机械加工工艺路线制定的原则与方法
- 格式:ppt
- 大小:459.50 KB
- 文档页数:6
机械加工顺序安排的原则
首先,工艺合理性是机械加工顺序安排的基本原则之一、工艺合理性要求在加工过程中合理安排各道工序的先后顺序,使得加工过程能够简化并提高效率。
具体来说,应当先选择先加工内孔、槽口等边界形状明确的特征部分,以确定整体的尺寸和位置,然后再选取其他特征进行加工。
同时,根据加工精度要求,合理选择加工顺序,避免后续工序对前面加工好的尺寸产生影响。
其次,加工效率也是加工顺序安排的重要原则。
加工效率关系到生产周期和成本,因此需要根据生产目标和工艺条件,合理安排加工顺序,尽量减少加工时间和能耗。
一般来说,应当将相似工艺的工步尽量集中在一起,减少上下料和调整机床的时间。
第三,质量要求是机械加工顺序安排的另一个重要原则。
加工顺序应当按照确保产品质量的原则来安排。
例如,在一些情况下,为了保证工件的尺寸精度和表面质量,可以在其他工序之前进行粗加工,然后再进行精加工。
此外,为了避免加工过程中积累的误差,应当根据工艺要求,合理分配加工余量,逐步完善工件尺寸。
最后,经济性也是加工顺序安排的考虑因素之一、经济性要求在保证产品质量和交货周期的前提下,尽量降低生产成本。
具体来说,应当合理安排工序的顺序,以减少加工误差和工装调整次数,利用设备的高效率、高精度性能。
此外,还需要根据产品市场需求和生产能力,合理进行产品批量生产和加工任务分配,提高产能利用率和生产效益。
综上所述,机械加工顺序安排的原则主要包括工艺合理性、加工效率、质量要求和经济性。
只有在合理安排工艺流程的基础上,才能提高生产效率,保证产品质量,降低生产成本,从而实现机械加工的最佳效果。
机械加工工艺规程编制第一节工艺规程概述一、生产过程与工艺过程(一)生产过程生产过程是指将原材料转变为成品的全过程。
一台产品的生产过程包括原材料、半成品、元器件、标准件、工具、工装、设备的购置、运输、检验、保管,专用工具、专用工装、专用设备的设计与制造等生产准备工作和毛坯制造、零件加工、热处理、表面处理、产品装配与调试、性能试验以及产品的包装、发运等工作。
(二)工艺过程生产过程中直接改变生产对象的形状、尺寸、相对位置和性能的过程,称为工艺过程,可以通过不同的工艺方法来完成。
因而工艺过程又可具体分为铸造、锻造、冲压、焊接、机械加工、特种加工、热处理、表面处理、装配等工艺过程。
采用机械加工方法,直接改变加工对象的形状、尺寸和表面性能,使之成为成品的过程,称为机械加工工艺过程。
机械加工工艺过程是由若干个按一定顺序排列的工序组成。
1.工序工序是指一个或一组工人,在一个工作地对同一个或同时几个工件所连续完成的那一部分工艺过程。
划分工序的主要依据是工作地点是否改变和加工是否连续。
这里的连续,是指工序内的工作需连续完成,不能插入其它工作内容或者阶段性加工。
工序是组成工艺过程的基本单元,也是制定生产计划、进行经济核算的基本单元。
工序又可细分为安装、工位、工步、走刀等组成部分。
2.安装安装是指工件(或装配单元)通过一次装夹后所完成的那一部分工序。
3.工位工位是指在一次装夹中,工件在机床上所占的每个位置上所完成那一部分工序。
4.工步工步是指在加工表面(或装配时的连续表面)不变、加工工具不变和切削用量不变的条件下,所连续完成的那部分工序。
工步是构成工序的基本单元。
5.走刀走刀是指刀具相对工件加工表面进行一次切削所完成的那部分工作。
每个工步可包括一次走刀或几次走刀。
二、工艺规程的作用和类型(一)工艺规程的作用规定产品或零部件制造工艺过程和操作方法等的工艺文件称为工艺规程.工艺规程是指导生产组织生产、管理生产的主要工艺文件,是加工、检验验收、生产调度与安排的主要依据。
机械加工工艺路线制定的原则与方法机械加工工艺路线的制定是指根据产品的加工要求、工艺性能、生产条件等因素,确定产品加工的详细步骤和工艺参数,以实现高效、经济地完成产品加工的过程。
制定机械加工工艺路线需要遵循一些原则和方法,下面对其进行详细探讨。
