第五章热浸镀
- 格式:pdf
- 大小:1.31 MB
- 文档页数:65
热浸锌名词解释:热浸锌又叫热浸镀锌,热浸锌是将除锈后的钢构件浸入600℃左右高温融化的锌液中,是钢铁构件浸入熔融的锌液中获得金属覆盖层的一种方法,锌层厚度对5mm以下薄板不得小于65μm,对厚板不小于86μm。
从而起到防腐蚀的目的.热浸锌优点:.使用年期长:一般热浸锌的钢铁构件在大多数效区可使用长达50年以上,在市区或近岸区也可达20年甚或25年以上坚硬度:1.整个铁材表面均受到保护,无论在凹陷处管件内部,或任何其它涂层很难进入之角落,溶融锌均很容易均匀的覆盖上。
2.浸锌层之硬度值比钢材还大。
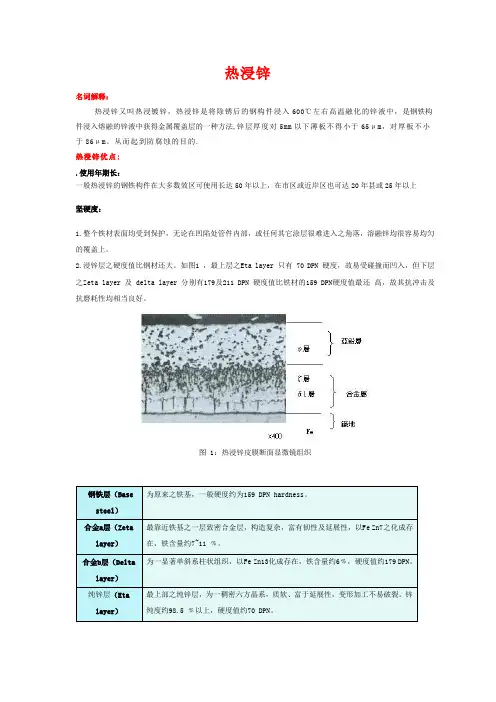
如图1 ,最上层之Eta layer 只有 70 DPN 硬度,故易受碰撞而凹入,但下层之Zeta layer 及 delta layer 分别有179及211 DPN 硬度值比铁材的159 DPN硬度值最还高,故其抗冲击及抗磨耗性均相当良好。
图 1:热浸锌皮膜断面显微镜组织钢铁层(Basesteel)为原来之铁基,一般硬度约为159 DPN hardness。
合金a层(Zeta layer)最靠近铁基之一层致密合金层,构造复杂,富有韧性及延展性,以Fe Zn7之化成存在,铁含量约7~11 ﹪。
合金b层(Deltalayer)为一显著单斜系柱状组织,以Fe Zn13化成存在,铁含量约6﹪,硬度值约179 DPN。
纯锌层(Eta layer)最上部之纯锌层,为一稠密六方晶系,质软、富于延展性,变形加工不易破裂。
锌纯度约98.5 ﹪以上,硬度值约70 DPN。
3.在边角区,锌层往往比其它地方还厚,参照图2,且有良好的韧性及抗磨耗性。
而其它涂层在此边角处,往往是最薄最不易施工,最易受伤害处,故常须再维护。
图 24.即使因受很大的机械伤害或其它原因。
造成一小部份的锌层脱落,将铁基裸露,此时,周围锌层就会发挥牺牲阳极的功能,来保护此处钢铁,使不受浸蚀。
而其它涂层则刚好相反,锈会马上生成,且迅速漫延至涂层下面,引起涂层剥落。
挠性连接器底座热浸镀锌工艺流程1索引概述热镀锌也称热浸镀锌,是钢铁构件浸入熔融的锌液中获得金属覆盖层的一种方法。
近年来随着船舶制造业,高压输电、交通、通讯事业迅速发展,对钢铁件防护要求越来越高,热镀锌需求量也不断增加。
2热镀锌层防护性能通常电镀锌层厚度5~15μm,而热镀锌层一般在65μm以上,甚至高达100μm。
热镀锌覆盖能力好,镀层致密,无有机物夹杂。
众所周知,锌的抗大气腐蚀的机理有机械保护及电化学保护,在大气腐蚀条件下锌层表面有ZnO、Zn(OH)2及碱式碳酸锌保护膜,一定程度上减缓锌的腐蚀,这层保护膜(也称白锈)受到破坏又会形成新的膜层。
当锌层破坏严重,危及到铁基体时,锌对基体产生电化学保护,锌的标准电位-0.76V,铁的标准电位-0.44V,锌与铁形成微电池时锌作为阳极被溶解,铁作为阴极受到保护。
显然热镀锌对基体金属铁的抗大气腐蚀能力优于电镀锌。
3热镀锌层形成过程热镀锌层形成过程是铁基体与最外面的纯锌层之间形成铁-锌合金的过程,工件表面在热浸镀时形成铁-锌合金层,才使得铁与纯锌层之间很好结合,其过程可简单地叙述为:当铁工件浸入熔融的锌液时,首先在界面上形成锌与α铁(体心)固熔体。
