第四节 曲柄压力机主要技术参数与选用
- 格式:pptx
- 大小:1.37 MB
- 文档页数:15
曲柄压力机的主要参数包括:
1. 公称压力:指当滑块运动到距下死点前一定距离(公称压力行程)或曲柄旋转到下死点前某一角度(公称压力角)时,滑块上允许的最大工作压力。
2. 滑块行程:指滑块从上死点运动到下死点所走过的距离,它的大小和压力机的工艺用途有很大的关系。
3. 滑块行程次数:指滑块空载时,每分钟上下往复运动的次数。
有载荷时,实际滑块行程次数小于空载次数。
对于自动送料曲柄压力机,滑块行程次数越高,生产效率就越高。
4. 压力机最大装模高度:指压力机闭合高度。
调节机构处于上极限位置(即连杆长度调到最短)和滑块处于下极点时,滑块下表面至工作台垫板上表面之间的距离。
压力机装模高度调节机构的调节距离(即连杆长度调节量)称为压力机装模高度调节量ΔH。
5. 工作台尺寸和滑块底面尺寸:这些尺寸与模具外形尺寸及模具安装方法有关。
6. 模柄孔尺寸:当模具需要用模柄与滑块相连时,模具的模柄尺寸应与滑块内模柄孔的尺寸相调。
此外,曲柄压力机的喉口的深度、漏料孔的尺寸等也是模具设计时所必须考虑的。
曲柄压力机的主要参数-回复曲柄压力机是一种常见的机械设备,用于压制和成形金属、塑料等材料。
为了更好地理解和运用曲柄压力机,我们需要了解其主要参数。
在本文中,我将详细介绍曲柄压力机的主要参数,并解释它们的作用和影响。
1. 最大压力:最大压力是曲柄压力机能够施加在物体上的最大力量。
这个参数是选择曲柄压力机时非常重要的考虑因素之一。
最大压力取决于机器的结构和驱动方式,通常以吨或千牛(kN)为单位。
2. 工作台面积:工作台面积是曲柄压力机的工作平台上的有效面积。
这个参数决定了压力分布的均匀性和工作台能够容纳的最大工件尺寸。
通常以平方英尺或平方米为单位。
3. 冲程长度:冲程长度是曲柄压力机的滑块或冲头从顶部到底部的运动距离。
这个参数决定了压力机的工作范围和加工能力。
通常以英寸或毫米为单位。
4. 冲程次数:冲程次数是指曲柄压力机每分钟可完成的工作循环次数。
这个参数取决于工作台的设计和驱动系统的性能。
较高的冲程次数意味着更高的生产效率。
5. 功率:功率是曲柄压力机所需的驱动能量。
曲柄压力机通常由电动或液压系统驱动。
功率的大小影响到压力机的性能和工作效率。
功率通常以千瓦(kW)为单位。
6. 速度:速度是指曲柄压力机工作过程中冲头或滑块的运动速度。
这个参数可以通过调整驱动系统的设置来控制。
不同的工艺要求可能需要不同的运动速度,因此速度调节是曲柄压力机的一个重要功能。
7. 精度:精度是指曲柄压力机在加工过程中能够控制的偏差。
这个参数影响到成品的质量和工件的尺寸精度。
曲柄压力机通常具有一定的精度要求,需要通过设计和设备调整来满足加工要求。
8. 自动化程度:自动化程度是指曲柄压力机的操作过程中是否具有自动化控制和功能。
自动化程度高的曲柄压力机可以实现自动供料、自动定位、自动送料等功能,提高了生产效率和产品一致性。
以上是曲柄压力机的主要参数。
了解这些参数的作用和影响,对于正确选择和使用曲柄压力机非常重要。
在设计和操作曲柄压力机时,应该根据具体的加工需求和要求来选择适合的参数,并确保设备的安全性和稳定性。
曲柄压力机曲柄压力机,是指在曲柄压力机中,滑件安装在曲柄轴上,由于曲柄轴的旋转而在一定行程内竖直往复,并且向冲模冲压工件以成形所需产品。
曲柄压力机包括机身、横置于机身下方的曲轴、两端分别与曲轴和滑块铰接的双连杆、位于连杆上方的滑块、位于滑块下方的工作台板、位于机身下方外侧并通过离合器与曲轴连接的飞轮、还包括滚珠导向装置。
曲柄压力机- 基本简介曲柄压力机是一种最常用的冷冲压设备,用作冷冲压模具的工作平台。
其结构简单,使用方便。
在曲柄压力机中,滑件安装在曲柄轴上,由于曲柄轴的旋转而在一定行程内竖直往复,并且向冲模冲压工件以成形所需产品。
