烧碱装置氯气处理计算汇总
- 格式:doc
- 大小:552.50 KB
- 文档页数:24
1.2氯气处理工序的任务、原理及流程图1.2.1 氯气处理工序的任务氯气处理工序的任务是将电解工序来的湿氯气,洗涤、冷却、干燥、压缩、除NCl3后,送往盐酸工序、液氯工序和用户等.1.2.2 氯气处理工序的原理由电解工序来的湿氯气(温度约85℃左右),通过管路输送进入塔氯气洗涤塔底部(温度约80℃左右),氯气贮槽中的氯水经循环泵送至氯气冷却器(换热器),冷却后进入氯气洗涤塔,洗涤塔为填料塔,氯气经塔上部喷淋逆流,与氯气直接接触,氯气冷却到约40~50℃,并除去氯气所夹带的盐雾. 出塔氯气进入冷却器进一步冷却,氯气出口温度控制在12~18℃,因为当氯气温度在9.6℃湿氯气中的水蒸气会与氯气生成Cl2.8H2O结晶,造成设备管路的阻塞并损失氯气. 在冷却过程中大部分的水被冷凝下来,这样节约用于干燥的硫酸用量,同时一部分冷凝水成雾滴存在于氯气中,所以除雾也是一项降低硫酸单耗,减少酸雾夹带的重要措施. 因此,冷却后氯气经水雾分离器进入干燥系统,水雾的补集在99%以上.氯水洗涤塔冷凝下来的氯水用氯水循环泵打入到氯气冷却器经循环水冷却后进入洗涤塔上部,与氯气进行逆流接触,除去氯气中的杂质和盐分,并降低氯气温度,当氯水到一定液位时,溢流入氯水贮槽. 氯水由氯水循环泵送往废气处理或化学水管网进行处理.冷却后12~18℃的氯气进入干燥塔的下部,与硫酸循环泵打入的硫酸在填料段逆流接触除去氯中水分. 塔底出硫酸,浓度控制在75%以上,由于氯气中的水分被硫酸吸收而放热,这部分热量由循环酸冷却器带走. 干燥塔的氯气出口温度为20℃,塔顶入口酸温度为14℃,塔底出口酸温度为20℃.当干燥塔底部的酸液位超过设定值时,调节阀自动开启,将硫酸打至稀酸贮槽;当循环酸降到低液位时,调节阀关闭或关小;当循环酸浓度低于75%,即使干燥塔下部的液位未达到排酸要求,也应排酸.稀酸贮槽的稀酸,装槽车或装罐后送出界区. 干燥后氯气的指标为含量≧98.5%,氯中含水≦30ppm.1.2.3工艺流程图1- 洗涤塔及氯水箱;2- 一级钛冷却器A并B;3- 二级钛冷却器A并B;4- 湿氯除雾器;5-6 干燥塔(填料塔、泡罩塔);7- 硫酸捕雾器;8- 硫酸高位槽;9- 氯气压缩机;10- 酸雾捕捉器图1-1氯气处理工艺流程图氯气处理采用了淡盐水、冷却水~氯气换热技术, 2 段冷却、 2 段干燥( 泡沫塔和填料塔串联) 技术,工艺流程为:湿氯气→洗涤器→氯气→盐水换热器→一段冷却器→二段冷却器→脱水塔→泡沫塔→填料塔→脱酸塔→氯气泵→氯气分配台→用户及液氯等工段.电解槽出来的85℃湿氯气汇集到氯气总管,经过安全水封后进人氯气洗涤塔,用从换热器和一、二段冷却器中冷凝下来的氯水洗涤氯气,洗涤后氯水排氯水箱,氯气进人换热器,与从盐水工序送来的精盐水进行热交换,再依次进人一段钛冷却塔和二段钛冷却塔,分别用工业水和冷冻水进行冷却,氯气温度降至15℃后进湿氯除雾器脱去水雾,进人泡沫干燥塔,用86% 硫酸进行第一次干燥,再进入填料干燥配台,分配给氯气用户及液氯等工段.第2章 物料衡算和能量衡算2.1计算依据经查西部氯碱厂的电解原料生产氢氧化钠(NaOH ),工业数据查NaOH GB/T1919-94可知固体I 类优等品NaOH 的含量为≥94.0%,除掉检修等等时间的浪费,按每年实际生产时间为8000小时,本设计计算是以西部氯碱厂目前烧碱装置的年产量为基准,生产10万吨/年98%离子膜NaOH ,其生产纯NaOH 的量为:10×104×103×98.0%/(40×8000)=306.250 kmol/h. 电解过程发生的化学反应为:2NaCl+2H 2O=2NaOH + Cl 2 +H 2由电解方程式计算可知理论生产氯气量为:306.250/2=153.1250 kmol/h. 即氯气的理论年产量为:153.1250×8000×70.91/1000=86864.75吨/年.但在实际生产中,考虑到氯气输送过程等条件中有损失,现以2%耗损计算,则进入洗涤塔前氯气的量为:153.1250×(1-2%)=150.0625 kmol/h.经过对电解槽出来的电解气分析可知所含的组分:Cl 2 ,H 2O ,O 2 ,H 2 ,其他杂质(M );其中以干基为基准,物料混合气各组分的含量如下(kmol/h )表示:Cl 2 :≥98.5%, O 2 : ≤0.7%,H 2 :≤0.03%, 其他杂质(M ):≤0.77%; 以100mol 干基混合气为基准,计算混合气各组分的量:2Cl n =98.5; 2O n =0.7; 2H n =0.03; n 其它=0.77根据气体溶解度可知:氧气、氢气、其他杂质在混合气中含量较少,并且在水中的溶解度非常小,即可将这些气体的含量视为常数,则进入洗涤塔前各组分视为量不变。
绿色化学期末考核论文烧碱厂氯气处理回收工艺Caustic Soda Plant With Chlorine Recovery Processes罗晓梅学院:基础与信息工程学院专业:应用化学年级: 2011级云南农业大学2014年5烧碱厂氯气处理回收工艺罗晓梅(云南农业大学基础与信息工程学院,昆明 650201)摘要综述了烧碱厂生产烧碱的原理及工业流程,以及在生产过程中的氯气来源、处理回收利用氯气的方法。
关键字:烧碱氯气回收Caustic Soda Plant With Chlorine Recovery ProcessesLuo Xiaomei( College of Base and Information Yunnan Agriculture University, Yunnan Kunming650201)ABSTRACTCaustic soda plant in the production of caustic soda are reviewed in this paper and industrial processes, and in the chlorine gas source in the process of production, processing, recycling method of chlorine.Key words: Caustic soda; chlorine; recycling目录引言 (6)1 我国烧碱生产现状 (6)2烧碱的制备工艺简介 (8)2.1整流 (10)2.2盐水精制(化盐工段) (10)2.2.1本段任务 (10)2.2.2工艺流程 (11)(1) 一次盐水精制 (11)(2)二次精制盐水 (13)2.2.3主要设备及工作原理 (14)2.2.3.1 化盐桶 (14)2.2.3.2 澄清桶 (15)2.2.3.3 砂滤器 (16)2.2.3.4 三层洗泥桶 (16)2.2.3.5 螯合树脂塔 (17)2.2.4 主要工艺控制指标 (19)2.3 电解 (20)2.3.1本电解任务 (20)2.3.2工艺流程简述 (20)2.3.2主要设备及作用 (22)2.3.3主要工艺控制指标 (23)2.4氯氢处理 (24)2.4.1 氢气处理 (24)2.4.1.1氢气的性质及其用途 (24)2.4.1.1.1物理性质 (24)2.4.1.1.2化学性质 (24)2.4.1.1.3氢气的用途 (24)2.4.1.1.4 氢气处理的目的 (25)2.4.1.2氢气处理的工艺流程 (26)2.4.1.2.1 氢气处理中的工艺指标 (26)2.4.1.2.2一段洗涤塔的物料衡算 (26)2.4.1.2.3一段洗涤塔的出槽氢气(80℃)中的水汽含量 (27)2.4.1.2.4二段洗涤塔的物料衡算 (28)2.4.1.3气体中氢气含量的计算 (30)(2)干气体中氢气的百分数 (30)2.4.1.4一段洗涤塔冷却水喷淋量的计算 (30)2.4.1.5二段洗涤塔冷却水喷淋量的计算 (31)2.4.2 氯气处理 (31)2.4.2.1 氯气概述 (31)2.4.2.2氯气处理的任务和方法 (32)2.4.2.3工艺流程简介 (34)2.4.2.3.1氯处理工艺 (34)2.4.2.3 工艺计算 (36)(一)计算依据: (36)(二)第一钛冷却器 (37)(三)第二钛冷却器 (39)(四)硫酸干燥塔Ⅰ(填料塔) (41)(五)硫酸干燥塔Ⅱ(泡罩塔) (43)2.4.2.4废氯气处理工序 (44)2.4.2.5废氯气的来源[9] (45)2.4.2.6 废氯气处理工艺流程 (45)2.4.2.7日常操作中的注意事项 (46)3结语 (46)烧碱厂氯气处理回收工艺引言烧碱是基础化工原料,在国民经济中占有重要地位,广泛应用于轻工、纺织、化工、医药、冶金(氧化铝)、稀土金属、石油工业、电力、水处理、军工等业,但生产的同时也伴随着许多环境问题,其中最让人头疼的还是氯气,氯气为淡黄绿色气体、比重1.56,密度3.2(空气=1),沸点一34.6℃,熔点一101℃,微溶于水,易溶于碱及二硫化碳、四氯化碳等有机溶剂。
三、淡盐水脱氯单元3.1 概述1、脱除淡盐水中游离氯的方法有几种?脱除淡盐水中游离氯的方法有二种:物理脱氯和化学脱氯;而目前国内物理脱氯生产工艺主要有真空脱氯和空气吹除脱氯;生产实践中为提高脱氯效果,回收氯气,一般先采取物理脱氯法将大部分游离氯脱除后,再用化学脱氯法将剩余的游离氯除去。
2、淡盐水中游离氯的物理脱除和化学脱除的原理是怎样的?从淡盐水中游离氯的两种存在形式可知:脱氯原理就是破坏化学平衡和相平衡关系,使平衡向着生成氯气的方向进行,同时通过加入还原性物质去除残留的少量游离氯;破坏平衡关系的手段有:在一定的温度下增加溶液酸度和降低液体表面的氯气分压。