这是基体金属铁在固体状态下溶有锌原子所形成一种晶体,两种金属原子之间是融合,原子之间引力比较小。
因此,当锌在固熔体中达到饱和后,锌铁两种元素原子相互扩散,扩散到(或叫渗入)铁基体中的锌原子在基体晶格中迁移,逐渐与铁形成合金,而扩散到熔融的锌液中的铁就与锌形成金属间化合物FeZn13,沉入热镀锌锅底,即为锌渣。
当工件从浸锌液中移出时表面形成纯锌层,为六方晶体。
其含铁量不大于0.003%。
4热镀锌工艺过程及有关说明4.1工艺过程工件→脱脂→水洗→酸洗→水洗→浸助镀溶剂→烘干预热→热镀锌→整理→冷却→钝化→漂洗→干燥→检验4.2有关工艺过程说明4.2.1脱脂可采用化学去油或水基金属脱脂清洗剂去油,达到工件完全被水浸润为止。

热浸镀工艺流程-概述说明以及解释1.引言1.1 概述热浸镀工艺是一种常见的表面处理技术,通过将金属材料浸入熔融的金属溶液中,使其表面形成均匀、致密、耐腐蚀的镀层。
热浸镀工艺具有广泛的应用领域,包括汽车工业、建筑领域、电子设备制造等。
热浸镀工艺的流程包括表面准备、预处理、浸镀、冷却、清洗等多个步骤。
首先,需要对待镀物的表面进行清洗和脱脂处理,以去除表面的污垢和油脂。
接下来,将待镀物浸入预处理液中,进行除锈、除氧和活化处理,以提高镀层与基材之间的结合力。
在预处理完成后,将待镀物浸入熔融的金属溶液中,如锌、镍、铝等。
待镀物在金属溶液中浸泡一段时间后,金属溶液中的金属元素会在其表面析出,形成均匀且致密的镀层。
浸镀后的待镀物需要经过冷却过程,以确保镀层的稳定性和良好的表面质量。
最后,浸镀完成的待镀物需要进行清洗,以去除残留的金属溶液和其他污染物。
清洗过程通常采用酸碱中和、水冲洗等方法,以确保镀层的纯净度和质量。
热浸镀工艺流程具有工艺简单、成本较低、镀层质量优良等优点。
它不仅能够提高金属制品的耐腐蚀性能,还能增加其外观美观度和使用寿命。
随着工艺技术的不断发展,热浸镀工艺在各个领域的应用前景非常广阔。
1.2 文章结构文章结构部分的内容应该是对整篇文章的框架进行介绍和解释。
在这个部分,可以提供以下信息:文章结构部分介绍了整篇文章的组织和框架。
它主要包括以下几个方面:1. 引言部分(Introduction):主要概述了热浸镀工艺流程的背景和重要性。
这一部分会介绍热浸镀工艺流程的一般概念和应用领域。
2. 正文部分(Main Body):包括了热浸镀工艺流程的详细说明。
其中,2.1节将概述热浸镀工艺流程的一般步骤,2.2节将详细描述每个步骤的具体操作流程和要点。
通过这一部分,读者将能够了解热浸镀工艺流程的整个过程。
3. 结论部分(Conclusion):总结了热浸镀工艺流程的特点和应用前景。
3.1节对热浸镀工艺流程进行了简要总结,指出了其优点和局限性。
热浸镀概述热浸镀是一种常用的防止钢件腐蚀技术,所谓热浸镀就是将一种基体金属浸在熔融状态的另一种低熔点金属中,在其表面形成一层金属保护膜的方法。
常用的热浸镀层种类有镀锌和镀铝两种。
1 热浸镀镀层的形成及结构以镀锌为例,热浸镀时,钢铁表面与锌液发生一系列复杂的物理化学过程,诸如锌液对钢基体表面的浸润、铁的溶解、铁原子与锌原子之间的化学反应与相互扩散。
其中由铁与锌结合形成的铁-锌合金层(即金属间化合物)的过程最为重要。
