游标卡尺测量方法
- 格式:doc
- 大小:1.46 MB
- 文档页数:10
游标卡尺的使用方法
1、戴上手套把游标卡尺拿出来,用布把尺的表面的油擦干净(用防止尺身生锈)使其并拢,查看游标和主尺身的零刻度线是否对齐。
如果对齐就可以进行测量:如没有对齐则要记取零误差。
2、测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数(注意要两臂都贴紧物体)。
3、读数时首先以游标零刻度线为准在尺身上读取毫米整数,读数时首先以游标零刻度线为准在尺身上读取毫米整数。
比如第三条尺寸线与尺身的刻度线对其那小数部分的度数即为0.3毫米(如果没对正就要取最为贴近的那条线为准)。
4、判断哪条刻度线与尺寸本身的刻度线对齐可以用以下方法?。
5、定相邻的三条线,如左侧的线在尺身对应线左右,右侧的线在尺身对应线之左,中间那条线便可以认为是对准了。
6、测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间。
确保测量精准。
7、用完游标卡尺之后要记得涂上上防护油,平放在合内。
以防生锈或弯曲。
游标卡尺的四种使用方法游标卡尺是一种常见的测量工具,广泛应用于机械加工、制造等领域。
它具有精度高、使用简便等特点,在测量长度、直径、深度等方面有着重要的作用。
下面将介绍游标卡尺的四种使用方法。
一、测量长度测量长度是游标卡尺最常见的使用方法之一。
首先,将游标卡尺的两个测量爪打开,将被测物体放入两爪之间,然后轻轻闭合测量爪,使其与被测物体紧密贴合。
接下来,通过游标卡尺上的刻度线,读取被测物体的长度。
需要注意的是,读数时要对准刻度线,并注意游标卡尺的零刻度位置。
二、测量外径测量外径是游标卡尺的另一种常见使用方法。
首先,将游标卡尺的两个测量爪打开,将被测物体放入两爪之间,然后轻轻闭合测量爪,使其与被测物体的外表面紧密接触。
接下来,通过游标卡尺上的刻度线,读取被测物体的外径。
同样需要注意的是,读数时要对准刻度线,并注意游标卡尺的零刻度位置。
三、测量内径测量内径是游标卡尺的另一种常见使用方法。
首先,将游标卡尺的两个测量爪打开,将被测物体放入两爪之间,然后轻轻闭合测量爪,使其与被测物体的内表面紧密接触。
接下来,通过游标卡尺上的刻度线,读取被测物体的内径。
同样需要注意的是,读数时要对准刻度线,并注意游标卡尺的零刻度位置。
四、测量深度测量深度是游标卡尺的另一种常见使用方法。
首先,将游标卡尺的两个测量爪打开,找到需要测量深度的位置,将测量爪贴近被测物体的底部。
然后,通过游标卡尺上的刻度线,读取被测物体的深度。
同样需要注意的是,读数时要对准刻度线,并注意游标卡尺的零刻度位置。
除了上述四种使用方法外,游标卡尺还可以用于测量其他形状的物体,如球体的直径、圆柱体的高度等。
在使用过程中,需要根据不同的测量对象和要求,选择合适的使用方法,并注意读数的准确性。
游标卡尺具有测量长度、外径、内径和深度等多种使用方法。
它是一种常见且实用的测量工具,可以广泛应用于机械加工、制造等领域。
在使用游标卡尺时,需要仔细操作,确保测量结果的准确性。
游标卡尺的四种使用方法游标卡尺是一种常用的测量工具,广泛应用于各个领域。
它的四种使用方法包括:外径测量、内径测量、深度测量和高度测量。
一、外径测量外径测量是游标卡尺最常见的使用方法之一。
在进行外径测量时,首先需要将游标卡尺的两只测量钳放在待测物体的两侧,然后用拇指旋转固定螺母,使两只测量钳夹紧待测物体。
接下来,可以通过游标卡尺上的刻度线,来读取待测物体的外径尺寸。
在读取尺寸时,需要注意游标卡尺的零点位置,确保准确度。
二、内径测量内径测量是另一种常见的游标卡尺使用方法。
在进行内径测量时,需要使用卡尺上的测量钳来测量待测物体的内部直径尺寸。
与外径测量类似,内径测量也需要夹紧待测物体,然后读取游标卡尺上的刻度线来获取尺寸。
在进行内径测量时,需要注意游标卡尺的测量钳是否能够完全插入待测物体,以确保准确度。
三、深度测量深度测量是游标卡尺的又一种常用方法。
在进行深度测量时,需要将游标卡尺的测量钳插入到待测物体的孔洞或槽口中,然后通过游标卡尺上的刻度线来读取深度尺寸。
