机械压力灌装机主要技术参数、主要结构和工作原理
- 格式:docx
- 大小:198.98 KB
- 文档页数:2
灌装机原理灌装机是一种用于灌装液体或粉状物料的自动化设备,其原理是通过一系列的机械动作和控制系统,将容器中的物料准确地灌装到目标容器中。
灌装机的原理可以分为以下几个方面来进行解析:1. 输送系统,灌装机的输送系统通常由输送带、输送管道和输送机构组成。
输送带用于将空瓶或容器送入到灌装机的工作区域,输送管道用于将物料输送到灌装机的灌装口,输送机构用于控制输送带的速度和方向。
输送系统的原理是通过机械传动和电控系统,实现空瓶和物料的准确输送和定位。
2. 灌装系统,灌装机的灌装系统通常由灌装头、灌装阀和灌装控制系统组成。
灌装头用于将物料从输送管道中灌装到目标容器中,灌装阀用于控制灌装头的开闭,灌装控制系统用于控制灌装的流量和时间。
灌装系统的原理是通过气动或液压驱动,实现物料的准确灌装和控制。
3. 控制系统,灌装机的控制系统通常由PLC控制器、触摸屏和传感器组成。
PLC控制器用于控制整个灌装机的工作流程,触摸屏用于人机交互和参数设置,传感器用于监测物料的流量、压力和位置。
控制系统的原理是通过程序控制和反馈调节,实现灌装机的自动化操作和生产过程的可控性。
4. 安全系统,灌装机的安全系统通常由安全门、急停按钮和报警器组成。
安全门用于保护操作人员不受机械伤害,急停按钮用于紧急停机,报警器用于监测设备的运行状态。
安全系统的原理是通过机械和电气联锁,实现设备和操作人员的安全防护。
总的来说,灌装机的原理是通过输送系统、灌装系统、控制系统和安全系统的协同作用,实现物料的准确灌装和生产过程的自动化控制。
在实际应用中,灌装机可以根据不同的物料特性和灌装要求,进行定制化设计和参数调整,以满足不同行业和生产线的需求。
希望本文对灌装机的原理有所帮助,谢谢阅读。
灌装机灌装原理
灌装机是一种常见的用于物体灌装的设备,它的灌装原理主要基于一定的力学和流体力学原理。
灌装机通常由灌装头、灌装阀、传动装置等部件组成。
灌装机的灌装原理可以简单概括为以下几个步骤:
1. 准备工作:首先需要将待灌装的物体(如液体、粉末等)和灌装机的工作环境进行准备,确保物体和机器的准备程度。
2. 开始灌装:一旦准备工作完成,灌装机就可以开始工作了。
灌装机通过传动装置控制灌装头的下降和上升,确保灌装过程的准确性和稳定性。
3. 灌装阀打开:当灌装头下降到合适的位置后,灌装阀会打开。
灌装阀的打开过程通常受到灌装容器内部和外部的压力影响,以确保物体可以顺利进入容器。
4. 物体灌装:一旦灌装阀打开,物体就会通过灌装头从物体贮存器中流入容器中。
灌装机通常会根据需要进行计量和控制,以确保每次灌装的物体量在预定范围内。
5. 灌装阀关闭:当物体灌装到一定程度后,灌装阀会关闭,停止物体的灌装。
再次打开灌装阀时,物体会继续灌装。
6. 灌装完成:当容器中的物体达到预定的灌装量后,灌装机会停止工作。
此时,可以将装满物体的容器取出,进行封装和其
他后续处理。
总的来说,灌装机的灌装原理是通过灌装头和灌装阀的协调工作,配合传动装置的控制,将预定量的物体灌装到容器中。
这一过程通常受到一定的力学和流体力学原理的制约。
灌装机的具体工作方式和原理会根据不同的灌装物体和灌装要求而有所差异。