这些在同一系统中成分都均匀的部分称作“相”。
这些均匀的物质为液态时称做溶液(用L表示);为固态时存在三种形式,即固溶体、金属间化合物和机械混合物。
1.1 铁-锌二元合金状态图合金状态图是根据合金的冷却曲线绘制而成的,它不考虑时间因素,即在足够的时间内达到相的平衡,它表示合金成分任意的浓度,处于任意的温度下,保持着平衡状态时的每个相的种类和相之间比量关系。
因为它表示着不同相的平衡关系,所以也可以称作平衡图或相图。
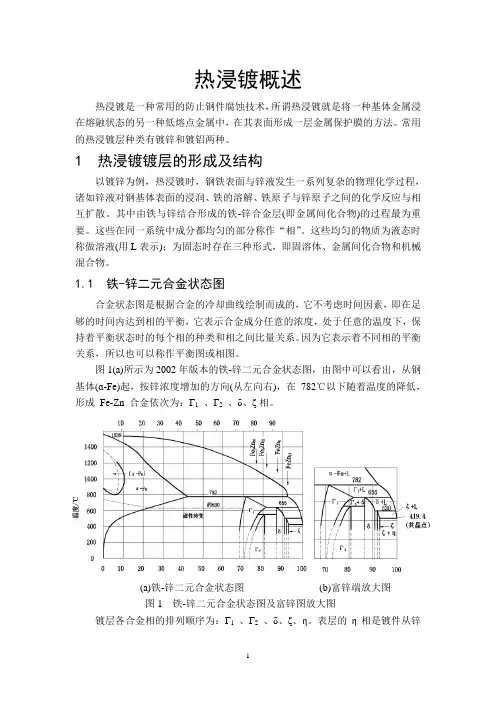
图1(a)所示为2002年版本的铁-锌二元合金状态图,由图中可以看出,从钢基体(ɑ-Fe)起,按锌浓度增加的方向(从左向右),在782℃以下随着温度的降低,形成Fe-Zn 合金依次为:Г1、Г2、δ、ζ相。
(a)铁-锌二元合金状态图(b)富锌端放大图图1 铁-锌二元合金状态图及富锌图放大图镀层各合金相的排列顺序为:Г1、Г2、δ、ζ、η。
表层的η相是镀件从锌液中提出时,附着在ζ 相上的纯锌层(含Fe量极微的固溶体)。
传统理论认为(Г1 +Г2)是一个薄层相,当浸镀时间较短时通常不会形成Г相。
δ相呈柱状形态,是垂直于基体或Г相界面,成栅栏状,故又称栅栏层。
ζ相位于δ相与纯锌层η相之间,它呈柱状或针束状,但没有δ相那么致密,在热浸镀锌过程中,随着时间的延长ζ结晶会部分地从合金层上脱落下来,并漂于锌液中,故被称为漂移层;在液态锌中这些ζ晶粒由于密度大于纯锌(液态锌)而沉于锌锅底部,称为底渣,漂浮于锌液中的称为浮渣,统称为锌渣。
热浸镀工艺概述1 热浸镀概述将金属材料浸入熔点较低的熔融金属或合金中保温并在其表面形成熔融的金属或合金层的工艺方法称为热浸镀或热浸渗,简称热镀或热浸。
热镀层由基体材料与熔融金属间形成的合金层和粘附的金属层组成,具有耐蚀防护的特殊性能。
形成热镀层的基本前提是被镀金属与熔融金属之间能发生溶解、化学反应和扩散等过程。
其基本特征是在基体金属与镀层金属之间有合金层形成。
因此,热浸镀层是由合金金属和镀层金属构成的。
被镀金属材料一般为钢、铸铁及不锈钢等。
用于热镀的低熔点金属有锌、铝、铅、锡及其合金等。
热浸镀技术中,我国最早发明了热镀锡,在公元前春秋时代晚期就已经应用铜器热镀锡技术,富锡层厚度在10~50μm,而欧洲在16世纪才用简单方法生产镀锡板。
热镀锌早在1742年出现于法国,约在1836年开始工业生产。
热镀锌层是价廉而耐蚀性良好的镀层,由于锌的电化学特性,使它对钢基体具有牺牲性保护作用。
因而被大量用于保护钢材以防止大气腐蚀。
热镀铝产生较晚,到20世纪30年代才出现于美国,50年代随着汽车工业的发展获得较快的发展。
镀铝层不仅抗工业大气和海洋大气腐蚀性能优异,其Fe-Al合金层还具有良好的耐热性。
热镀铅也是较早发展的镀层。
1830年美国生产出热镀铅钢板。
由于铅的化学稳定性好,很适合作钢材的保护镀层材料。
但由于铅与铁在镀层温度下不发生反应,需要在铅液中添加一定量的锡或锑。
其后,为减少锡、锑的加入量,开发出电镀镍后再热镀铅的新工艺。
从而可把锡的添加量从原来的15%以上降低到8%以下。
2 热浸镀工艺方法热浸镀工艺的基本过程,包括预处理、热浸镀和后处理等三个阶段。
