亚龙335A
- 格式:doc
- 大小:278.00 KB
- 文档页数:11
一、填空题、1.亚龙LY—335B型自动生产线实训考核由安装在铝合金导轨式实训台上的送料单元、加工单元、装配单元、传输单元和分拣单元5个单元组成。
2.转变为电信号。
3、光纤式光电开关由光纤检测头和光纤放大器两部分组成,这两者用光纤相连。
4.在分拣单元中,传送带的定位控制是由光电编码器来完成的。
5.在YL-335B自动化生产线中磁性开关用于各类气缸的位置检测。
6.伺服电动机的作用是将控制电压信号转换为电动机轴上的角位移或角速度。
7、气压传动系统的主要组成部分有、气源装置、执行元件、控制元件和辅助原件组成。
8、气动控制元件是控制和调节空压缩空气压力、流量和及流动方向的重要元件。
.9.气动执行元件将空气的压力能转换成机械能的能量转换装置。
10. 气动系统常用的执行元件有、气缸和气马达组成。
11.方向控制阀通常使用___电磁阀__ _来改变气流流动方。
12.双气控及双电控两位五通方向控制阀具有 __改变气流方向__________ 功能。
13.PLC的基本组成包括硬件和软件两部分。
14.连接S7-200系列PLC与个人计算机需要使用STEP7编程软件。
15.PLC有三种输出形式,它们是直流输出__, _交流输出____ 和_交直流输出_ 。
16.机械制造柔性生产线的形式有_柔性制造单元·柔性制造系统和独立制造岛三种形式。
17. 电感接近开关利用电涡流效应制成的有开关量输出的位置传感器。
18.S7-200PPI通信参数为、地址是2,波特率是9600kbit/s ,起始位是1 ,偶校验位是1。
19.回转物料台的回转角度能在0~90°、0~180°之间任意调节。
20. 工业机器人按照结构形式和编程坐标系主要分为直角坐标机器人、圆柱坐标机器人、极坐标机器人和关节机器人。
二、选择题1.漫反射光电开关的工作原理是利用光照射到(A)上后反射回来的光线而工作的A被测工件B 感光元件C光敏电阻D光敏二极管2.漫射式光电开关利用光照射到被测工件上后(A)光纤而工作。
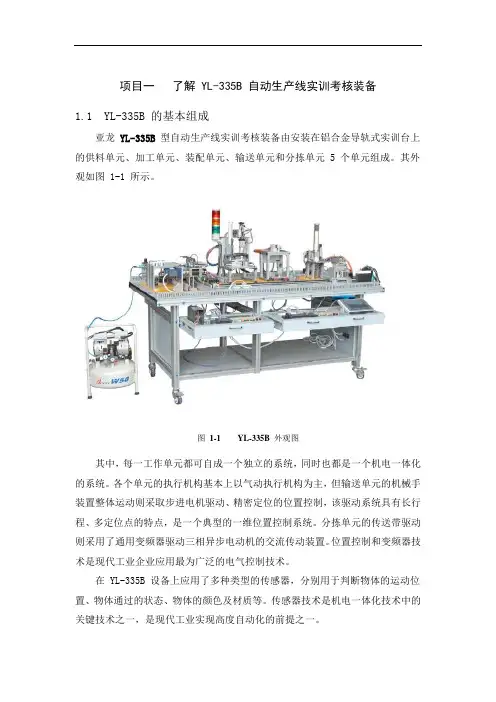
项目一了解 YL-335B 自动生产线实训考核装备1.1 YL-335B 的基本组成亚龙 YL-335B型自动生产线实训考核装备由安装在铝合金导轨式实训台上的供料单元、加工单元、装配单元、输送单元和分拣单元 5 个单元组成。
其外观如图 1-1 所示。
图1-1 YL-335B外观图其中,每一工作单元都可自成一个独立的系统,同时也都是一个机电一体化的系统。
各个单元的执行机构基本上以气动执行机构为主,但输送单元的机械手装置整体运动则采取步进电机驱动、精密定位的位置控制,该驱动系统具有长行程、多定位点的特点,是一个典型的一维位置控制系统。
分拣单元的传送带驱动则采用了通用变频器驱动三相异步电动机的交流传动装置。
位置控制和变频器技术是现代工业企业应用最为广泛的电气控制技术。
在 YL-335B 设备上应用了多种类型的传感器,分别用于判断物体的运动位置、物体通过的状态、物体的颜色及材质等。
传感器技术是机电一体化技术中的关键技术之一,是现代工业实现高度自动化的前提之一。
在控制方面,YL-335B 采用了基于 RS485 串行通信的 PLC 网络控制方案,即每一工作单元由一台 PLC 承担其控制任务,各 PLC 之间通过 RS485 串行通讯实现互连的分布式控制方式。
