复杂部件造型、多轴联动编程与加工样题
- 格式:pdf
- 大小:78.49 KB
- 文档页数:7
2019年山东省职业技能大赛
高职组“复杂部件数控多轴联动加工技术”赛项
(总时间:270分钟)
比
赛
任
务
书
场次号:赛位号:
一、注意事项
1.本任务书(含图纸)总共27页,选手比赛结束需如数交回。
2. 选手在任务书封面要填写场次、赛位号,不得写上姓名或与身份有关的信息,否则成绩无效。
3.参赛队应在270分钟(
4.5小时)时间内完成任务书规定的比赛内容。
裁判长宣布比赛时间到比赛即结束,选手应立即停止操作,根据裁判要求离开比赛场地,不得延误。
4. 比赛任务总分为100分。
5.选手进入赛场不准携带移动存储器材,不准携带手机等通讯工具,违者将取消竞赛资格。
6. 在进行比赛过程中如计算机或软件损坏,以及数控机床或控制系统出现故障,经裁判组检定后,确定非人为损坏,由裁判长酌情决定由技术支持人员进行处理,并给予补时。
7选手比赛中如出现下列情况时另行扣分:
(1)在完成工作任务过程中计算机或软件损坏,经裁判组检定后,如属人为损坏,扣10分。
(2)选手在进行比赛过程中,因违规操作而损坏赛场设备及部件的扣分:①工具砸坏机床工作台面,扣10分;②损坏工、量具扣5分/件;③损坏其它设施及零部件,扣2分/个;④操作过程中设备部件之间发生严重撞击,影响运行,扣10分;⑤操作过程中发生机床主轴碰撞严重事故将取消竞赛资格。
8.选手因故扰乱赛场秩序,干扰裁判正常工作扣10分,情节严重者,经执委会批准,由裁判长宣布,取消参赛资格。
1。
2014年天津市高职高专院校学生技能大赛复杂部件造型、多轴联动编程与加工项目竞赛规程2014年天津市高职高专院校学生技能大赛复杂部件造型、多轴联动编程与加工赛项组委会2014年10月2014年天津市高职高专院校学生技能大赛复杂部件造型、多轴联动编程与加工赛项规程一、赛项名称复杂部件造型、多轴联动编程与加工二、竞赛目的此项竞赛,通过对典型零件的加工和专业知识的考核,检验参赛学生的专业理论知识、CAD造型、CAM编程及数控加工技能等综合能力,注重考查学生基于工作过程的质量、效率、成本、安全、环保和意识,从专业、社会、方法等多个层面检验学生的团队协作、计划组织等综合职业能力。
通过竞赛,提高数控技术专业学生对先进制造设备的操作使用能力、机械零件制造方法和工艺的应用能力、现场问题的分析与处理能力、质量管理与成本控制意识;引导高职院校关注现代制造业技术发展趋势与技术应用方向,促进高职教育数控技术专业的教育教学改革,加强各院校间师生相互学习与交流,提升高职院校数控加工技术专业教师的教学水平,使高职教育紧贴产业需求,培养适应企业需求的技术技能型人才。
三、竞赛方式与内容(一)竞赛方式1.竞赛包括软件应用和操作技能两部分。
(1)软件应用竞赛CAM软件应用竞赛采用闭卷试题,在计算机房采用上机操作方式进行,每位参赛选手一个机位,只需参加数控车或制造工程师之一。
(2)操作技能竞赛操作技能竞赛采用公开试题,以现场实际操作的方式,按任务书要求完成赛件加工、检测等任务。
2.比赛为团体赛。
每校限报2支参赛队,每支参赛队由3名选手(其中队长1名)和不超过2名指导教师组成。
参赛选手应符合以下条件:2012年在我市高职院校注册(2年制为2013年注册),在校期间各科成绩总评为所在专业前20%,综合评定良好,并取得实用英语等级证书或所学专业的高、中级职业资格证书。
赛场开放,允许观众按照规定,在不影响选手比赛的前提下现场参观和体验。
(二)竞赛内容1.软件应用竞赛内容软件应用竞赛内容包括零件几何造型、加工参数设置、刀具路径与加工轨迹的生成、代码生成与后置处理和加工仿真等。
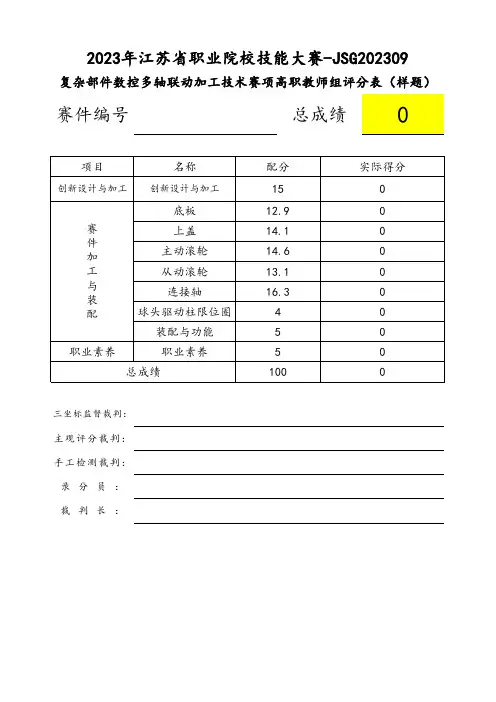