在进行深度测量时,需要注意游标卡尺的测量钳是否能够完全插入物体,并且要保持垂直,以确保准确度。
四、高度测量高度测量是游标卡尺的另一种常见使用方法。
在进行高度测量时,需要将游标卡尺的底座放在待测物体的平面上,然后调整游标卡尺的测量钳,使其与待测物体的顶部接触。
接下来,通过读取游标卡尺上的刻度线来获取高度尺寸。
在进行高度测量时,需要确保游标卡尺的底座与待测物体的平面保持平行,以确保准确度。
总结:游标卡尺作为一种常用的测量工具,具有外径测量、内径测量、深度测量和高度测量四种使用方法。
在使用游标卡尺进行测量时,需要注意夹紧物体、插入物体、保持垂直或平行等操作步骤,以确保测量结果的准确性。
同时,合理选择游标卡尺的测量范围和精度,也是保证测量准确度的重要因素。
通过熟练掌握游标卡尺的使用方法,可以提高测量效率和准确度,为各个领域的工作和生产提供有力的支持。
游标卡尺的使用方法游标卡尺是一种精密测量工具,常用于工程、制造和科学领域。
它可以精确测量物体的长度、直径和厚度,是一种非常实用的测量工具。
下面将介绍游标卡尺的使用方法,希望可以帮助大家正确、准确地使用这一工具。
第一步:了解游标卡尺的结构游标卡尺通常由主尺、游标、刻度盘和测微螺钉等部分组成。
主尺用于测量整数部分,游标用于测量小数部分,刻度盘用于读取游标的位置,测微螺钉用于微小调节。
在使用游标卡尺之前,需要对其结构有所了解,这样才能更好地使用它进行测量。
第二步:正确握持游标卡尺在使用游标卡尺时,需要正确握持它,以确保测量的准确性。
通常情况下,大部分游标卡尺都有一个固定的主尺和一个可移动的游标。
在测量时,需要将游标卡尺的主尺放置在物体的一端,然后用手指轻轻地按住游标,将其移动到另一端,直到游标与物体接触。
在移动游标的过程中,需要保持游标卡尺的平稳,避免出现晃动和偏差。
第三步:读取游标卡尺的测量数值当游标卡尺的游标移动到物体的另一端后,就可以开始读取测量数值了。
通常情况下,游标卡尺的刻度盘上会有一个固定的零点,而游标上则会有一条刻度线。
在读取测量数值时,需要将刻度盘上的整数部分与游标上的刻度线对齐,然后再根据游标所在的刻度线来确定小数部分。
通过这样的方法,就可以准确地读取出物体的长度、直径或厚度等测量数值了。
第四步:注意游标卡尺的精度游标卡尺通常具有较高的测量精度,但在使用过程中还是需要注意一些细节,以确保测量的准确性。
首先,要确保游标卡尺的刻度清晰可见,避免出现模糊或不清晰的情况。
其次,要注意游标卡尺的使用环境,避免受到外界因素的影响,如温度、湿度等。
另外,在测量过程中要尽量避免出现晃动和偏差,以确保测量结果的准确性。
第五步:正确保养游标卡尺在使用完游标卡尺之后,需要对其进行正确的保养,以延长其使用寿命。
首先,要将游标卡尺放置在干燥通风的环境中,避免受潮或受到腐蚀。
其次,要定期对游标卡尺进行清洁和润滑,以确保其运动部件的灵活性和精度。
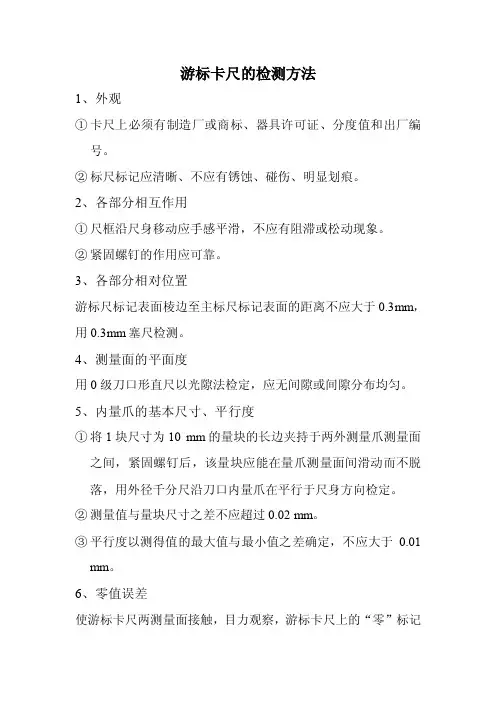
游标卡尺的检测方法
1、外观
①卡尺上必须有制造厂或商标、器具许可证、分度值和出厂编
号。
②标尺标记应清晰、不应有锈蚀、碰伤、明显划痕。
2、各部分相互作用
①尺框沿尺身移动应手感平滑,不应有阻滞或松动现象。
②紧固螺钉的作用应可靠。
3、各部分相对位置
游标尺标记表面棱边至主标尺标记表面的距离不应大于0.3mm,用0.3mm塞尺检测。
4、测量面的平面度
用0级刀口形直尺以光隙法检定,应无间隙或间隙分布均匀。
5、内量爪的基本尺寸、平行度
①将1块尺寸为10 mm的量块的长边夹持于两外测量爪测量面
之间,紧固螺钉后,该量块应能在量爪测量面间滑动而不脱落,用外径千分尺沿刀口内量爪在平行于尺身方向检定。
②测量值与量块尺寸之差不应超过0.02 mm。
③平行度以测得值的最大值与最小值之差确定,不应大于0.01
mm。
6、零值误差
使游标卡尺两测量面接触,目力观察,游标卡尺上的“零”标记
和“尾”标记与主标尺相应标记的重合度。
“零”值误差不能超过±0.005 mm。
7、示值误差
①测量均匀分布的3个点(如41.2、81.5、121.8)。