用户可根据需要选择不同厂家的 PLC 及其所支持的 RS485 通信模式,组建成一个小型的 PLC 网络。
小型 PLC 网络以其结构简单,价格低廉的特点在小型自自动生产线仍然有着广泛的应用,在现代工业网络通信中仍占据相当的份额。
另一方面,掌握基于 RS485 串行通信的 PLC 网络技术,将为进一步学习现场总线技术、工业以太网技术等打下了良好的基础。
1.2 YL-335B 的基本功能YL-335B 各工作单元在实训台上的分布如图 1-2 的俯视图所示。
图 1-2 YL-335B 俯视图各个单元的基本功能如下:1、供料单元的基本功能:供料单元是 YL-335B 中的起始单元,在整个系统中,起着向系统中的其他单元提供原料的作用。
亚龙YL-335A型自动生产线实训考核装备介绍一、亚龙YL-335A型自动生产线实训考核装备的结构和工作过程YL-335A在铝合金导轨式实训台上安装下料、加工、装配、搬运、分拣等工作站,构成一个典型的机电一体化设备的机械平台;采用RS485串行通讯方式实现分布式的控制或PLC主站及远程I/O实现系统控制,从而组成自动加工、装配生产线,真实呈现自动生产线的加工过程。
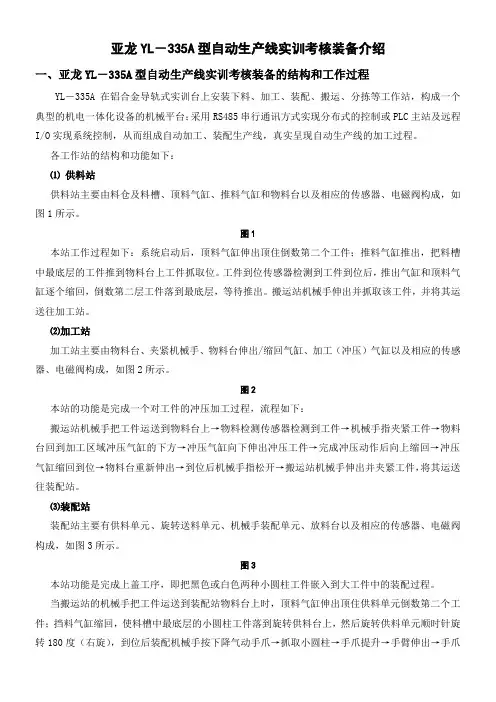
各工作站的结构和功能如下:⑴供料站供料站主要由料仓及料槽、顶料气缸、推料气缸和物料台以及相应的传感器、电磁阀构成,如图1所示。
图1本站工作过程如下:系统启动后,顶料气缸伸出顶住倒数第二个工件;推料气缸推出,把料槽中最底层的工件推到物料台上工件抓取位。
工件到位传感器检测到工件到位后,推出气缸和顶料气缸逐个缩回,倒数第二层工件落到最底层,等待推出。
搬运站机械手伸出并抓取该工件,并将其运送往加工站。
⑵加工站加工站主要由物料台、夹紧机械手、物料台伸出/缩回气缸、加工(冲压)气缸以及相应的传感器、电磁阀构成,如图2所示。
图2本站的功能是完成一个对工件的冲压加工过程,流程如下:搬运站机械手把工件运送到物料台上→物料检测传感器检测到工件→机械手指夹紧工件→物料台回到加工区域冲压气缸的下方→冲压气缸向下伸出冲压工件→完成冲压动作后向上缩回→冲压气缸缩回到位→物料台重新伸出→到位后机械手指松开→搬运站机械手伸出并夹紧工件,将其运送往装配站。
⑶装配站装配站主要有供料单元、旋转送料单元、机械手装配单元、放料台以及相应的传感器、电磁阀构成,如图3所示。
图3本站功能是完成上盖工序,即把黑色或白色两种小圆柱工件嵌入到大工件中的装配过程。
当搬运站的机械手把工件运送到装配站物料台上时,顶料气缸伸出顶住供料单元倒数第二个工件;挡料气缸缩回,使料槽中最底层的小圆柱工件落到旋转供料台上,然后旋转供料单元顺时针旋转180度(右旋),到位后装配机械手按下降气动手爪→抓取小圆柱→手爪提升→手臂伸出→手爪下降→手爪松开的动作顺序,把小园柱工件顺利装入大工件中,机械手装配单元复位的同时,旋转送料单元逆时针旋转180度(左旋)回到原位,搬运站机械手伸出并抓取该工件,并将其运送往物料分解站。

YL-335A自动化生产线介绍1.YL-335的基本组成亚龙YL-335型自动生产线实训考核装备,由安装在铝合金导轨式实训台上的送料单元、加工单元、装配单元、输送单元和分拣单元5个单元组成。
其外观如下图。
其中,每一工作单元都可自成一个独立的系统,同时也都是一个机电一体化的系统。
各个单元的执行机构基本上以气动执行机构为主,但输送单元的机械手装置整体运动则采取步进电机驱动、精密定位的位置控制,该驱动系统具有长行程、多定位点的特点,是一个典型的一维位置控制系统。