由于存在着平衡,所以采用上述手段不能将淡盐水中的游离氯百分之百地除去,剩余微量的游离氯(一般在10~30mg/L)用添加还原性物质(一般用亚硫酸钠)使其发生氧化还原化学反应而将其彻底除去。
化学反应如下:Cl2+H2O——→HClO+ H ClHClO——→H++ ClO-Cl2+2NaOH+Na2SO3——→+2NaCl+Na2SO4+ H2O3.2 空气吹除法脱氯3、淡盐水空气吹除法脱氯生产工艺流程是怎样的?空气吹除法脱氯生产工艺流程如下:空气吹除法脱氯工艺流程简图1—消音器;2—风机;3—空气过滤器;4—脱氯塔;5—废氯气冷却器;6—淡盐水泵;7—静态混合器;8—亚硫酸钠泵;9—亚硫酸钠配制槽;10—pH计、氧化还原电位计在线分析仪表。
工艺流程简述:来自电解工序的淡盐水(温度约85℃,pH值3~4,游离氯一般为600~800mg/l)在进入脱氯塔前,定量加入盐酸,将其pH值调至1.3~1.5 ,然后进入脱氯塔顶部;风机鼓入的空气(压力约600mmH2O,气量是淡盐水体积的6~8倍)由脱氯塔底部进入,在塔内填料表面淡盐水与空气逆流接触,逸出的湿氯气随空气从塔顶流出,淡盐水在此完成物理脱氯过程。
湿氯气经废氯气冷却器冷却后,一般送去生产次氯酸钠(因吹脱出的氯气中含有大量空气,浓度较低,一般采用二级填料塔串联,用碱吸收)。
1.氯气、氢气处理物料衡算题目200 kt/a烧碱装置氯气、氢气处理工序的初步设计原始数据200 kt/a烧碱装置Cl2、H2处理,年工作日330天,其余数据以工厂实际收集数据为准。
说明书内容:(1)生产方法以及今后的发展前途(2)生产方法的选择及流程简述。
根据前面介绍的方法,你选择什么方法生产,并说明理由。
简述你的流程(3)物料衡算整个计算过程的整理(4)设备计算(5)热量衡算(6)选择其他设备(7)生产过程应控制的指标(8)附带控制点的工艺流程图一份、设备简图一张(9)可以谈谈你的设计体会(有无都可)目录第一篇氯气处理 1第一章总论 1一概述 1二氯气处理的任务和方法 1三工艺流程简介 2第二章氯气工艺计算 4一氯气处理工艺流程 4二计算依据 4三工艺计算 5(一)钛冷却器 5(二)硫酸干燥塔(填料塔)10第三章主要设备设计及选型13一钛冷却器13二硫酸干燥塔(填料塔)25第二篇氢气处理29第一章总论29一概述29二氢气处理工艺流程确定30第二章工艺计算31一氢气处理工艺流程31二计算依据31三工艺计算32(一)洗涤冷却塔32第三章主要设备设计及选型36一洗涤塔36二主要管径38三氢气输送设备39四水输送泵39五液封循环水池39六氢气缓冲罐39主要设备一览表40设计评述41参考文献42第一篇氯气处理第一章总论一. 概述1. 氯气氯气Cl2,分子量70.906,常温下,氯是黄绿色,具有使人窒息气味的气体,有毒。
氯气对人的呼吸器官有强烈的刺激性,吸入过多时还会致死。
氯气比空气重,约为空气的2.5倍。
氯气能溶于水,但溶解度不大,温度越高氯气在水中的溶解度越小。
氯气溶于水同时与水反应生成盐酸和次氯酸,因此氯水具有极强的腐蚀性。
氯气在四氯化碳,氯仿等溶剂中溶解度较大,比在水中的溶解度约大20倍。
工业上利用氯气在四氯化碳中有较大溶解度这一特点,用四氯化碳吸收氯碱厂产生的所有废氯,然后再解吸回收氯气。
氯气的用途极为广泛,重要用途如:杀菌消毒、漂白及制浆、冶炼金属、制造无机氯化物、制造有机氯化物及有机物。
氯碱化工生产中的废氯气的处理方法探究摘要:氯碱化工是目前我国化工企业生产的主要产品,是目前我国经济运行多种原材料的重要支撑。
但是在氯碱化工生产的时候会产生很多氯气,面临较大的环境污染问题。
基于国家大力倡导绿色环保、可持续发展理念,指出氯碱化工生产废氯气处理的必要性,通过阐述废氯气处理的工作原理,并详细介绍当前氯碱化工生产中废氯气的处理方法,以期氯碱化工企业能实现高质量、可持续发展。
关键词:氯碱化工;废氯气;处理方法;探究;引言随着我们国家氯碱化工生产的快速发展,以往普遍使用的生产方式以及设施已经无法满足新形势的需求。
尤其是生产过程中大量废氯气的产生,如果不进行一定的处置就直接排入大气,不仅仅对生态环境造成了污染,更是直接威胁到生产员工的人身安全。
因此,在氯碱化工企业生产中进行及时有效的废氯气的处理工作至关重要,尤其是面对国家绿色发展的要求,结合适宜的处理方法进行废氯气处理,能够推动氯碱化工企业高效运转,实现更高的经济效益,同时推动整个氯碱化工行业高质量发展。
1氯碱化工生产废氯气处理的必要性1.1氯碱化工行业概述氯碱化工主要是借助盐与电进行烧碱、氢气等生成的基本化学工业产业,在很多的领域诸如纺织、钢铁、冶金等都有着具体的应用。
但是在实际生产过程中会伴随着大量的废氯气产出,形成严重的生态破坏以及较大的不良影响。
一是由于氯气强烈的毒性,会对人体造成巨大的伤害,如果在生产过程中员工不慎吸入氯气,很可能造成严重的中毒现象,产生严重的后遗症。
二是氯气直接排放到空气中,会严重破坏臭氧层。
溶于水产生的次氯酸物质,对陆地植被有毒害,危害居民安全,破坏生态环境。
因此对氯碱化工中废氯气的处理至关重要。
1.2氯碱化工废氯气处理的必要性氯碱化工作为我国重要化工行业生产原料的供应,对于经济发展具有重要意义。
而鉴于氯气巨大的损害性,为了推进氯碱化工生产顺利进行,就要采取科学、合理的处理方式,进行废氯气的处理。
氯碱工业在生产过程中会生成有毒有害的废弃物,因此化工行业是一个污染较为严重的行业,如果废弃物得不到有效处理,将会造成严重的后果。
1.氯气、氢气处理物料衡算题目200 kt/a烧碱装置氯气、氢气处理工序的初步设计原始数据200 kt/a烧碱装置Cl2、H2处理,年工作日330天,其余数据以工厂实际收集数据为准。
说明书内容:(1)生产方法以及今后的发展前途(2)生产方法的选择及流程简述。
根据前面介绍的方法,你选择什么方法生产,并说明理由。
简述你的流程(3)物料衡算整个计算过程的整理(4)设备计算(5)热量衡算(6)选择其他设备(7)生产过程应控制的指标(8)附带控制点的工艺流程图一份、设备简图一张(9)可以谈谈你的设计体会(有无都可)目录第一篇氯气处理 1第一章总论 1一概述 1二氯气处理的任务和方法 1三工艺流程简介 2第二章氯气工艺计算 4一氯气处理工艺流程 4二计算依据 4三工艺计算 5(一)钛冷却器 5(二)硫酸干燥塔(填料塔)10第三章主要设备设计及选型13 一钛冷却器13二硫酸干燥塔(填料塔)25第二篇氢气处理29第一章总论29一概述29二氢气处理工艺流程确定30 第二章工艺计算31一氢气处理工艺流程31二计算依据31三工艺计算32(一)洗涤冷却塔32第三章主要设备设计及选型36 一洗涤塔36二主要管径38三氢气输送设备39四水输送泵39五液封循环水池39六氢气缓冲罐39主要设备一览表40设计评述41参考文献42第一篇氯气处理第一章总论一. 概述1. 氯气氯气Cl2,分子量70.906,常温下,氯是黄绿色,具有使人窒息气味的气体,有毒。
氯气对人的呼吸器官有强烈的刺激性,吸入过多时还会致死。
氯气比空气重,约为空气的2.5倍。
氯气能溶于水,但溶解度不大,温度越高氯气在水中的溶解度越小。
氯气溶于水同时与水反应生成盐酸和次氯酸,因此氯水具有极强的腐蚀性。
氯气在四氯化碳,氯仿等溶剂中溶解度较大,比在水中的溶解度约大20倍。
工业上利用氯气在四氯化碳中有较大溶解度这一特点,用四氯化碳吸收氯碱厂产生的所有废氯,然后再解吸回收氯气。
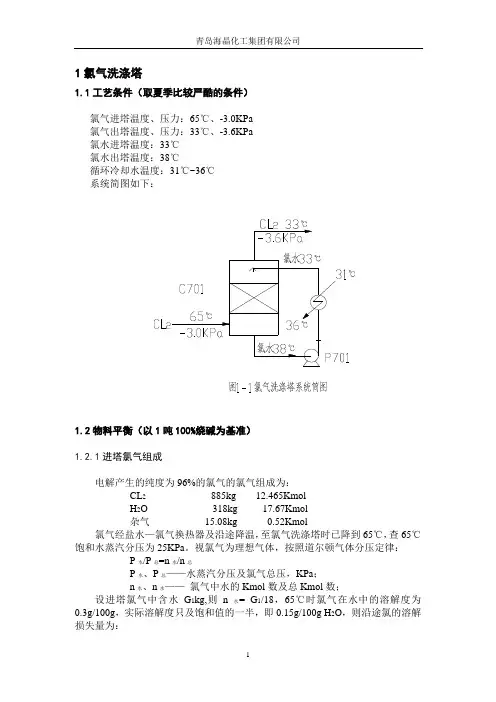
1氯气洗涤塔1.1工艺条件(取夏季比较严酷的条件)氯气进塔温度、压力:65℃、-3.0KPa氯气出塔温度、压力:33℃、-3.6KPa氯水进塔温度:33℃氯水出塔温度:38℃循环冷却水温度:31℃~36℃系统简图如下:1.2物料平衡(以1吨100%烧碱为基准)1.2.1进塔氯气组成电解产生的纯度为96%的氯气的氯气组成为:CL2885kg 12.465KmolH2O 318kg 17.67Kmol杂气15.08kg 0.52Kmol氯气经盐水—氯气换热器及沿途降温,至氯气洗涤塔时已降到65℃,查65℃饱和水蒸汽分压为25KPa。
视氯气为理想气体,按照道尔顿气体分压定律:P水/P总=n水/n总P水、P总——水蒸汽分压及氯气总压,KPa;n水、n水——氯气中水的Kmol数及总Kmol数;设进塔氯气中含水G1kg,则n水= G1/18,65℃时氯气在水中的溶解度为0.3g/100g,实际溶解度只及饱和值的一半,即0.15g/100g H2O,则沿途氯的溶解损失量为:0.0015x(318- G1)kgn CL2 =[885-0.0015x(318- G1)]/18P水=25 KPaP总=-3.0 KPa=98.33 KPa(A)代入上式:25/98.33= (G1/18)/{[885-0.0015x(318- G1)]/71+ G1/18+0.52 }解得:G1=79.4kg沿途凝结氯水量:318-79.4=238.6kg 氯水中溶解氯量:0.0015x238.6=0.358kg 故进入氯气洗涤塔的氯气组成为:CL2885-0.358=884.64kg 12.46KmolH2O 79.4kg 4.41Kmol杂气15.08kg 0.52Kmol合计979.12kg 17.39Kmol1.2.2出塔氯气组成查33℃饱和水蒸汽分压P H2O =5.13KPa,P总=101.33-3.6KPa=97.73 KPa(A)。