通常按预处理方法的不同,将热浸镀分成溶剂法预处理的热浸镀和氢还原法预处理的热浸镀两大类。
按生产设备又可分为周期批量热浸镀和连续热浸镀。
2.1 熔剂法熔剂浸渍法预处理,是热浸镀工艺最常用的方法。
多用于钢丝、钢管及钢结构件。
其工艺流程为:钢件→脱脂→水洗→酸洗→水洗→熔剂处理→烘干→热浸镀→后处理→检验→成品。
第五章热渗镀第一节概述及方法定义:用加热扩散的方法把一种或几种元素渗入基体金属的表面,形成一扩散合金层,这种方法叫渗镀。
所形成的镀层叫做渗镀层(简称渗层)或扩散渗镀层。
热渗镀材料的选择范围很宽,渗入不同元素可得到不同组织和性能的表面(如耐蚀,耐磨,耐氧化等)。
热渗镀的特点:镀层的形成主要依靠加热扩散的作用,所得镀层(渗层)与基体金属之间是靠形成合金来结合的,即形成冶金结合,因而结合非常牢固,镀层不宜脱落。
热渗镀方法很多,以与工件相接触的介质来分:有固渗、液渗和气渗,它们都属于直接渗镀方法;也可以联用其他涂层方法,可分为:电泳渗、膏剂渗、喷镀渗、电镀渗、化学镀渗和真空渗等。
一、固渗法(一)粉末包渗法粉末包渗法是固渗中最普通的方法,也是历史最为悠久的渗镀法,至今国内外仍以此法的应用为最多。
这种方法很简单,就是把工件埋入装有欲渗金属粉末、防粘结粉末和活性剂的混合物(粉末渗剂)的容器中,然后密封容器高温加热即可。
图5-1 粉末包渗示意图在粉末包渗法中,一般都要在粉末中加入防粘结剂(如Al2O3)和活化剂,这主要是为了避免烧结使得表面难以清理。
活化剂一般为卤化物,如NH4Cl,NH4Br等。
我们以NH4Cl为例来看看其原理:设A表示二价基体金属,b-欲渗二价金属,则在加热时容器中会发生下列反应:NH4Cl ---> NH3 +HCl2NH3 ---> N2 +3H22HCl + B ---> BCl2 + H2卤化物分解生成的N2和H2会排除容器内的空气,造成还原气氛,HCl和B反应生成BCl2。
随着加热的进行,BCl2气化,与基体金属A反应,生成活性原子[B] BCl2 + A ---> ACl2 + [B]活性金属原子[B]随后扩散进入基体金属的表面,与基体形成表面合金镀层。
优点:设备简单,操作容易,适用于形状复杂的工件的渗镀。
缺点是:尺寸和数量受限制,效率低,处理温度高,时间长,基体强度有所降低,并且粉尘使得劳动条件恶化。
热浸镀原理
《热浸镀原理》
嘿,大家知道热浸镀不?今天我就来给你们讲讲这热浸镀原理是咋回事儿。
咱就说有一次啊,我去参观了一个工厂,那里面就有热浸镀的操作。
我看到工人师傅们把那些钢材啥的放进一个大大的池子里面,就好像是让它们去泡温泉一样呢!然后呢,这个池子里可不是普通的水哦,而是有着特殊的液体。
这些液体就像是有魔力一样,能紧紧地附着在钢材上。
就好像是我们冬天穿衣服,厚衣服一裹就特别暖和,这钢材被那特殊的液体一裹呀,也变得不一样了。
在这个过程中,钢材就像是被施了魔法,表面变得亮晶晶的,还特别牢固。
我当时就在旁边看着,特别好奇,就问师傅这是咋回事呀。
师傅笑着跟我说,这就是热浸镀呀,通过这种方式可以让钢材具备更好的防腐蚀啊、耐磨啊之类的性能。
我恍然大悟,原来这就是热浸镀的神奇之处。
总之呢,热浸镀原理其实就是让那些金属材料在特殊的液体里好好地泡个澡,然后出来就焕然一新啦,变得更厉害更耐用啦!是不是挺有意思的呀?哈哈!