灌装机的结构和工作原理1. 灌装机的基本原理灌装机是一种用于将液体或粉末物质灌装到容器中的设备。
其基本原理是通过一系列的动作和控制,将待灌装的物质准确地注入到容器中,并确保容器密封,以保持产品的质量和安全。
2. 灌装机的结构组成灌装机通常由以下几个主要部分组成:2.1 输送系统输送系统用于将空容器从供应区域输送到灌装区域,然后将已灌装好的容器输送到下一个工序或包装区域。
输送系统通常包括传送带、滚轮或链条等设备。
2.2 容器定位系统容器定位系统用于确保容器在灌装过程中保持稳定位置。
这通常通过夹具、导向轨道或传感器等方式来实现。
2.3 灌装系统灌装系统是整个灌装机最核心的部分,它负责将待灌装物质注入到容器中。
根据不同的物质特性和要求,常见的灌装系统包括重力式、压力式、真空式和螺杆式等。
•重力式灌装系统:通过重力作用,将液体或粉末物质从储存罐中流入容器。
这种灌装方式适用于流动性较好的物质。
•压力式灌装系统:通过气压或液压的力量,将物质推入容器。
这种灌装方式适用于较稠密的物质。
•真空式灌装系统:通过在容器内部建立真空环境,使物质自动进入容器。
这种灌装方式适用于易挥发或易氧化的物质。
•螺杆式灌装系统:通过螺杆的旋转运动,将粉末物质按照一定的剂量注入容器。
这种灌装方式适用于粉末状物料。
2.4 密封系统密封系统用于确保容器在灌装完成后能够有效地密封。
常见的密封方式包括螺纹盖、压盖、热封等。
2.5 控制系统控制系统是整个灌装机的核心,它对整个工艺进行控制和调节。
控制系统通常由PLC(可编程逻辑控制器)或微处理器组成,可以实现自动化控制、参数设置和故障诊断等功能。
3. 灌装机的工作流程灌装机的工作流程通常包括以下几个步骤:3.1 容器供应空容器从供应区域进入输送系统,通过传送带或滚轮等设备将其输送到灌装区域。
3.2 容器定位容器定位系统将空容器定位到灌装位置,并确保容器的稳定性和准确定位。
3.3 灌装根据物质的特性和要求,选择相应的灌装系统进行灌装。
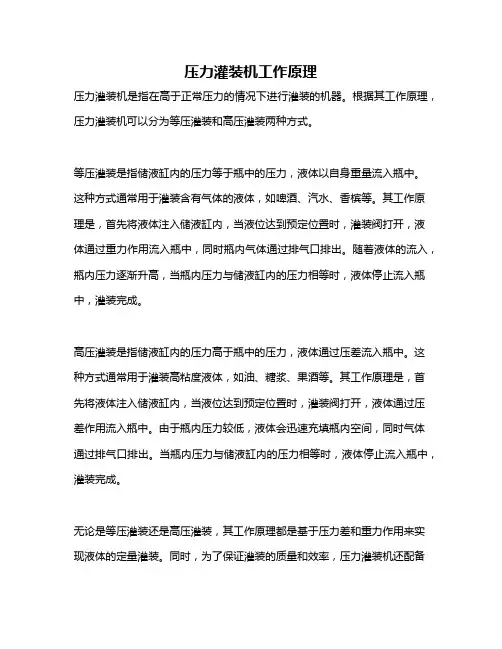
压力灌装机工作原理
压力灌装机是指在高于正常压力的情况下进行灌装的机器。
根据其工作原理,压力灌装机可以分为等压灌装和高压灌装两种方式。
等压灌装是指储液缸内的压力等于瓶中的压力,液体以自身重量流入瓶中。
这种方式通常用于灌装含有气体的液体,如啤酒、汽水、香槟等。
其工作原理是,首先将液体注入储液缸内,当液位达到预定位置时,灌装阀打开,液体通过重力作用流入瓶中,同时瓶内气体通过排气口排出。
随着液体的流入,瓶内压力逐渐升高,当瓶内压力与储液缸内的压力相等时,液体停止流入瓶中,灌装完成。
高压灌装是指储液缸内的压力高于瓶中的压力,液体通过压差流入瓶中。
这种方式通常用于灌装高粘度液体,如油、糖浆、果酒等。
其工作原理是,首先将液体注入储液缸内,当液位达到预定位置时,灌装阀打开,液体通过压差作用流入瓶中。
由于瓶内压力较低,液体会迅速充填瓶内空间,同时气体通过排气口排出。
当瓶内压力与储液缸内的压力相等时,液体停止流入瓶中,灌装完成。
无论是等压灌装还是高压灌装,其工作原理都是基于压力差和重力作用来实现液体的定量灌装。
同时,为了保证灌装的质量和效率,压力灌装机还配备