创新设计与加工裁判长:主观评分裁判:手工检测裁判:录分员:0100总成绩三坐标监督裁判:14.6主动滚轮职业素养赛件加工与装配职业素养5从动滚轮13.1连接轴16.3底板12.914.1上盖4球头驱动柱限位圈创新设计与加工1505装配与功能000000002023年江苏省职业院校技能大赛-JSG202309复杂部件数控多轴联动加工技术赛项高职教师组评分表(样题)总成绩名称配分项目赛件编号实际得分配分成绩小计序号配分得分偏差A-创新设计与加工15OK NO 02436OK NO 0小计150选手编号技术要求评分方式赛件编号评分裁判长按照功能要求进行零件的创新设计,撰写创新设计报告书:要求:根据装配体结构及凸轮运动关系,各参赛队自行设计一个驱动装置,使主动滚轮可连续旋转。
创新件加工:裁判员2015根据各参赛队创新设计图纸加工零件。
零件符合图纸要求得4分,部分符合要求且完成率大于50%得2-3分,完成率低于50%得1分,未加工0分。
创新件功能实现:创新件能与主动滚轮连接,并且能连续旋转带动从动滚轮反方向转动。
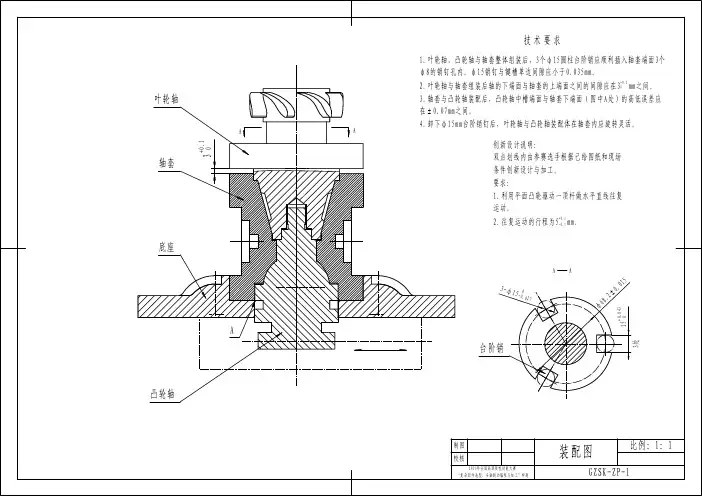
复杂部件数控多轴联动加工技术赛项高职教师组评分表(样题)创新设计与加工裁判员1成绩小计序号方位配分尺寸类型公称尺寸上偏差下偏差上极限尺寸下极限尺寸实际尺寸得分偏差允差0.00310.5长度1360-0.07136135.93020.5长度1960-0.07196195.93030.5长度1620.070162.07162040.5直径800.05080.0580050.5直径650-0.056564.95060.5长度200-0.052019.95070.5长度380-0.053837.95080.5长度380-0.053837.95090.5长度460-0.054645.950100.5长度1300.03-0.03130.03129.970110.5长度460-0.054645.950120.5长度380.05038.05380130.5长度800.03-0.0380.0379.970140.5长度1710.03-0.03171.03170.970150.5直径80.0208.0280160.5直径220.05022.05220170.5长度40.02-0.02 4.02 3.980180.5直径420.03042.03420190.5长度50.050 5.0550200.5长度70-0.057 6.950210.1直径360.1-0.136.135.90220.5螺纹M4OK NO 0230.1长度1200.1-0.1120.1119.90240.1长度50.1-0.1 5.1 4.90250.1半径120.1-0.112.111.90260.1直径110.1-0.111.110.90270.1长度100.1-0.110.19.90280.1直径 6.60.1-0.1 6.7 6.50290.1长度380.1-0.138.137.90300.1角度1350.1-0.1135.1134.90小计11.4E-赛件外观1234510.5020.5030.50小计1.5选手编号赛件编号A-主要尺寸锐角倒钝(机床与手工倒角)轮廓完成度、与图纸相符度其余表面粗糙度成绩小计序号方位配分尺寸类型公称尺寸上偏差下偏差上极限尺寸下极限尺寸实际尺寸得分偏差允差0.00310.5长度450-0.054544.95020.5长度400.03-0.0240.0339.98030.5长度30.50-0.0630.530.44040.5长度32.50.06032.5632.5050.5长度1980-0.08198197.92060.5长度30.030 3.033070.5长度1550-0.08155154.92080.5长度1060-0.05106105.95090.5长度350.05035.05350100.5长度80.0408.0480110.5直径250-0.052524.950120.5长度200-0.052019.950130.5长度170.03-0.0317.0316.970140.5长度1710.03-0.03171.03170.970150.5长度1300.03-0.03130.03129.970160.5长度800.03-0.0380.0379.970170.5直径420.03042.03420180.1直径200.1-0.120.119.90190.1直径120.1-0.112.111.90200.1直径80.1-0.18.17.90210.5长度70.0507.0570220.5长度40.040 