制出来,再以第①点讲述的拼图方法完成展开.2. 对于冲网孔较多的料件绘制完展开图后,先不要标注尺寸,根据网孔的位置及数量将总长或总宽减小0.2~0.3㎜(视情况而定),防止孔被拉变形后尺寸会增大,这样可以保证总体尺寸,减小变形量.3. 对于孔位较多而杂的展开图:可采用分多人绘制,分别用不同的字母和不同的颜色表示,绘制时分别以同一坐标系为基准作参照,绘制完后选中同一基准点将两幅图拼加在一起即可,检查时按同一方向进行校对,可减少错误.如:戴西博的料件,就是采用多人分开绘制,然后拼加在一起.4. 对于图面用英寸标注尺寸的图面:绘制时外形采用英寸计算,绘制完成后整体放大25.4倍即可,对于圆孔或腰孔可用英寸计算出孔定位尺寸,先画出孔中心线,然后再转换为公制画出孔径大小.这样可以方便编程,减少小数字数.5. 在校对展开图需作修改时:可采用拉伸命令,先标注出修改前的尺寸,然后再拉伸至所需要位置尺寸,前后对照检查,可以明白是否完成修改.6. 特殊角度折弯系数及内R角变化要试验确定:对于一些不规则的折弯角度先根据理论值展开后,用试片先试折,以试验结果找出问题的原因所在来调整展开尺寸.另对于一此特殊板厚,不能确定折弯系数时,一定要试折测量,且要多次测量,得出正确结果,方可展开.。
钣金展开技巧与实例钣金是一种常用的金属加工工艺,通过对金属板材的切割、弯曲、冲压等操作,制作出各种形状的零件和结构。
在钣金加工中,展开是一项重要的技术,它可以将三维形状的物体展开成二维平面的零件图纸,为后续的切割和弯曲提供准确的参考。
本文将介绍钣金展开的技巧与实例。
一、常用的钣金展开技巧1. 整体展开法:将钣金零件整体展开成一个平面,适用于平面或简单形状的零件。
该方法简单快捷,适用于一些简单的钣金零件的展开。
2. 分段展开法:将复杂形状的钣金零件划分为若干简单的几何形状,分别进行展开。
然后将这些展开零件进行叠加或拼接,得到最终的展开图。
这种方法适用于复杂形状的钣金零件的展开。
3. 逆向展开法:根据钣金零件的最终形状,反向推导出展开图。
这种方法适用于对称或规则形状的钣金零件的展开。
4. 三维CAD软件展开法:利用CAD软件进行钣金零件的三维建模和展开。
通过软件的辅助,可以快速准确地完成钣金零件的展开。
二、钣金展开实例1. 直角槽展开:以一个直角槽为例,展开过程如下:a) 首先,根据直角槽的尺寸,在纸上画出一个等大的矩形。
b) 确定直角槽的展开方向,并在矩形上标记出直角槽的长度和宽度。
c) 使用尺子或量具,按照标记的长度和宽度,在矩形上划出直角槽的展开图。
d) 根据展开图,切割钣金板材,然后进行折弯和焊接等工艺,最终得到直角槽零件。
2. 弯曲形展开:以一个弯曲形为例,展开过程如下:a) 首先,根据弯曲形的形状,在纸上画出一个等大的矩形。
b) 确定弯曲形的展开方向,并在矩形上标记出弯曲形的长度和宽度。
c) 通过测量弯曲形的弯曲角度和半径,计算出弯曲形的展开长度。
d) 使用尺子或量具,在矩形上划出弯曲形的展开图。
e) 根据展开图,切割钣金板材,然后进行折弯和焊接等工艺,最终得到弯曲形零件。
3. 复杂形状展开:以一个复杂形状的钣金零件为例,展开过程如下:a) 首先,利用测量工具对钣金零件的各个尺寸进行测量,记录下来。
钣金件展开计算方法及工艺处理钣金件是由薄板材料制成的各种零部件,常用于电子、汽车、航空航天等行业。
展开计算方法和工艺处理是制作钣金件的重要环节,下面将详细介绍一下这方面的内容。
一、钣金件展开计算方法:钣金件的展开计算是指将三维的零部件展开成二维的平面图纸。
常用的展开计算方法有以下几种:1.直线展开法:适用于直线边和直线边的切换。
首先根据三维图件绘制出展开前的原型图,然后根据图纸给出的尺寸和角度确定展开后的几何形状。
最后跟据展开前和展开后的几何形状,按比例缩放展开图。
2.迭代法:适用于弧形边和直线边的切换。
首先根据三维图件绘制出展开前的原型图,然后根据图纸给出的尺寸和角度确定展开后的几何形状。
然后将展开后的图形对折,与原始形状进行相应的修改,使其与展开图完全一致。
最后跟据展开前和展开后的几何形状,按比例缩放展开图。
3.利用数学方法计算:适用于复杂形状的展开。
通过将钣金件切割成各个小块,并对每个小块进行展开计算,最后将所有小块的展开图拼接在一起,得出最终的展开图。
这种方法需要使用专业的数学软件进行计算,对计算机操作水平要求较高。
二、钣金件的工艺处理:钣金件的工艺处理是指制作钣金件时的一系列加工工艺,包括材料选择、剪切、冲孔、折弯、焊接、表面处理等。
1.材料选择:根据钣金件的使用环境和要求选择合适的材料,常见的有不锈钢、铝板、铜板等。
2.剪切:将原材料按照尺寸要求切割成所需的形状和尺寸,常见的剪切方法有机械剪切和激光切割。
3.冲孔:将钣金件上需要开孔的位置进行冲孔加工,常用的冲孔设备有冲床和数控冲床。
4.折弯:将已经剪切和冲孔的钣金件按照设计要求进行折弯加工,常用的折弯设备有折弯机和数控折弯机。
5.焊接:对于需要焊接的钣金件,根据不同的材料和要求选择合适的焊接方法,常见的有氩弧焊、激光焊等。
6.表面处理:对于需要表面处理的钣金件,包括除油、除锈、喷涂等工艺,以保护钣金件的表面免受腐蚀和氧化。
以上就是钣金件展开计算方法及工艺处理的相关内容。