d- 注写表面纹理方向, 如“=”“、×”、“M” 等
c
a
db
e- 注写加工余量(mm)。
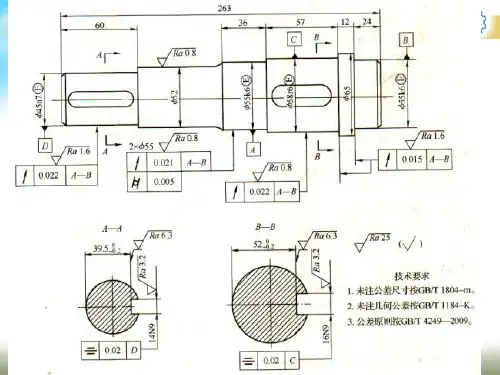
铣 Ra 3.2
Rz 0.4
Rzmax 0.4
Ra 25 Ra 6.3
表面粗糙度标注示例 铣 用去除材料的方法获得的表面, Ra的上限值为
Ra 3.2
3.2m,加工方法为铣削。 采用不去除材料的方法获得的表面, Rz的上限值
注:在轮廓图形上确定最小二乘中线的位置比较困难,故通 常用算术平均中线来代替最下二乘中线。
二、评定参数(GB/T 3505-2000) 粗糙度轮廓的参数由幅度参数、间距参数、混合参数以
及曲线和相关参数组成。 1、幅度参数
轮廓算术平均偏差(Ra ) 轮廓的最大高度(Rz ) 2、间距参数 轮廓单元的平均宽度(Rsm) 3、形状特征参数 轮廓支承长度率(Rmr(c))
Rz 0.4
为0.4m。
用去除材料的方法获得的表面, Rz的最大值为
第五章 表面粗糙度及其检测 一 概述 二 表面粗糙度的评定 三 表面粗糙度在图样上的标注 四 表面粗糙度的选择 五 表面粗糙度的检测
引入:
5.1 概述
切屑
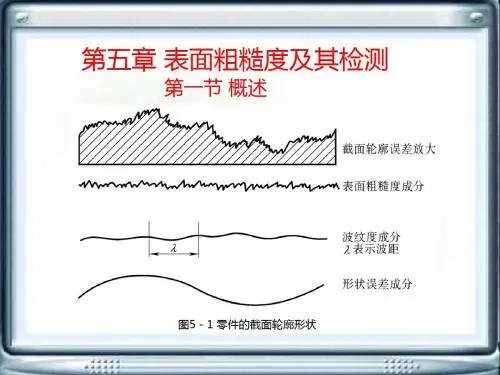
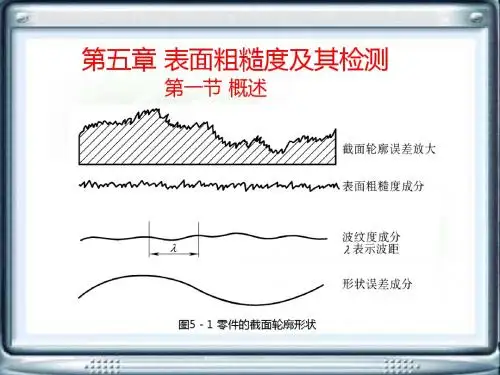
◆ 加工表面的几何形貌是由加工过程
中刀具与被加工工件的摩擦、切屑分
离时塑性变形及加工系统的振动等因
素的作用,在工件表面留下的表面结
构。
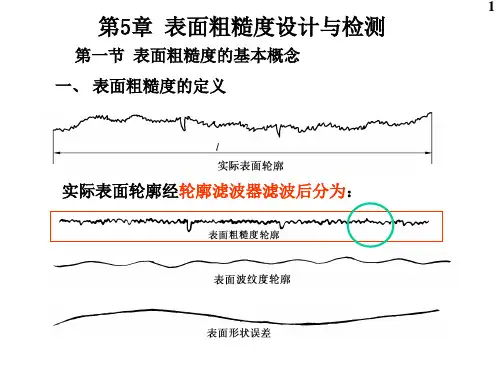
◆ 零件表面的形貌可分为四种情况: 1)宏观几何形状误差(形状公差) 2)表面波纹度(波度) 3)微观几何形状误差(表面粗糙度) 4)表面缺陷
2)当给定水平位置C2时,Rmr(c)= M l(c)/ln = 100%
M l(c)i
M l(c ) ln
峰顶线
C1 C2