食品包装专用技术及其设备
- 格式:ppt
- 大小:4.99 MB
- 文档页数:89

生鲜电商冷链物流包装技术分析随着互联网的发展和人们生活水平的提高,生鲜电商在中国迅速发展起来,成为人们购买生鲜食品的重要渠道之一。
生鲜食品的特性决定了其在物流和包装方面有着高要求。
冷链物流和包装技术的运用,对于保证生鲜食品的新鲜度和质量起到了至关重要的作用。
本文将对生鲜电商冷链物流和包装技术进行深入分析,探讨其在提高生鲜商品质量、延长货物保鲜期和减少损耗方面的作用。
一、冷链物流技术1. 温度控制冷链物流是指在运输、储存和配送过程中,保持食品在适宜温度条件下的物流环节。
生鲜食品对温度的要求较高,因此在冷链物流中,需要严格控制温度。
采用传感器监控系统实时监测温度,确保食品在整个运输过程中保持在适宜的温度范围之内。
在运输工具和运输设施中应配备冷藏设备和冷冻设备,确保食品在运输过程中不受外界温度的影响。
2. 包装包装是冷链物流中至关重要的一环。
合理的包装可以有效地降低温度在食品中的传导速率,保持食品的新鲜度。
在生鲜电商冷链物流中,采用专业的冷链包装材料,例如专用保温箱、保鲜袋等,保证食品在运输过程中不受外界环境的影响。
3. 运输工具选择合适的运输工具也是冷链物流中至关重要的一环。
大型冷藏车、冷藏集装箱等运输工具可以确保食品在运输过程中保持良好的温度条件,避免因运输工具问题导致食品质量损失。
1. 包装材料在生鲜电商冷链包装中,选择合适的包装材料是关键。
常见的冷链包装材料有泡沫箱、冷藏袋、冰包等。
这些包装材料具有良好的保温性能,能够有效地延长生鲜食品的保鲜期。
2. 防渗透材料防渗透材料是冷链包装中的重要组成部分,它可以起到阻隔湿气和氧气的作用,减缓食品的腐败速度。
采用防渗透材料能够保持食品的新鲜度,并延长货物的保鲜期。
3. 包装设计在冷链包装设计中,应考虑到不同生鲜食品的特性和运输环境的不同。
针对不同食品的特性,设计合理的包装结构和包装方式,保证食品在运输过程中不受损坏。
1. 提高生鲜商品质量生鲜电商冷链物流包装技术的运用,可以有效地提高生鲜商品的质量。
食品包装机操作规程一、概述食品包装机是一种专门用于食品包装的设备,操作规程是指在使用食品包装机时应遵守的准则和操作步骤。
本文将介绍食品包装机的操作规程,以确保食品包装过程的安全性、卫生性和效率。
二、操作前的准备1. 确保操作人员穿着整洁、干净的工作服,并佩戴好帽子、口罩和手套,保持卫生。
2. 检查食品包装机的电源线是否牢固,确保接地良好,以防止电击等事故。
3. 检查包装机的各个部件是否完好,无损坏或松动现象,如有问题应及时修理或更换。
4. 根据包装物的种类和规格,调整包装机的参数和设置,确保设备能够正常运行。
三、操作步骤1. 打开食品包装机的电源开关,并确保仪表显示正常。
2. 将需要包装的食品放置到包装机的送料器上,并调整送料器的位置,使其与包装机的送料装置对齐。
3. 按照食品包装的要求,启动包装机的各个功能模块,如送料、计量、封口等。
确保每个模块的操作顺序正确,以避免食品包装过程中出现问题。
4. 注意观察包装机的运行状态,及时发现异常情况并进行处理。
如包装材料损坏、食品未被正确封口等情况,应立即停止机器并进行检查和修理。
5. 定期清理食品包装机,包括清理残留的食品、包装材料和灰尘等。
保持机器的清洁,有助于提高包装效果和延长机器寿命。
6. 包装完成后,及时关闭食品包装机的电源,并进行必要的清理和维护工作。