分拣单元的传送带驱动则采用了通用变频器驱动三相异步电动机的交流传动装置。
位置控制和变频技术是现代工业企业应用最为广泛的电气控制技术。
在YL-335A设备上应用了多种类型的传感器,分别用于判断物体的运动位置、物体通过的状态、物体的颜色及材质等。
传感器技术是机电一体化技术中的关键技术之一,是现代工业实现高度自动化的前提之一。
在控制方面,YL-335A采用了基于RS485串行通信的PLC网络控制方案,即每一工作单元由一台PLC承担其控制任务,各PLC之间通过RS485串行通迅实现互连的分布式控制方式。
用户可根据需要选择不同厂家的PLC及其所支持的RS485通信模式,组建成一个小型的PLC网络。
小型PLC网络以其结构简单,价格低廉的特点在小型自动生产线仍然有着广泛的应用,在现代工业网络通信中仍占据相当的份额。
另一方面,掌握基于RS485串行通信的PLC网络技术,将为进一步学习现场总线技术,工业以太网技术等打下了良好的基础。
2.YL335A的各单元结构与功能①输送单元输送单无主要包括:直线移动装置和工件取送装置。
主要配置有:步进电机、薄型气缸、气动摆台、双导杆气缸、气动手指、行程开关和磁性开关等。
输送单元的基本功能:该单元能实现到指定单元的物料台精确定位,并在该物料台上抓取工件,把抓取到的工件输送到指定地点然后放下的功能。
②供料单元供料单元主要包括:工件库、工件锁紧装置和工件推出装置组成。
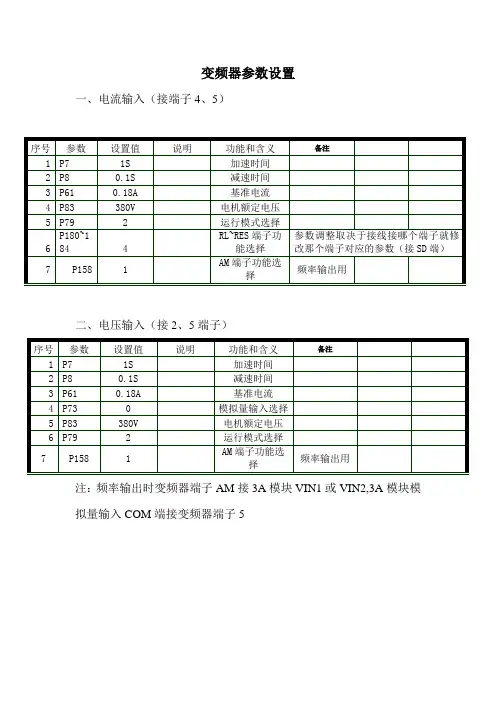
变频器参数设置一、电流输入(接端子4、5)二、电压输入(接2、5端子)序号参数 设置值 说明 功能和含义备注 1 P7 1S 加速时间2 P8 0.1S 减速时间3 P61 0.18A 基准电流4 P73 0 模拟量输入选择5 P83 380V 电机额定电压6 P79 2 运行模式选择7P1581AM 端子功能选择频率输出用注:频率输出时变频器端子AM 接3A 模块VIN1或VIN2,3A 模块模拟量输入COM 端接变频器端子5序号参数 设置值 说明 功能和含义备注 1 P7 1S 加速时间2 P8 0.1S 减速时间3 P61 0.18A 基准电流4 P83 380V电机额定电压5P79 2 运行模式选择6 P180~1844RL~RES 端子功能选择 参数调整取决于接线接哪个端子就修改那个端子对应的参数(接SD 端) 7 P1581AM 端子功能选择频率输出用伺服驱动器参数设置序号 参数编号参数名称设置数值功能和含义备注 1 Pr5.28 LED 初始状态 1 显示电机转速2 Pr0.01 控制模式 0位置控制(相关代码P )3 Pr5.04 驱动禁止输入设定 2当左或右(POT 或NOT )限位动作则会发 生Err38行程限位禁止输入信号出错报警。
设置此参数值必须在控制电源断电重启之 后才能修改、写入成功。
4 Pr0.04 惯量比 2505 Pr0.02 实时自动增益设置1 实时自动调整为标准模式,运行时负载惯量的变化情况很小。
6 Pr0.03 实时自动增益的机械刚性选择13 此参数值设得很大,响应越快。
7 Pr0.06 指令脉冲旋转方向设置 0或1 根据实际情况确定8 Pr0.07 指令脉冲输入方式 39Pr0.08电机每旋转一转的脉冲数6000伺服驱动器参数初始化:按SET ——M (3次)——下键(2次),移动到此执行显示。
参数保存:M 键 —→ EE-SET —→ SET —→ 出现EEP- —→ 按向上键3S —→ 出现FINISH 或reset。
