亚磷酸二甲酯
- 格式:doc
- 大小:54.50 KB
- 文档页数:3
杭州化工2003.33(2)——————————————————————————————————————————————————————5亚磷酸二甲酯的合成李守勤,何红平,李祖林(杭州大自然有机化工实业有限公司,浙江杭州3looll)摘要:研究了用三氯化磷和甲醇为原料合成亚磷酸=甲酯的方法,考察了影响反应的因素,结果表明当n(Pcl3):n(cH30H)=l:3.4,滴加反应80而n,补充反应30111in,反应液相温度0~5。
C时,产品产率达86.2%,效果最好。
关键词:亚磷酸=甲酯;三氯化磷;甲醇;合成l前言亚磷酸二甲酯是纺织品新型阻燃剂一cP的重要原料,也可用于润滑油极压抗磨剂、有机含磷型缓蚀剂合成等。
亚磷酸二甲酯合成方法国内外都有一些报道,多是采用将三氯化磷滴加到含溶剂的甲醇中,在充氮气的保护下搅拌低温反应,经减压蒸馏而制得。
其缺点是反应时间长、副反应多,溶剂与氯甲烷回收困难,产品得率低。
本文通过特殊工艺合成亚磷酸二甲酯,克服了以上缺点。
2实验部分2.1原料厦仪器三氯化磷,AR,亭新化工试剂厂;无水甲醇,AR,杭州化工试剂厂;cc一8A型气相色谱仪;wFD一7G型红外分光光度计。
22反应原理PCI3+3CH30H一(CH30)2P—OH+CH3Cl+2HCl哑磷酸二甲酯可以与氯化氢继续进行脱烷基反应,生成亚磷酸单酯和亚磷酸副产品。
2.3试验步骤将装有2nml的甲醇的滴液漏斗与装有1mol的三氯化磷滴液漏斗直接通入装有填料的反应塔上部,在反应塔中部再接一个装有lmol甲醇的滴液漏斗,反应塔与四口烧瓶相连,烧瓶上安装温度计、搅拌器及冷凝管,冷凝管上端接水喷射泵。
fQ乙侈四口烧瓶中有一定量的甲醇,烧瓶用冷却水冷却,开动水泵及搅拌,保持一定滴加速度,三只滴液漏斗同时开始滴加,使三只滴液漏斗基本同时滴完,整个过程保持真空度在一O.04~一0.()6MPa,滴加完成后再反应一段时间,然后减压蒸馏收集65~72℃馏分(1.73kPa),即为产品,产率达86.2%。
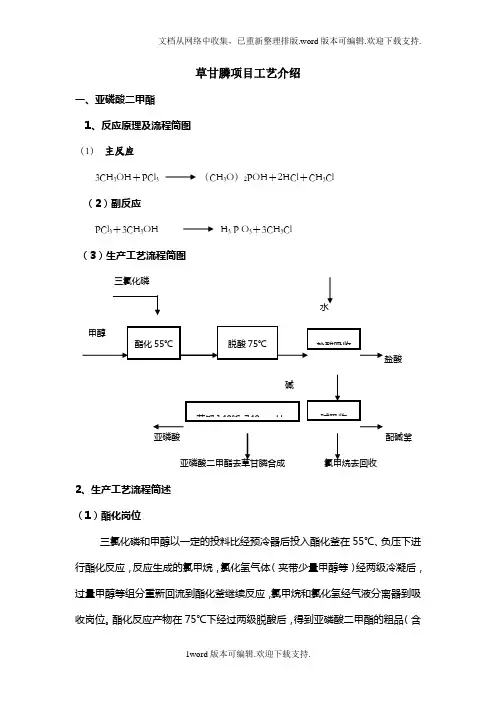
草甘膦项目工艺介绍一、亚磷酸二甲酯 1、反应原理及流程简图 (1) 主反应3CH 3OH +PCl 3(CH 3O )2POH +2HCl +CH3Cl (2)副反应PCl 3+3CH 3OH H 3 P O 3+3CH 3Cl(3)生产工艺流程简图三氯化磷水盐酸碱亚磷酸配碱釜亚磷酸二甲酯去草甘膦合成 氯甲烷去回收2、生产工艺流程简述 (1)酯化岗位三氯化磷和甲醇以一定的投料比经预冷器后投入酯化釜在55℃、负压下进行酯化反应,反应生成的氯甲烷,氯化氢气体(夹带少量甲醇等)经两级冷凝后,过量甲醇等组分重新回流到酯化釜继续反应,氯甲烷和氯化氢经气液分离器到吸收岗位。
酯化反应产物在75℃下经过两级脱酸后,得到亚磷酸二甲酯的粗品(含亚磷酸)。