四、安全注意事项1. 在操作食品包装机时,切勿将手指或其他物体伸入包装机的运行区域,以免发生意外伤害。
2. 遵守食品安全卫生规定,严禁在包装机周围吸烟、食用食品或将非包装食品带入包装区域。
3. 当发生紧急情况或异常情况时,应立即停机并采取相应的安全措施,并及时报告相关人员进行处理。
4. 定期接受食品包装机的维护和保养,确保设备的正常运行和安全性。
5. 在操作过程中,要保持集中注意力,并随时关注机器的运行状况,及时处理和排除潜在问题。
五、总结食品包装机是食品行业中不可或缺的设备,它的正确操作对于保证食品的安全和质量至关重要。

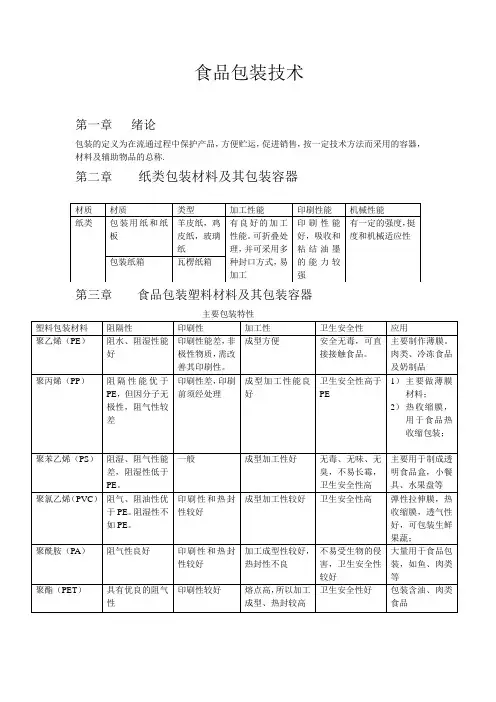
食品包装专用技术食品无菌包装技术一、无菌包装(aseptic packaging)概念所谓食品无菌包装技术,是指把被包装食品、包装材料容器分别杀菌,并在无菌环境条件下完成充填、密封的一种包装技术。
无菌包装包括包装材料的无菌、包装产品的无菌、包装环境的无菌和包装后完整封合四个要素。
二、无菌包装的特点及分类(一)无菌包装的特点:①对包装内容物可采用最适宜的杀菌方法(如HTST法、UHT法等)进行杀菌,使食品的色泽、风味、质构和营养成分等品质少受损害②由于包装容器和食品分别进行杀菌处理,所以不管容器容量大小如何,都能得到品质稳定的产品,甚至还能生产普通罐装法根本无法生产的大型包装食品。
再者,与包装后杀菌相比,食品与容器之间不易发生反应,包装材料成分向食品溶渗减少。
③由于容器表面杀菌技术比较容易,且与内容物杀菌无关,故包装材料的耐热性要求不高,强度要求也没有那么严格。
④适合于自动化连续生产,既省工又节能。
(二)分类:1.按保存温度分:1)常温保存的无菌食品:把连续杀菌过程和无菌容器包装结合起来,以获得常温储存的商业无菌食品。
如鲜乳及乳制品、布丁、蔬菜汁、果汁、汤汁及带颗粒的食品。
2)低温保存的食品:在无菌环境下将没有杀菌的新鲜食品(如发酵乳、酸乳酪等)包装起来,以使食品在冷藏链中免受霉菌、酵母菌污染。
2.按包装大小分成:大包装和小包装1)大包装包装容量为5-220L ,最大可到1000L,主要供食品厂家进行分装销售;生产大包装设备的厂家有瑞典利乐公司、意大利ELPO公司、芬兰ELECSTER公司、我国的北京航空工艺研究所、沈阳自动化仪表研究所等。
2)小包装容量为70-1200ml,供市场销售,直接供应消费者。
又可分为砖型包、塑料杯、塑料袋、塑料瓶等几种形式。
生产砖型包设备的厂家有瑞典利乐公司、美国国际纸业公司、德国的PKI公司、KF公司、我国的广东远东公司等;生产塑料杯型包装设备的厂家有德国的GASTI公司、BOSCH公司、HASSIA公司、法国ERCA 公司等;生产塑料袋包装设备的厂家有德国KF公司、芬兰ELEC-STER公司、日本城南公司等;生产塑料瓶包装设备的厂家有瑞士TOMME-LAG公司、荷兰STORK公司等。
大森se5000食品包装机说明书一、概述:机器的主要部件均采用不锈钢材料,卫生清洁,耐腐蚀性强,该机配备输送带内部清洗装置,可保持输送带内部的清洁;同时本机的控制单元具备多种生产任务存储,解决了产品包装时遇到的失重与高真空度保持的矛盾,并且保证了高质量的封口。
机器是由传动系统、抽真空系统、热合系统、控制系统、水冷系统等组成。
真空泵安装在机外,传动系统和电气系统在机身两侧的箱体内。