4.0440230.5长度110.0511.05110240.5螺纹M4OK NO 0250.5螺纹M10 - 6HOKNO 0260.1直径360.1-0.136.135.90270.1长度200.1-0.120.119.90280.1长度400.1-0.140.139.90290.1长度190.1-0.119.118.90300.1长度660.1-0.166.165.90310.1长度60.1-0.16.1 5.90320.1倒角C4OK NO 0330.6轮廓斤OKNO0小计12.6E-赛件外观1234510.5020.5030.50小计1.5选手编号赛件编号A-主要尺寸锐角倒钝(机床与手工倒角)轮廓完成度、与图纸相符度其余表面粗糙度成绩小计序号方位配分尺寸类型公称尺寸上偏差下偏差上极限尺寸下极限尺寸实际尺寸得分偏差允差0.00310.5直径720.05-0.0572.0571.95020.5直径300-0.033029.97030.5长度1000-0.0510099.95040.5长度600-0.056059.95050.5直径800-0.058079.95060.5直径300-0.033029.97070.5直径520.05052.0552080.5直径690.05069.0569090.5长度60.080.03 6.08 6.030100.5长度 1.50.04-0.04 1.54 1.460110.5长度 1.50.04-0.04 1.54 1.460120.5长度100.05010.05100130.5长度100.08010.08100140.5长度260.05026.05260152直径80.0208.0280160.5螺纹M6x0.75 - 6HOK NO 0170.1直径340.1-0.134.133.90180.1直径340.1-0.134.133.90190.1倒角C2OK NO 0200.1长度120.1-0.112.111.90210.1长度10.1-0.1 1.10.90220.1长度10.3-0.31.30.70小计10.1B-形位公差13OK NO 0小计30E-赛件外观1234510.5020.5030.50小计1.5选手编号赛件编号A-主要尺寸锐角倒钝(机床与手工倒角)轮廓完成度、与图纸相符度其余表面粗糙度圆柱凸轮形状符合图纸要求成绩小计序号方位配分尺寸类型公称尺寸上偏差下偏差上极限尺寸下极限尺寸实际尺寸得分偏差允差0.00310.5直径720.05-0.0572.0571.95020.5直径300-0.033029.97030.5长度600-0.056059.95040.5长度1000-0.0810099.92050.5直径800-0.048079.96060.5直径300-0.033029.97070.5长度60.080.03 6.08 6.03080.5长度 1.50.04-0.04 1.54 1.46090.5长度 1.50.04-0.04 1.54 1.460100.5长度100-0.05109.950110.5长度260-0.052625.950122球面-SR 40.050 4.0540130.5螺纹M6x0.75 - 6HOK NO 0140.1直径340.1-0.134.133.90150.1长度120.1-0.112.111.90160.1长度10.1-0.1 1.10.90170.1长度110.1-0.111.110.90180.1直径340.1-0.134.133.90190.1半径100.1-0.110.19.90小计8.6B-形位公差13OK NO 