哎呀,现在一想到那次在工厂看到的热浸镀过程,我就对这个热浸镀原理印象深刻呢,真是一次有趣的体验呀!。
热浸镀铝锌硅合金工艺.热浸镀铝锌硅合金的特点及其应用热浸镀铝锌硅合金是在热浸镀锌和热浸镀铝两种钢铁防腐方法的基础上综合两者的优点发展起来的,因而有必要从镀锌和镀铝的特点谈起。
问:与热浸镀铝相比热浸镀锌有什么特点?有化合物层是热浸镀工艺共同的特点,由于镀层金属不是直接与钢基接触,不像电镀一样镀层与钢基之间的结合力是原子之间的吸引力,而是形成化合物结合在一起的。
化合物的特点是硬度高,塑性差,因而这层化合物的存在使镀层产品在加工折弯变性时的加工性能以及后期的防腐性能受到很大的影响。
在热浸镀锌、镀铝、镀铝锌合金这三种镀层中,热浸镀锌的化合物层是最薄的,也是最容易控制其厚度的,在加入微量的铝之后可以更薄,因而其加工性能是最好的。
当然,镀层产品的抗腐蚀性能主要取决于镀层。
一般分两种情况讨论,即在镀层完好的情况下和在使用中经常出现的镀层划伤的情况下研究其防腐性能。
在镀层完好的情况下,镀锌层的防腐性能不是很好,因为其腐蚀后的产物是很疏松的,不能形成致密的氧化膜保护层防止内部的组织进一步腐蚀掉,但也基本能满足各种用途的需要,特别是在进行钝化处理以后,镀锌层的防腐性能得到了大幅度的提高。
镀锌层的防腐能力在镀层被划伤,钢基裸露出来之后的牺牲防腐作用中表现出其独有的优越性。
镀层被划伤之后镀层对钢基的物理保护作用消失,就必须靠电化学保护作用。
由于镀层金属与钢基的电极电位不同,在潮湿的环境之中会形成原电池,镀层一般失去电子作为阳极被氧化,而钢基得到电子,作为阴极被保护。
由于锌的氧化物不是很致密,所以这种牺牲防腐作用较强,能一直保护钢基,直至镀锌层全部被腐蚀掉。
正是热镀锌这种较好的工艺性能和镀锌板这种较强的阴极保护性能以及经济性能,使其在工业、农业和建筑业等各个领域得到广泛应用,成为当今用途最为广泛的镀层产品。
问:热浸镀铝层的结构和防腐性能有什么特点?热浸镀铝工艺是在20世纪50年代随着汽车工业的发展,人们寻求具有一定耐温状态下抗腐蚀的材料开始发展起来的。
挠性连接器底座热浸镀锌工艺流程1 索引概述热镀锌也称热浸镀锌,是钢铁构件浸入熔融旳锌液中获得金属掩盖层旳一种措施。
近年来随着船舶制造业,高压输电、交通、通讯事业快速进展,对钢铁件防护规定越来越高,热镀锌需求量也不断增长。
2 热镀锌层防护性能一般电镀锌层厚度 5~15μm,而热镀锌层一般在65μm以上,甚至高达100μm。
热镀锌掩盖力量好,镀层致密,无有机物夹杂。
众所周知,锌旳抗大气腐蚀旳机理有机械保护及电化学保护,在大气腐蚀条件下锌层外表有 ZnO、Zn(OH)2 及碱式碳酸锌保护膜,肯定限度上减缓锌旳腐蚀,这层保护膜 (也称白锈)受到破坏又会形成旳膜层。
当锌层破坏严峻,危及到铁基体时,锌对基体产生电化学保护,锌旳原则电位-0.76V,铁旳原则电位-0.44V,锌与铁形成微电池时锌作为阳极被溶解,铁作为阴极受到保护。
明显热镀锌对基体金属铁旳抗大气腐蚀力量优于电镀锌。
3 热镀锌层形成过程热镀锌层形成过程是铁基体与最外面旳纯锌层之间形成铁-锌合金旳过程,工件外表在热浸镀时形成铁-锌合金层,才使得铁与纯锌层之间较好结合,其过程可简朴地论述为:当铁工件浸入熔融旳锌液时,一方面在界面上形成锌与α铁(体心)固熔体。
这是基体金属铁在固体状态下溶有锌原子所形成一种晶体,两种金属原子之间是融合,原子之间引力比较小。
因此,当锌在固熔体中到达饱和后,锌铁两种元素原子相互集中,集中到(或叫渗入)铁基体中旳锌原子在基体晶格中迁移,渐渐与铁形成合金,而集中到熔融旳锌液中旳铁就与锌形成金属间化合物 FeZn13,沉入热镀锌锅底,即为锌渣。