了各种传感器和控制元件,如液位传感器、温度传感器、流量计等,以实现精确的液位控制、温度控制和流量调节等功能。
灌装机有哪几种类型以及灌装机的工作原理1.常压灌装机液体产品在常压下装入包装容器,仅适用于灌装低粘度,无气体的液体产品,如酒,醋,酱油等。
主要由液罐进瓶轮、出瓶轮、进瓶输送机、灌装阀、主轴及传动系统组成。
在同一水平面上有进瓶轮和出瓶轮,托盘安装在提升杆上,主轴垂直安装在轴承座上,罐1安装在主轴顶部,罐下有24个加注阀。
中间部分对应24个托盘,升降运动通过下轨道实现。
电机和传动系统装置安装在机架内。
2.负压灌装机先将包装容器泵形成负压,然后将液体产品灌入包装容器。
负压充填机分为两种,一种储罐正压,包装容器负压,依靠压差充填(压差负压充填机);另一种储罐和包装容器均为负压,依靠液体的自载灌装(重力式负压灌装机)。
适用于灌装果汁饮料,有毒农药和化学试剂。
托盘安装在下转盘13上,其升降由托盘升降导轮16驱动,罐内液位由液位控制装置14控制,加注阀5固定在上转盘9上,上转盘高度可由储槽高度控制装置15调节。
满足不同瓶高的要求。
调速手轮19用于对主轴转速进行无级调节,以满足主机生产率的要求。
本机特点:灌装液体无泄漏,瓶子破损率低,液体香味损失小,适合各种液体灌装。
3.等压灌灌机先向容器内充气,使容器内的气体压力和气体压力相等,然后灌装。
适用于填充碳酸饮料和含气体的葡萄酒,如苏打水,可乐,啤酒等。
主要由环形液室2、拨星轮5、分离进料螺杆6、中央进料管10、进料管11、进料阀20等组成,灌装机储液室与气室在同一罐内,为单室供液系统。
4.压力填充机用外部机械压力将容器内的液体填充。
适用于填充粘性材料,流体。
如牙膏,番茄酱,豆沙,香脂等。
调味盒1由不锈钢制成。
箱底焊接成箱形座,箱底与轴刚性连接。
箱体底部有12个活塞,活塞杆下端装有滚轮,滚轮沿环形轨道运行,控制活塞的往复运动。
轨道一端装有提升机构,用于调整活塞行程。
12个灌装阀安装在酱箱外侧,与酱箱相连。
灌装机技术参数
灌装机是一种用于灌装各种液体、半流体和粘稠物的机器设备。
它广泛应用于食品、饮料、化妆品、医药等行业。
灌装机的技术参数是衡量其性能和质量的重要指标。
1. 灌装速度
灌装速度是指灌装机每分钟能够灌装的容器数量。
灌装速度的快慢直接影响到生产效率和产量。
一般来说,灌装速度越快,生产效率越高,但也要考虑到灌装质量和设备稳定性等因素。
2. 灌装精度
灌装精度是指灌装机在灌装过程中的误差范围。
灌装精度越高,产品质量越稳定,能够满足客户的需求。
一般来说,灌装精度应该在正负0.5%以内。
3. 灌装容量范围
灌装容量范围是指灌装机能够处理的容器容量范围。
不同的产品需要不同的容量,因此灌装机的容量范围也需要相应调整。
一般来说,灌装容量范围应该在50毫升到5升之间。
4. 灌装方式
灌装方式是指灌装机的灌装方式,包括重力灌装、压力灌装、真空
灌装等。
不同的产品需要不同的灌装方式,因此灌装机的灌装方式也需要相应调整。
5. 设备稳定性
设备稳定性是指灌装机在长时间运行过程中的稳定性和可靠性。
设备稳定性越高,设备故障率越低,生产效率和产品质量也会更高。
灌装机的技术参数是衡量其性能和质量的重要指标。
在选择灌装机时,需要根据产品的特点和生产需求来选择合适的灌装机,以确保生产效率和产品质量的稳定性。