0小计3E-赛件外观1234510.5020.5030.50小计1.5选手编号赛件编号A-主要尺寸锐角倒钝(机床与手工倒角)轮廓完成度、与图纸相符度其余表面粗糙度圆柱凸轮形状符合图纸要求成绩小计第一件序号方位配分尺寸类型公称尺寸上偏差下偏差上极限尺寸下极限尺寸实际尺寸得分偏差允差0.00310.5长度920-0.059291.95020.5长度680.02-0.0268.0267.98030.5直径220-0.022221.98040.5长度470-0.054746.95050.5长度40.1-0.14.1 3.9060.5螺纹M6x1 - 6H OK NO 070.5螺纹M12x1.75 - 6gOKNO 080.1直径140.1-0.114.113.9090.1长度120.1-0.112.111.90小计3.7第二件序号方位配分尺寸类型公称尺寸上偏差下偏差上极限尺寸下极限尺寸实际尺寸得分偏差允差0.00310.5长度920-0.059291.95020.5长度680.02-0.0268.0267.98030.5直径220-0.022221.98040.5长度470-0.054746.95050.5长度40.1-0.14.1 3.9060.5螺纹M6x1 - 6H OK NO 070.5螺纹M12x1.75 - 6gOK NO 080.1直径140.1-0.114.113.9090.1长度120.1-0.112.111.90小计3.7第三件序号方位配分尺寸类型公称尺寸上偏差下偏差上极限尺寸下极限尺寸实际尺寸得分偏差允差0.00310.5长度920-0.059291.95020.5长度680.02-0.0268.0267.98030.5直径220-0.022221.98040.5长度470-0.054746.95050.5长度40.1-0.14.1 3.9060.5螺纹M6x1 - 6H OK NO 070.5螺纹M12x1.75 - 6gOK NO 080.1直径140.1-0.114.113.9090.1长度120.1-0.112.111.90小计3.7第四件序号方位配分尺寸类型公称尺寸上偏差下偏差上极限尺寸下极限尺寸实际尺寸得分偏差允差0.00310.5长度920-0.059291.95020.5长度680.02-0.0268.0267.98030.5直径22-0.022221.98选手编号赛件编号A-主要尺寸A-主要尺寸A-主要尺寸A-主要尺寸40.5长度470-0.054746.95050.5长度40.1-0.14.1 3.9060.5螺纹M6x1 - 6H OK NO 070.5螺纹M12x1.75 - 6gOKNO 080.1直径140.1-0.114.113.9090.1长度120.1-0.112.111.90小计 3.7E-赛件外观1234510.5020.5030.50小计1.5锐角倒钝(机床与手工倒角)轮廓完成度、与图纸相符度其余表面粗糙度配分成绩小计序号方位配分尺寸类型公称尺寸上偏差下偏差上极限尺寸下极限尺寸实际尺寸得分偏差允差0.00310.5直径800-0.058079.95020.5直径690-0.056968.95030.5直径650.080.0265.0865.02040.5长度100-0.04109.96050.5长度3.50.053.553.50小计2.5E-赛件外观1234510.5020.5030.50小计1.5复杂部件数控多轴联动加工技术赛项高职教师组评分表(样题)球头驱动柱限位圈4选手编号赛件编号A-主要尺寸锐角倒钝(机床与手工倒角)轮廓完成度、与图纸相符度其余表面粗糙度配分成绩小计序号配分得分偏差A-装配11OK NO 020.5OK NO 030.5OK NO 040.5OK NO 050.5OK NO 061OK NO 071OK NO 0小计5选手编号赛件编号评分裁判长底板、盖板与4个连接轴能装配。
2018年全国职业院校技能大赛高职组“复杂部件数控多轴加工技术”赛项样题(总时间:300分钟)比赛任务书参赛号:场次:赛位号:一、注意事项1.本任务书(含图纸)总共20页,赛后选手需如数交回。
2.任务完成总分为100分。
3.参赛团队应在300分钟(5小时)时间内完成任务书规定内容。
比赛时间到,比赛即结束,选手应立即停止操作,根据裁判要求离开比赛场地,不得延误。