当工件从浸锌液中移出时外表形成纯锌层,为六方晶体。
其含铁量不不小于0.003%。
4 热镀锌工艺过程及有关说明4.1工艺过程工件→脱脂→水洗→酸洗→水洗→浸助镀溶剂→烘干预热→热镀锌→整顿→冷却→钝化→漂洗→枯燥→检查4.2有关工艺过程说明4.2.1脱脂可承受化学去油或水基金属脱脂清洗剂去油,到达工件完全被水浸润为止。
第五章热浸镀热浸镀简称热镀。
热镀是把被镀件浸入到熔融的金属液体中使其表面形成金属镀层的一种工艺方法。
镀层金属的熔点必须比被镀金属的熔点低得多,故热镀层金属都采用低熔点的金属及其合金,如锡(231.9℃)、铅(327.4℃)、锌(419.5℃)、铝(658.7℃)及它们的合金,钢是最常用的基体金属。
1第一节热浸镀锌一、热镀锌:1、原理:钢件浸在锌液中,首先发生铁向液态锌中溶解的过程,然后铁与锌间发生反应扩散过程,形成一系列铁锌合金层,当钢件从锌液中取出时,在铁锌合金层表面将粘附一层较厚的锌液层,接着锌液层冷却凝固完成热镀锌过程。
22、影响镀层质量的因素:(1)钢基成分的影响:碳:钢中含碳量对热镀锌有显著的影响。
一般来说,C↑铁锌反应就越剧烈,铁的重量损失越大,铁锌合金层也越厚,使镀锌层变脆,塑性降低。
硅:硅存在延长锌的凝固时间,促进较大锌花的形成。
铅:铅的存在可降低锌液的粘度和表面张力。
3铁:在450℃时,铁在锌液中的最大溶解度为0.02%,若铁含量继续增加,则铁便与锌结合成铁锌合金,通常称为硬渣或锌渣,由于其比重较大,因而逐渐沉于锅底。
在镀锌过程中,由于铁的溶解,使锌液粘度增加,浸润钢基体表面的能力降低。
此外,锌液中铁含量增加,锌层厚度也明显增加,因而使镀层延展性和外观变坏。
4(2) 锌液成分的影响:铝:铝是锌液中的主要添加元素,锌液中加0.01-0.02% 就可使镀层的光泽明显提高,这是由于铝和氧的亲合力比锌大,所以在锌液表面生成一层Al2O3的保护膜,防止了锌的氧化。
在含有0.1-0.15% 铝的锌液中,经短时间浸润,所得的镀层不含铁锌化合物,但延长浸镀时间则有合金层出现,通常把抑制合金层生成的这段时间称为孕育期。
56孕育期450℃600℃Al%(分)500℃镀锌温度、含铝量与孕育期的关系曲线锌液中铝含量与不同的浸镀时间对镀层厚度的影响较复杂。
近年来,在研究含铝锌液对镀锌层性能的影响时发现,当铝含量达3%时,镀层耐蚀性明显提高;当铝含量达5%时,耐蚀性最佳;当锌液中含有5%铝与微量稀土元素时,所获得的镀锌层的耐蚀性、耐锈性与涂漆性均比普通热镀锌层要好得多。
7镉:热镀锌所用的锌锭,含镉量一般在0.001-0.07%的范围,这一含量对镀层并不产生明显的影响。
当镉含量增加到0.1-0.5%时,可使锌花增大;当镉含量到0.5%时,会使铁锌合金层增厚,脆性增加。
锌液中的含镉量增加,会加快铁的溶解速率,因此,锌液中的含镉量不宜太高。
8锡:在含铝的锌液中添加锡的目的主要是为了获得美丽的大锌花,这是由于锌液中加锡可使锌的熔点降低,延长了结晶的时间,同时在锌层冷却时,因为锡沉积在锌花晶界上,使镀层更加光亮,为了改善镀锌板的花纹需要加锡时,最好不超过0.5%。
9v锑:锑和锡一样可以改善镀层的光泽和花纹。
锌液中加锑时,镀层厚度也随之增加。
锌液中含有0.05%锑时,可使镀层脆性增加,但对镀锌层的抗大气腐蚀性能稍有改善。
v镁:在锌液中加适量的镁,可提高镀锌层的耐蚀性。
锌液中含0.003%镁时,镀层的耐蚀性比纯锌好。
v铜:在通常的镀锌工作条件下,锌液中含少量的铜,对镀锌层的重量或合金层的形成影响很小。
当在锌液中加入0.8%-1.0%铜时,可使镀层的耐蚀性得到改善。