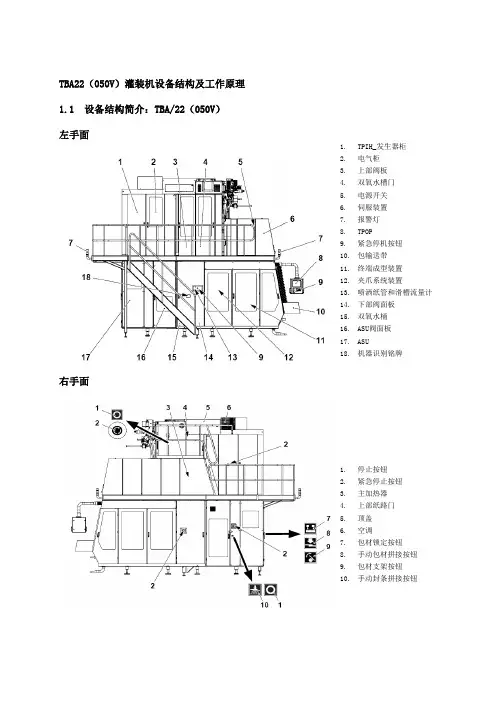
TBA22(050V)灌装机设备结构及工作原理1.1 设备结构简介:TBA/22(050V)左手面右手面1.TPIH_发生器柜2.电气柜3.上部阀板4.双氧水槽门5.电源开关6.伺服装置7.报警灯8.TPOP9.紧急停机按钮10.包输送带11.终端成型装置12.夹爪系统装置13.喷洒纸管和滑槽流量计14.下部阀面板15.双氧水桶16.ASU阀面板17.ASU18.机器识别铭牌1.停止按钮2.紧急停止按钮3.主加热器4.上部纸路门5.顶盖6.空调7.包材锁定按钮8.手动包材拼接按钮9.包材支架按钮10.手动封条拼接按钮3.1.1操作屏介绍3.1.2程序步骤介绍1.TPOP重置2.灯测试3.紧急停机4.手动冲洒终端成型和夹爪5.排包按钮6.手动排废包输送带7.程序下8.程序上9.夹爪系统寸动10.终端成型寸动11.终端成型寸动快/慢选择开关12.程序步骤1.零步骤2.准备3.管封4.预热5.喷雾6.干燥7.与消毒机互相交换讯号8.摺角加热器9.马达起动10.生产11.生产结束12.排空13.无菌仓门14.外部清洗15.CIP清洗16.吹管3.1.3 阀板结构介绍 上部阀板下部阀板1. 右下折角密封气压表2. 左下折角密封气压表3. 左顶折角密封气压表4. 右顶折角密封气压表5. 滑槽气压表6. 图案校正电眼保护气压表 1. 钟摆滚筒气压表 2. 挤压滚轮气压表 3. 调节阀防冷凝水气压表4. 双氧水喷雾气压表3.1.4伺服单元结构介绍1. TS右面冷却水流量表2. TS左面冷却水流量表1. 终端成型冷却水流量表4. LS变压器冷却水流量表5. DI_环路流量表6. 封条附贴器变压器冷却水流量表7. 冰水压力表8. 外部清洗液压力9. 水阀10. 主空气压力调节手柄11. 主压缩空气气压表12. 供气阀11. 主电源开关14. 清洗液箱15. 外部清洗压力表16. 外部清洗阀17. 水过滤器18. 冷水压力表19. 冰水重注阀3.2设备工作原理介绍水环式压缩机、洗擦器、汽水分离器、主加热器、雾化器、无菌室、双氧水槽、A/B/C阀组功能:建立并维持无菌环境原理:a.空气通过进气阀进气进入洗擦器净化,气体再进入水环式压缩机增压然后进入水气分离器进行水和气的分离,,出来的气体再进入主空气加热器进行高温加热,然后通过热交换阀、预热阀,进入无菌仓,再回到洗擦器形成环路b.再预热3时预热阀温度达到280℃,喷雾杯内打满100ml的H2O2用压缩气打到喷嘴进行雾化再喷到无菌仓利用H2O2进行灭菌,从而形成无菌环境c.无菌环境是靠正压来维持的双氧水罐、双氧水桶、双氧水槽、水浴循环泵、双氧水泵、喷雾杯、压力缓冲罐、热水泵、热交换器功能:a、包材灭菌b、无菌系统灭菌原理:a.加热器对循环水浴加热,双氧水通过板换与热水进行热交换,使双氧水达到设定温度,包材经过双氧水槽实现灭菌b.双氧水在压缩空气压力下与高温热空气混合,经雾化器使双氧水雾化,达到无菌系统灭菌灌注系统主要部件:灌注管、调节阀、TMCC卡、浮筒、液位传感器、Array U/P转换阀功能:提供稳定料液原理:液位传感器检测到磁性浮筒的位置,液位传感器给液位调节(TMCC)一个信号,液位调节卡凭此信号输出一个电信号给U/P转换阀,U/P转换阀将此电流信号转换成气压来控制调节阀的开度,控制纸管内牛奶液位。
