模切检验流程及标准
- 格式:pdf
- 大小:1.41 MB
- 文档页数:20
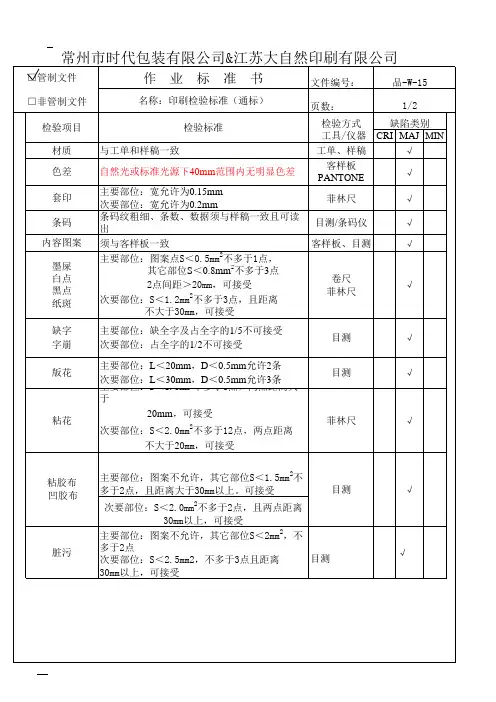
深圳市思达印刷有限公司产品检验规范文件编号:SD-(WF)-53 版本:1.0制定日期:08-2-10制作人:赵刘艳审核人生效日期:08-2-12检验要求客户:伟创力产品系列:印刷标签、模切产品一、规格检验要求All graphic labels or graphics inserts must be inspected and compared to the supplied reference document or to a reference(“gold”)Sample provied 所有图形标签或图形插入必须根据提供的文件或样板要加以核对和比较1. Fixed Graphics Position Tolerance固定图形位公差Use the following tolerances:使用以下偏差:2、Position :+/-0.5mm of the nominal dimension.位置:名义上尺寸+/-0.5mm3、Skew: Maximum 0.5mm per 50 mm linear length.歪斜:每50mm 直线长度最大允许0.5mm4、Orientation: Must be correct orientition.方向:方向必须正确二、条形码的检验要求Printed Label Quality(Thermal Transfer and Laser Printing)标签印刷质量(热转移和激光打印)Requirements for printed bar codes:印刷条码要求:1、Barcodes must be machine readable 100% of the time条形码必须是电脑100 %的可读Barcodes are to meet IPC610D scan Grade B or better条形码要满足IPC610D扫描乙级或更好2、Ink bleeding that causes difficulties to distinguish numbers or letters such as 0,5,6,And 8 is not allowed油墨溢出造成的区分号码或字母诸如区分0,5,6,和8困难是不允许的3、 Printed Lables MUST be “smudge”Proof印刷标签必须是“黑灰”证据SWI recommends the use of white topcoated polyester thermal transfer facedock with a resin based ink ribbon SWI 建议使用白色topcoated聚酯热转移facedock与树脂基油墨丝带The printed lable with barcode or printed information must be able to withstand 16 continuous cycles(approx 5 secs) of being rubbed with firm finger pressure.The lable must not show any sign of smudging ,Bleeding colour or missing colour after this test. Any failure of this test be rejected.印刷标签与条码或印刷资料必须能够经受住以坚定的手指压力16个连续周期(约5秒钟)的摩擦。
