铝电解异常槽监控等级一览表
- 格式:xls
- 大小:22.50 KB
- 文档页数:1
电解铝行业危险源辨识评价一览表二〇一六年七月目录一、电解分厂危险源辨识与风险评价一览表 ............................................ - 2 -1、电解工序危险源辨识、评价一览表 ................................................. - 2 -2、辅助工序危险源辨识、评价一览表 ................................................. - 9 -3、电解检修工序危险源辨识、评价一览表 ............................................ - 11 -4、供料净化工序危险源辨识、评价一览表 ............................................ - 24 -二、铸造分厂危险源辨识、评价一览表 ............................................... - 33 -1、铸造岗位危险源辨识、评价一览表 ................................................ - 33 -2、辅助工序危险源辨识、评价一览表 ................................................ - 43 -3、阳极车间危险源辨识、评价一览表 ................................................ - 44 -4、阳极组装工序危险源辨识、评价一览表 ............................................ - 46 -5、残极破碎岗位危险源辨识、评价一览表 ............................................ - 50 -- 1 -一、电解分厂危险源辨识与风险评价一览表- 2 -- 3 -- 4 -- 5 -- 6 -- 7 -- 8 -- 9 -- 10 -- 11 -- 12 -- 13 -- 14 -- 15 -- 16 -- 17 -- 18 -- 19 -- 20 -- 21 -- 22 -- 23 -- 24 -- 25 -- 26 -- 27 -- 28 -- 29 -- 30 -- 31 -- 32 -二、铸造分厂危险源辨识、评价一览表- 33 -- 34 -- 35 -- 36 -- 37 -- 38 -- 39 -- 40 -- 41 -- 42 -- 43 -- 44 -- 45 -- 46 -- 47 -- 48 -- 49 -。
电解铝行业隐患排查治理分配表1. 背景电解铝是生产铝制品的基本原材料,但其生产过程中也存在一些安全隐患,容易造成安全事故。
因此,为了确保生产安全,必须对电解铝行业进行隐患排查,及时发现、整改和治理各类安全隐患。
2. 问题定义在电解铝生产过程中,容易出现以下安全隐患:1.输电线路老化和负荷过大,存在电气火灾风险;2.短路或断路引起的设备损坏,存在机械安全隐患;3.配电室内杂物过多和不规范存放,存在火灾和燃爆隐患;4.管道老化、损坏和泄露,存在化学品泄漏和毒气中毒隐患;5.储罐泄漏和漏液判断不及时,存在火灾和环境污染隐患。
针对上述安全隐患,应制定防范和治理措施,确保生产安全。
3. 措施分配3.1 输电线路老化和负荷过大3.1.1 隐患排查由电力部门负责,排查输电线路老化和负荷过大的情况,并在发现问题后及时向企业反馈,并与企业共同制定整改方案。
3.1.2 防范措施企业应加强输电线路的检修和维护工作,确保输电线路的稳定运行,防止安全事故的发生。
3.2 短路或断路引起的设备损坏3.2.1 隐患排查由企业内部检查人员负责,排查短路或断路引起的设备损坏的情况,并及时报告企业安全管理部门。
3.2.2 防范措施企业应定期对电气设备进行检修和维护,确保电气设备的安全运行,防止安全事故的发生。
3.3 配电室内杂物过多和不规范存放3.3.1 隐患排查由企业内部检查人员和消防部门负责,排查配电室内杂物过多和不规范存放的情况,并及时报告企业安全管理部门,消防部门协助企业制定整改方案。