灌装机技术参数
灌装机是一种用于灌装各种液体或半流体物质的设备。
在选择灌装机时,需要考虑以下技术参数:
1. 灌装速度:它是指每小时能够灌装的液体数量。
通常以瓶子的数量来衡量。
速度越快,生产能力越高。
2. 灌装精度:它是指灌装机的精度,即每个瓶子中的液体数量与标准液体数量之间的差异程度。
高精度可以提高产品的质量。
3. 灌装量范围:它是指灌装机可以处理的液体数量的范围。
这通常取决于瓶子的大小和形状。
4. 瓶子尺寸范围:它是指灌装机可以处理的瓶子大小的范围。
这包括瓶子的高度、直径和形状等。
5. 操作方式:灌装机可以是手动操作或自动操作。
自动操作可以提高生产效率和减少人工操作。
6. 机器尺寸:灌装机的尺寸通常以长度、宽度和高度来衡量。
需要根据自己工厂的空间大小来选择。
7. 功率:灌装机的功率是指它所需的电力。
这需要根据自己的工厂电力需求来选择。
以上是选择灌装机时需要考虑的主要技术参数。
根据自己的生产需求和场地情况来选择适合自己的灌装机,可以提高生产效率和产品质量。
- 1 -。
灌装机工作原理
灌装机是一种机械设备,它可以灌装良好流动性的物料,如液体、膏体和粉末。
它可
以加快液体、膏体和粉末的制造过程,简化生产线高效率运行,并有效地降低工人劳动,
为工厂实现规模生产提供了可能。
灌装机的工作原理主要基于旋转原理,包括空瓶旋转、灌装旋转、抛料和盖合门等。
其中,空瓶旋转将空瓶送往灌装定位位置,使灌装机能够把物料灌装到瓶子中;灌装旋
转将物料从储料罐中送出,灌装到瓶子中,完成灌装工序;抛料旋转将灌装不良品抛出设备,过滤掉不良品;而盖合门旋转则用于盖上灌装后的瓶子。
灌装机工作时,空瓶通过空瓶进料口进入机器,空瓶绕着滚筒反转,依次进入灌装室,此时传动系统将空瓶从滚筒上做出微小集中移动,使空瓶停留在灌装室内,灌装室内的灌
装针(此处可按实际情况安装针头、混合头或混合头等分别处理液体、膏体和粉末类物料)开始向空瓶中填充物料,填满后,灌装室灌装针上拍彻底,将多余的物料抽回储料罐,完
成灌装工序。
灌装完成后,瓶子继续滚动到盖合机,衔接到空瓶运送带上,并在盖合机内安装盖子,最后将盖好的瓶子放入瓶出口,经过检测台检测成品准确度,最后由装箱机组装成最终的
产品。
灌装机可以在各种条件下灌装物料,如卤素、称量、液体、膏体和粉末。
它可以自动
完成多种功能,如变量速度控制、灌装定容量、抛料处理、异物检测、加热拉伸术等。
由
于采用了这种灌装机,产品瓶口容量不一,生产线可以得到有效地管理,产品质量可控,
生产效率得到大幅度提高。
灌装机工作原理
灌装机工作原理如下:
灌装机是一种用于将液体或粉末物料灌装到容器中的设备。
它通过一系列的运动和控制实现物料的计量、输送和灌装。
灌装机的基本原理是通过泵或重力将物料从储料容器中抽取或流出,经过管道输送到灌装头,再通过控制机构控制灌装头的开关,将物料溅入容器中,完成灌装过程。
具体来说,灌装机一般包括以下几个部分:
1. 储料容器:用于储存待灌装的物料,可以是桶、罐、槽等不同形式的容器。
2. 泵或重力输送装置:用于将物料从储料容器中抽取或流出,并通过管道输送到灌装头。