②每一受检点应在量爪的里端和外端两位置检定。
③测得值与量块标准尺寸偏差不超过±0.02 mm。
8、深度测量杆的检测
用两块尺寸为20 mm的量块置于平板上,使尺身测量面与量块接触,伸出测量杆测量面与平板接触,然后在尺身上读数,该点示值误差不应超过0.02 mm。
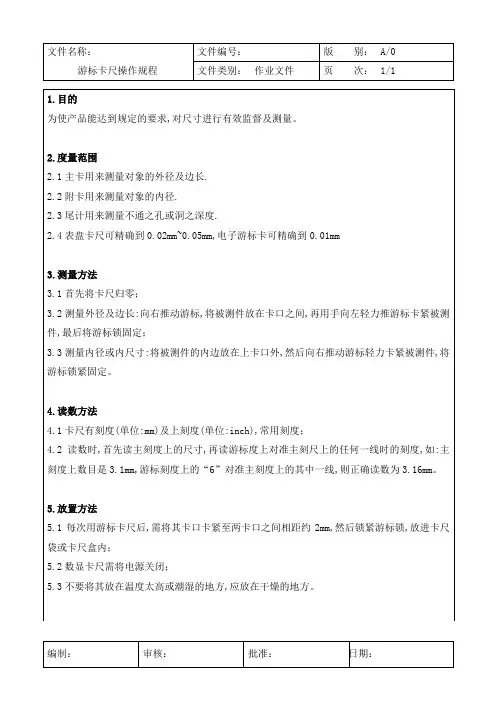
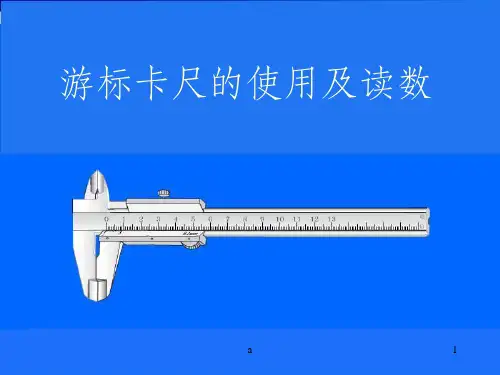
游标卡尺的使用
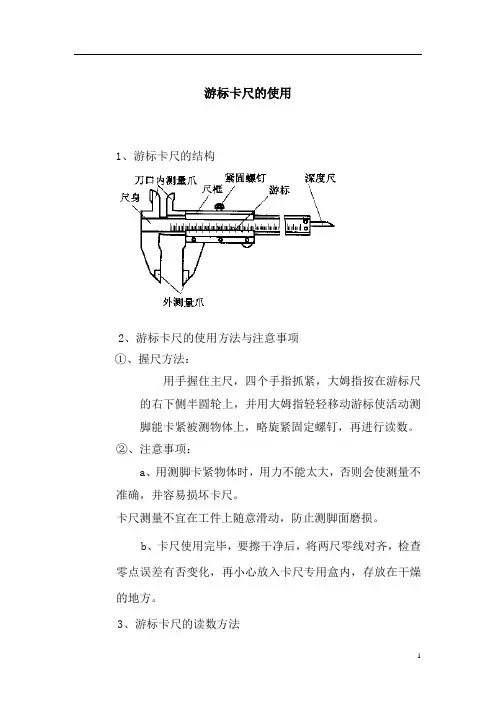
1、游标卡尺的结构
2、游标卡尺的使用方法与注意事项
①、握尺方法:
用手握住主尺,四个手指抓紧,大姆指按在游标尺的右下侧半圆轮上,并用大姆指轻轻移动游标使活动测脚能卡紧被测物体上,略旋紧固定螺钉,再进行读数。
②、注意事项:
a、用测脚卡紧物体时,用力不能太大,否则会使测量不准确,并容易损坏卡尺。
卡尺测量不宜在工件上随意滑动,防止测脚面磨损。
b、卡尺使用完毕,要擦干净后,将两尺零线对齐,检查零点误差有否变化,再小心放入卡尺专用盒内,存放在干燥的地方。
3、游标卡尺的读数方法
尺身与游标每格之差为:
1 - 49/50 = 0.02(mm)
此差值即为0.02mm游标卡尺的测量精度。
②.读数方法
用游标卡尺测量工件时,读数方法分三个步骤:
(1)读出游标上零线左面尺身上的毫米整数;(如图为3mm)(2)读出游标上哪一条刻线与尺身刻线对齐(第一条零线不算,第二条起每格算0.02mm); (如图是6大格后面的第3小格与尺身刻线对齐,根据0.02mm游标卡尺的刻线方式1大格为0.1mm,1小格为0.02mm,则此时与尺身对齐的示数为0.66mm)
(3)把尺身和游标上的尺寸加起来即为测得尺寸。
(如图即为3mm+0.66mm=3.66mm)。
游标卡尺测量方法应用游标读数原理制成的量具有;游标卡尺,高度游标卡尺、深度游标卡尺、游标量角尺(如万能量角尺)和齿厚游标卡尺等,用以测量零件的外径、内径、长度、宽度,厚度、高度、深度、角度以及齿轮的齿厚等,应用范围非常广泛。
一游标卡尺的结构型式游标卡尺是一种常用的量具,具有结构简单、使用方便、精度中等和测量的尺寸范围大等特点,可以用它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应用范围很广。
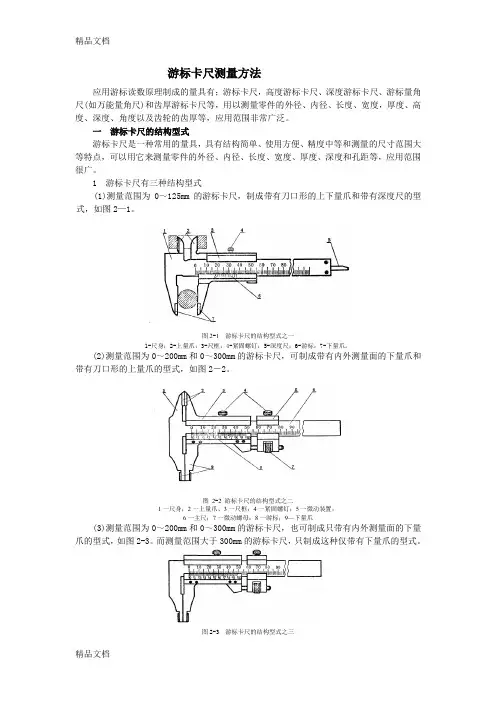
1 游标卡尺有三种结构型式(1)测量范围为0~125mm的游标卡尺,制成带有刀口形的上下量爪和带有深度尺的型式,如图2—1。
图2-1 游标卡尺的结构型式之一1-尺身;2-上量爪;3-尺框;4-紧固螺钉;5-深度尺;6-游标;7-下量爪。
(2)测量范围为0~200mm和0~300mm的游标卡尺,可制成带有内外测量面的下量爪和带有刀口形的上量爪的型式,如图2―2。
图2-2 游标卡尺的结构型式之二1一尺身;2一上量爪、3一尺框;4一紧固螺钉;5一微动装置;6一主尺;7一微动螺母;8一游标;9—下量爪(3)测量范围为0~200mm和0~300mm的游标卡尺,也可制成只带有内外测量面的下量爪的型式,如图2-3。
而测量范围大于300mm的游标卡尺,只制成这种仅带有下量爪的型式。
图2-3 游标卡尺的结构型式之三2 游标卡尺主要由下列几部分组成(1)具有固定量爪的尺身,如图2-2中的1。
尺身上有类似钢尺一样的主尺刻度,如图2―2中的6。
主尺上的刻线间距为1mm。
主尺的长度决定于游标卡尺的测量范围。
(2)具有活动量爪的尺框,如图2-2中的3。
尺框上有游标,如图2―2中的8,游标卡尺的游标读数值可制成为0.1;0.05和0.02mm的三种。
游标读数值,就是指使用这种游标卡尺测量零件尺寸时,卡尺上能够读出的最小数值。
(3)在0~125mm的游标卡尺上,还带有测量深度的深度尺,如图2―1中的5。
深度尺固定在尺框的背面,能随着尺框在尺身的导向凹槽中移动。
游标卡尺的四种使用方法游标卡尺是一种用于测量物体长度、宽度和深度的精密测量工具。
它的使用方法多种多样,下面将介绍游标卡尺的四种常见使用方法。