亚龙YL-235A型光机电一体化实训考核设备
安装调试手册
一.安装调试步骤
1.参照安装示意图将设备组装完成(见附图一);
2.根据实际情况将各个组件的衔接位置调节准确(特别是搬运机械手的抓取位置和放开位
置);
3.将设备上的线(包括传感器、电机、电磁阀、磁性开关、警示灯等)按照引线图均引到接
线端子上(可参考附图二);
4.根据实训控制原理图(见附图三),进行实训连接;
5.确认上述连接无误后(特别是电源部分,不要有短路;传感器、磁性开关、警示灯的线参
考注意事项);
6.连接通讯线缆,通过电脑进行控制程序的传送;
7.程序传送完毕后,进行上电调试;
8.启动之前要求各个气缸均要回到初始位置(机械手摆在左边,其余气缸全部缩回到位);二.注意事项
1.通电之前必须确认三相电的进线和模块的连接没有错误;
2.连接线路过程中不该有短路、断路现象;
3.三线制传感器的使用说明:棕色接PLC本身的+24V,蓝色接输入端的公共端COM,黑色接
控制输入端(以三菱主机为例);
4.两线制磁性开关的使用说明:棕色的接控制输入端,蓝色的接输入的公共端COM(以三菱
主机为例);
5.警示灯:共有绿色和红色两种颜色。
引出线五根,其中并在一起的两根粗线是电源线(红
线接“+24”,黑红双色线接“GND”),其余三根是信号控制线(棕色线为控制信号公共端,如果将控制信号线中的红色线和棕色线接通,则红灯闪烁,将控制信号线中的绿色线和棕色线接通,则绿灯闪烁)。
附图一安装示意图
附图二引线图
附图三控制原理图。

“亚龙杯”全国高职院校“自动线安装与调试”技能大赛竞赛方案一、竞赛目的通过此项比赛,检验参赛队的团队协作能力、计划组织能力、自动线安装与调试能力、工程实施能力、职业素养、效率、成本和安全意识。
引导高职院校机电类专业综合实训教学改革发展方向,促进工学结合人才培养模式改革与创新,培养可持续发展、满足企业需要的高素质高技能人才。
二、竞赛内容和方式1、竞赛的装置介绍竞赛装置采用亚龙科技集团YL-335B自动生产线实训考核装置,该装置是教育部等11部委在天津成功举办的“2008年全国职业院校技能大赛”高职组“自动线安装与调试”项目指定竞赛设备亚龙YL-335A的完善升级产品,具有极强的设备型号兼容性。
该设备是经教育部高职高专自动化技术类教指委组织相关院校专家与行业企业工程技术人员共同交流、完善开发的综合性实训设备,同时,围绕该实训设备校企人员历经一年的努力工作,已经开发成功针对性强、特色鲜明的立体化教材和课程资源包,全面服务于高职机电类专业的综合实践教学实施。
在工艺生产流程方面,YL-335B向下兼容YL-335A,同样由供料、加工、装配、输送及分拣等5个工作单元组成。
亚龙YL-335B 在设备的可扩展性、单站实施教学的独立性、组态的灵活性和设备运行的可靠性等方面作了相应改进;相关知识点、技能点做了适度增加,基本涵盖了高职高专自动化技术类专业的核心技术内容,利于高职院校机电类专业综合实训课程的教学设计和实施,为基于工作过程的课程改革提供了适宜的载体。
2、竞赛的工作目标参赛队在规定时间内,根据任务书的要求,以现场操作“亚龙YL-335B自动生产线实训考核装置”的方式,完成自动生产线设备部分工作单元的机械安装和调整,气动回路的安装、连接和调整,电气控制电路的设计、安装和布线,传感器安装与调整,PLC编程,人机界面组态,电机驱动(含变频器及对应电机、伺服驱动器及伺服电机)参数设定,以及系统统调、运行等工作。