模切检验管理及生产科学控制------ 主讲:王兆磊一、模切生产的检验控制1.1模切生产前互检1.1.11.机长或帮机将产品拉到机台前,准备上纸时,模切IPQC看生产工单,检查标识卡,确认待生产物料为工单要求物料。
确认产品保护完好,无混款现象。
1.1.2.2.检查机台是否模切图稿与生产工艺单.1.2生产开始时应做好3道检验:首检、巡检、自检1.2.1.首件定义:a.每个工作班、每个工序开始做的第一件或前几件产品;b.一个批次制品开始做的第一件或前几件产品;c.生产设备或工艺装备调整后的第一件或前几件产品(自检合格品)■■■对于大批量生产,“首件”往往是指一定数量的样品。
1.2.2首件检查定义a.对每个工作班、每个工序刚开始或过程发生改变后(如换料、换模版、工艺参数调整等)做的第一件或前几件产品进行的检验;■■■一般要检验连续生产的3-5件产品。
b.在设备或制造工序发生任何变化,以及每个工作班次开始加工前,都要严格进行首件检验。
■■■确认:员工(自查)----主管(确认)---品检员(确认)标识:“首件三检卡”与操作规范,同时挂于“醒目处”作为工作标准。
1.2.3首件检验的要求a.首件检验采用三检制:自检、互检及专检三检制;B.原则上规定送检的产品必须先由操作人员进行“自检”,然后再由班组长或同事进行“互检”,最后由检验员‘专检’,确定合格后方可继续加工后续产品。
C.目前公司实际操作是即对校版后正式生产的第一张产品,按照模切工序的检验标准进行由操作人员进行“自检”全面检查,并由品管人员确认签样。
机长调机生产3PCS-5PCS左右,核对资料袋内容(产品、啤形、内容稿等),检查产品生产效果OK,确认无误后在首件上签字确认。
(具体参照以下首件检验项目)■■■在未确认首件合格以前,对继续生产者要严肃处理!■■■签首件时注意产品生产尺寸、产品纸纹方向或坑纹方向,压线饱满度、是否卡色位,无模切不穿、压线处无掉线,无爆线,掉纸屑等不良现象;■■■不同产品检验项目不同,需要按照资料袋内容和工单要求,及客户特殊要求进行检验签首件样。
模切(自动车)作业标准1、机组接到《生产施工单》和生产计划后,做好量产前的准备工作。
⑴、模切刀版准备①、依据《生产施工单》,按《版具管理规定》领取相应刀版,并检查刀版是否符合使用要求。
②、打接点要遵循打在侧面或隐蔽处的原则。
面张要求打在内侧(面张侧面、隐蔽处),正面、外露的边缘不允许有接点,接点宽度以不超过1mm为佳。
③、粘海绵:卡盒一般使用弹力较好硬海绵粘贴,距离刀身2mm左右。
④、剪压痕条:根据模切材料的厚薄以公式:纸张厚度×1.5倍+钢线厚度,选用对应的压痕条,一般300-350g纸张选用0.4×1.3mm压痕条,700g纸张选用0.8×2.7mm或0.8×3.0mm压痕条。
压痕条的长度应略短于钢线的长度,以距钢线1-1.5mm为宜。
⑵、原材料准备①、待模切产品的因符合产品周转期控制,详见:附表。
②、将纸张等原材料拖至待料区。
2、按《设备安全操作规程》开启设备。
3、装版调校。
⑴、将刀装在对应位置,版固定牢固。
⑵、调校飞达①、依据纸张尺寸调整侧规、导纸板和齐纸角规,预备齐纸角规移到标尺位置。
②、将主台升起,直至碰触风锤限位开关。
将飞达头移至适当位置,依照纸张厚度调整双张检测轮,并调整喂纸轮上的橡胶轮高度。