一、直接测量法直接测量法是游标卡尺最基本的使用方法,也是最常见的一种。
使用时,将游标卡尺的两个测量脚放在要测量的物体两端,然后读取游标卡尺上的刻度值。
游标卡尺通常有毫米和英寸两种刻度,刻度值可直接表示测量物体的长度。
二、内径测量法内径测量法适用于测量管道、孔洞等内部直径。
具体操作是将游标卡尺的两个测量脚放入要测量的管道或孔洞中,然后旋转游标卡尺的螺旋调节钮,使两个测量脚贴紧内壁,最后读取游标卡尺上的刻度值。
内径测量法要求测量脚与内壁间的接触点应均匀分布,以确保测量的准确性。
三、外径测量法外径测量法适用于测量圆柱体、圆棒等物体的外部直径。
使用时,将游标卡尺的测量脚放在要测量物体的两端,然后读取游标卡尺上的刻度值。
为了提高测量的准确性,外径测量时应尽量保持测量脚与物体的垂直状态,并避免测量脚滑动或倾斜。
四、深度测量法深度测量法适用于测量孔洞、槽口等物体的深度。
具体操作是将游标卡尺的测量脚放在要测量物体的底部,然后将游标卡尺垂直放置,使测量脚与物体接触,并读取游标卡尺上的刻度值。
深度测量时需注意测量脚与物体的垂直度,以及测量脚与底部的接触情况,以确保测量结果的准确性。
除了以上四种常见的使用方法外,游标卡尺还可以用于测量角度、测量不规则物体等。
测量角度时,可通过游标卡尺的刻度值计算出角度大小;测量不规则物体时,可通过多次测量并取平均值来提高测量的准确性。
游标卡尺是一种功能强大的测量工具,具有多种使用方法。
无论是直接测量、内径测量、外径测量还是深度测量,都需要注意测量脚与物体的接触情况、测量脚的垂直度以及读取刻度值的准确性。
合理、正确地使用游标卡尺,可以提高测量的准确性,并满足不同测量需求。
游标卡尺使用的流程1. 简介游标卡尺是一种常用的测量工具,用于测量物体的长度、宽度和深度等尺寸。
它由一个移动的下巴和一个固定的上部组成,通过移动下巴去夹住待测物体并读取尺度上的数值来得到准确的尺寸。
2. 准备工作在使用游标卡尺之前,需要进行以下准备工作:•确保游标卡尺的清洁:使用干净的布或纸巾清洁游标卡尺的移动部分,以确保其移动顺畅。
•确认游标卡尺的零点位置:将下巴完全关闭并对齐,确保游标卡尺的尺度读数为零。
3. 测量步骤按照以下步骤正确使用游标卡尺进行测量:1.将待测物体放置在需要测量的表面上。
2.打开游标卡尺的下巴,将下巴的移动部分夹住待测物体。
3.确保下巴夹紧物体,但不要用太大的力量,以免损坏物体或游标卡尺。
4.观察尺度读数并记录:读取下巴移动部分上与尺度表盘上对齐的数值。
请注意,游标卡尺通常有英尺和厘米两种尺度,根据需要选择合适的尺度进行读取。
5.对于深度测量,可以使用游标卡尺的底部尖端进行测量。
将尖端对齐待测物体的底部,然后读取尺度表盘上的数值。
6.重复测量以确保准确性:建议对同一尺寸进行多次测量并取平均值,以提高准确性。
4. 注意事项在使用游标卡尺进行测量时,需要注意以下事项:•避免施加过大的力量:下巴夹紧物体时,应该施加适度的力量,以免损坏游标卡尺或物体。
•避免晃动:在进行测量时,保持手稳定、不晃动,以确保准确的测量结果。
•避免遮挡:确保待测物体没有被手指或其他物体遮挡,以免影响测量结果。
•保持水平:在测量长度或宽度时,确保游标卡尺保持水平放置,以避免测量偏差。
•小心尖端使用:在使用游标卡尺的尖端进行深度测量时,应小心操作,以免扎伤手指或损坏物体。
5. 结论游标卡尺是一种简单但非常实用的测量工具,通过正确使用它可以得到精确的尺寸测量结果。
在使用游标卡尺进行测量时,需要密切注意准备工作和注意事项,以确保测量的准确性和安全性。
游标卡尺的正确使用方法
游标卡尺是一种常见的测量工具,它可以用来测量物体的长度、宽度和深度等尺寸。
正确的使用方法可以确保测量结果的准确性,
同时也可以延长游标卡尺的使用寿命。
下面将介绍游标卡尺的正确
使用方法,希望能对大家有所帮助。
首先,使用游标卡尺之前需要确保其表面和刻度清洁无尘。
在
测量之前,可以使用软布轻轻擦拭游标卡尺的刻度,以确保测量结
果的准确性。
接下来,将游标卡尺放置在需要测量的物体上,并确保游标卡
尺的刻度与物体表面平行。
在测量长度时,需要将游标卡尺的两个
刀口紧贴物体的两端,以确保测量结果的准确性。