二、工作原理:本机需要将要包装的物品平铺在传送带上,传动系统工作,向前滚动到真空室下方,然后自动真空室下落,开始抽真空,达到真空度要求后自动进行加热封口,封口完毕有水冷,水冷完毕,放气,真空室打开上移,传送带向前滚动,将包装好的成品卸料。
此时传送带位置正适合摆放要包装的物品,摆放后自动前移,开始真空包装。
因为是增加了水冷系统,所有这台机器包装出来的封口更平整美观。
三、技术参数:真空室尺寸:1125×430×110mm封口线间距:450mm有效封口尺寸:1000mm封口线宽度:8-10mm包装能力:3-6次/分钟电源:三相四线380V/50Hz功率:5.8KW外型尺寸:1800×1400×1300mm重量:460KG(不含泵)四、用途:食品连续滚动式包装机可使用各种塑料复合薄膜袋或铝箔复合薄膜袋,对各类生熟食品、果品、土特产品、药材、化学品、仪器、服装、五金产品、电子元器件等各种固体、粉状物体、液体进行真空包装。
五、性能特点:食品连续滚动式包装机采用负压传动,以气缸代替了传统的电机,通过齿轮、齿条传动定位,具有精度高、升降平稳、滚动皮带走带定位准确的显著特点,设备操作人员无需手动调整传送带位置,更省时省力;这种传送方式是传统的连杆传动方式不可比的。
六、设备安装:1.食品连续滚动式包装机的真空泵是外置的,需要将食品连续滚动式包装机在车间放置平稳后,先将支撑脚旋紧牢固;2.再将真空泵和食品连续滚动式包装机机身用随机配备的专用钢丝软管用管卡和密封胶拧紧并密封;3.水冷管路的连接:食品连续滚动式包装机需要有不小于每分钟2升的自来水,对其进行降温。
包装专用设备制造行业市场前景分析在现代经济社会中,包装专用设备制造行业作为一个重要的产业领域,正经历着快速的发展和变革。
随着消费市场的不断扩大、技术的持续创新以及对包装质量和效率要求的提高,这个行业展现出了广阔的市场前景。
一、市场需求的增长首先,消费市场的不断扩张是推动包装专用设备制造行业发展的关键因素之一。
随着人们生活水平的提高,对于各类商品的需求日益多样化,这促使了众多行业的繁荣,如食品、饮料、医药、化妆品等。
而这些商品都离不开高质量、精美的包装,从而带动了对包装专用设备的需求。
以食品行业为例,方便食品、休闲食品的销量持续攀升,对于能够实现快速、高效、卫生包装的设备需求旺盛。
在饮料领域,各种新型饮品层出不穷,为了吸引消费者的目光,独特的包装设计和先进的包装工艺成为关键,这也对包装设备提出了更高的要求。
其次,电子商务的蓬勃发展也为包装专用设备制造行业带来了新的机遇。
网购的普及使得包裹数量呈爆炸式增长,物流企业对自动化、智能化的包装设备需求大增,以提高包装效率和降低成本。
再者,出口贸易的增长也在一定程度上拉动了包装专用设备的市场需求。
为了满足国际市场对于包装质量和环保标准的要求,企业需要不断升级和更新包装设备。
二、技术创新的推动技术创新是包装专用设备制造行业发展的核心动力。
近年来,随着自动化技术、信息技术、人工智能等领域的快速发展,包装专用设备也在不断地更新换代。
自动化技术的应用使得包装设备能够实现高速、连续、精准的包装操作,大大提高了生产效率和包装质量。
例如,全自动包装生产线能够完成从物料输送、计量、灌装、封口到包装成品输出的全过程自动化操作,减少了人工干预,降低了误差率。
信息技术的融入为包装设备带来了智能化的变革。
通过传感器、物联网等技术,包装设备可以实现对生产过程的实时监控和数据采集,从而进行精准的故障诊断和预防性维护,提高设备的运行稳定性和可靠性。
人工智能在包装设备中的应用也逐渐崭露头角。