四川理工学院毕业设计80kt/a烧碱装置氯气处理工序工艺设计摘要本设计为80kt/a烧碱装置氯气处理工序工艺设计,采用直接冷却与间接冷却相结合,二段组合塔(填料+泡罩)干燥工艺,经酸雾除雾器后的工艺气体中含水量下降到30ppm,使用离心压缩机进行压缩输送;设计对工艺流程与工艺参数作了具体选择与详细说明,进行了物料衡算及热量衡算,设备设计与选型和车间布置设计;做了环境保护与经济分析;绘制了带控制点的工艺流程图,一段填料干燥塔装配图和车间平面布置图。
关键词:氯气处理;冷却;二段组合塔;干燥;离心压缩机AbstractThis design for the 80 kt/a chlorine treatment technology of caustic soda units,and the design integrated direct cooling with indirect cooling,the second phase combination tower (filler and bubble cap column) drying process,through the process of water content in gas after acid mist eliminator down to about 30 PPM,using centrifugal compressor to compress and transport.As design of technological process and technological parameters selection and detailed instructions,carried out the material balance and heat balance,equipment design and type selection and layout of the workshop design.Did the environmental protection and economic analysis.Draw a process flow chart with control points,a packing drying tower assembly drawings and workshop layout.Key words:Chlorine treatment;Cooling;The second phase combination tower;Drying;Centrifugal compressor目录目录.......................................................... I II 第一章总论................................................. - 1 -1.1 设计概况............................................ - 1 -1.2 设计依据............................................ - 1 -1.3 氯气处理工艺介绍.................................... - 1 -1.3.1 氯气处理目的................................... - 1 -1.3.2 氯气处理工艺原理............................... - 2 -1.3.3 氯气处理工艺的选择............................. - 2 -1.4 建设规模和产品规格.................................. - 4 -1.4.1 建设规模....................................... - 4 -1.4.2 产品规格....................................... - 4 -第二章工艺流程............................................. - 6 -2.1工艺流程概述......................................... - 6 -2.2工艺流程说明......................................... - 7 -2.2.1 冷却除沫部分................................... - 7 -2.2.2 干燥部分....................................... - 8 -2.2.3 压缩部分....................................... - 9 -第三章工艺计算............................................ - 10 -3.1 物料衡算........................................... - 10 -3.1.1洗涤塔至水雾捕集器前.......................... - 11 -3.1.2钛列管冷却器.................................. - 13 -3.1.3水雾捕集器.................................... - 14 -3.1.4氯水箱........................................ - 15 -3.1.5洗涤塔........................................ - 15 -3.1.6干燥塔........................................ - 16 -3.2 热量衡算........................................... - 18 -3.2.1洗涤塔及氯水箱................................ - 18 -3.3.2钛列管冷却器.................................. - 20 -3.3.3一段干燥塔.................................... - 21 -3.3.4二段干燥塔.................................... - 22 -第四章设备设计及选型..................................... - 24 -4.1 一段干燥塔(填料吸收塔)........................... - 24 -4.2.1 塔径.......................................... - 24 -4.2.2 填料层高度.................................... - 26 -4.2.3 填料层压降.................................... - 28 -4.2.4 塔附属高度.................................... - 28 -4.2.5其他装置及塔内件.............................. - 28 -4.3 氯水洗涤塔......................................... - 33 -4.3.1 塔径.......................................... - 33 -4.3.2 填料层高度.................................... - 35 -4.3.3 填料层压降.................................... - 36 -4.4 钛列管冷却器....................................... - 36 -4.4.1初选换热器型号................................ - 37 -4.4.2核算总传热系数................................ - 38 -4.4.3核算压降...................................... - 39 -4.5 其他设备选型....................................... - 41 -4.5.1 泵............................................ - 41 -4.5.2压缩机........................................ - 43 -4.5.3除雾器........................................ - 43 -4.5.4贮槽.......................................... - 45 -4.6设备一览表.......................................... - 46 -第五章车间平面布置设计................................... - 47 -5.1设计依据............................................ - 47 -5.1.1设计规范...................................... - 47 -5.1.2基础资料...................................... - 47 -5.2平面布置方案........................................ - 47 -5.2.1车间平面布置内容.............................. - 47 -第六章环境保护与经济分析报告............................. - 49 -6.1环境评价............................................ - 49 -6.1.1编制依据...................................... - 49 -6.1.2 评价标准与范围................................ - 50 -6.1.3 评价内容和评价重点............................ - 50 -6.1.4 环境质量标准及污染物排放标准.................. - 51 -6.1.5环境保护方案.................................. - 53 -6.2经济分析............................................ - 55 -6.2.1编制依据...................................... - 55 -6.2.2产品成本估算.................................. - 55 -6.2.3估算过程...................................... - 55 -6.2.4费用估算...................................... - 57 -6.2.5市场分析...................................... - 57 -参考文献................................................... - 59 -设计评述................................................... - 60 -致谢....................................................... - 61 -附图....................................................... - 62 -第一章总论1.1 设计概况本设计为在任务书的要求下设计一个80kt/a烧碱装置氯气处理工序工艺,将电解来的高温湿氯气经洗涤、冷却、除雾、干燥、加压输送出界区,保证上下工序的安全生产的简单工艺。
0121摘要在生产十万吨PVC产品的烧碱工段中要采取相关的方法对氯气进行处理。
此次设计的主要目的是掌握烧碱脱氯的原理,设计脱氯设备的计算。
在水银法和离子膜法烧碱生产过程中,自由解槽阳极室流出的淡盐水中溶解有少量的氯气[1]。
氯气是一种具有异臭和强烈刺激性气味的黄绿色气体,毒性很大。
这部分氯气若不除去将在淡盐水的输送和再利用过程中产生很多的问题,如腐蚀管路和设备,影响盐水的精制和沉降,腐蚀碳素烧结管,使蟹合树脂中毒,污染和恶化生产操作环境等[2]。
因此,淡盐水在重饱和前必须进行脱氯处理。
本次设计的主要设备有冷却器、干燥塔、除沫器等,是为了提高自己的理论联系实际的能力,分析问题的能力,让自己在实践运用中巩固所学知识。
本设计从初步设计的角度对年产10万吨PVC化工厂进行了全面设计,设计结果达到了设计课题的基本要求,完成了PVC的生产工厂的初步设计,进行了可行性论证,完成了物料、热量、设备等的相关计算。
关键词:PVC;烧碱;氯气;工艺设计;工艺计算AbstractAbstract in the production of one hundred thousand tons of caustic soda, PVC products to take the relevant section in the method to remove chlorine. The main purpose of this design is to master the principles of caustic soda dechlorinated, dechlorination equipment design calculations. In mercury and ion-exchange membrane caustic soda production process, the free solution tank of salt water out of the anode chamber with a small amount of dissolved chlorine. Chlorine is a strong pungent odor with smell and yellow-green gas, very toxic. If this part of the chlorine in salt water to remove the transmission and re-use process produces a lot of problems, such as corrosion of piping and equipment, the impact of refined salt and subsidence, erosion carbon sintered tube, the crab combined resin poisoning, pollution and deterioration of the production operations environment. Therefore, in light salt water must be dechlorinated before re-saturation process.The design of the main equipment coolers, drying tower, demister, etc., in order to improve their ability to integrate theory with practice, the ability to analyze problems,make their use in practice to consolidate the knowledge. The design from the perspective of the preliminary design of chemical plants produce 100,000 tons of PVC a comprehensive design, the design results to the design issues of the basic requirements ,completion of a PVC production plant preliminary design, feasibility study carried out to complete the material , heat, equipment and other related calculations.Keywords: PVC; Caustic soda; Chlorine; Process design; Process calculation目录摘要 (I)Abstract (II)目录............................................................................................................................................... I II 第1章综述.............................................................................................................................. - 1 -1.1 PVC ............................................................................................................................... - 1 -1.1.1 PVC的物理化学性质 ........................................................................................ - 1 -1.1.2 PVC生产工艺 .................................................................................................... - 1 -1.2 氯碱工业...................................................................................................................... - 2 -1.2.1 氯碱工业的发展现状........................................................................................ - 2 -1.2.2 氯碱工业的未来发展目标................................................................................ - 3 -1.3 烧碱.............................................................................................................................. - 3 -1.3.1氢氧化钠的性质................................................................................................. - 3 -1.3.2氢氧化钠的用途................................................................................................. - 3 -1.3.3烧碱生产工艺..................................................................................................... - 4 -1.4 氯气处理...................................................................................................................... - 5 -1.4.1 氯气的性质........................................................................................................ - 5 -1.4.2氯气处理的任务和方法..................................................................................... - 5 -1.4.3工艺流程简介..................................................................................................... - 6 -1.5工艺流程的确定........................................................................................................... - 7 - 第2章氯气工艺计算.............................................................................................................. - 9 -2.1氯气处理工艺流程....................................................................................................... - 9 -2.2计算依据....................................................................................................................... - 9 -2.3.工艺计算..................................................................................................................... - 10 -2.3.1第一钛冷却器................................................................................................... - 10 -2.3.2第二钛冷却器................................................................................................... - 13 -2.3.3硫酸干燥塔Ⅰ(填料塔)............................................................................... - 15 -2.3.4硫酸干燥塔Ⅱ(泡罩塔)............................................................................... - 17 - 第3章主要设备设计及选型................................................................................................ - 19 -3.1 第一钛冷却器............................................................................................................ - 19 -3.1.1确定设计方案................................................................................................... - 19 -3.1.2相关物性数据................................................................................................... - 19 -3.1.3确定物性数据................................................................................................... - 20 -3.1.4估算传热面积................................................................................................... - 21 -3.1.5第一钛冷却器的核算....................................................................................... - 23 -3.2 第二钛冷却器............................................................................................................ - 27 -3.2.1第二钛冷却器核算........................................................................................... - 27 -3.3.硫酸干燥塔Ⅰ(填料塔) .............................................................................................. - 30 -3.3.1填料的选择....................................................................................................... - 30 -3.3.2塔径的确定....................................................................................................... - 30 -3.3.3压降计算........................................................................................................... - 31 -3.3.4塔高确定........................................................................................................... - 31 -3.4. 