考核选手的自动线系统的设计、安装、接线、编程、调试、运行、维护等工程能力。
亚龙YL335A型自动生产线实训考核装备介绍精该自动生产线由多个工作站组成,每个工作站都配有相应的机械手、传送带和控制系统,可以完成不同的装配操作。
下面我将介绍其中几个关键的工作站。
首先是零件供给站。
该工作站主要用于供应生产过程中所需的零件和物料。
它配备了自动送料系统,能够按需给各个工作站提供所需的零件,确保生产的连贯性和高效性。
其次是组装工作站。
这是整个自动生产线的核心部分,也是完成产品组装的主要环节。
该工作站配备了多个机械手和自动化系统,能够进行零件的拾取和装配,确保产品的完整性和精确度。
同时,该工作站还可以进行产品的检测和测试,确保产品符合质量标准。
另外一个重要的工作站是包装工作站。
在产品组装完成后,该工作站负责对产品进行包装和封装。
它配备了自动化的包装机器人和封装系统,能够自动将产品装入包装盒或袋中,并完成封装工作。
这种自动化的包装方式不仅提高了包装效率,还可以确保产品的安全和整洁。
除了以上几个工作站外,该自动生产线还包括了清洗工作站、质量检测工作站和产品输送系统等辅助设备。
这些设备能够与主要的工作站进行联动,相互配合,实现整个生产过程的连续性和高效性。
该自动生产线还具有智能化的特点。
它配备了先进的控制系统和人机界面,可以实现生产过程的监控和调控。
操作人员可以通过控制系统监控整个生产线的运行状态,并对其进行调整和优化。
同时,控制系统还可以收集和分析生产数据,为企业提供生产优化和品质控制的依据。
总之,亚龙YL335A型自动生产线是一种先进的装配生产设备,能够实现自动化的生产流程,提高生产效率和质量。
它通过零件供给、组装、包装等多个工作站的配合,实现产品的高效、精确装配。
同时,具备智能化的控制系统,可以实现生产过程的监控和调控。
这种自动生产线在电子、汽车和机械等行业的装配生产中具有广泛的应用前景。
中央广播电视大学实训报告实训课题机电一体化系统综合实训报告陕西广播电视大学开放教育学院姓名陈星学号*************专业机械制造与自动化(机电方向)教育层次专科指导教师李洪声成绩一、实训地点及时间在这最后一学期学校安排我们进行为期三个月的PLC学习,主要以亚龙—335A型自动生产线为样机的机电一体化实训,经过多个课题的练习,从简单到困难,深刻理解自动生产线编程的重要性。
二、实习目的及要求(一)实训目的:了解生产线的结构、组成及工作原理、了解生产线的编程思路和方法、了解梯形图的变形原则、掌握生产线编程相关的基本指令、掌握生产线编程相应的步进指令、掌握移位控制类指令的功能及应用、熟悉电磁阀的工作原理、熟悉生产线各线的工作流程。
(二)实训要求:按时上课,不迟到早退,进入实习间穿戴好劳保用具,不在实习间嬉戏打闹,不破坏车间各种设施,不乱摸各种设备,积极学好自动生产线的设计安装及其工作原理。
三、实训器材1、亚龙 PLC—三菱主机单元一台。
2、亚龙PLC—三相异步电动机顺序控制单元一台。
3、计算机或编程器一台。
四、实训内容及步骤(一)生产线基本组成简介亚龙YL—335A型自动生产线设备有安装在铝合金导轨实训台上的送料单元、加工单元、装配单元、输送单元和分炼单元5个单元组成。
其中每一工作单元都可自成一个独立的系统,同时也是一个机电一体化的系统,哥哥单元的执行机构基本以气动执行机构为主,但输送与与机械手装置整体运动则采取步进电机驱动、精密定位的位置控制,该驱动系统具有长行程,多定位的特点,是一个典型的一维位置控制系统。