⑶、调校压力与针脚位置①、根据纸张厚度调节压力,压力初始要求在1.0mm,试模切逐步增加至刀线完全切穿。
②、调节针脚位置,使模切刀线与对应成品线完全一致。
⑷、校准凹凸版①、在印面上对应凹凸的部位粘上凸版,再将凹版扣套在凸版上。
②、将印面自前规送人机器,并合压把凹版固定在模切刀版上。
③、拉出刀版将凸版扣套在凹版上,推入合压将凸版固定到底板上。
⑸、调校完毕后,试模切3~5张,由机长查验是否达到客户的质量要求。
若符合质量要求,由车间主管签样后可生产。
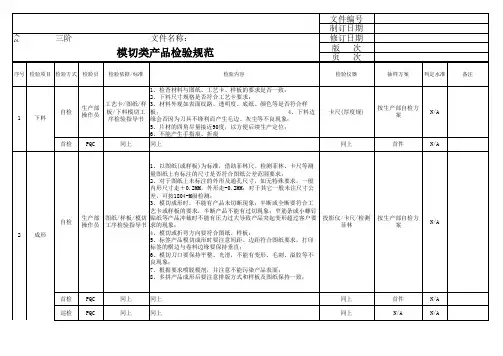
4、过程质量控制⑴、按《过程质量检验标准》进行检验。
⑵、生产过程中,质量稳定后,机长每200张抽查一次,每次3~5张,观察产品是否符合质量要求。
模切作业指导书一、目的:为了提高产品质量,降低生产成本,提高生产效率,缩短交货周期,促使大家养成一种良好的习惯,特制定以下规则。
二、使用范围:模切岗位各工作人员三、具体细则:1.操作人员必须经过严格培训合格、熟练掌握设备的操作技能及各项安全特性的人上岗。
2.开机前必须检查设备各部位是否正常,开关及各安全装置是否可靠,并对各需润滑加油部位注油。
3.检查设备上方有无工具等物品,以免压坏设备。
4.启动操作时,只允许一人操作,并观察有无人员在对设备做其它工作。
5.机器在修理、调整加油、保养清理时,必须处于停止状态,并将设备安全罩打开停锁按钮压下。
6.设备运行期间禁止将手伸到压板、收纸堆内部调整,如需调整必须停机,生产过程中严禁钻到机器下方调整设备。
7.折、装模板时,必须打开保护设置,并仔细检查固定装置是紧固安全。
8.使用不停机收纸时,操作人员手指必须离开工作区域,以免危险。
纸堆上升过程中注意观察有无异常,以免损坏设备,下降过程中操作人员需站在侧方,双脚远离防止压脚。
9.给纸机在运转过程中,严禁调整,避免卷入伤手。
10.严禁酒后上岗及重病后上岗。
11.机器在操作过程中,人员必须精力集中,严禁做与工作无关的事,未经培训的非专业人员禁止操作设备。
12.严禁破坏设备的各项安全、防护装置。
模切作业指导书(二)模切作业是一项非常重要的技术,常常用于制作包装盒、POP广告、贺卡等等。
模切是通过刀具切割材料,使其符合特定的形状和尺寸。
在进行模切作业时,一定要注意安全和精确性。
下面是一份模切作业指导书,详细介绍了模切前的准备工作、模切操作步骤以及模切后的处理等内容。
一、准备工作1. 准备材料:根据设计图纸和要求,选择适合的模切材料,并保证其质量符合要求。
常用的模切材料有纸板、塑料、泡沫板等。
准备好所需刀具、切割模具等辅助工具。
2. 准备设备:确保模切机设备正常运转,并进行必要的检查和维护。
检查模切刀具是否完整,切割模具是否清洁。
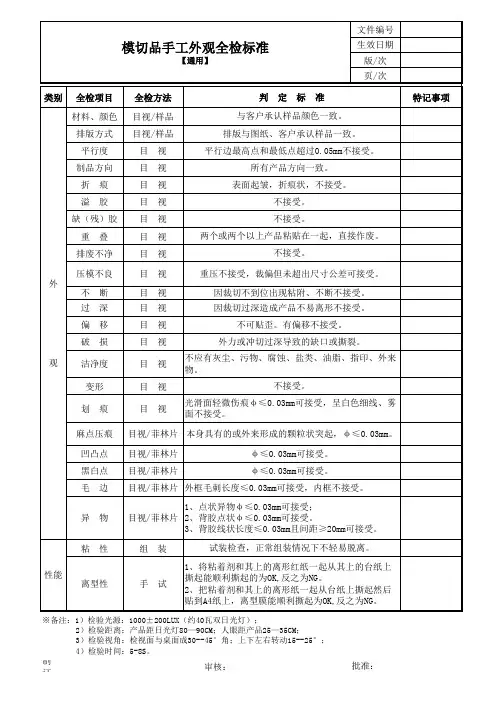
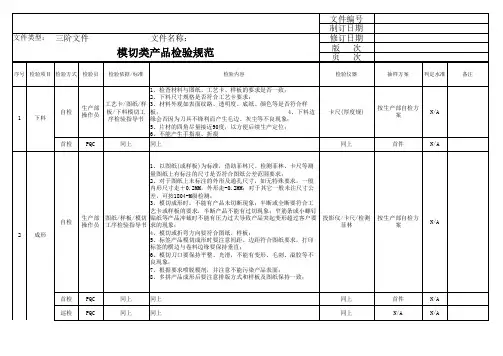
模切件技术规范1 范围本文件规定了模切件的术语和定义、分类、要求、试验方法、检验规则、标志、包装、运输和贮存。
本文件适用于模切件的生产和检验。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1804 一般公差未注公差的线性和角度尺寸的公差GB/T 2792 胶粘带剥离强度的试验方法GB/T 4851 胶粘带持粘性的试验方法GB/T 4852 压敏胶粘带初粘性试验方法(滚球法)3 术语和定义下列术语和定义适用于本文件。