4.选手在任务书封面要填写参赛号、场次、赛位号,不得写上姓名或与身份有关的信息,否则成绩无效。
5.选手进入赛场不准携带移动存储器材,不准携带手机等通讯工具,违者取消竞赛资格。
6.选手比赛中如出现下列情况时另行扣分:(1)操作过程中设备各部件之间发生严重撞击,影响运行,扣10分。
(2)在完成工作任务过程中计算机及软件损坏,经裁判组检测后;如非人为损坏,由裁判长根据现场情况决定技术支持人员进行处理;如属人为损坏参照第7点处理。
7.选手在完成工作任务过程中,因违规操作而损坏赛场设备及部件的扣分:工具砸向机床工作台面扣10分,损坏工、量具扣5分/件,损坏其它设施及零部件扣2分/个。
操作过程中发生机床主轴撞车等严重事故的取消竞赛资格。
8.选手扰乱赛场秩序,干扰裁判正常工作扣10分,情节严重者,经执委会批准,由裁判长宣布,取消参赛资格。
9.任务书中需现场裁判确认的部分,在任务记录表中有明确提示,参赛选手完成此步须举手示意,由现场裁判评判后签字确认方有效;任务1由评分裁判独立评定。
10. 填写工艺表要用黑色水笔,表中数据、文字涂改后无效。
二、需要完成的工作任务(请在300分钟内完成如下工作任务)1.利用CAPP软件,根据比赛任务书的内容要求进行数字化工艺编制,填写工艺表,包括分析零、部件的加工工艺过程,刀具的配置,切削条件的运用等;2.利用CAD/CAM软件等进行复杂部件的造型设计与编程;3.完成部件与相关辅助零件的数控编程和加工;4.完成部件的多轴联动编程与精加工;5.完成部件与相关辅助零件的装配及调试;6.考核比赛过程选手的工匠精神、职业素养与操作安全。

2017年全国职业院校技能大赛高职组“复杂部件数控多轴加工技术”赛项赛题(总时间:300分钟)比赛任务书参赛号:场次:赛位号:一、注意事项1.本任务书总共20页,赛后选手需如数交回。
2.任务完成总分为100分。
3.参赛团队应在300分钟(5小时)时间内完成任务书规定内容。
比赛时间到,比赛即结束,选手应立即停止操作,根据裁判要求离开比赛场地,不得延误。
4.选手在任务书封面要填写参赛号、场次、赛位号,不得写上姓名或与身份有关的信息,否则成绩无效。
5.选手进入赛场不准携带移动存储器材,不准携带手机等通讯工具,违者取消竞赛资格。
6.选手比赛中如出现下列情况时另行扣分:(1)操作过程中设备各部件之间发生严重撞击,影响运行,扣10分。
(2)在完成工作任务过程中计算机及软件损坏,经裁判组检测后;如非人为损坏,由裁判长根据现场情况决定技术支持人员进行处理;如属人为损坏参照第7点处理。
7.选手在完成工作任务过程中,因违规操作而损坏赛场设备及部件的扣分:工具砸向工作台面扣10分,损坏工、量具扣5分/件,损坏其它设施及零部件扣2分/个。
操作过程中发生机床主轴撞车等严重事故的取消竞赛资格。
8.选手扰乱赛场秩序,干扰裁判正常工作扣10分,情节严重者,经执委会批准,由裁判长宣布,取消参赛资格。
9.任务书中需现场裁判确认的部分,在任务记录表中有明确提示,参赛选手完成此步须举手示意,由现场裁判评判后签字确认方有效;任务1由评分裁判独立评定。
10. 填写工艺表要用黑色水笔,表中数据、文字涂改后无效。
二、需要完成的工作任务(请在300分钟内完成如下工作任务)1.根据比赛任务书的内容要求进行工艺编制,填写工艺表,包括分析零、部件的加工工艺过程,刀具的配置,切削条件的运用等;2.利用CAD/CAM软件等进行复杂部件的造型设计与编程;3.完成部件与相关辅助零件的数控编程和加工;4.完成部件的多轴联动编程与精加工;5.完成部件与相关辅助零件的装配及调试;6.考核比赛过程选手的工匠精神、职业素养与操作安全。
2019年山东省职业技能大赛(高职组)复杂部件数控多轴联动加工技术赛项(总时间:270分钟)比赛任务书场次号:赛位号:一、注意事项1.本任务书(含图纸)总共22页,选手比赛结束需如数交回。
2. 选手在任务书封面要填写场次、赛位号,不得写上姓名或与身份有关的信息,否则成绩无效。
3.参赛队应在270分钟(4.5小时)时间内完成任务书规定的比赛内容。