硫酸干燥塔Ⅱ(泡罩塔)....................................................................................... - 31 -3.4.1塔径的确定....................................................................................................... - 32 -3.4.2 塔高的确定...................................................................................................... - 32 - 参考文献.................................................................................................................................. - 33 - 结束语...................................................................................................................................... - 34 - 致谢.......................................................................................................................................... - 35 -第1章 综述1.1 PVC1.1.1 PVC 的物理化学性质聚氯乙烯具有阻燃(阻燃值为40以上)、耐化学药品性高(耐浓盐酸、浓度为90%的硫酸、浓度为60%的硝酸和浓度20%的氢氧化钠)、机械强度及电绝缘性良好的优点。
氯气洗涤塔的计算1. 本装置采纳40×40×4.5的瓷拉西环,堆放形式采纳底部整砌上部乱堆,因此采纳Eckert通用关联图计算泛点气速及填料层压降,即按气液负荷计算横坐标L/G(γg/γL)1/2,由此值查到图中的泛点线,取得纵坐标μF2Φψ/g (γg/γL)μL0.2,然后求得μF值。
μF:泛点空塔气速 m/sg:重力加速度m/s2a/ε3:干填料因子m-1γg:气相重度kg/m3γL:液相重度kg/m3μL:液相粘度cpL:液相流量kg/hG:气相流量kg/hε:填料间隙率 m3/ m3σL:液相表面张力dyn/cmde: 填料通道的当量直径m2. 现有6万吨/年离子膜氯气洗涤塔g=9.81 m/s2,a/ε3=305 m-1,γg=1.989 kg/m3,γL=995 kg/m3,L=88000 kg/h,G=γgV,V=4121 m3/ h,Φ=350 m-1,ψ=γ水/γL=1(近似),μL=1cp空塔气速取:μ=70%μF=70%×0.79=0.55 m/s那么:初估塔径:D=[V/(0.785μ)]1/2=1628mm依照容器圆整后取:1700 mm3. 7万吨/年离子膜氯气洗涤塔V=4877 m3/ h,L=100000kg/h,空塔气速取:μ=70%μF=70%×0.80=0.56 m/s那么:初估塔径:D=[V/(0.785μ)]1/2=1755mm依照容器圆整并考虑必然的余量后取:2000 mm填料层高度同6万吨/年离子膜取:6m。
横坐标:L/G(γg/γL)1/2=[100000/(1.989×4877)](1.查得:压降ΔP/Z=15mmH2O/m填料那么填料层总压降为:15×6=90mmH2O,即:900pa。
干燥系统硫酸单耗计算假设:电解氯气出口86度1. 通过钛冷以后温度在15度3.设1#干燥塔排出浓度为75%4.硫酸初始浓度为98%计算可的4.2克水分需要由浓硫酸来吸收可的方程:MX98%=(M+4.2)X75%因此可知:吨100%碱消耗硫酸理论为12.3千克可能有部份浪费或其他缘故算10%那么硫酸单耗指标也就在14KG/TNAOH盐酸解析作计算目的:对照不同酸浓的蒸汽消耗工艺:采纳浓盐酸,持续解析,稀酸和浓酸换热后,用冷却水冷却后去吸收低纯氯化氢。
烧碱和氯气反应方程式全文共四篇示例,供读者参考第一篇示例:烧碱和氯气是两种化学物质,在一定条件下可以发生化学反应。
烧碱,也称为氢氧化钠,是一种强碱,常用于清洁、脱脂、中和酸等工业和实验室中;氯气则是一种具有刺激性气味的气体,常用于消毒、漂白等工业用途。
当烧碱与氯气发生化学反应时,会产生一系列的反应产物,进而产生新的化学物质。
烧碱和氯气反应主要可以分为两个步骤:首先是氢氧化钠溶液中的氢氧根离子(OH-)与氯气发生反应生成次氯酸根离子(ClO-)和氯化离子(Cl-),具体的反应方程式如下:2NaOH + Cl2 -> NaCl + NaClO + H2O在这个反应中,烧碱中的氢氧根离子会与氯气发生置换反应,生成次氯酸根离子和氯化钠。
次氯酸根离子在稳定条件下会进一步发生还原反应,还原为次氯酸,同时氯化钠会沉淀出来,形成白色固体。
上述反应的产物有次氯酸根离子、氯化钠以及水。
在第二步骤中,次氯酸根离子会继续发生还原反应,生成次氯酸和氯化氢气体,在氢氧化钠的存在下,次氯酸还会继续反应生成氧气和氯化离子。
具体的反应方程式如下:烧碱和氯气反应是一个多步骤的反应过程,在实际应用中具有一定的重要性。
这种反应可以用于制备次氯酸和次氯酸钠,这两种化学物质常用于漂白、消毒和水处理等领域。
通过调控反应条件和反应物的组成,可以得到不同产物的混合物或纯净物质,满足不同的需求。
烧碱和氯气的化学反应是一个复杂的过程,涉及到多种离子和分子间的置换、还原等反应。
通过该反应可以制备一系列的有用化学品,对于相关领域的应用具有一定的重要性。
希望通过本文对烧碱和氯气反应的介绍,可以增加读者对化学反应机理的了解,进而提高化学实验的准确性和效率。
【2000字】第二篇示例:烧碱和氯气是两种常见的化学物质,它们在一起发生反应会产生什么呢?答案就在下面的文章中。
烧碱,化学名为氢氧化钠,是一种具有碱性的化合物。
它常常用于工业生产和实验室中。
而氯气,化学式为Cl2,是一种具有刺激性气味的气体,具有强烈的氧化性。
湿氯气余热利用及工艺设备的计算氯碱是高耗能产品,如何降低生产能耗不仅是企业降低生产成本,提高产品竞争力的需要,也是响应国家“节能减排”和“可持续发展”的需要。
目前公司年产烧碱10万t,联产氯气约8.7万t、氢气2500t。
一方面从电解槽出来的氯气、氢气温度在90~95℃之间,并被水蒸气饱和,内含大量热能。
该热能不但没有被利用,而且要耗大量自来水将这部分热能移走;另一方面进槽盐水温度需达到75~80℃,而从盐水工序送到电解工序的精盐水温度在47℃左右,需用蒸汽将其加热至75℃左右,耗费了大量蒸汽。
如果能利用从电解槽出来的氯气或氢气余热来提高精盐水温度,将降低盐水预热用蒸汽;同时可节约氯气或氢气冷却用自来水。
1方案选择不管采用氯气与精盐水换热还是氢气与精盐水换热,行业内都有许多成功的经验,到底选择哪种气体与精盐水热交换呢?首先从理论上讲,由于电槽出来的湿氯气或湿氢气都被水蒸气饱和,主要成分是水蒸汽,所以湿氯气与湿氢气的热焓值没有太多差异。
经计算,湿氯气热焓略大于湿氢气。
若利用氢气与进槽盐水换热,其换热设备材质可选用碳钢或是不锈钢,设备造价会相对低些。
不过,氢气是从隔膜电槽阴极箱直接进入氢气总管,没有特定分离空间;而氯气是从槽盖上与阳极液分离出来,槽盖上部可视为有效分离空间。
因而氯气断电性能要比氢气好。
所以如果选用盐水与氢气换热,要注意的是设备使用寿命。
上世纪七十年代末期我公司就使用过氢气余热——精盐水换热工艺,后来因设备使用寿命太短而取消。
据报道现在有国内同行采用金属表面处理技术来提高设备寿命的,但其制造成本大大提高了。
另外文献介绍,国外有采用氢气与精盐水直接进行换热,然后再重饱和精盐水的工艺,但国内尚无使用的报道。
若利用湿氯气与精盐水换热,则换热设备只能用钛材作主材。
其造价是氢气—盐水换热设备所用不锈钢材质的造价的三倍。
但是钛换热设备使用寿命预计可达二十年甚至更长些。
所以最终决定采用湿氯气与精盐水换热的方案。
烧碱和氯气反应方程式全文共四篇示例,供读者参考第一篇示例:烧碱和氯气反应方程式是化学领域中一个非常常见的实验。
通过将烧碱和氯气加入反应容器,可以观察到两种物质之间所发生的化学反应。
在这篇文章中,我们将深入探讨烧碱和氯气反应的过程,并且列出反应的方程式。
烧碱,也称为氢氧化钠,是一种强碱性化合物,化学式为NaOH。
而氯气则是一种有毒的气体,化学式为Cl2。
当这两种化合物被混合在一起时,会发生化学反应。
烧碱和氯气反应的实验通常在实验室中进行。
将一定量的烧碱和水混合,形成氢氧化钠溶液。
然后,将氯气气体通入氢氧化钠溶液中。
在这个过程中,会观察到一系列的化学变化和现象。
烧碱和氯气反应的化学方程式可以表示为:2NaOH + Cl2 → NaCl + NaClO + H2O在这个方程式中,可以看到烧碱和氯气反应生成氯化钠(NaCl)、次氯酸钠(NaClO)和水(H2O)。
氯化钠是一种普遍的食盐,次氯酸钠则是一种强氧化剂。
这个方程式描述了烧碱和氯气反应的主要化学变化。
氢氧化钠和氯气反应形成氯化钠和次氯酸钠的过程称为氧化还原反应。
在这个反应中,氯气氧化了烧碱中的氢氧化物离子,并且还原自身。
烧碱和氯气反应的实验具有一定的危险性,因为氯气是一种有毒的气体。
在进行实验时,需要注意安全措施,确保在通氯气的过程中保持通风良好,并且避免直接接触氯气。
烧碱和氯气反应是一个非常有趣和重要的实验,可以帮助我们了解化学反应的原理和过程。
通过实验观察和学习,我们可以更加深入地理解化学反应的机制,并且在日常生活中运用这些知识。