脱酸釜出来的气体经冷凝后,一部分重新回流到酯化釜参加反应,其余气体经气液分离器到吸收岗位。
(2)吸收岗位酯化反应产生的氯化氢、氯甲烷气体经高浓盐酸吸收器、浓盐酸吸收器、稀盐酸吸收塔和碱洗塔后,经除雾器、尾气缓冲罐和罗茨风机到氯甲烷回收工段。
(3)蒸馏岗位在高真空条件下,酯化反应合成的亚磷酸二甲酯粗品经预热后进入蒸馏塔在140℃、-740mmHg 下进行真空蒸馏,塔顶产物经两级冷凝后,一部分回流至蒸馏塔,其余进入酯受槽,供草甘膦生产;高沸物(亚磷酸)由再生器排入残液受槽,冷却到室温,亚磷酸包装出售。
(4)氯甲烷回收岗位来自草甘膦、亚磷酸二甲酯的副产物氯甲烷,通过水洗、碱洗、干燥(酸洗)、压缩、冷却获得氯甲烷产品。
工艺流程简图废硫酸氯甲烷工艺流程简述来自草甘膦、亚磷酸二甲酯的氯甲烷尾气(氯甲烷含量为60%)经预洗塔水洗后(预洗)进入碱洗塔与从塔顶加入经碱冷凝器预冷至约-5℃的5-15%的碱液喷淋逆流吸收温度为35℃,以除去混合气中的残余的氯化氢,同时因气体被冷却,进一步脱水,15%的氢氧化钠水溶液,通过碱循环泵循环使用,当碱液浓度<5%时更换新碱,浓度小于5%的碱液送至配碱釜。
亚磷酸二甲酯凝固点
摘要:
1.亚磷酸二甲酯的简介
2.亚磷酸二甲酯的凝固点
3.亚磷酸二甲酯凝固点的影响因素
4.亚磷酸二甲酯的应用领域
正文:
亚磷酸二甲酯(Dimethyl phosphite)是一种有机化合物,分子式为(CH3O)2POH,分子量为99.98。
它是一种无色、易燃、挥发性的液体,具有刺激性气味。
亚磷酸二甲酯广泛应用于化学合成、制药、农药等领域。
亚磷酸二甲酯的凝固点与其所处的温度和压力密切相关。
在标准大气压下(101.3 kPa),亚磷酸二甲酯的凝固点约为-40℃。
然而,当温度降低或压力变化时,凝固点会相应地上升。
亚磷酸二甲酯凝固点的影响因素主要包括温度、压力、杂质和溶剂。
温度是影响凝固点最直接的因素,随着温度的降低,凝固点会上升。
压力对凝固点的影响也很显著,当压力增加时,凝固点会降低。
杂质和溶剂的存在也会影响亚磷酸二甲酯的凝固点。
亚磷酸二甲酯在许多领域都有广泛的应用。
在化学合成领域,亚磷酸二甲酯常用作酯化反应和酰化反应的催化剂。
在制药领域,亚磷酸二甲酯可以用于合成多种药物,如抗病毒药物、抗生素等。
此外,亚磷酸二甲酯还在农药领域中发挥重要作用,可以用于合成有机磷农药。
总之,亚磷酸二甲酯的凝固点受多种因素影响,且在许多领域具有广泛的应用。
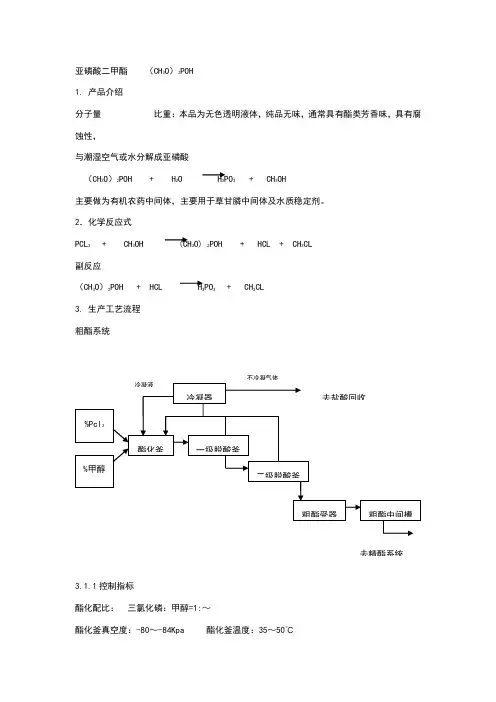
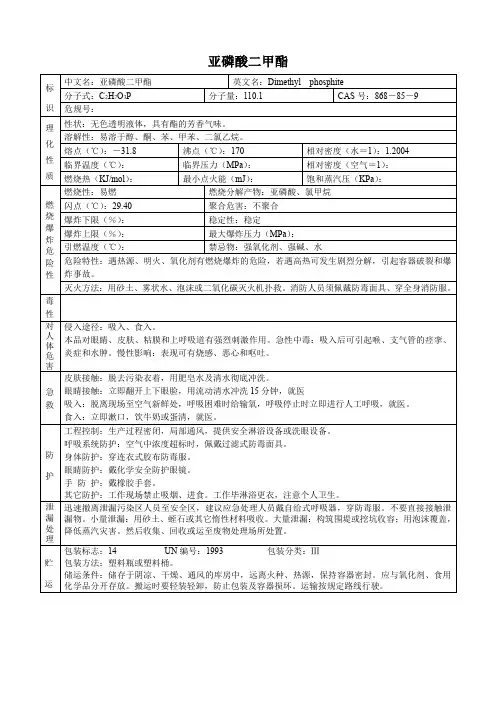
亚磷酸二甲酯 (CH 3O )2POH 1. 产品介绍分子量 比重:本品为无色透明液体,纯品无味,通常具有酯类芳香味,具有腐蚀性,与潮湿空气或水分解成亚磷酸(CH 3O )2POH + H 2O H 3PO 3 + CH 3OH主要做为有机农药中间体,主要用于草甘膦中间体及水质稳定剂。