在测量宽度和深
度时,也需要确保游标卡尺的刀口与物体表面平行,并且紧贴物体
的边缘,以确保测量结果的准确性。
在读取测量结果时,需要注意游标卡尺的刻度单位。
一般来说,游标卡尺的刻度单位包括毫米和英寸两种,需要根据实际情况选择
合适的单位进行测量。
在读取刻度时,应该将眼睛与刻度平行,并
且尽量减少视角偏差,以确保测量结果的准确性。
另外,使用游标卡尺时需要注意避免碰撞和摔落,以免损坏游
标卡尺。
在测量完毕后,应该将游标卡尺放置在干燥通风的地方,
并且避免长时间暴露在阳光下,以防止游标卡尺受潮和变形。
总之,游标卡尺是一种常见的测量工具,正确的使用方法可以
确保测量结果的准确性,延长游标卡尺的使用寿命。
希望大家在使
用游标卡尺时能够按照上述方法进行操作,以获得准确的测量结果。
游标卡尺的正确使用方法
游标卡尺是一种常见的测量工具,广泛应用于机械加工、汽车维修、电子制造等领域。
正确的使用方法不仅可以提高测量的准确性,还可以延长游标卡尺的使用寿命。
下面将介绍游标卡尺的正确使用方法,希望能对大家有所帮助。
首先,使用游标卡尺之前,需要检查游标卡尺的零位是否正确。
将游标卡尺的两个刀口合拢,确保游标卡尺的刻度线上的零点与两个刀口的位置重合。
如果不重合,可以通过调节游标卡尺上的螺丝来进行调整,直到零点与刀口位置完全重合为止。
其次,进行测量时,需要保持游标卡尺的刀口与被测量物体表面垂直接触。
在测量内径时,可以通过游标卡尺的两个刀口夹持被测量物体,然后取出测量值。
在测量外径时,需要将被测量物体放置在游标卡尺的刀口之间,再取出测量值。
在测量长度时,可以直接将游标卡尺的刀口对准被测量物体的两端,然后取出测量值。
另外,需要注意的是,在使用游标卡尺进行测量时,要尽量避免手指直接接触刀口,以免影响测量的准确性。
在读取测量值时,应该将眼睛与刻度线平行,以减小视觉误差。
如果测量值落在刻度线之间,应该按照刻度线的精度进行估算,以获得更精确的测量结果。
最后,使用完游标卡尺后,应该将其清洁干净,并放置在干燥通风的地方,避免受潮生锈。
在存放时,最好将游标卡尺放置在专用的箱子或袋子中,以防止受到外部物体的损坏。
总之,正确的使用方法可以提高游标卡尺的测量准确性,延长其使用寿命。
希望大家在使用游标卡尺时能够按照上述方法进行操作,以获得更好的测量效果。
游标卡尺的正确使用方法和读法游标卡尺是一种常用的测量工具,它可以精确地测量物体的长度、宽度和深度。
正确的使用方法和读法对于保证测量结果的准确性非常重要。
下面将介绍游标卡尺的正确使用方法和读法。
首先,拿起游标卡尺,注意检查游标卡尺的刻度是否清晰可见,以确保准确读数。
然后,将游标卡尺的两个测量头置于需要测量的物体的两端,确保游标卡尺与物体接触紧密,以避免测量误差。
接下来,用手轻轻地推动游标卡尺,直到两个测量头与物体完全贴合。
在进行测量时,要注意保持游标卡尺的水平,避免倾斜造成测量误差。
在读取游标卡尺的测量结果时,需要注意以下几点。
首先,游标卡尺上通常有两种刻度,一种是毫米刻度,另一种是英寸刻度。
在读取毫米刻度时,应该直接读取游标卡尺上的数字,并注意小数点后的数字。
而在读取英寸刻度时,通常每个小刻度代表1/16英寸,需要根据刻度的位置进行换算。
其次,游标卡尺上通常还有一个主尺和一个游标,主尺上的整数部分代表整数毫米或英寸,而游标上的小数部分代表小数毫米或英寸。
在读取测量结果时,应该将主尺上的整数部分与游标上的小数部分相加,得到最终的测量结果。
除了以上的注意事项之外,还需要注意一些常见的误差和注意事项。
首先,在使用游标卡尺进行测量时,应该尽量避免用手指直接触摸测量头,以免因手指的压力造成测量误差。
其次,在测量较小的物体时,可以使用外部夹具将物体固定在游标卡尺上,以确保测量的准确性。
最后,在进行多次测量时,应该对测量结果进行多次重复,然后取平均值作为最终的测量结果,以减小测量误差。
总之,正确使用游标卡尺并准确读取测量结果对于保证测量的准确性非常重要。
只有在掌握了正确的使用方法和读法之后,才能够有效地使用游标卡尺进行测量工作,并得到准确的测量结果。
希望本文介绍的内容能够对大家有所帮助,在工作和生活中更加准确地使用游标卡尺。