3.1模切件die-cutting parts用各种材料经过冲型、裁切、尺寸分割、单面涂胶或双面涂胶加贴工艺制成的用于保护、防爆、防窥、遮光、反射、增光、密封、绝缘、导电、防尘、填充、减震、缓冲、降噪、粘接、支撑、加固、防护、标识的模切产品。
4 分类产品按原材料分为软质泡沫覆胶类、PP板类、模切片类。
5 要求5.1 外观质量5.1.1 软质泡沫覆胶类产品表面应平整,呈现均匀的连接,颜色均匀一致,无凹陷、裂纹、褶皱、缺胶、污渍、孔洞等缺陷,成型效果好。
5.1.2 PP板类5.1.2.1 产品表面平直、无划伤,边缘无缺口、无毛边,PP板整体无变形。
5.1.2.2 PP板扣眼中心对称,扣眼吻合,扣上后不露孔、不起翘。
5.1.3 模切片类5.1.3.1 基材表面无缺损、无污染、无裂缝;切边整齐,不得有挤压变形现象。
5.1.3.2 排废时表面图形完整、不变形,排废干净,无未切透现象。
5.2 尺寸公差异形模切件应符合图纸技术设计要求,标准模切件尺寸公差应符合GB/T 1804的要求。
5.3 离型纸剥离性与隔离纸快速剥离时(以生产线操作速度为主),无断裂、破损、不得出现与胶层分离现象;隔离纸无破损、裁断等影响快速剥离的现象。
5.4 物理性能产品的物理性能应符合表1的规定。
模切检验员的工作业绩20xx年,我质检部检验一线全体人员在公司及品管中心的领导下,全力以赴、尽心尽责地做好了产品的检验检测工作,履行了检验员的基本工作职责,为保证全厂的生产正常运转和产品品质控制做了大量的工作,同时保证了质量体系的正常运行,回顾一年来的工作,我们主要从下面几方面做了些工作。
产品的进料检验1、原材料质量控制有关产品的生命,我们通过严格把好入口关,从源头来控制产品的质量,对所有外购原料,首先按规定进行报验制度,检验员确认供应商提交的质量证明文件,并从外观、尺寸等方面进行检测,必要时做机械性能方面的检测。
2、提高检验透明度,产品检验根据检验量的大小,尽快检测,并及时出具检测报告,以方便仓库办理入库手续,增加检验透明度,严格质量检测标准,在满足质量要求的前提下,做到对公司负责的同时,不损害供应商的利益。
1、半成品检验面广量大,且精度要求高,为保证产品质量,我们对产品实施全检制度,严格控制检验流程,实施对结果负责的制度,并严格执行。
所有员工的产品均从检验员的双手过,凝聚了检验员的大量心血,不知有多少的日日夜夜的加班,牺牲了多少检验员的休息时间。
2、严格过程控制程序。
对工序流转的产品,必须按产品流转控制程序办理相关手续后方可放行,并执行上道工序对下道工序负责,下道工序复验上道工序的制度,做到层层把关。
自身的不足1、工作中偶有因为马虎而造成工作失误,给工作带来不必要的麻烦。
以后我会以严谨的工作态度仔细完成本职工作。
2、在于别人打交道中由于个性原因,不够主动。
为了以后能更完美的完成工作,我会主动和领导以及同事多沟通交流。
希望通过交谈从他们那学到在课本上学不到的知识。
总结:自从走出校门之后,踏入这个历史舞台,首先让我感觉到这个社会很陌生,不管是在工作上还是在人际关系上,对于我这个刚出茅庐的人来。
卷筒纸圆压圆模切与印制质量联线检测要求及检验方法1 范围本标准规定了卷筒纸圆压圆模切单元与折叠纸盒印制质量检测单元联线检验的术语和定义、技术要求及检验方法。
本标准适用于卷筒纸折叠纸盒类产品的模切加工及印制质量联线检测。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 9056 金属直尺3 术语和定义下列术语和定义适用于本文件。