2.化学反应式PCL 3 + CH 3OH (CH 3O) 2POH + HCL + CH 3CL 副反应(CH 3O )2POH + HCL H 3PO 3 + CH 3CL 3. 生产工艺流程 粗酯系统3.1.1控制指标酯化配比: 三氯化磷:甲醇=1:~酯化釜真空度:-80~-84Kpa 酯化釜温度:35~50℃一级脱酸釜真空度:-90~-92Kpa 温度:60~70℃二级脱酸釜真空度:-90~-93Kpa 温度:70~80℃3.1.2生产注意事项①配比不精确,大量三化或甲醇过量,会引起爆炸或燃烧危险。
②突然停电或真空度不够,大量气体不能立即带起,会引起爆炸危险。
③三化或甲醇备料期间若控制故障,导致三化或甲醇溢流不及时,易导致危化品泄露产生燃烧或污染事故。
.精酯系统3.2.1.控制指标精馏釜温度:≤150℃精馏釜真空度:-84~-88Kpa-90~-96Kpa精馏预热器温度:70~80℃精馏塔顶真空度:-90~-96Kpa3.2.2.生产注意事项①突然停电或系统漏真空,若继续进料或继续加热,会导致爆炸或燃烧。
②系统拆开检修时,若精馏塔(釜)温度>40℃,真空泄压后,会引起沉积的游离磷 ③终点温度不能超温,防爆膜要求完好。
④精馏结束后应及时关闭喷射真空泵蒸汽,防止停电后蒸汽倒吸入冷凝器结冰,而堵塞气体的正常抽吸,导致真空度降低产生危险。
盐酸回收系统氯甲烷回收系统3.4.1生产注意事项①操作不当易导致气柜吸扁或顶翻。
②系统超压若安全阀不起跳会引起爆炸。
③系统氧含量超标会引起爆炸危险。
④检修不当,易引起硫酸冲出伤人。
亚磷酸二甲酯潜热摘要:一、亚磷酸二甲酯的基本概念二、亚磷酸二甲酯的物理性质1.颜色2.气味3.溶解性三、亚磷酸二甲酯的化学性质1.稳定性2.反应性四、亚磷酸二甲酯的应用领域1.农药2.阻燃剂3.医药中间体五、亚磷酸二甲酯的安全措施与注意事项正文:一、亚磷酸二甲酯的基本概念亚磷酸二甲酯(Dimethyl phosphite),简称DMPI,是一种有机磷化合物,由亚磷酸和甲醇反应而成。
在工业上,它广泛应用于农药、阻燃剂、医药等领域。
二、亚磷酸二甲酯的物理性质1.颜色:亚磷酸二甲酯呈无色或浅黄色透明液体。
2.气味:亚磷酸二甲酯具有特殊的刺激性气味,容易被人察觉。
3.溶解性:亚磷酸二甲酯易溶于大多数有机溶剂,如醇、醚、酮等,但不溶于水。
三、亚磷酸二甲酯的化学性质1.稳定性:亚磷酸二甲酯在常温下较为稳定,不易分解。
但当温度升高时,其稳定性会降低,容易分解生成磷酸和甲醇。
2.反应性:亚磷酸二甲酯具有较强的反应性,能与碱、酸、卤素等发生反应,生成相应的酯化物或取代物。
四、亚磷酸二甲酯的应用领域1.农药:亚磷酸二甲酯作为一种高效低毒的农药,可用于防治农作物上的病虫害。
2.阻燃剂:亚磷酸二甲酯可用于生产阻燃材料,提高材料的阻燃性能。
3.医药中间体:亚磷酸二甲酯在医药领域可用作合成药物的中间体,如合成抗病毒药物、抗肿瘤药物等。