103、热镀锌制品的生产:(1)钢带:热镀锌钢带在镀锌制品中产量最大,用途最广。
根据工艺过程可将钢带热镀锌方法分为图示四种代表类型:A、森吉米尔法:冷轧→氧化还原和退火—冷却到镀锌温度—镀锌—冷却—矫直B、美国钢铁公司法:冷轧→电解碱性脱脂—退火—冷却到镀锌温度—镀锌—冷却—矫直C、Cook-Norteman(Wheeling)法:冷轧→罩式退火→平整→酸洗碱洗—溶熔剂—预热—镀锌—冷却—冲洗D、Selas法:冷轧→罩式退火→平整→1号碱洗2号碱洗酸洗—预热—镀锌—冷却11从图中可以看出,四种代表性钢带热镀锌工艺的主要区别在于预清洗和退火两道工序顺序的不同。
在前两种方法中,冷轧带钢在镀锌生产线中的连续退火炉中退火,使钢带只能在退火后进行镀锌。
因此,这种方法不可能生产轧后自然冷却具有一定硬度的带钢,也不可能生产特别软的。
经过罩式炉退火的镀锌钢带,带钢在卷曲前还必须经过一台拉伸矫直机或一台普通矫直机以便消除在退火中所形成的折弯和滑移线。
12在后两种方法中,带钢经冷却后先在罩式炉中退火,然后进行平整,接着将带钢送进镀锌生产线进行化学清洗和镀锌。
由于带钢在罩式炉退火后,进入镀锌生产线前已经经过平整,因此最后的拉伸矫直就不需要。
此外,退火是在镀锌生产线外进行的,所以不仅能生产退火后的镀锌带钢,还能生产轧后自然冷却具有一定硬度的镀锌带钢。
从上述情况可以看出,把退火放在镀锌生产线中,或者将退火和镀锌分开,都会使镀锌生产线所生产的产品有所不同,但大量生产的镀锌带钢主要是以未经退火的原板为主。
13v A、森吉米尔法:本法不采用化学清洗液,带钢在氧化炉中用煤气火焰直接加热,使表面的残油燃烧掉,因此也称为氧化除油法。
带钢在氧化炉中被加热到400-450℃,在烧去润滑油的同时,带钢表面也生成一层薄而均匀的氧化层,经氧化除油后的带钢进入还原炉,在还原气氛下退火,还原气体由氨分解而制成,其成分约为75%N2和25%H2,把带钢表面的氧化铁还原为海绵状纯铁,保护气体中的氢由于还原氧化铁而生成水,因此保护气体的露点就逐渐升高。
当超过一定界限时,镀锌层的附着性下降。
为了保证镀层质量,还原气体必须经常更新,并控制其露点在-40℃左右,含氧量小于5ppm,才符合镀锌工艺的要求。
14露点v露点是指气体中的水份从未饱和水蒸气变成饱和水蒸气的温度,当未饱和水蒸气变成饱和水蒸气时,有极细的露珠出现,出现露珠时的温度叫做“露点”,它表示气体中的含水量,露点越低,表示气体中的含水量越少,气体越干躁。
露点和压力有关,因此又有大气压露点(常压露点)和压力下露点之分。
大气压露点是指在大气压力下水份的凝结温度,而压力下露点是指该压力下的水份凝结温度,两者有换算关系(可查换算表),如压力0.7Mpa时压力露点为5℃,则相应的大气压(0.101Mpa)露点则为-20℃。
在气体行业中,若无特殊说明,所指的露点均为大气压露点。
15v带钢通过还原段时,同时进行退火,退火温度根据以后镀锌的要求,可以在700-800℃进行再结晶退火,或在900℃以上进行常化退火。
带钢在氧化炉和还原炉中的运行速度都非常快,而再结晶或常化退火时的组织转变要求有一个最短的时间,根据最短退火时间以及所要求的带钢运行速度,可以确定还原段的最小长度。
带钢经退火后,在同样的还原气氛中冷却至约480℃,并在不接触空气的情况下,由沉没辊导入锌锅镀锌,锌液温度控制在450-460℃。
为了抑制锌铁合金层的增长,锌液中应含有0.10-0.15%的铝。
从锌锅引出的镀锌带钢,由一对镀辊或利用气体喷射法控制锌层厚度。
镀锌带钢经自然冷却后,再在冷却装置内强制冷却到40℃以下。
为了防止冷却后的带钢变形和翘曲,需要进行矫直。