3.1灰度值 grey value黑白图像中点的明暗程度,范围从0到255,白色为255,黑色为0。
3.2对比度 contrast对比度表示两种颜色灰度值差值的绝对值。
灰度图像时,对比度为灰度值差值的绝对值;彩色图像时,对比度为三个单通道灰度图像的对比度之和。
4 技术要求4.1 设备要求4.1.1 总要求应包括圆压圆模切单元、联线检测单元和产品收集单元。
4.1.2 圆压圆模切单元4.1.2.1 应具有放卷系统、张力控制系统、横向套准系统(参见附录A)、纵向套准系统(参见附录B)、展平装置(参见附录C)。
4.1.2.2 应具有独立伺服电机驱动的压痕、模切工位。
4.1.2.3 应具有清废装置。
4.1.3 联线检测单元4.1.3.1 应具有图像采集系统、数据分析系统、控制系统、不合格品剔除系统。
4.1.3.2 图像采集系统(参见附录D)应配置LED线光源与高亮度无影LED光源。
4.1.3.3 图像采集系统应配置行频不低于20000 Hz、像素不低于4096的彩色线阵相机与行频不低于30000 Hz、像素不低于8192的黑白线阵相机。
4.1.3.4 数据分析系统应包括点状缺陷检测、刀线缺陷检测、套印缺陷检测、色差缺陷检测、压凸压痕模切偏位缺陷检测等算法模块。
4.1.3.5 控制系统界面应包括实时图像显示区、缺陷显示区、图像对比区、产品信息区、检测状态区、日志区、检测精度调节区与检测结果图像化列表区等。
电池极片模切工序的总结报告一、引言电池是现代生活不可或缺的能源供应装置,其中电池极片是电池的核心部件之一。
电池极片的制备过程中,模切工序起着至关重要的作用。
本文将对电池极片模切工序进行总结和分析,以便更好地了解该工序的工艺流程和关键控制点。
二、工艺流程电池极片模切工序的工艺流程主要包括:材料准备、模切设备调试、模切操作、质量检验和成品包装等环节。
1. 材料准备电池极片的材料通常是金属箔,如铜箔或铝箔。
在模切工序之前,需要对材料进行清洁处理,以去除表面的杂质和污染物。
2. 模切设备调试模切设备主要由模切刀具、压力控制系统和输送系统组成。
在工艺流程开始之前,需要对模切设备进行调试,确保刀具的位置和压力控制的准确性。
3. 模切操作模切操作是整个工艺流程中的核心环节。
操作人员需要将材料放置在模切设备上,并按照设定的规格和要求进行模切操作。
模切刀具会根据设定的形状和尺寸,将金属箔切割成相应的极片形状。
4. 质量检验模切后的极片需要进行质量检验,以确保其尺寸和形状的准确性。
常用的检测方法包括光学显微镜和三坐标测量仪等,通过对极片的检测和测量,可以判断模切工艺的合格率和稳定性。
5. 成品包装通过质量检验合格的极片,需要进行成品包装。
通常采用密封包装的方式,以防止极片在运输和储存过程中受到损坏或污染。
三、关键控制点电池极片模切工序中存在一些关键控制点,对工艺流程的稳定性和产品质量的保证至关重要。
1. 刀具选择刀具的选择对于模切操作的质量和效率具有重要影响。
应根据材料的性质和要求选择合适的刀具材料和形状,以确保切割效果和刀具寿命。
2. 压力控制模切过程中的压力控制是保证极片尺寸准确性的关键。
过高或过低的压力都会影响切割效果和极片的形状稳定性,因此需要进行准确的压力调试和监控。
3. 材料固定在模切操作中,材料的固定对于切割结果具有重要影响。
应采用合适的固定方式,确保材料在模切过程中不发生位移或晃动,以保证切割的准确性和稳定性。