裁判长宣布比赛时间到比赛即结束,选手应立即停止操作,根据裁判要求离开比赛场地,不得延误。
4. 比赛任务总分为100分。
5.选手进入赛场不准携带移动存储器材,不准携带手机等通讯工具,违者将取消竞赛资格。
6. 在进行比赛过程中如计算机或软件损坏,以及数控机床或控制系统出现故障,经裁判组检定后,确定非人为损坏,由裁判长酌情决定由技术支持人员进行处理,并给予补时。
7选手比赛中如出现下列情况时另行扣分:(1)在完成工作任务过程中计算机或软件损坏,经裁判组检定后,如属人为损坏,扣10分。
(2)选手在进行比赛过程中,因违规操作而损坏赛场设备及部件的扣分:①工具砸坏机床工作台面,扣10分;②损坏工、量具扣5分/件;③损坏其它设施及零部件,扣2分/个;④操作过程中设备部件之间发生严重撞击,影响运行,扣10分;⑤操作过程中发生机床主轴碰撞严重事故将取消竞赛资格。
8.选手因故扰乱赛场秩序,干扰裁判正常工作扣10分,情节严重者,经执委会批准,由裁判长宣布,取消参赛资格。
9.任务书中需现场裁判确认的部分,在任务记录表中有明确提示,参赛选手完成此步骤须举手示意,由现场裁判评判后签字确认方有效;任务1由评分裁判独立评定。
10.选手在比赛过程中注意防止突然断电而造成计算机中所编辑文件的丢失,建议每隔10分钟存盘一次。
二、竞赛内容竞赛内容分为根据赛项规程要求赛前预先加工部分(即自带部分)及现场操作部分。
自带部分:包括赛前预先按图加工好的9个零件:(1)顶板成品1个(图号SSSX-07); (2)右侧板成品1个(图号SSSX-08);(3)左侧板成品1个(图号SSSX-09);(4)小齿轮成品1个(图号SSSX-10);(5)涨套压盘成品2个(图号SSSX-11);(6)电机连接板成品1个(图号SSSX-12);以及大齿轮毛坯2个(图号SSSX-13)。

附件8:高职装备制造大类复杂部件数控多轴联动加工技术赛项技能竞赛规程、评分标准及选手须知一、竞赛内容“复杂部件数控多轴联动加工技术”比赛内容涵盖“复杂部件造型”、“数控多轴机床编程”、“高精度复合加工”、“零件装配”等核心技能,并注重集成技术的综合应用。
1.根据比赛任务书的内容要求进行工艺编制,填写工艺表,包括分析复杂部件的生产工艺过程,机床、刀具的配置,切削条件的运用等;2.利用CAD/CAM软件等进行复杂部件的造型设计;3.完成零件的数控编程和铳削基础加工;4.完成零件的多轴联动编程与精加工;5.完成部件的装配;6.考核比赛过程选手的工匠精神、职业素养与操作安全。
二、竞赛方式本赛项为团体赛,每队由2名选手组成。
三、竞赛时量竞赛总时间为5小时。
四、名次确定办法按竞赛总成绩由高到低排序确定获奖名次。
总分相同时,竞赛用时少者名次列前;总分和用时均相同,则职业素养与操作安全得分高者名次列前。
当总分、用时、职业素养与操作安全分均相同时,名次并列。
五、评分标准与评分细则1.评分标准及分值本赛项评分标准如下:2.评分细则(1)工件测试评分标准(2)扣违规分标准选手有下列情形,需从参赛得分中扣分:六、赛点提供的设施设备仪器清单本次比赛使用立式4轴加工中心1台以及微型计算机1台和相应的应用软件,配备其它工、夹、量具等组成技术平台。
1、数控机床比赛用的数控机床设备选用南通机床厂生产的V600加工中心配A轴转台。
主要参数如下:2、计算机(1)硬件基本配置:i5双核处理器/8G内存/500G硬盘/独显/19寸LED 日二出显示器;(2)预装软件:操作系统:Windows 7(64位);文字处理软件:MS-Office2010。
3、CAD/CAM 软件赛位计算机安装CAXA、Cimatron等CAD/CAM软件,同时安装华中数控程序传输软件,参赛选手可以自行选择使用相关软件(不容许自带软件安装)。
4、赛场提供的相关的毛坯、工具七、选手须知(一)选手自带工具清单(1)刀具注:只能自带清单中所列规格的刀具(2)工具及附件(3)量具(二)主要技术规程及要求(1)选手在比赛过程中不得违反机床操作规程及要求,注意安全防护门关闭后起动运转主轴,同时不得触及设备其它运行部位。