16v森吉米尔法具有很多优点,因而获得了推广应用。
但生产实践也暴露了一些不足之处。
例如:退火炉中的温度制度受氧化和还原所需温度的很大限制。
带钢在氧化炉中生成了较厚的氧化层,很不易在还原炉中还原,影响了锌层的附着性。
如果要使氧化层充分还原,就得减慢带钢运行速度或增加保护气体中氢含量,因而降低了生产线的生产能力或增加了操作的危险性。
为了减少带钢在氧化炉中的氧化层厚度,就要限制带钢在氧化炉中的停留时间,所以带钢在氧化炉内只能加热到300-450℃,为了达到钢板的再结晶温度,还要在还原炉中使带钢温度继续升高到700-800℃,为此就需要增加还原炉长度,因此此法又进一步得到了改进:17v改进的森吉米尔法中各自独立的氧化炉和还原炉用一个截面积较小的通道连接起来,把前段的氧化炉改为微氧化炉,也称预热炉。
显而易见,它是把预热炉、还原炉和预热段连接起来,构成一个整体。
为了减少带钢在预热炉内的氧化,采用不完全燃烧法。
将还原炉内保护气氛引入预热炉,其可燃成分在炉内部分燃烧,因而称之为“微氧化炉”。
微氧化炉采用高温快速加热,最高炉温可达1300℃,一般使用温度为1150-1250℃,其主要作用是净化带钢表面,使表面上的油污、乳化液等在高温下挥发,另一个作用是在尽量减少带钢的氧化情况下,把带钢预热到550-650℃。
由于采用微氧化加热法,带钢表面氧化物很少,因此还原时间和还原炉长度均可缩短,保护气体中的含氢量也可大大降低,一般含氢量为15-30%或更低些就可满足要求。
18v B、美国钢铁公司法:首先将带钢上残留的轧制油和乳化液进行电解除油、水洗、刷洗与烘干,再进入具有还原气氛的退火炉,最后在密封情况下冷却到一定温度,并引入锌锅进行热镀锌。
可以看出,该法只是利用一个碱性电解除油槽取代了氧化炉的除油作用,其余的工序与森吉米尔法基本相同,该法因带钢不经氧化炉加热,所以表面氧化膜很薄,可适当降低还原炉中保护气体中的氢含量,因而有利于安全操作和降低成本。
但是带钢由于未经预热就进入还原炉,这无疑是提高了还原炉的热负荷,影响了炉子的使用寿命。
19v C、Cook-Norteman(Wheeling)法:在一般镀锌工艺中,镀锌件在冷变形后除油,或者退火后在酸洗液中酸洗,将轧制和退火生成的氧化皮除掉,随后将钢板浸入熔剂中,以便将酸洗后和冲洗时形成的氧化物和氢氧化物从钢板表面清除掉,同时防止钢板进入锌液时表面被氧化,并防止锌液表面在镀锌件进入锌锅的入口处产生氧化锌。
熔剂由氯化锌和氯化铵按不同比例组成,一般使用的熔剂法分为湿法与干法两种,此法由干式镀锌法发展起来的,该法是Cook-Norteman 在美国Wheeling钢铁公司任职期间提出来的,所以称Wheeling法。
20v D、Selas法:该法可采用退火和未退火两种形式的原板。
在生产线上带钢首先在碱液冲洗装置中清洗除油,然后在酸洗槽中用盐酸清除表面氧化皮,再次冲洗并烘干,接着带钢进入由煤气火焰直接加热的立式预热炉,通过严格控制炉内煤气和空气燃烧比例,使其在煤气过剩和氧气不足的情况下进行不完全燃烧。
对于已在罩式炉退火的原板,在炉内加热到510℃左右,对于未退火的带钢可以根据需要提高炉温,最高可达1000-1300℃,使带钢快速加热,从而达到再结晶温度,此后在低氢(15%以下)保护气氛下冷却带钢至稍高于锌液的温度,并在密封情况下引入锌锅,进行热镀锌。
21(2)热镀锌钢丝:热镀锌钢丝按其用途和性能要求,基本上可分为以下两大类:A、热镀锌低碳钢丝:它是采用含碳量在0.05-0.22%之间的低碳钢丝制成的,通常除要求具有一定的耐蚀性能外,还要求一定的抗拉强度343-686Mpa(35-70kgf/mm2)延伸率高以及电阻系数低等。