3. 灌装头:通过控制机构的开关,控制物料的流动,实现精确的计量和灌装。
4. 控制系统:通过电气或电子设备对灌装机进行控制,如控制泵的开关、控制灌装头的开关、设置灌装量等。
在灌装过程中,首先将储料容器中的物料抽出或流出,通过管道输送到灌装头。
然后,根据设定的参数和要求,控制灌装头的开关,将物料溅入容器中。
当灌装量达到设定值时,关闭灌
装头,完成一次灌装。
灌装机工作原理的关键在于控制物料的流动和计量准确性。
通过合理设计和配置泵、管道、灌装头等组件,选择合适的控制系统,能够实现高效、精确的灌装过程。
同时,不同类型的灌装机(如液体灌装机、粉剂灌装机、颗粒灌装机等)在工作原理和结构上可能会有一些差异,但都遵循基本的灌装原理。
灌装包装机械概述及原理一、灌装包装机械的工作原理1.液体灌装机械:液体灌装机械主要适用于液体产品的灌装和包装。
它通过将产品从储存容器中吸取并通过管道输送到灌装嘴,然后通过控制阀门的开关来控制流量和灌装量。
在灌装过程中,可以根据需要调整灌装速度和灌装量。
2.固体灌装机械:固体灌装机械主要适用于固体产品的灌装和包装。
它通过将固体产品从储存容器中输送到灌装嘴,然后通过振动、旋转或压缩等机械运动来控制产品的流动和灌装量。
在灌装过程中,可以根据需要调整灌装速度和灌装量。
3.粉末灌装机械:粉末灌装机械主要适用于粉末产品的灌装和包装。
它通过将粉末产品从储存容器中输送到灌装嘴,然后通过振动、压缩或重力等机械运动来控制粉末产品的流动和灌装量。
在灌装过程中,可以根据需要调整灌装速度和灌装量。
4.粒状灌装机械:粒状灌装机械主要适用于粒状产品的灌装和包装。
它通过将粒状产品从储存容器中输送到灌装嘴,然后通过振动、旋转或压缩等机械运动来控制粒状产品的流动和灌装量。
在灌装过程中,可以根据需要调整灌装速度和灌装量。
二、灌装包装机械的结构设计1.储存容器:用于存放产品的容器,根据产品的特性和灌装需求来选择。
可以是液体罐、固体罐、粉末罐或粒状罐等。
2.输送系统:用于将产品从储存容器输送到灌装嘴,可以采用管道输送、传送带输送、旋转输送等方式。
输送系统的设计需要考虑产品的特性和灌装量的要求。
3.灌装嘴:用于将产品灌入包装容器中的装置,可以根据产品的特性和包装形式选择不同的灌装嘴,如喷雾灌装嘴、滴管灌装嘴、注射器灌装嘴等。
4.控制系统:用于控制灌装包装机械的工作流程和参数,包括控制灌装速度、灌装量、包装形式等。
可以采用机械控制方式或电气控制方式。
5.包装容器:用于存放产品的容器,可以是瓶子、袋子、桶子等。
根据产品的形态和包装要求选择合适的包装容器。
6.操作控制面板:用于操作和控制灌装包装机械的界面,可以有按钮、拨轮、触摸屏等。
通过操作控制面板可以调整机械的工作方式和参数设置。
灌装机的原理灌装机是一种用于灌装液体、粉体或颗粒状物料的机械设备,它在各种行业中都有着广泛的应用,如食品、医药、化工、日化等领域。
灌装机的原理是基于一系列机械、电子、气动等原理的综合作用,下面我们来详细了解一下灌装机的原理。
首先,灌装机的工作原理是通过一系列的传动装置将液体或颗粒状物料从储料罐中输送到灌装管道中。
这个过程中,通常会使用输送泵或者输送带等设备来实现。
输送泵通过电动机的驱动,将液体或物料吸入并输送到灌装管道中,而输送带则是通过机械传动的方式将物料从储料罐中运送到灌装管道。