游标卡尺测量方法应用游标读数原理制成的量具有;游标卡尺,高度游标卡尺、深度游标卡尺、游标量角尺(如万能量角尺)和齿厚游标卡尺等,用以测量零件的外径、内径、长度、宽度,厚度、高度、深度、角度以及齿轮的齿厚等,应用范围非常广泛。
一游标卡尺的结构型式游标卡尺是一种常用的量具,具有结构简单、使用方便、精度中等和测量的尺寸范围大等特点,可以用它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应用范围很广。
1 游标卡尺有三种结构型式(1)测量范围为0~125mm的游标卡尺,制成带有刀口形的上下量爪和带有深度尺的型式,如图2—1。
图2-1 游标卡尺的结构型式之一1-尺身;2-上量爪;3-尺框;4-紧固螺钉;5-深度尺;6-游标;7-下量爪。
(2)测量范围为0~200mm和0~300mm的游标卡尺,可制成带有内外测量面的下量爪和带有刀口形的上量爪的型式,如图2―2。
图2-2 游标卡尺的结构型式之二1一尺身;2一上量爪、3一尺框;4一紧固螺钉;5一微动装置;6一主尺;7一微动螺母;8一游标;9—下量爪(3)测量范围为0~200mm和0~300mm的游标卡尺,也可制成只带有内外测量面的下量爪的型式,如图2-3。
而测量范围大于300mm的游标卡尺,只制成这种仅带有下量爪的型式。
图2-3 游标卡尺的结构型式之三2 游标卡尺主要由下列几部分组成(1)具有固定量爪的尺身,如图2-2中的1。
尺身上有类似钢尺一样的主尺刻度,如图2―2中的6。
主尺上的刻线间距为1mm。
主尺的长度决定于游标卡尺的测量范围。
(2)具有活动量爪的尺框,如图2-2中的3。
尺框上有游标,如图2―2中的8,游标卡尺的游标读数值可制成为0.1;0.05和0.02mm的三种。
游标读数值,就是指使用这种游标卡尺测量零件尺寸时,卡尺上能够读出的最小数值。
(3)在0~125mm的游标卡尺上,还带有测量深度的深度尺,如图2―1中的5。
深度尺固定在尺框的背面,能随着尺框在尺身的导向凹槽中移动。
游标卡尺测量方法应用游标读数原理制成的量具有;游标卡尺,高度游标卡尺、深度游标卡尺、游标量角尺(如万能量角尺)和齿厚游标卡尺等,用以测量零件的外径、内径、长度、宽度,厚度、高度、深度、角度以及齿轮的齿厚等,应用范围非常广泛。
一游标卡尺的结构型式游标卡尺是一种常用的量具,具有结构简单、使用方便、精度中等和测量的尺寸范围大等特点,可以用它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应用范围很广。
1 游标卡尺有三种结构型式(1)测量范围为0~125mm的游标卡尺,制成带有刀口形的上下量爪和带有深度尺的型式,如图2—1。
图2-1 游标卡尺的结构型式之一1-尺身;2-上量爪;3-尺框;4-紧固螺钉;5-深度尺;6-游标;7-下量爪。
(2)测量范围为0~200mm和0~300mm的游标卡尺,可制成带有内外测量面的下量爪和带有刀口形的上量爪的型式,如图2―2。
图2-2 游标卡尺的结构型式之二1一尺身;2一上量爪、3一尺框;4一紧固螺钉;5一微动装置;6一主尺;7一微动螺母;8一游标;9—下量爪(3)测量范围为0~200mm和0~300mm的游标卡尺,也可制成只带有内外测量面的下量爪的型式,如图2-3。
而测量范围大于300mm的游标卡尺,只制成这种仅带有下量爪的型式。
图2-3 游标卡尺的结构型式之三2 游标卡尺主要由下列几部分组成(1)具有固定量爪的尺身,如图2-2中的1。
尺身上有类似钢尺一样的主尺刻度,如图2―2中的6。
主尺上的刻线间距为1mm。
主尺的长度决定于游标卡尺的测量范围。
(2)具有活动量爪的尺框,如图2-2中的3。
尺框上有游标,如图2―2中的8,游标卡尺的游标读数值可制成为0.1;0.05和0.02mm的三种。
游标读数值,就是指使用这种游标卡尺测量零件尺寸时,卡尺上能够读出的最小数值。
(3)在0~125mm的游标卡尺上,还带有测量深度的深度尺,如图2―1中的5。
深度尺固定在尺框的背面,能随着尺框在尺身的导向凹槽中移动。
测量深度时,应把尺身尾部的端面靠紧在零件的测量基准平面上。