“复杂零件造型、多轴联动编程与加工”比赛方案(草稿)第一部分比赛规程一、比赛项目名称复杂零件造型、多轴联动编程与加工。
二、比赛目的深入我省高职教育数控技术专业的教育教课改革,促使高职教育紧贴家产需求培育制造公司急需的现代CAD/CAM 技术、多轴联动编程与加工技术的高技术人材;着重观察参赛选手在鉴于工作过程的质量、效率、成本、安全和环保意识,团队协作、计划组织的综合职业能力等,从专业社会、方法等多个能力层面进行全方向的查验。
三、比赛方式和内容(一)比赛方式比赛以团队方式进行,每支参赛队由 3 名选手,参赛选手须为同校在籍学生,此中队长 1 名,性别和年级不限。
(二)比赛内容1.复杂零件造型。
利用现场供给的数控车床、四轴联动加工中心、CAD/CAM 软件等,依据指定图纸的型面特色和曲面造型的需要,成立复杂零件的几何模型。
复杂零件由3~6 个零件构成,此中,有1~2 个零件,需要车铣工艺复合加工。
2.四轴联动数控编程。
依据现场供给的零件毛坯、数控车床、四轴联动加工中心等,使用CAD/CAM 软件进行四轴联动编程,而且传递到数控系统中,进行程序校验运转。
3.四轴联动加工和零件装置。
利用现场设施条件,达成零件的工艺方案,达成零件的数控车削、四轴联动铣削,在零件加工达成后,依据零件装置图进行装置。
(三)比赛成就文件1.零件加工工艺方案(包含加工工序图表)。
2.加工出的零件或许装置后的产品零件。
全部比赛结果经评判员确认后交检测组检测。
现场评判员在比胜过程中对参赛队的文明生产状况进行察看和评论,在参赛队结束比赛时完成评分。
四、比赛规则1.现场供给数控机床、机床说明书、电气原理图、操作说明书、计算机及 CAD/CAM 软件等技术资料、工具、工装和辅具等,各参赛队可以依据比赛需要选择使用。
参赛队不得使用自带资料和软件。
2.参赛队依照参赛时段进入比赛场所,自行决定选手分工、工作流程和时间安排,利用现场供给的全部条件,依照正确的操作步骤,用尽量短的时间达成比赛任务。
《复杂型面类零件的加工工艺及自动编程》训练任务配套理论试题SKJGGYYBC-3-21单选(15题)1.难易程度:简单答案:D切削用量不包括()。
A.进给量B.切削速度C.背吃刀量D.刀具2.难易程度:简单答案:A使用平面铣可加工带竖直壁或与刀轴()的部件。
A.平行壁B.倾斜面C.刀具D.前面都可以3.难易程度:中等答案:D创建平面铣工序时,边界用于包含()。
A.曲面B.曲线C.直线D.刀轨4.难易程度:简单答案:C在型腔铣工序中,必须首先指定部件和()。
A.实体几何体B.曲面几何体C.毛坯几何体D.轮廓几何体5.难易程度:简单答案:B面铣工序主是加工()。
A.斜面B.平的面C.曲面D.圆柱面6.难易程度:简单答案:A创建面铣工序时,必须选择面、曲线或()来定义垂直于待切削层处刀轴的平面边界。
A.点B.圆锥面C.圆柱面D.表面7.难易程度:中等答案:C使用刀具延展量选项控制刀具在面铣工序中超出面边缘移动的()。
A.余量B.公差C.距离D.刀具半径8.难易程度:简单答案:B面铣主要设计用于加工平的面,但也可以使用面铣来加工()。
A.曲面B.腔或通道C.圆柱面D.圆锥面9.难易程度:中等答案:C希望合并要加工的面时,可使用()选项操作A.平行距离B.垂直距离C.合并距离D.测量距离10.难易程度:中等答案:A几何体父节点用于为()定义何体。
A.加工B.操作机床C.模具D.曲面11.难易程度:较难答案:D机床坐标系(MCS)决定方位组中各项工序的()和原点。
A.在曲面上B.在实体上C.在部件上D.刀轨方位12.难易程度:简单答案:C在型腔铣对话框中,下列()图标表示“指定修剪边界”。
A. B. C. D.13.难易程度:简单答案:A在型腔铣对话框中,下列()图标表示“指定切削区域”。
A. B. C. D.14.难易程度:简单答案:B在型腔铣对话框中,下列()图标表示“新建几何体”。
A. B. C. D.15.难易程度:简单答案:D在操作工具条中,下列()图标表示“确认刀轨”。