3.3.2 防范措施企业应加强配电室内的管理,确保杂物有序存放、物品分类明确、出入口畅通,防止火灾和燃爆事故的发生。
3.4 管道老化、损坏和泄露3.4.1 隐患排查由企业内部检查人员和环保部门负责,排查管道老化、损坏和泄露的情况,并及时报告企业安全管理部门、环保部门协助企业制定整改方案。
3.4.2 防范措施企业应加强管道的检修和维护工作,确保管道的密封性和正常运行,防止化学品泄漏和毒气中毒事故的发生。
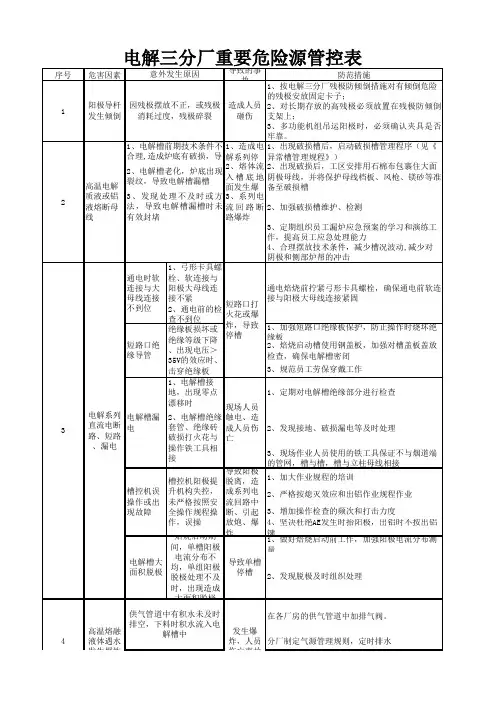
序号危害因素导致的事故防范措施1、按电解三分厂残极防倾倒措施对有倾倒危险的残极安放固定卡子;2、对长期存放的高残极必须放置在残极防倾倒支架上;3、多功能机组吊运阳极时,必须确认夹具是否牢靠。
1、造成电解系列停1、出现破损槽后,启动破损槽管理程序(见《异常槽管理规程》)2、熔体流入槽底地面发生爆2、出现破损后,工区安排用石棉布包裹住大面阴极母线,并将保护母线档板、风枪、镁砂等准备至破损槽3、系列电流回路断路爆炸2、加强破损槽维护、检测3、定期组织员工漏炉应急预案的学习和演练工作,提高员工应急处理能力4、合理摆放技术条件,减少槽况波动,减少对阴极和侧部炉帮的冲击通电时软连接与大母线连接不到位1、弓形卡具螺栓、软连接与阳极大母线连接不紧2、通电前的检查不到位通电焙烧前拧紧弓形卡具螺栓,确保通电前软连接与阳极大母线连接紧固1、加强短路口绝缘板保护,防止操作时烧坏绝缘板2、焙烧启动槽使用钢盖板,加强对槽盖板盖放检查,确保电解槽密闭3、规范员工劳保穿戴工作1、电解槽接地,出现零点漂移时1、定期对电解槽绝缘部分进行检查2、发现接地、破损漏电等及时处理3、现场作业人员使用的铁工具保证不与烟道端的管网,槽与槽,槽与立柱母线相接1、加大作业规程的培训2、严格按熄灭效应和出铝作业规程作业3、增加操作检查的频次和打击力度4、坚决杜绝AE发生时抬阳极,出铝时不按出铝键1、做好焙烧启动前工作,加强阳极电流分布测量2、发现脱极及时组织处理分厂制定气源管理规则,定时排水电解三分厂重要危险源管控表意外发生原因1阳极导杆发生倾倒因残极摆放不正,或残极消耗过度,残极碎裂造成人员砸伤2高温电解质液或铝液熔断母线1、电解槽前期技术条件不合理,造成炉底有破2、电解槽老化,炉底出现裂纹,导致电解槽漏槽3、发现处理不及时或方法,导致电解槽漏槽时未有效封堵导致单槽停槽4高温熔融液体遇水发生爆炸供气管道中有积水未及时排空,下料时积水流入电解槽中发生爆炸,人员伤亡事故3电解系列直流电断路、短路、漏电短路口打火花或爆炸,导致停槽短路口绝缘导管绝缘板损坏或绝缘等级下降、出现电压>35V的效应时、击穿绝缘板电解槽漏电现场人员触电、造成人员伤亡槽控机误操作或出现故障槽控机阳极提升机构失控,未严格按照安全操作规程操作,误操导致阳极脱离,造成系列电流回路中断、引起放炮、爆炸2、电解槽绝缘套管、绝缘砖破损打火花与操作铁工具相接电解槽大面积脱极焙烧启动期间,单槽阳极电流分布不均,单组阳极脱极处理不及时,出现造成在各厂房的供气管道中加排气阀。
电解铝行业危险源辨识、评价一览表电解铝行业危险源辨识评价一览表二〇一六年七月目录一、电解分厂危险源辨识与风险评价一览表............................................ - 2 -1、电解工序危险源辨识、评价一览表................................................. - 2 -2、辅助工序危险源辨识、评价一览表................................................. - 9 -3、电解检修工序危险源辨识、评价一览表............................................ - 11 -4、供料净化工序危险源辨识、评价一览表............................................ - 24 -二、铸造分厂危险源辨识、评价一览表............................................... - 33 -1、铸造岗位危险源辨识、评价一览表................................................ - 33 -2、辅助工序危险源辨识、评价一览表................................................ - 43 -3、阳极车间危险源辨识、评价一览表................................................ - 44 -4、阳极组装工序危险源辨识、评价一览表............................................ - 46 -5、残极破碎岗位危险源辨识、评价一览表............................................ - 50 -- 1 -一、电解分厂危险源辨识与风险评价一览表序号作业区域、地点作业活动危险源可能导致的事故作业条件危险性评价危险级别典型控制措施备注L E C D1电解工岗位电解车间电解槽装炉作业挂极作业时,天车吊运物料时突然滑落,挂极做负载试验时,提升机拉杆断裂。
电解二车间2006年目前破损槽槽号统计
二工段
主要有209#、227#、232#
以上三台槽炉底板温度普遍较高,个别部位均超过190度。
如209#K11-K13处194度,232K14处191度。
且在换极过程中,均捞出过阴极碳块,如209B8处捞出一块长1.0m,宽50cm,厚8cm的阴极碳块,227#A10处捞出一块长30cm,宽30cm,厚5cm的阴极碳块。
目前以上几台槽子工段已重点维护,包括从技术条件,人员管理和处理措施上,其中209#、232#已用风管对炉底板温度过高部位进行降温。
四工段:
主要有404#、422#、429#
(1)404#、429#为侧部钢板氧化严重,侧部炉帮也经常发红,最主要是钢板出现裂纹和较大的缝隙,如429# B6-B8长约1m左右的裂纹,B10直径约10cm洞。
碳砖外露,槽子运行不稳定。
其中429#槽还发生过多次渗漏。
(3)422#槽为炉底隆起,隆起部位在B5-B8之间中缝处,阴极还出现破损。
六工段:
主要有:602#
(2)602#为A10对应阴极处出现破损,破损程度为深10cm,长为1m的裂缝。
以上电解槽在运行管理过程中,维护难度较大,车间针对以上槽子出现的问题,分别已制定出具体措施加以认真维护和调整,但是像209#、232#、422#、602#等阴极出现破损的电解槽,随时都可能发生非计划停槽,经车间研究:
1.建议继续对电解槽进行大修。
2若公司考虑目前经营状况,我们尽力对以上7台电解槽进行维护同时申请将以上电解槽定为破损槽。
电解二车间
2006年11月30日。
铝电解槽智能模糊控制系统槽控机操作使用说明1 部结构简介每一台槽控机由左右两个部分组成,右半部分叫做逻辑部分,是槽控机的核心部分,左半部分叫做动力部分,是槽控箱的供电部分和控制阳极升降的执行单元。
左右两边都有一些连线和电解槽的其它设备相连。
1.槽控机的动力电源(三相、其相电压为380V):该电源的作用提供电解槽上提升电机的动力380V电源,该电源由专用的供电回路提供。
2.槽控机的动力电源(单相、电压交流220V):该电源的作用是用于控制打壳下料电磁阀的线包用电,各种接触器动作线包用电等。
3.槽控机逻辑电源(单相、电压交流220V):该电源经过槽控机的开关电源变换后,提供给槽控机的逻辑单元用电。
4.提升电机动力电源线(三相、相电压为380V):该动力线由槽控机输出,连接到电解槽上的提升电机,当需要进行阳极升降时,经过槽控机的空气开关,主接触器,正转接触器或反转接触器(统称为辅助接触器)将槽控机的动力电源接通,使提升电机正转或反转,带动电解槽上的提升机构达到阳极升降的目的。
5.打壳下料电磁阀连接线(单相、电压为交流220V):该动力线由槽控机输出,连接到电解槽的打壳下料电磁阀的动作线包上,当需要进行打壳下料动作时,经过槽控机固态继电器和槽控机的动力电源接通,使打壳下料电磁阀得电动作,达到向电解槽补充氧化铝的作用。
6.槽控机避雷接地线(目前未接):该线通过电解厂房的接地母线直接和连接,每个槽控机都和这条线相连,该线连接到槽控机的避雷装置的地线上。
该线的作用是使槽控机防雷电袭击和抗电干扰,保证槽控机正常工作,但也是造成槽控机产生相对直流电位差比较高,使维修人员易直流触电的原因,因此,该接地线有利有弊。