(4)测量范围等于和大于200mm的游标卡尺,带有随尺框作微动调整的微动装置,如图2―2中的5。
使用时,先用固定螺钉4把微动装置5固定在尺身上,再转动微动螺母7,活动量爪就能随同尺框3作微量的前进或后退。
微动装置的作用,是使游标卡尺在测量时用力均匀,便于调整测量压力,减少测量误差。
目前我国生产的游标卡尺的测量范围及其游标读数值见表2-1。
测量范围游标读数值测量范围游标读数值0~25 0.02;0.05;0.10 300~800 0.05;0.100~200 0.02;0.05;0.10 400~1000 0.05;0.100~300 0.02;0.05;0.10 600~1500 0.05;0.100~500 0.05;0.10 800~2000 0.10二游标卡尺的读数原理和读数方法游标卡尺的读数机构,是由主尺和游标(如图2―2中的6和8)两部分组成。
当活动量爪与固定量爪贴合时,游标上的“0”刻线(简称游标零线)对准主尺上的“0”刻线,此时量爪间的距离为“0”,见图2―2。
当尺框向右移动到某一位置时,固定量爪与活动量爪之间的距离,就是零件的测量尺寸,见图2―1。
此时零件尺寸的整数部分,可在游标零线左边的主尺刻线上读出来,而比1mm小的小数部分,可借助游标读数机构来读出,现把三种游标卡尺的读数原理和读数方法介绍如下。
1游标读数值为0.1mm的游标卡尺如图2―4(a)所示,主尺刻线间距(每格)为1mm,当游标零线与主尺零线对准(两爪合并)时,游标上的第10刻线正好指向等于主尺上的9mm,而游标上的其他刻线都不会与主尺上任何一条刻线对准。
游标每格间距=9mm÷10=0.9mm主尺每格间距与游标每格间距相差=1mm-0.9mm=0.1mm0.1mm即为此游标卡尺上游标所读出的最小数值,再也不能读出比0.1mm小的数值。
当游标向右移动0.1mm时,则游标零线后的第1根刻线与主尺刻线对准。
当游标向右移动0.2mm时,则游标零线后的第2根刻线与主尺刻线对准,依次类推。
若游标向右移动0.5mm,如图2-4(b),则游标上的第5根刻线与主尺刻线对准。
由此可知,游标向右移动不足1mm的距离,虽不能直接从主尺读出,但可以由游标的某一根刻线与主尺刻线对准时,该游标刻线的次序数乘其读数值而读出其小数值。
例如,图2―4(b)的尺寸即为:5×0.1=0.5(mm)。
图2-4 游标读数原理另有1种读数值为0.1mm的游标卡尺,图2-5(a) 所示,是将游标上的10格对准主尺的19mm,则游标每格=19mm÷10=1.9mm,使主尺2格与游标1格相差=2-1,9=0.1mm。
这种增大游标间距的方法,其读数原理并未改变,但使游标线条清晰,更容易看准读数。
在游标卡尺上读数时,首先要看游标零线的左边,读出主尺上尺寸的整数是多少毫米,其次是找出游标上第几根刻线与主尺刻线对准,该游标刻线的次序数乘其游标读数值,读出尺寸的小数,整数和小数相加的总值,就是被测零件尺寸的数值。
在图2-5(b)中,游标零线在2与3mm之间,其左边的主尺刻线是2mm,所以被测尺寸的整数部分是2mm,再观察游标刻线,这时游标上的第3根刻线与主尺刻线对准。
所以,被测尺寸的小数部分为3×0.1=0.3(mm),被测尺寸即为2+0.3=2.3(mm)。
2 游标读数值为0.05mm的游标卡尺图2-5 (c)所示,主尺每小格1mm,当两爪合并时,游标上的20格刚好等于主尺的39mm,则游标每格间距=39mm÷20=1.95mm主尺2格间距与游标1格间距相差=2-1.95=0.05(mm)0.05mm即为此种游标卡尺的最小读数值。
同理,也有用游标上的20格刚好等于主尺上的19mm,其读数原理不变。
在图2―5(d)中,游标零线在32mm与33mm之间,游标上的第11格刻线与主尺刻线对准。
所以,被测尺寸的整数部分为32mm,小数部分为11×0.05=0.55(mm),被测尺寸为32+0.55=32.55(mm)。
图2-5 游标零位和读数举例3 游标读数值为0.02mm的游标卡尺图2―5(e) 所示,主尺每小格1mm,当两爪合并时,游标上的50格刚好等于主尺上的49mm,则游标每格间距=49mm ÷50=0.98mm主尺每格间距与游标每格间距相差=1-0.98=0.02(mm) 0.02mm 即为此种游标卡尺的最小读数值。