一、原则1.经济性原则:机械加工工艺路线制定首要考虑的是经济性原则,即通过合理的工艺路线设计和参数选择,以尽量减少制造成本,提高加工效率和产品质量。
具体体现在工艺路线的选择上,应选择能同时满足产品质量要求和经济性要求的路线。
2.合理性原则:机械加工工艺路线制定应尽量考虑各种因素的综合影响,确保加工过程的合理性。
例如,要根据工艺性能要求选择适宜的切削速度、进给量和切削深度等。
3.可行性原则:机械加工工艺路线制定要考虑生产条件的可行性,包括设备设施、材料选择等因素。
要能够在现有设备和技术条件下实施,并具有合理的可行性。
4.规范性原则:机械加工工艺路线制定要遵循相关的国家标准和规范,确保产品的质量和安全。
例如,符合产品标准要求、工艺过程的操作规范等。
二、方法1.分析产品要求:首先需要详细分析产品的加工要求,包括尺寸、形状、精度、表面质量等要求,以确定加工工艺的关键特点和难点。
2.选择加工方法:根据产品要求和加工性能要求,选择合适的加工方法,包括切削加工、磨削加工、成形加工等。
3.确定工艺路线:根据产品的加工要求、加工方法等因素,确定产品的加工顺序和工序。
要根据加工过程的依赖关系,避免出现不能回转的工序,尽量减少工序的数量。
4.选择工艺参数:根据产品要求和加工方法,选择合适的工艺参数,包括切削速度、进给量、切削深度、磨削粒度等。
要通过试验和经验总结,确定合适的参数范围,以保证加工质量和效率。
5.确定工艺装备:根据产品要求和加工工艺路线,确定所需的工艺装备和设备。
要考虑设备的性能、功能和适应性,满足产品加工的要求。
6.评估工艺方案:根据经济性、合理性、可行性和规范性原则,对制定好的工艺路线进行评估和比较。
机械加工工艺规程的制订1.工艺规程的作用①工艺规程是指导生产的主要技术条件;②工艺规程是生产组织和生产管理工作的依据;③工艺规程是新建或扩建工厂及车间的基本资料。
2.工艺规程的设计原则①技术上的先进性②经济上的合理性③良好的劳动条件3.制订工艺规程所需的原始资料①产品的全套装配图和零件工作图②产品验收的质量标准③产品的生产纲领④毛坯资料⑤现场生产条件⑥工艺规程设计时应尽可能多了解新工艺、新方法4.工艺规程的制订步骤4.1零件的工艺分析1)零件技术要求分析①加工表面的尺寸精度②主要加工表面的形状精度③主要表面之间的相互位置精度④各加工表面粗糙度以及表面质量方面的其它要求⑤热处理及其它技术要求2)对零件图具体技术分析:①零件的视图、尺寸、公差和技术要求是否齐全②零件图所规定加工要求是否合理③零件的选材是否恰当3)零件结构工艺性分析①机械零件的结构,由于使用要求不同而具有各种形状②在分析零件的结构时,不仅要注意各物体表面本身特征,而且要注意这些表面的不同组合③在研究零件结构时,要注意审查零件的结构工艺性4.2选择毛坯类型1)毛坯种类的选择:由材料的力学性能要求,零件结构形状的尺寸大小,零件的生产纲领以及利用新技术,新工艺的可能性决定。
2)确定毛坯的形状和尺寸,确定毛坯形状和尺寸时应注意以下几个问题:①为使加工时工件安装稳定,有些铸件毛坯,需要铸出工艺凸台②为了保证零件加工质量和加工方便,常将一些零件作成一个整体毛坯,加工到一定形状后再切割分离。
4.3选择定位基准按照基准的选择原则,必须选择好各道工序的定位基准。
4.4工艺路线的拟定要解决的主要问题:零件各表面的加工方法和方案的选择,加工阶段的划分,确定工序的分散与集中,加工顺序安排和热处理安排等。
1)加工方法和加工方案的选择选择表面加工方案时,应注意以下几个问题①根据加工表面的技术要求,尽可能采用经济加工精度方案经济加工精度:是指在正常的加工条件下,(包括完好的机床设备、必要的工艺装备、标准的工人技术等级、标准的耗用时间和生产费用)所能达到的加工精度。
制定机械加工工艺规程的步骤和方法作者:王德涛来源:《职业·下旬》2010年第08期工艺规程是生产工人操作的依据,在加工过程中操作者要不折不扣地按照工艺规程进行生产。
随着新技术、新设备的不断出现,作为指导生产活动的工艺规程也必须与时俱进,不断创新,不断完善。