希望通过这篇文章的介绍,读者们能够对烧碱和氯气反应有更深入的了解。
第二篇示例:烧碱和氯气是两种常见的化学物质,在化学反应中它们可以发生不同的化学反应。
烧碱是氢氧化钠的俗称,是一种常见的强碱性物质;而氯气则是一种有毒的气体,具有强烈的氧化性。
当烧碱和氯气发生反应时,会产生一种新的化合物,这个过程也称为化学方程式。
烧碱和氯气反应是一种单置换反应,化学方程式可以表示为:2NaOH + Cl2 → NaCl + NaClO + H2O在这个反应方程式中,氢氧化钠(NaOH)和氯气(Cl2)发生反应,生成氯化钠(NaCl)、次氯酸钠(NaClO)和水(H2O)。
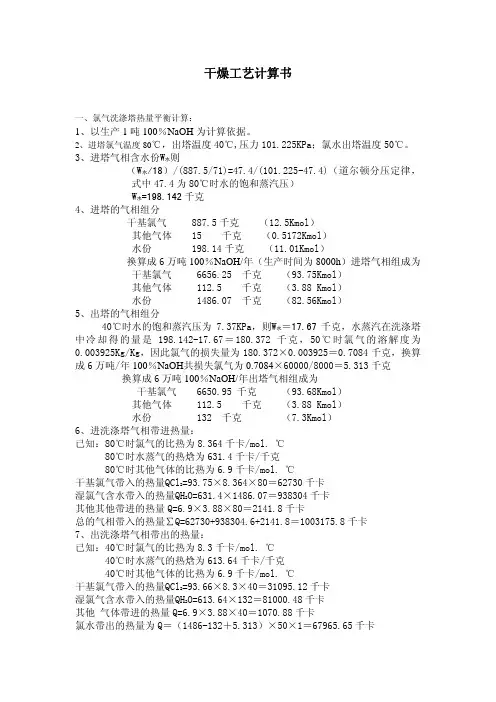
1.2氯气处理工序的任务、原理及流程图1.2.1 氯气处理工序的任务氯气处理工序的任务是将电解工序来的湿氯气,洗涤、冷却、干燥、压缩、除NCl3后,送往盐酸工序、液氯工序和用户等.1.2.2 氯气处理工序的原理由电解工序来的湿氯气(温度约85℃左右),通过管路输送进入塔氯气洗涤塔底部(温度约80℃左右),氯气贮槽中的氯水经循环泵送至氯气冷却器(换热器),冷却后进入氯气洗涤塔,洗涤塔为填料塔,氯气经塔上部喷淋逆流,与氯气直接接触,氯气冷却到约40~50℃,并除去氯气所夹带的盐雾. 出塔氯气进入冷却器进一步冷却,氯气出口温度控制在12~18℃,因为当氯气温度在9.6℃湿氯气中的水蒸气会与氯气生成Cl2.8H2O结晶,造成设备管路的阻塞并损失氯气. 在冷却过程中大部分的水被冷凝下来,这样节约用于干燥的硫酸用量,同时一部分冷凝水成雾滴存在于氯气中,所以除雾也是一项降低硫酸单耗,减少酸雾夹带的重要措施. 因此,冷却后氯气经水雾分离器进入干燥系统,水雾的补集在99%以上.氯水洗涤塔冷凝下来的氯水用氯水循环泵打入到氯气冷却器经循环水冷却后进入洗涤塔上部,与氯气进行逆流接触,除去氯气中的杂质和盐分,并降低氯气温度,当氯水到一定液位时,溢流入氯水贮槽. 氯水由氯水循环泵送往废气处理或化学水管网进行处理.冷却后12~18℃的氯气进入干燥塔的下部,与硫酸循环泵打入的硫酸在填料段逆流接触除去氯中水分. 塔底出硫酸,浓度控制在75%以上,由于氯气中的水分被硫酸吸收而放热,这部分热量由循环酸冷却器带走. 干燥塔的氯气出口温度为20℃,塔顶入口酸温度为14℃,塔底出口酸温度为20℃.当干燥塔底部的酸液位超过设定值时,调节阀自动开启,将硫酸打至稀酸贮槽;当循环酸降到低液位时,调节阀关闭或关小;当循环酸浓度低于75%,即使干燥塔下部的液位未达到排酸要求,也应排酸.稀酸贮槽的稀酸,装槽车或装罐后送出界区. 干燥后氯气的指标为含量≧98.5%,氯中含水≦30ppm.1.2.3工艺流程图1- 洗涤塔及氯水箱;2- 一级钛冷却器A并B;3- 二级钛冷却器A并B;4- 湿氯除雾器;5-6 干燥塔(填料塔、泡罩塔);7- 硫酸捕雾器;8- 硫酸高位槽;9- 氯气压缩机;10- 酸雾捕捉器图1-1氯气处理工艺流程图氯气处理采用了淡盐水、冷却水~氯气换热技术, 2 段冷却、 2 段干燥( 泡沫塔和填料塔串联) 技术,工艺流程为:湿氯气→洗涤器→氯气→盐水换热器→一段冷却器→二段冷却器→脱水塔→泡沫塔→填料塔→脱酸塔→氯气泵→氯气分配台→用户及液氯等工段.电解槽出来的85℃湿氯气汇集到氯气总管,经过安全水封后进人氯气洗涤塔,用从换热器和一、二段冷却器中冷凝下来的氯水洗涤氯气,洗涤后氯水排氯水箱,氯气进人换热器,与从盐水工序送来的精盐水进行热交换,再依次进人一段钛冷却塔和二段钛冷却塔,分别用工业水和冷冻水进行冷却,氯气温度降至15℃后进湿氯除雾器脱去水雾,进人泡沫干燥塔,用86% 硫酸进行第一次干燥,再进入填料干燥塔,用98%硫酸干燥,出干燥塔氯气经脱酸塔除去酸雾后,用透平压缩泵压送到分配台,分配给氯气用户及液氯等工段.第2章 物料衡算和能量衡算2.1计算依据经查西部氯碱厂的电解原料生产氢氧化钠(NaOH ),工业数据查NaOH GB/T1919-94可知固体I 类优等品NaOH 的含量为≥94.0%,除掉检修等等时间的浪费,按每年实际生产时间为8000小时,本设计计算是以西部氯碱厂目前烧碱装置的年产量为基准,生产10万吨/年98%离子膜NaOH ,其生产纯NaOH 的量为:10×104×103×98.0%/(40×8000)=306.250 kmol/h. 电解过程发生的化学反应为:2NaCl+2H 2O=2NaOH + Cl 2 +H 2由电解方程式计算可知理论生产氯气量为:306.250/2=153.1250 kmol/h. 即氯气的理论年产量为:153.1250×8000×70.91/1000=86864.75吨/年.但在实际生产中,考虑到氯气输送过程等条件中有损失,现以2%耗损计算,则进入洗涤塔前氯气的量为:153.1250×(1-2%)=150.0625 kmol/h.经过对电解槽出来的电解气分析可知所含的组分:Cl 2 ,H 2O ,O 2 ,H 2 ,其他杂质(M );其中以干基为基准,物料混合气各组分的含量如下(kmol/h )表示:Cl 2 :≥98.5%, O 2 : ≤0.7%,H 2 :≤0.03%, 其他杂质(M ):≤0.77%; 以100mol 干基混合气为基准,计算混合气各组分的量:2Cl n =98.5; 2O n =0.7; 2H n =0.03; n 其它=0.77根据气体溶解度可知:氧气、氢气、其他杂质在混合气中含量较少,并且在水中的溶解度非常小,即可将这些气体的含量视为常数,则进入洗涤塔前各组分视为量不变。
为了计算的简洁和方便,按理想化状态,忽略了气体中夹带的少量液态水雾和泡沫。
混合物各组分进行编号:Cl 2——a ; H 2O ——b ; O 2——c ; H 2——d ; 其它杂质(M)——m ; 生产中以10-20mm H 2O 微负压下操作,但是对于常压10.33m H 2O 而言,可忽略不计,认为系统是在常压下操作.前面叙述中知道进洗涤塔前物料的温度约为:80℃.查饱和水蒸气压表[8]可知:80℃时P s =47.345kPa,根据道尔顿分压定律[9]得:OH O H n n 22100+=P p s即 OH O H n n 22100+=325.101345.47解得: O H n 2=87.708.进入塔前氯气的量为:2Cl n =150.0625 kmol/h. (占的含量为98.5%)则: 8024.1330625.1505.98708.872=⨯=O H n kmol/h.0664.10625.1505.987.02=⨯=O n kmol/h.0457.00625.1505.9803.02=⨯=H n kmol/h.1731.10625.1505.9877.0=⨯=其他杂质n kmol/h. 由上面的计算可知进塔前物料各组分的流量为:2CL n =150.0625 kmol/h ; O H n 2=133.8024 kmol/h ;2O n =1.0664 kmol/h ;2H n =0.0457 kmol/h ; 其他杂质n =1.1731 kmol/h ;2.2洗涤塔至湿氯除雾器的物料衡算F 酸8(15℃)(65℃)图2-1洗涤塔至湿氯除雾器的物料衡算系统对该系统混合物各组分进行物料衡算:∑n i 入=∑n i 出Cl 2: n 0,a =n 1,a +n 8,a 即 150.0625= n 1,a +n 8,a …………………① H 2O: n 0,b =n 1,b +n 8,b 即133.8024= n 1,b +n 8,b …………………② O 2 : n 0,c =n 8,c =1.0664H 2 : n 0,d =n 8,d =0.0457 其他杂质(M ):n 0,m =n 8,m =1.1731表2-1 氯气的溶解度数据[10]S/g 1.46 0.980 0.716 0.562 0.451 0.386 0.324 0.274 0.219 0.125 t/℃102030405060708090查饱和蒸汽压表[8]可知:T=15℃时,水的饱和蒸汽压为:P s =1.7053kPa.由道尔顿分压定律得: P p s =ib n n ,8,8即325.1017053.1=1731.10457.00664.1,8,8,8++++b a b n n n …………………③查表2-1可知:T=65℃时,氯气的溶解度S=2274.0324.0+=0.299g/100gH 2O.则02.18/10091.70/299.0=ban n ,1,1 …………………④解①~④方程可得:n 1,a =0.0996, n 1,b =131.1992, n 8,a =149.9629, n 8,b =2.6032在前面的理想假设中忽略了氧气、氢气、杂质的溶解度,所以在F 1中不存在这些组分的含量,全部在F 8中.则洗涤塔至湿氯除雾器总的物料衡算数据如下表所示:表2-2 洗涤塔至湿氯除雾器的物料衡算数据输入(F0)输出(F1、F8)组分 物质的量/(kmol/h ) 组分 物质的量/(kmol/h ) Cl 2: H 2O: 150.0625 133.8024 Cl 2: H 2O: 0.0996+149.9629=150.0625 131.1992+2.6032=133.8024O 2 : H 2 : 杂质M 1.0664 0.0457 1.1731 O 2 : H 2 : 杂质M 1.0664 0.0457 1.1731 总计:286.1501总计:286.1501从物料计算数据中可见,水的饱和蒸汽压与温度是成正比关系的,冷却后的温度越低,含水量就越少,含水量少对氯气干燥越有利,同时对降低硫酸消耗量也有利.