在图2―5(f)中,游标零线在123mm 与124mm 之间,游标上的11格刻线与主尺刻线对准。
所以,被测尺寸的整数部分为123mm ,小数部分为11×0.02=0.22(mm),被测尺寸为123十0.22=123.22(mm)。
我们希望直接从游标尺上读出尺寸的小数部分,而不要通过上述的换算,为此,把游标的刻线次序数乘其读数值所得的数值,标记在游标上,见图2-5,这样使读数就方便了。
三 游标卡尺的测量精度测量或检验零件尺寸时,要按照零件尺寸的精度要求,选用相适应的量具。
游标卡尺是一种中等精度的量具,它只适用于中等精度尺寸的测量和检验。
用游标卡尺去测量锻铸件毛坯或精度要求很高的尺寸,都是不合理的。
前者容易损坏量具,后者测量精度达不到要求,因为量具都有一定的示值误差,游标卡尺的示值误差见表2-2。
表2-2 游标卡尺的示值误差 mm 游标读数值 示值总误差 0.02 ±0.02 0.05 ±0.05 0.10±0.10游标卡尺的示值误差,就是游标卡尺本身的制造精度,不论你使用得怎样正确,卡尺本身就可能产生这些误差。
例如,用游标读数值为0.02mm 的0~125mm 的游标卡尺(示值误差为±0.02mm),测量 50mm 的轴时,若游标卡尺上的读数为50.00mm ,实际直径可能是50.02mm ,也可能是 49.98mm 。
这不是游标尺的使用方法上有什么问题,而是它本身制造精度所允许产生的误差。
因此,若该轴的直径尺寸是IT5级精度的基准轴 ( ),则轴的制造公差为0.025mm ,而游标卡尺本身就有着±0.02mm 的示值误差,选用这样的量具去测量,显然是无法保证轴径的精度要求的。
如果受条件限制(如受测量位置限制),其他精密量具用不上,必须用游标卡尺测量较精密的零件尺寸时,又该怎么办呢?此时,可以用游标卡尺先测量与被测尺寸相当的块规,消除游标卡尺的示值误差(称为用块规校对游标卡尺)。
例如,要测量上述 50mm 的轴时,先测量50mm 的块规,看游标卡尺上的读数是不是正好50mm 。
如果不是正好50mm ,则比50mm 大的或小的数值,就是游标卡尺的实际示值误差,测量零件时,应把此误差作为修正值考虑进去。
例如,测量50mm 块规时,游标卡尺上的读数为49.98mm ,即游标卡尺的读数比实际尺寸小0.02mm ,则测量轴时,应在游标卡尺的读数上加上0.02mm ,才是轴的实际直径尺寸,若测量50mm 块规时的读数是50.01mm ,则在测量轴时,应在读数上减去0.01mm ,才是轴的实际直径尺寸。
另外,游标卡尺测量时的松紧程度(即测量压力的大小)和读数误差(即看准是那一根刻线对准),对测量精度影响亦很大。
所以,当必须用游标卡尺测量精度要求较高的尺寸时,最好采用和测量相等尺寸的块规相比较的办法。
四 游标卡尺的使用方法量具使用得是否合理,不但影响量具本身的精度,且直接影响零件尺寸的测量精度,甚至发生质量事故,对国家造成不必要的损失。
所以,我们必须重视量具的正确使用,对测量技术精益求精,务使获得正确的测量结果,确保产品质量。
使用游标卡尺测量零件尺寸时,必须注意下列几点:1 测量前应把卡尺揩干净,检查卡尺的两个测量面和测量刃口是否平直无损,把两个量爪紧密贴合时,应无明显的间隙,同时游标和主尺的零位刻线要相互对准。
这个过程称为φφφφφ校对游标卡尺的零位。
2 移动尺框时,活动要自如,不应有过松或过紧,更不能有晃动现象。
用固定螺钉固定尺框时,卡尺的读数不应有所改变。
在移动尺框时,不要忘记松开固定螺钉,亦不宜过松以免掉了。
3 当测量零件的外尺寸时:卡尺两测量面的联线应垂直于被测量表面,不能歪斜。
测量时,可以轻轻摇动卡尺,放正垂直位置,图2-6所示。
否则,量爪若在如图2-6所示的错误位置上,将使测量结果a比实际尺寸b要大;先把卡尺的活动量爪张开,使量爪能自由地卡进工件,把零件贴靠在固定量爪上,然后移动尺框,用轻微的压力使活动量爪接触零件。
如卡尺带有微动装置,此时可拧紧微动装置上的固定螺钉,再转动调节螺母,使量爪接触零件并读取尺寸。