7.槽电压采样线:为了控制电解槽,槽控机每0.5秒要对被控电解槽的槽电压进行一次采样,槽电压采样线是槽控机与电解槽直流大母线的连接线。
进入槽控机的槽电压采样线一方面连到槽控机的槽电压表上,进行槽电压瞬时值显示,另一方面经过熔断器连接到槽控机上的V/F转换板上,进行电压频率转换,实现对槽电压的采样。
电解铝行业危险源辨识评价一览表二〇一六年七月目录一、电解分厂危险源辨识与风险评价一览表 ............................................ - 1 -1、电解工序危险源辨识、评价一览表 .................................................. - 1 -2、辅助工序危险源辨识、评价一览表 .................................................. - 9 -3、电解检修工序危险源辨识、评价一览表 ............................................. - 11 -4、供料净化工序危险源辨识、评价一览表 ............................................. - 24 -二、铸造分厂危险源辨识、评价一览表 ..................................... 错误!未定义书签。
1、铸造岗位危险源辨识、评价一览表 ................................................. - 32 -2、辅助工序危险源辨识、评价一览表 ................................................. - 43 -3、阳极车间危险源辨识、评价一览表 ................................................. - 44 -4、阳极组装工序危险源辨识、评价一览表 ............................................. - 46 -5、残极破碎岗位危险源辨识、评价一览表 ............................................. - 50 -一、电解分厂危险源辨识与风险评价一览表1、电解工序危险源辨识、评价一览表。
第一部分电解槽病槽及常见事故处理在铝电解生产中,电解槽并不是一直处于正常运行状态。
由于运行过程受到各种因素的影响,干扰了电解槽的热平衡和物料平衡,产生这样或那样的异常,其表现就是病槽的出现,和一些异常现象的发生。
遇到这种情况,应该根据具体情况,查找原因,施以的正确处理方法,使电解槽尽快恢复正常运行。
现就病槽的形成及常见电解槽异常处理方法叙述如下:一、冷槽当电解槽热收入与支出不平衡时,即电解槽热收入小于热支出时,电解槽走向冷行程,生产中称为冷槽。
(一)冷槽表现1、火苗呈淡蓝紫色/蓝白色,软弱无力;电解质水平明显下降,槽底产生大量沉淀,铝水平上升;电解质温度低,颜色发红,粘度大,流动性差,阳极气体排出受阻,电解质沸腾困难,效应频发。
2、冷槽初期,电解质结壳厚而坚硬,中间下料口有时出现打不开壳,后期,电解质酸性化,结壳变薄而完整。
3、冷槽发展到一定时间后,电解槽便出现炉膛不规整,局部肥大,炉膛收缩炉底沉淀增多,液体电解质分子比降低,电解质水平较低,铝水平持续上涨,极距缩小。
4、阳极效应频频发生,时常出现''闪烁”效应和效应熄灭不良。
5、炉底沉淀增多,致使阳极电流分布不均,导致磁场受影响,铝水波动大,引起电压摆动增多,从而导致阳极电流分布不均,甚至出现阳极脱落的现象。
(二)冷槽处理1、初期冷行程的电解槽处理方法很简单,只要及时发现苗头,适当提高槽电压,增加槽内热量收入,便可恢复正常。
2、提高电解质水平,即从热槽中取出液体电解质灌入槽中,以提高槽温和溶解氧化铝的能力。
3、加强阳极保温,盖好槽盖板,加足保温料,减少电解槽的热量损失。
4、延长加工间隔,尽量减少槽内的热损失,有利于槽内沉淀和结壳的熔化。
5、提高效应系数,利用效应提高槽温,处理槽底沉淀。
6、调整出铝制度,适当吸出些铝水来降低铝水平,提高炉底温度。
在“撤铝水”时,要与槽状况紧密配合,认真准确,防止发生滚铝和压槽现象。
7、调整供电制度,保持电流平稳或调整与供电制度不适应的技术条件。