本发明的曲柄压力机包括具有V形缩进部分的滑件以在两边框间进行竖直往复运动;和导轨(G1、G2),其表面对应缩进部分突出,从而,滑件可沿边框上的导轨无空隙地上下滑动。
通过曲柄滑块机构将电动机的旋转运动转换为滑块的直线往复运动,对坯料进行成形加工的锻压机械。
机械压力机动作平稳,工作可靠,广泛用于冲压、挤压、模锻和粉末冶金等工艺。
机械压力机在数量上约占各类锻压机械总数的一半以上。
机械压力机的规格用公称工作力(千牛)表示,它是以滑块运动到距行程的下止点约10~15毫米处(或从下止点算起曲柄转角α约为15°~30°时)为计算基点设计的最大工作力。
机械压力机是利用曲柄滑块机构将电动机的旋转运动转变为滑块的直线往复运动,对坯料进行成形加工的锻压设备,能进行各种冲压工艺以直接生成半成品或成品,在所有的锻压设备中,机械压力机所占的比例达到80%以上。
机械压力机具有结构简单、生产率高等优点,因而被广泛用于电器机械、汽车、电子设备、仪器制造、国防工业、日用品等生产行业。
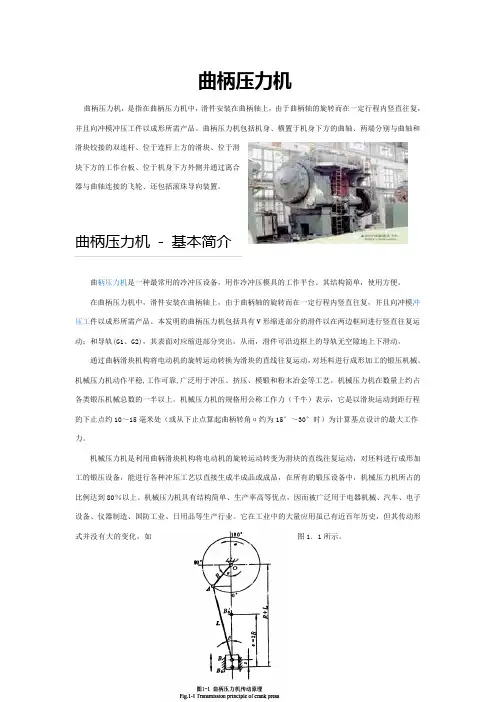
它在工业中的大量应用虽已有近百年历史,但其传动形式并没有大的变化,如图1.1所示。
机械压力机是采用机械传动的锻压机器,通过传动系统把电机的运动和能量传给曲柄滑块机构,从而使坯科获得确定的变形,制成所需的工件。

曲柄压力机的设计锻压生产已有悠久的历史,但是,采用锻压机械生产却只有一百多年历史。
19 世纪三十年代,世界上出现了笫一台简易的平锻机。
六十年代生产了冲压用的液压机。
直到十九世纪末才出现相当规模的曲柄压力机。
前期二十世纪末,由于汽车工业的兴起,曲柄压力机以及其他锻压设备得到了迅速的发展。
近年来,电子、通讯、计算机、家电及汽车工业的迅猛发展,对冲压零件的需求量迅猛增长。
冲压零件可分为功能性和外观性零件。
尺寸与形状均趋于标准化和系列化的功能性冲压件,生产批量越来越大(如中小型电机的定转子硅钢片、高压器硅钢片、刮脸刀、(IT芯片等)),为降低成本和提高劳动生产率,这类零件很适合在高速圧力机上进行大批量生产;而外观性冲压零件,它的品种、外形与产量多变,为了适应市场,如果组织投资大批量生产,经济效益极不合算,因此,它们适宜于在行程次数较低高效率低的一般通用机械压力机上进行冲压。
通用机械压力机的滑块每分钟的行程次数n —般不超过200s. p. m,因此,可简单地将n〉200s. p. m称为高速压力机。
国内外有一些公司通常将高速压力机分为下述3个速度等级:超高速n>1000s. p. m,高速n>400~1000s. p. m,次高速250-400s. p. mo但根据现U前最高已达4000s. p. m,我们认为:按超高速1500s. p. m,真高速n>800~1500s. p. m,准高速n>250~800s. p. m 来分更科学。
机械压力机电动机功率Pg除与n有关外,还和公称力P及滑块行程长度有关,划分是否为高速压力机不能简单用n来测量,因此,还有待于提出更科学的定义。
1910 年,美国亨利拉特公司首创四柱底传动结构的压力机,迄今已有近100年的历史,直到今天才是压力机发展的最为兴旺的时期。
压力机的速度不断被刷新,如日本电产京利的MACH-100型超高速精密压力机。
中国加入WTO之后,市场全球化的步伐加快,竞争越来越剧烈严酷,因此,各行业对冲压件提出了精度高、质量好、成本低等更高的要求..............[摘要]描述了曲柄压力机的不同定义方式及适宜加工的零件对象的特点。

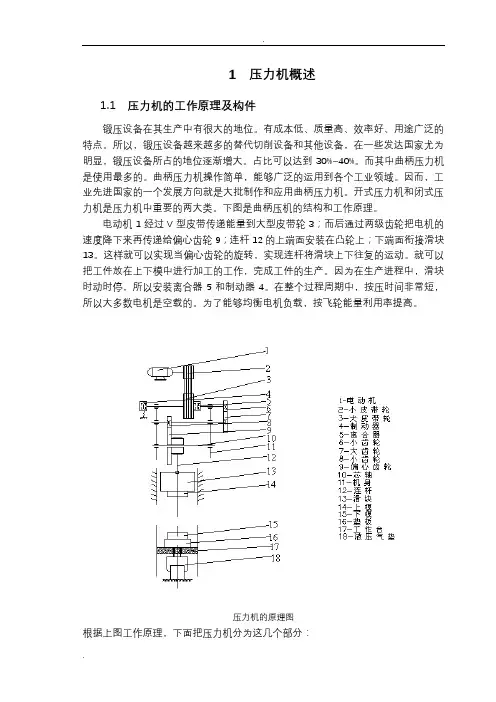
1 压力机概述1.1 压力机的工作原理及构件锻压设备在其生产中有很大的地位。
有成本低、质量高、效率好、用途广泛的特点。