五、亚磷酸二甲酯的安全措施与注意事项1.存储:亚磷酸二甲酯应存放在密封、通风、干燥的地方,远离火源、热源和酸性物质。
2.使用:在使用亚磷酸二甲酯时,应佩戴防护用品,如口罩、手套、护目镜等。
避免与皮肤、眼睛直接接触。
3.泄漏处理:若发生泄漏,应立即采取措施堵住泄漏口,并用砂土、石灰等物质吸收泄漏的亚磷酸二甲酯。
切勿用水直接冲洗泄漏处。
4.废弃处理:废弃的亚磷酸二甲酯容器及废弃物应按照当地环保规定进行处理,切勿随意丢弃。
5.急救措施:若不慎接触亚磷酸二甲酯,应立即用大量清水冲洗,并就医就诊。
亚磷酸二甲酯汽化热
摘要:
1.亚磷酸二甲酯的概述
2.亚磷酸二甲酯的物理性质
3.亚磷酸二甲酯的化学性质
4.亚磷酸二甲酯的用途
5.亚磷酸二甲酯的安全措施
正文:
亚磷酸二甲酯(Dimethyl phosphite)是一种有机化合物,分子式为(CH3O)2POH。
作为一种重要的化工原料,它在工业上有着广泛的应用。
亚磷酸二甲酯的物理性质包括无色至微黄色液体,有不愉快的气味。
它的熔点为-70℃,沸点为175℃。
由于其低熔点和沸点,亚磷酸二甲酯在常温下就会汽化。
亚磷酸二甲酯的化学性质表现为它是亚磷酸的酯类化合物,具有酸性。
它可以与碱反应生成盐,也可以发生水解反应。
此外,亚磷酸二甲酯还能与醇、醚等有机化合物发生醇解反应。
亚磷酸二甲酯在工业上的用途十分广泛。
它主要用于生产染料、农药、制药等领域。
例如,它可以用作合成染料的原料,也可以用于生产具有生物活性的化合物。
此外,亚磷酸二甲酯还可以用作聚合物的引发剂。
在处理和使用亚磷酸二甲酯时,需要采取一定的安全措施。
首先,要避免与氧化剂、还原剂、酸和碱接触,以免发生剧烈反应。
其次,要确保储存和使
用场所通风良好,避免吸入蒸汽。
最后,要穿戴适当的防护装备,如口罩、手套和护目镜等。
总之,亚磷酸二甲酯作为一种重要的化工原料,在工业生产中具有广泛的应用。
2024年亚磷酸二甲酯市场环境分析1. 概述亚磷酸二甲酯(DMMP)是一种广泛应用于化工、农药等领域的化学物质。
本文旨在对亚磷酸二甲酯市场的环境进行分析,包括市场规模、竞争态势、市场趋势和监管政策等方面,以帮助企业了解市场环境并做出正确的决策。
2. 市场规模亚磷酸二甲酯市场具有较大的潜力和发展空间。
亚磷酸二甲酯作为农药和化工领域的重要原料,其需求量逐年增长。
根据行业数据,近年来全球亚磷酸二甲酯市场规模稳步增长,预计未来几年市场规模将继续扩大。
3. 竞争态势亚磷酸二甲酯市场存在激烈的竞争。
当前市场上存在众多亚磷酸二甲酯生产商和供应商,其中部分具有较强的技术实力和品牌影响力。
竞争主要来自于产品质量、价格以及售后服务等方面。
市场领先者通常具备较高的研发能力和生产规模,拥有良好的渠道和客户资源。
4. 市场趋势亚磷酸二甲酯市场面临着一些关键的市场趋势。
首先,随着环境保护意识的提升,对环保型亚磷酸二甲酯的需求逐渐增加。