传送带驱动采用了通用变频器驱动三相异步电动机的交流传动装置。
位置控制和变频器技术是现代化工业企业应用最为广泛的电气控制技术。
亚龙YL—335A设备上应用另外许多种类型的传感器和步进电机,分别用于判断物体的运动位置、物体通过的状态、物体的颜色及材质等。
传感器技术是机电一体化技术中关键技术之一,也是现代化工业实现高度自动化的前提之一。
亚龙YL—335B型自动化生产线YALONG—335B ZIDONGHUASHENGCHANXIAN
版权著作:胡京洲
亚龙YL-335B型自动化生产线供料站主程序
亚龙YL—335B型自动化生产线—供料站子程序-供料控制
亚龙YL—335B 自动化生产线供料站子程序—状态指示
亚龙YL-335B型自动化生产线加工站主程序
亚龙YL—335B 自动化生产线加工站子程序—加工控制
亚龙YL—335B 自动化生产线装配站主程序
亚龙YL-335B 自动化生产线装配站子程序—落料控制
亚龙YL—335B 自动化生产线装配站子程序—抓取控制
亚龙YL—335B 自动化生产线装配站子程序—指示灯
亚龙YL—335B 自动化生产线分拣站主程序
亚龙YL—335B 自动化生产线分拣站子程序—分拣控制
亚龙YL-335B 自动化生产线分拣站子程序-HSC_INIT
亚龙YL—335B 自动化生产线搬运站主程序
亚龙YL—335B 自动化生产线搬运站子程序—回原点亚龙YL—335B 自动化生产线搬运站子程序-初态检查复位
亚龙YL—335B 自动化生产线搬运站子程序—急停处理。
重庆工业职业技术学院毕业设计(论文)课题名称:自动生产线分拣系统设计专业班级:10 电气301学生姓名:廖国强指导教师:王俊洲二O一三年月摘要PLC控制是目前工业上最常用的自动化控制方法,由于其控制方便,能够承受恶劣的环境,因此,在工业上优于单片机的控制。
PLC将传统的继电器控制技术、计算机技术和通信技术融为一体,专门为工业控制而设计,具有功能强、通用灵活、可靠性高、环境适应性强、编程简单、使用方便以及体积小、重量轻、功耗低等一系列优点,因此在工业上的应用越来越广泛。
本文主要讲述PLC在材料分拣系统中的应用,利用可编程控制器( PLC) ,设计成本低、效率高的材料自动分拣装置。
以PLC 为主控制器,结合气动装置、传感技术、位置控制等技术,现场控制产品的自动分拣。
系统具有自动化程度高、运行稳定、精度高、易控制的特点,可根据不同对象,稍加修改本系统即可实现要求。
关键词:可编程控制器,分拣装置,控制系统,传感器ABSTRACTPLC control is the most commonly used industrial automation control method, because of its convenient control to withstand an adverse environment, it is better than MCU control in the industrial. PLC traditional relay control technology, computer and communication technologies are integrated specifically for industrial control and design, have strong function, common flexible, high reliability and