所以,锻压设备越来越多的替代切削设备和其他设备,在一些发达国家尤为明显,锻压设备所占的地位逐渐增大。
占比可以达到30%~40%。
而其中曲柄压力机是使用最多的。
曲柄压力机操作简单,能够广泛的运用到各个工业领域。
因而,工业先进国家的一个发展方向就是大批制作和应用曲柄压力机。
开式压力机和闭式压力机是压力机中重要的两大类。
下图是曲柄压机的结构和工作原理。
电动机1经过V型皮带传递能量到大型皮带轮3;而后通过两级齿轮把电机的速度降下来再传递给偏心齿轮9;连杆12的上端面安装在凸轮上;下端面衔接滑块13。
这样就可以实现当偏心齿轮的旋转,实现连杆将滑块上下往复的运动。
就可以把工件放在上下模中进行加工的工作,完成工件的生产。
因为在生产进程中,滑块时动时停,所以安装离合器5和制动器4。
在整个过程周期中,按压时间非常短,所以大多数电机是空载的。
为了能够均衡电机负载,按飞轮能量利用率提高。
压力机的原理图根据上图工作原理,下面把压力机分为这几个部分:1偏心齿轮、连杆、滑块等零件组成曲柄滑块机构称为曲柄压力机的工作结构。
2齿轮和皮带等一系组件构成其传动系统。
3离合器、制动器构形成把持零碎。
4电动机、飞轮组成其动力系统。
5机身是其支撑部件。
6辅助系统。
1.2 压力机的主要技术参数曲柄压力机在本次设计的主要参数:名称参数公称压力3150KN滑块行程315mm滑块行程次数20最大装模高度490mm装模高度调节量200mm2 压力机的方案对比和选择2.1传动系统的对比和设计把电机的动能通过传递系统来输送到曲柄滑块装置,为了让滑块有规定的行程次数,就需要传动系统把电动机转速降到一个规定范围。
以下是对传动系统中几个问题来分析对比,确定比较优秀的方案。
2.1.1 确定滑块上加力点的数目及机构的运动分析按连杆的数量来区分的,分一、二、四点压力衣。


曲柄压力机旳技术参数及选择曲柄压力机,由电动机通过三角皮带驱动大皮带轮(一般兼作飞轮),通过齿轮副和离合器带动曲柄滑块机构,使滑块和凸模直线下行。
锻压工作完毕后滑块回程上行,离合器自动脱开,同步曲柄轴上旳自动器接通,使滑块停止在上止点附近。
机械压力机一般按机身构造型式和应用特点来辨别。
按机身构造型式分:有开式和闭式两类。
按应用特点分:有双动拉深压力机、多工位自动压力机、回转头压力机、热模锻压力机和冷挤压机。
一、曲柄压力机重要技术参数:重要技术参数:应能反映出压力机旳工作能力、所能加工工件旳尺寸范畴、有关生产率等指标重要技术参数有:(1)标称压力F g(kN)及标称压力行程s g(mm)标称压力F g:指滑块距下死点某一特定距离(称标称压力行程s g)时滑块容许承受旳最大作用力。
标称压力角αg:与标称压力行程相应旳曲柄转角定义为标称压力角。
注意:只有在标称压力行程s g内,设备旳工作能力才干达到F g(或称额定压力)值。
标称压力系列:重要取优先数系列,如63、100、160、250、315kN …。
(2)滑块行程s(mm)指滑块从上死点至下死点所通过旳距离,其值为曲柄半径旳两倍。
一般滑块行程随设备标称压力值旳增长而增大;部分压力机行程是可调旳。
(3)滑块行程次数n(1/min)指持续工作方式下滑块每分钟能来回旳次数,与曲柄转速相应。
通用压力机设备越小,行程次数越大;高速压力机行程速度是可调旳。
(4)最大装模高度H(mm)及装模高度调节量ΔH(mm)最大装模高度H:指装模调节装置将滑块调节至最上位置时,滑块在下死点时滑块下表面到工作台板(垫板)上表面旳距离。
与装模高度并行旳原则尚有封闭高度,它指滑块在下死点时,滑块下表面与压力机工作台上表面旳距离。
模具闭合高度是指模具在最低工作位置时,上模座上平面至下模座下平面之间旳距离。
理论上介于最大装模高度和最小装模高度之间,但事实上需要扣除极限位置。
(5)工作台尺寸涉及工作台平面尺寸和工作台漏料孔尺寸。