其次,市场对于高纯度亚磷酸二甲酯的需求逐渐增长,应用领域进一步扩展。
此外,随着新技术的不断涌现,亚磷酸二甲酯市场也将面临着技术升级和创新的挑战。
5. 监管政策亚磷酸二甲酯市场受到一系列监管政策的约束。
各国政府均对亚磷酸二甲酯的生产、销售和使用进行严格监管,以确保产品质量和环境安全。
对亚磷酸二甲酯的监管政策主要涉及环境保护、产品质量标准、安全生产等方面。
企业需要密切关注相关政策变化,遵守各项法规和标准,以减少合规风险。
结论亚磷酸二甲酯市场具备较大的市场潜力和发展机会,但也存在激烈的竞争和市场趋势挑战。
企业应密切关注市场动态和监管政策,加强技术研发和创新能力,提高产品质量和环保水平,以在竞争中保持优势地位并实现可持续发展。
亚磷酸二甲酯凝固点介绍亚磷酸二甲酯(DMP)是一种常用的有机磷酸酯,具有多种应用领域。
其中一个重要的性质是其凝固点,本文将深入探讨亚磷酸二甲酯凝固点的相关知识。
亚磷酸二甲酯的化学结构亚磷酸二甲酯的化学式为(CH3O)2POOH,其分子结构中包含两个甲氧基和一个亚磷酸基。
这种有机磷酸酯在室温下呈无色液体,具有较低的挥发性。
亚磷酸二甲酯可以溶解在许多有机溶剂中,如醇类、醚类和酮类。
亚磷酸二甲酯的性质亚磷酸二甲酯具有以下几个重要的性质: 1. 凝固点:亚磷酸二甲酯的凝固点是指在一定条件下,液体转变为固体的温度。
凝固点是物质的重要物理性质之一,可以用来判断物质的纯度和稳定性。
2. 沸点:亚磷酸二甲酯的沸点是指在一定条件下,液体转变为气体的温度。
沸点也是物质的重要物理性质之一,可以用来判断物质的纯度和稳定性。
3. 溶解性:亚磷酸二甲酯可以溶解在许多有机溶剂中,如醇类、醚类和酮类。
这种溶解性使得亚磷酸二甲酯在许多领域有广泛的应用。
4. 化学反应:亚磷酸二甲酯可以与许多化合物发生反应,形成新的化合物。
这些反应在有机合成和其他领域中具有重要的应用价值。
亚磷酸二甲酯凝固点的测定方法凝固点是衡量物质纯度和稳定性的重要指标之一,下面介绍几种常用的测定亚磷酸二甲酯凝固点的方法: 1. 差热分析法:差热分析法是一种常用的测定物质凝固点的方法。
通过测量物质在升温和降温过程中释放或吸收的热量,可以确定物质的凝固点。
2. 热重分析法:热重分析法是一种通过测量物质在升温过程中失去的质量来确定凝固点的方法。
在升温过程中,物质从液态转变为固态,会释放出热量,导致质量的减少。
3. 熔点测定法:熔点测定法是一种直接测定物质凝固点的方法。
将亚磷酸二甲酯样品加热至液态,然后缓慢降温,观察样品开始结晶的温度即为凝固点。
影响亚磷酸二甲酯凝固点的因素亚磷酸二甲酯的凝固点受到多种因素的影响,下面列举了几个主要因素: 1. 纯度:亚磷酸二甲酯的凝固点与其纯度密切相关。
亚磷酸二甲酯 (CH 3O )2POH 1. 产品介绍分子量 110.1 比重:1.19-1.2本品为无色透明液体,纯品无味,通常具有酯类芳香味,具有腐蚀性, 与潮湿空气或水分解成亚磷酸(CH 3O )2POH + H 2O H 3PO 3 + CH 3OH 主要做为有机农药中间体,主要用于草甘膦中间体及水质稳定剂。