2011年吉林省首届高职院校技能大赛-----复杂零件造型、编程与加工技能大赛试题二〇〇一年四月- 1 - / 26项目一数控机床维护维修试题(车、铣各2.5分)【注意事项】1.选手根据操作规程卡进行操作,检查机床各部分功能是否正常,按照要求做详细记录,评分依据选手操作规程卡和现场裁判记录表进行评分;2.本环节选手可以选择放弃,但是必须在比赛正式开始20分钟后申请放弃,放弃后由技术保障人员进行恢复,恢复时间如果不超过10分钟,不另外补时,如果恢复时间超过10分钟,按照超过时间地50%进行补时,在技术人员排除故障地过程中,选手可以做其他工作.3.每组竞赛选手必须在数控车床和数控铣床故障都排除后,并经过裁判签字确认后才能进入加工实操环节.- 1 - / 26要求:1.请选手进行加工前按照操作规程卡检查机床各部分功能是否正常;2.对检查出地机床故障进行详细描述、并进行排除,记录在数控车床、数控铣床操作规程卡中;3.选手竞赛过程中找到地故障、已经作了处理地每一项需要让裁判进行签字确认,否则不得分;4.如果机床各功能正常,裁判签字后进行下一个环节.2 / 263 / 264 / 265 / 266 / 267 / 268 / 269 / 2610 / 2611 / 2612 / 2613 / 2614 / 2615 / 2616 / 2617 / 2618 / 2619 / 2620 / 2621 / 2622 / 2623 / 26版权申明本文部分内容,包括文字、图片、以及设计等在网上搜集整理.版权为个人所有This article includes some parts, including text, pictures, and design. Copyright is personal ownership.DXDiT。
用户可将本文地内容或服务用于个人学习、研究或欣赏,以及其他非商业性或非盈利性用途,但同时应遵守著作权法及其他相关法律地规定,不得侵犯本网站及相关权利人地合法权利.除此以外,将本文任何内容或服务用于其他用途时,须征得本人及相关权利人地书面许可,并支付报酬.RTCrp。
项目一测试1.机床运动轴分为:()A:旋转轴{A;B;C}B:平行轴{U;V;W}C:旋转轴{E;F;G}D:直线轴{X;Y;Z}答案:ABD2.多轴联动加工可以提高叶片加工质量()。
A:多轴加工,连续环形加工,热变形小B:三轴加工,单面加工,热变形大C:多轴加工,连续环形加工,热变形大D:三轴加工,单面加工,热变形小答案:AB3.多轴数控加工分为:()A:3+1轴加工、四轴联动加工B:五轴联动加工C:3+2轴加工D:4+1轴加工答案:ABCD4.五轴联动数控加工能有效避免刀具干涉加工,一般三轴数控机床所不能加工的复杂曲面,如类似倒钩曲面等。
()A:错B:对答案:B5.带RTCP功能关的情况下,控制系统只改变刀具方向,刀尖位置仍保持不变,X、Y、Z轴上必要的补偿运动已被自动计算进去。
()A:错B:对答案:A项目二测试1.ITNC 530面板上的按键按功能可划分为如下几组,程序/文件管理器、方向浏览按键、TNC系统功能、编程功能按}、机床操作模式。
()A:错B:对答案:B2.凸台零件1手工编程步骤包括如下内容:创建程序、创建毛坯、刀具创建及调用、坐标变换、铣2个平面。
()A:对答案:A3.凸台零件2手工编程步骤包括如下内容:{零件结构分析}、{选择机床}、{新建编程文件}、{设置毛坯}、{设置刀具参数及类型}、{手工编程程序开头}、{手工编程程序主体部分}。
()A:对B:错答案:A4.凸台零件手工编程案例要求掌握海德汉系统编程知识、TNC640仿真软件等相关内容。
()A:对B:错答案:A5.认识ITNC 530操作面板,其操作面板分为{显示器}、{键盘}两部分,显示器区域提供两组软键,分为{垂直软件}和{水平软件}两部分。
()A:错B:对答案:B项目三测试1.在可变轮廓洗对话框中,常用于四轴加工的刀轴控制方式有()。
A:远离直线B:朝向直线C:垂直于部件D:垂直于驱动体答案:ABCD2.在可变轴铣削过程中,刀轴在沿刀路运动时可以不断改变方向,此时控制刀轴仅进行绕单轴的旋转,即可实现四轴加工,主要用于半精加工或精加工曲面轮廓。