但温度不能过低,当低于9.6℃时,氯气和水形成Cl 2.8H 2O 水合结晶,导致管道堵塞,温度控制指标范围为:12~18℃[11].2.2.1 湿氯除雾器的物料衡算F)图2-2 湿氯除雾器物料衡算系统此过程为等温除雾,它主要的目的就是除去混合气中少量的水雾,减少混合气体中水雾的夹带,降低氯气中含水率,从而降低干燥塔中硫酸的用量.它的工作原理是:管式过滤器材质经过特殊浸渍工艺处理上网超细玻璃棉为滤芯纤维除雾器,湿氯气由外至内通过过滤器,其夹带的水雾截留在玻璃棉中,达到降低含水率的目的.在前面的计算中,按理想状态下,忽略了混合气体中夹带的少量泡沫和水雾,经过冷却器出来的各组分全部以气体的形式存在,则经过湿氯除雾器后可忽略各组分的微小变化.则湿氯除雾器的物料衡算: ∑n i,入=∑n i,出 即:F 7,i =F 8,i ; Cl 2:n 7,a = n 8,a =149.9629 ; H 2O:n7,b= n 8,b =2.6032 ;O 2 : n 7,c =n 8,c =1.0664 ; H 2: n 7,d =n 8,d =0.0457;其它杂质(M ):n 7,m =n 8,m =1.1731;2.2.2冷却器的物料衡算F 5(图2-3 冷却器物料衡算系统在氯碱工业中,冷却器是不可缺少的设备,有着相当高的地位,此设备被广泛推广使用.冷却器的主要作用是降低混合气的温度,即可降低水蒸气的饱和蒸汽压,使水蒸气形成液态水排除出,从而降低混合气中水的含量.本设计中控制冷却器的出口温度为15℃(指标范围12~18℃).不能过低,防止形成Cl 2.8H 2O 水合结晶,堵塞管道.此设备混合物各组分的物料衡算: ∑n i,入=∑n i,出Cl 2: n 5,a =n 7,a +n 6,a 即 n 5,a =149.9629+n 6,a …………………① H 2O: n 5,b =n 7,b +n 6,b 即n 5,b = 2.6032+n 6,b …………………② O 2 : n 5,c =n 7,c =1.0664H 2 : n 5,d =n 7,d =0.0457 ; 其它杂质(M ):n 5,m =n 7,m =1.1731查饱和蒸汽压表[1]可知:T=45℃时,水的饱和蒸汽压为:P s =9.5837kPa. 由道尔顿分压定律得:P p s =in n b,5,5 即 325.1015837.9=1731.10457.00664.1,5,5,5++++b a b n n n …………………③查表2-1可知:T 6=15℃时,氯气的溶解度S=2716.0980.0+=0.848g/100gH 2O则 02.18/10091.70/848.0=ban n ,6,6 …………………④解①~④方程可得:n 5,a =149.9730 ; n 5,b =15.9075 ; n 6,a =0.0101 ; n 6,b =13.3043表2-3 冷却器的物料衡算数据输入(F5)输出(F6、F7)组分 物质的量/(kmol/h )组分 物质的量/(kmol/h ) Cl 2: H 2O: 149.9730 15.9075 Cl 2: H 2O: 0.0101+149.9629=149.9730 13.3043+2.6032=15.9075O 2: H 2: 杂质M 1.0664 0.0457 1.1731 O 2: H 2: 杂质M 1.0664 0.0457 1.1731 总计:168.1657总计:168.16572.2.3分离器的物料衡算等温过程(45℃)图2-4 分离器物料衡算系统分离器的作用是除去洗涤塔出来的混合气中少量的泡沫.前面假设理想状态时,忽略了混合气中少量的泡沫,物料中只能有纯气体存在.此过程是等温过程,因此分离器前后物料各组分的量不变.物料衡算为: ∑n i,入=∑n i,出 即F 4,i =F 5,iCl 2 : n 4,a = n 5,a =149.9730 ; H 2O : n 4,b = n 5,b =15.9075 ;O 2 : n 4,c =n 5,c =1.0664 ; H 2 : n 4,d =n 5,d =0.0457 ;其它杂质(M ):n 4,m =n 5,m =1.1731 ;2.3 洗涤塔及氯水箱的能量衡算及循环氯水量的计算F 06(15℃)图2-5 洗涤塔及氯水箱系统2.3.1洗涤塔及氯水箱的能量衡算表2-4 水的标准焓值[8]、氯气标准焓值[10]H2O kJ/kg l 62.80 83.74 167.47 188.41 272.40 334.94 g 2520.50 2530.10 2568.60 2577.80 2615.50 2642.30Cl2kCal/kg164.70 165.04 166.23 166.48 167.24 167.47 因为其他组分的含量较少,引起微小的热量变化可忽略不计,需要水和氯气的物性参数即可.假设此系统可忽略热量损失.1 kCal/kg =4.1868 kJ/kg系统的能量衡算:△H=∑H出-∑H入即△H=△H4+△H1-△H-△H6(1)ΔH0=∑mo,i×h0,i≈mo,a×h0,a+mo,b×h0,b=167.47×4.1868×150.0625×70.91+2642.30×18.02×133.8024 =13831932.32 kJ/h(2)ΔH6=∑m6,i×h6,i=m6,a×h6,a+m6,b×h6,b=164.70×4.1868×70.91×0.0101+62.80×18.02×13.3043 =15549.7518 kJ/h.(3)ΔH1=∑m1,i×h1,i=m1,a×h1,a+m1,b×h1,b=167.24×4.1868×70.91×0.0996+272.14×18.02×131.1992 =648341.257 kJ/h.(4)ΔH4=∑m4,i×h4,i≈m4,a×h4,a+m4,b×h4,b=166.48×4.1868×70.91×149.9730+2577.8×18.02×15.9075 =8151436.8921 kJ/h.则该系统与洗涤塔换热器进行的能量交换为:Q=△H=△H4+△H1-△H-△H6=8151436.8921+648341.257-13831932.32-15549.7581 =-5047703.9227 kJ/h.表2-5 洗涤塔及氯水箱的能量衡算数输入 kJ/h输出 kJ/h ΔH 0: 13831932.32 ΔH 6: 15549.7518 总计: 13847482.0718ΔH 1: 648341.257 ΔH 4: 8151436.8921 总计: 8799778.1491该系统与洗涤塔换热器进行的能量交换Q=ΔH=ΔH 1+ΔH 4-ΔH 0-ΔH 6=5047703.92272.3.2 洗涤塔循环氯水量的计算氯水中氯的含量较少,对于大量的水来说,其可忽略不计,平均热容用水代替. 查表得水的C p =4.176 kJ/kg [8]由公式:Q=∑m i ×C p ×Δt≈ m 3,b ×C p,b ×Δt得 n 3,b =t C M Q b p b ∆⨯⨯,,3 =)4065(176.402.189227.5047703-⨯⨯=2684.3963 kmol/h.由表4-1可知:T=65℃时,氯气的溶解度S=0.299g/100gH 2O则02.18/10091.70/299.0=b an n ,3,3=3963.2684,3a n ,可求得n 3,a =2.0397 kmol/h .2.3.3 氯水箱的物料衡算36 图2-6 氯水箱系统对该系统混合物各组分进行物料衡算:∑n i 入=∑n i 出Cl 2: n 2,a +n 6,a =n 1,a +n 3,a 即 n 2,a +0.0101= 2.0397+0.0966 ……………① H 2O: n 2,b +n 6,b =n 1,b +n 3,b即n 2,b +13.3043= 131.1992+2684.3963 ……………② 由①~②方程得: n 2,a =2.1292 ;n 2,b =2802.2912表2-6 氯水箱的物料衡算数据输入(F2、F6)输出 (F1、F3)组分物质的量/(kmol/h)组分物质的量/(kmol/h)Cl2: 2.1292+0.0101=2.1393H2O: 2802.2912+13.3043=2815.5955 Cl2: 0.0996+2.0397=2.1393H2O: 131.1992+2684.3963=2815.5955总计: 2817.7348 总计: 2817.73482.3.4 洗涤塔的物料衡算在以上的计算过程中进、出洗涤塔的各物料的数据都已求得,由下表可知,洗涤塔各物料守衡.表2-7 洗涤塔的物料衡算数据输入(F0、F3)输出 (F4、F2)组分物质的量/(kmol/h)组分物质的量/(kmol/h)Cl2: 150.0625+2.0397=152.1022H2O: 133.8024+2684.3963=2818.1987 Cl2: 2.1292+149.9730=152.1022H2O: 2802.2912+15.9075=2818.1987O2 : 1.0664 H2 : 0.0457 其它: 1.1731 O2 : 1.0664 H2 : 0.0457 其它: 1.1731总计: 2972.5861 总计: 2972.58612.4 干燥塔的物料衡算和能量衡算干燥塔是氯气处理工序的重要设备,干燥效果的好坏直接影响氯气的指标。