2.化学反应式PCL 3 + CH 3OH (CH 3O) 2POH + HCL + CH 3CL 副反应(CH 3O )2POH + HCL H 3PO 3 + CH 3CL 3. 生产工艺流程 3.1粗酯系统3.1.1控制指标酯化配比: 三氯化磷:甲醇=1:0.69~0.705酯化釜真空度:-80~-84Kpa 酯化釜温度:35~50℃ 一级脱酸釜真空度:-90~-92Kpa 温度:60~70℃ 二级脱酸釜真空度:-90~-93Kpa 温度:70~80℃3.1.2生产注意事项①配比不精确,大量三化或甲醇过量,会引起爆炸或燃烧危险。
②突然停电或真空度不够,大量气体不能立即带起,会引起爆炸危险。
③三化或甲醇备料期间若控制故障,导致三化或甲醇溢流不及时,易导致危化品泄露产生燃烧或污染事故。
3.2.精酯系统3.2.1.控制指标精馏釜温度:≤150℃精馏釜真空度:-84~-88Kpa -90~-96Kpa 精馏预热器温度:70~80℃ 精馏塔顶真空度:-90~-96Kpa3.2.2.生产注意事项①突然停电或系统漏真空,若继续进料或继续加热,会导致爆炸或燃烧。
②系统拆开检修时,若精馏塔(釜)温度>40℃,真空泄压后,会引起沉积的游离磷 ③终点温度不能超温,防爆膜要求完好。
④精馏结束后应及时关闭喷射真空泵蒸汽,防止停电后蒸汽倒吸入冷凝器结冰,而堵塞气体的正常抽吸,导致真空度降低产生危险。
3.3盐酸回收系统3.4 氯甲烷回收系统3.4.1生产注意事项①操作不当易导致气柜吸扁或顶翻。
②系统超压若安全阀不起跳会引起爆炸。
草甘膦生产亚磷酸二甲酯三级安全教育培训资料二甲酯车间工艺操作规程1、亚磷酸二甲酯粗酯岗位1.1、范围本标准主要叙述了亚磷酸二甲酯粗酯生产过程的开(停)车及设备的操作和安全注意事项,是操作工人的技术指导文件。
1.2、操作简述本工序是生产的主要工段之一,三化和甲醇以一定的投料比投入酯化釜,在合成过程中放出大量的热由夹套内的冷冻盐水带走。
而后料液进入脱酸釜进行脱酸去除溶解在其中的CHCL气体及HCl气体。
脱酸后的物料进入接受槽,得到3 粗二甲酯。
1.3、操作目的亚磷酸二甲酯是在本工序合成的。
将工业甲醇和三氯化磷按工艺要求的配比投料,并通过控制投料量及脱酸釜夹套蒸汽使工艺指标达到要求,从而使产量、质量、消耗都能达到要求。
1.4、开、停车步骤及设备操作1.4.1 开车前准备工作1.4.1.1 仔细查看交班记录,并巡回检查各设备是否正常。
对设备上的问题应尽快通知维修工维修,修好后方可准备生产。
1.4.1.2 仔细检查冷凝器的冷却水、冷冻盐水的进出口阀门和酯化釜夹套冷冻盐水的进出口阀门是否打开,水压是否正常。
1.4.1.3 仔细检查各计量槽的料是否备好,打料时应对计量槽巡回检查,并把电脑读数与计量槽相对照。