笔者就如何制定机械加工工艺规程的步骤谈一下浅显的看法。
一、机械加工工艺规程在生产过程中的作用1.工艺规程是指导生产的最基本、最主要的技术文件在执行过程中,如果发现工艺规程有错误或有好的建议,应及时向有关人员反映,经该工艺规程的主管工艺人员更改并经批准后才能执行,不能按照自己的想法随意更改。
一个零件的工艺过程是一个整体,对过程中任何工序的更改都要从整体的观点去分析。
2.工艺规程是进行生产准备和生产管理的依据工艺规程是由产品设计到加工制造的桥梁。
为了把零件的设计图样变成产品,必须在物资方面以及生产管理方面做一系列的准备工作。
3.工艺规程是新厂建设和旧厂改造的重要技术资料在建设新厂或在老厂的基础上为某种新产品的投产扩建车间时,工艺规程可以提供生产需要的机床和其他设备的种类、规格、数量、各类设备的布局、建筑面积、生产工人的工种、数量以及必须具备的技术等级等数据。
二、制定工艺规程所依据的技术资料制定工艺规程的工作是从研究零件图及其技术条件开始的。
工艺人员在制定工艺规程时,首先要确定其内容,将这些内容划分成工序,进而为各工序选择适当的设备,并根据零件图和规定的生产纲领决定取得毛坯的方法。
由此可见,制定工艺规程应当具备以下主要技术资料。
1.产品零件图及有关部件图或总装图产品零件图和与之相应的技术条件是规定对所制零件要求的唯一文件,是零件制成后进行检验和验收的唯一依据。
因此,产品零件图应当正确而完善。
工艺人员在为制定工艺规程而研究产品零件图时,其主要目的是认真领会零件图的各项技术要求,并采取相应的对策以确保产品质量。
2.生产纲领生产纲领是指在一定的时间内应当出产的产品数量。
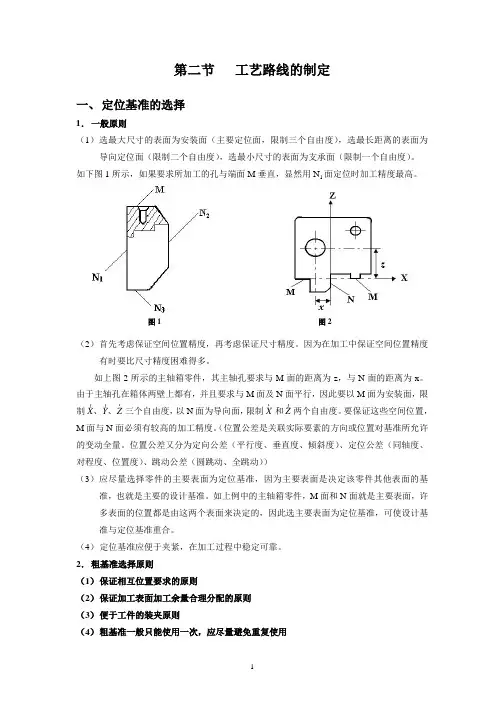
图1 图2 第二节 工艺路线的制定一、 定位基准的选择1. 一般原则(1) 选最大尺寸的表面为安装面(主要定位面,限制三个自由度),选最长距离的表面为导向定位面(限制二个自由度),选最小尺寸的表面为支承面(限制一个自由度)。
如下图1所示,如果要求所加工的孔与端面M 垂直,显然用N 1面定位时加工精度最高。
(2) 首先考虑保证空间位置精度,再考虑保证尺寸精度。
因为在加工中保证空间位置精度有时要比尺寸精度困难得多。
如上图2所示的主轴箱零件,其主轴孔要求与M 面的距离为z ,与N 面的距离为x 。
由于主轴孔在箱体两壁上都有,并且要求与M 面及N 面平行,因此要以M 面为安装面,限制Z Y X r ))、、三个自由度,以N 面为导向面,限制X r 和Z )两个自由度。
要保证这些空间位置,M 面与N 面必须有较高的加工精度。
(位置公差是关联实际要素的方向或位置对基准所允许的变动全量。
位置公差又分为定向公差(平行度、垂直度、倾斜度)、定位公差(同轴度、对程度、位置度)、跳动公差(圆跳动、全跳动))(3) 应尽量选择零件的主要表面为定位基准,因为主要表面是决定该零件其他表面的基准,也就是主要的设计基准。
如上例中的主轴箱零件,M 面和N 面就是主要表面,许多表面的位置都是由这两个表面来决定的,因此选主要表面为定位基准,可使设计基准与定位基准重合。
(4) 定位基准应便于夹紧,在加工过程中稳定可靠。
2. 粗基准选择原则(1) 保证相互位置要求的原则(2) 保证加工表面加工余量合理分配的原则(3) 便于工件的装夹原则(4) 粗基准一般只能使用一次,应尽量避免重复使用图6 (a) (b)图7 (a ) (b )图8 基准不重合误差 (a )工件的设计基准 (b )基准不重合误差 (5) 在没有要求保证重要表面加工余量均匀的情况下,若零件上每个表面都要加工,则应以加工余量最小的表面最为粗基准。
图6(a )为一阶梯轴零件图,(b )图为该零件的现有毛坯图。
制定机械加工工艺规程的原则
机械加工工艺规程是指在机械加工过程中,针对不同零部件进行制定的一系列规范和流程,其主要目的是确保机械加工工作的质量和效率。
在制定机械加工工艺规程时,应遵循以下原则:
1. 安全第一:机械加工过程中往往涉及到高速旋转的部件和锋利的切削工具,在制定工艺规程时一定要考虑到员工的安全问题。
2. 严谨科学:机械加工工艺规程应该是科学的、可操作的、可实施的,必须要严谨的制定流程和规范。
3. 精益求精:机械加工是一个精细、复杂的工艺,机械加工工艺规程必须要精益求精,不断的进行完善和改进。
4. 人性化:机械加工工艺规程应该符合人的工作习惯和机械加工员的操作习惯,要考虑到员工的舒适度和工作效率。
5. 经济实用:机械加工工艺规程应该尽可能地减少浪费,提高加工效率,提高成品率,从而达到经济实用的目的。
综上所述,制定机械加工工艺规程时应该遵循安全第一、严谨科学、精益求精、人性化、经济实用的原则,从而制定出高效、可靠、安全的机械加工工艺规程。
制定机械加工工艺规程的步骤和方法工艺规程是生产工人操作的依据,在加工过程中操作者要不折不扣地按照工艺规程进行生产。
随着新技术、新设备的不断出现,作为指导生产活动的工艺规程也必须与时俱进,不断创新,不断完善。
笔者就如何制定机械加工工艺规程的步骤谈一下浅显的看法。
一、机械加工工艺规程在生产过程中的作用1.工艺规程是指导生产的最基本、最主要的技术文件在执行过程中,如果发现工艺规程有错误或有好的建议,应及时向有关人员反映,经该工艺规程的主管工艺人员更改并经批准后才能执行,不能按照自己的想法随意更改。
一个零件的工艺过程是一个整体,对过程中任何工序的更改都要从整体的观点去分析。
2.工艺规程是进行生产准备和生产管理的依据工艺规程是由产品设计到加工制造的桥梁。
为了把零件的设计图样变成产品,必须在物资方面以及生产管理方面做一系列的准备工作。
3.工艺规程是新厂建设和旧厂改造的重要技术资料在建设新厂或在老厂的基础上为某种新产品的投产扩建车间时,工艺规程可以提供生产需要的机床和其他设备的种类、规格、数量、各类设备的布局、建筑面积、生产工人的工种、数量以及必须具备的技术等级等数据。
二、制定工艺规程所依据的技术资料制定工艺规程的工作是从研究零件图及其技术条件开始的。
工艺人员在制定工艺规程时,首先要确定其内容,将这些内容划分成工序,进而为各工序选择适当的设备,并根据零件图和规定的生产纲领决定取得毛坯的方法。
由此可见,制定工艺规程应当具备以下主要技术资料。
1.产品零件图及有关部件图或总装图产品零件图和与之相应的技术条件是规定对所制零件要求的唯一文件,是零件制成后进行检验和验收的唯一依据。
因此,产品零件图应当正确而完善。
工艺人员在为制定工艺规程而研究产品零件图时,其主要目的是认真领会零件图的各项技术要求,并采取相应的对策以确保产品质量。
2.生产纲领生产纲领是指在一定的时间内应当出产的产品数量。
有了规定的生产纲领,才能据以确定采用哪种方式组织生产,才能合理地确定毛坯的制造方法,才能在拟订工艺过程时确定工序集中或工序分散的程度。
工艺技术路线
技术路线的设计原则
1、明确生产需求与目标:
明确技术路线的设计、确定生产过程与参数要求,旨在达成当前生产周期、产品性能、产品质量以及消费者使用及安全标准上的要求。
2、确定所需设备:
根据生产需求获知所需设备,它可能包括机械设备、机电设备、仪器仪表等。
3、确定工艺流程:
确立实际生产中的工序及其工艺流程,它可以分解成一系列的步骤,这些步骤又可以分为原料加工、电梯加工、焊接加工、装配加工、成品检测等步骤。
4、安排生产时间:
根据确定的工艺流程,安排合理的生产时间,这种时间安排可以使工艺流程不会出现停滞,可以将计划与实际时间作比较,提出改进措施。
5、考虑质量控制:
设计的技术路线要考虑质量控制,从原料进料到产品完工检验,形成一个完整的质量控制体系,在该体系中,应有合理的抽检、检查程序、质量指标及检测方法。
6、制定标准作业规程:
根据技术路线设定的工序及工艺流程,制定标准作业规程,以达到技术路线设计要求,从而保证产品质量及完成生产任务。
7、考虑成本:
成本是衡量技术路线投资回报的重要依据,可以从生产过程中考虑到和控制成本,包括劳动成本、原料成本、设备更替及能源成本等,从而提高生产效率和质量,降低生产成本。