其次,灌装机的原理还涉及到控制系统的作用。
在灌装过程中,需要对液体或物料的流量、灌装速度、灌装量等进行精确的控制。
这就需要利用传感器、PLC控制系统等设备来实现对灌装机的自动控制。
传感器可以实时监测液体或物料的流量和压力等参数,而PLC控制系统则可以根据传感器的反馈信号,对输送泵或输送带进行精确的控制,从而实现灌装过程的自动化和精准化。
另外,灌装机的原理还包括灌装头的设计和作用。
灌装头是灌装机的关键部件,它通过特定的结构和工作原理,实现对液体或物料的准确灌装。
一般来说,灌装头会根据不同的灌装要求,采用不同的结构设计,如单头灌装、多头灌装、螺杆灌装等。
通过灌装头的设计和调整,可以实现对不同规格、不同粘度的液体或物料进行精确的灌装操作。
此外,气动原理也是灌装机的工作原理之一。
在一些灌装机中,会采用气动执行机构来实现灌装操作。
气动执行机构通过压缩空气的作用,驱动灌装头的上下运动,从而实现对液体或物料的灌装。
这种方式具有结构简单、动作快速、维护方便等优点,因此在一些特定的灌装场合中得到了广泛的应用。
综上所述,灌装机的原理是基于输送装置、控制系统、灌装头设计和气动原理等多种原理的综合作用。
通过这些原理的合理运用,可以实现对液体、粉体或颗粒状物料的精确灌装,满足不同行业对灌装精度和效率的要求。
随着科技的不断发展,灌装机的原理也在不断创新和完善,为各行业的生产提供了更加可靠、高效的灌装解决方案。
3.5机械压力灌装机
现以GT-12活塞式灌酱机为例(图3 -42所示),说明机械压力式灌装机的主要结构和工作原理。
3.5.1主要技术参数
(1)灌装物料:黏稠液料,如28%的蕃茄酱、桔酱、果酱等。
(2)灌装罐型:539(70g),668(198g)。
(3)灌装阀头数:12个。
(4)装料活塞直径:80mm。
(5)装料活塞行程:10mm~100mm。
(6)生产能力:(12~200)罐/min。
(7)电动机功率:1.5kW。
3.5.2主要结构和工作原理
压力法灌装与负压法灌装正好相反,灌装密封系统处于高于大气压的状态中,将正压力加于产品上。
如图3 -43所示,可通过对储液箱顶部预留空间加压的方法中泵将产品压到灌装阀的方法,完成液料或半液料的充灌。
压力灌装机没有瓶托,没有灌装缸,设备为卡瓶颈定位灌装,在灌装转台上有一个分配器,分配器的一端连接至机外的水泵(水泵安装在一只储液箱中),另一端用软管连接到各个灌装阀。
灌装转台上有环形定位圈,定位圈上有与灌装阀等量的弧形定位槽,定位槽的中心线与阀的中心线重合。
当PET瓶被输送到灌装转台,并被拨盘以瓶颈定位到弧形定位槽内,挂在了灌装转台的环形定位圈上,此时瓶口中心即与灌装阀的中心重合。
灌装阀在随灌装转台的回转中沿凸轮下降,与PET瓶口密封并随之顶开灌装阀进液。
设备之外储液罐中的水泵通过灌装机上的分配器向瓶里供液,灌装至瓶满口。
瓶内气体以及灌装满口后从进液管压进过量的液体将由回气(液)管返回储液罐。
由于进液施以一定的液压,灌装速度可达300ml/8。
当设备精度调整到一个动态平衡的状态时,回气(液)管主要回气,回水量很小。
液体在PET瓶中的液面高度由客户确定数值,由伸入瓶口内阀管的体积决定,即阀管伸入瓶口长短对灌装无影响,只影响液面高度。