1.4.1.4 仔细检查粗酯接受槽、酯化釜、脱酸釜的放空阀是否关好。
1.4.1.5 将脱酸釜进料阀关闭,打开粗酯接受槽的真空平衡管和进料阀门。
1.4.1.6 打开计算机,并使系统进入生产状态。
1.4.1.7 各种消防器材、消防水齐全备用。
1.4.1.8 机电仪等保运人员在场,工具齐全。
1.4.2 开车操作1.4.2.1 通知真空机组/氯甲烷回收岗开启罗茨真空泵,开启吸收系统的盐酸1循环泵、液碱泵,调节流量,使循环正常。
同时通知氯甲烷回收工序预接受氯甲烷。
1.4.2.2 将脱酸釜夹套的蒸汽阀门打开,并开启脱酸釜的减速机。
1.4.2.3 待酯化釜、脱酸釜的真空达到要求后通知中控岗位开始投料,投料顺序为先打开甲醇进料阀,后打开三氯化磷进料阀。
亚磷酸二甲酯 (CH 3O )2POH 1. 产品介绍
分子量 110.1 比重:1.19-1.2
本品为无色透明液体,纯品无味,通常具有酯类芳香味,具有腐蚀性, 与潮湿空气或水分解成亚磷酸
(CH 3O )2POH + H 2
O H 3PO 3 + CH 3OH 主要做为有机农药中间体,主要用于草甘膦中间体及水质稳定剂。
2.化学反应式
PCL 3 + CH 3OH (CH 3O) 2POH + HCL + CH 3CL 副反应
(CH 3O )2POH + HCL H 3PO 3 + CH 3CL 3. 生产工艺流程 3.1粗酯系统
3.1.1控制指标
酯化配比: 三氯化磷:甲醇=1:0.69~0.705
酯化釜真空度:-80~-84Kpa 酯化釜温度:35~50℃ 一级脱酸釜真空度:-90~-92Kpa 温度:60~70℃ 二级脱酸釜真空度:-90~-93Kpa 温度:70~80℃
3.1.2生产注意事项
①配比不精确,大量三化或甲醇过量,会引起爆炸或燃烧危险。
②突然停电或真空度不够,大量气体不能立即带起,会引起爆炸危险。
③三化或甲醇备料期间若控制故障,导致三化或甲醇溢流不及时,易导致危化品泄露产生燃烧或污染事故。
3.2.精酯系统
3.2.1.控制指标
精馏釜温度:≤150℃
精馏釜真空度:-84~-88Kpa -90~-96Kpa 精馏预热器温度:70~80℃ 精馏塔顶真空度:-90~-96Kpa
3.2.2.生产注意事项
①突然停电或系统漏真空,若继续进料或继续加热,会导致爆炸或燃烧。
②系统拆开检修时,若精馏塔(釜)温度>40℃,真空泄压后,会引起沉积的游离磷 ③终点温度不能超温,防爆膜要求完好。
④精馏结束后应及时关闭喷射真空泵蒸汽,防止停电后蒸汽倒吸入冷凝器结冰,而堵塞气体的正常抽吸,导致真空度降低产生危险。
3.3盐酸回收系统
3.4 氯甲烷回收系统
3.4.1生产注意事项
①操作不当易导致气柜吸扁或顶翻。
②系统超压若安全阀不起跳会引起爆炸。
③系统氧含量超标会引起爆炸危险。
④检修不当,易引起硫酸冲出伤人。
⑤8℃盐水PH显酸性,若不能及时发现或系硫酸浓度过低(<75%),会与系统铁制设备反应产生H2,增加爆炸几率。