environmental adaptability, and programming simple, easy to use and small size, light weight, a series of low-power advantages in industrial applications become more extensive.This paper focuses on the PLC in the canned beverage production, The design of an automatic sorting device with low cost and high efficiency is presented in the paper, which regards programmable logic controller ( PLC) as the master controller and combines pneumatic device, sensing technology, position control and other technology to implement automatic selecting of the products live. The device is characteristic of high automation, steady running, high precision and easy control, which can fulfill the requirement according to different situations with little modifications.Key words:programmable logic controller,sorting device,control system,sensors目录目录 (3)第一章绪论 (1)第二章材料分拣装置结构及总体设计 (2)2.1材料分拣装置工作过程概述 (3)2.2系统的技术指标 (4)2.3系统的设计要求 (5)第三章控制系统的硬件设计 (6)3.1系统的硬件结构 (6)3.2系统关键技术 (6)3.3检测元件与执行装置的选择 (9)第四章控制系统的软件设计 (15)4.1控制系统流程图设计 (15)4.2控制系统程序设计 (16)第五章控制系统的调试 (20)5.1硬件调试 (20)5.2软件调试 (20)5.3整体调试 (20)结论 (21)总结 (22)参考文献 (23)第一章绪论自动分拣系统(Automated Sorting System)是二次大战后率先在美国、日本的物流中心中广泛采用一种自动化作业系统,该系统目前已经成为发达国家大中型物流中心不可缺少的一部分。
8.5输送单元8.5.1输送单元的结构组成输送单元是YL-335A 系统中最为重要同时也是承担任务最为繁重的工作单元。
该单元主要完成驱动抓取机械手装置精确定位到指定单元的物料台,在物料台上抓取工件,把抓取到的工件输送到指定地点然后放下的功能。
同时,该单元在PPI 网络系统中担任着主站的角色,它接收来自按钮/指示灯模块的系统主令信号,读取网络上各从站的状态信息,加以综合后,向各从站发送控制要求,协调整个系统的工作。
输送单元由抓取机械手装置、步进电机传动组件、PLC 模块、按钮/指示灯模块和接线端子排等部件组成,如图所示。
图8-23 输送单元结构组成1.气动手爪:双作用气爪由一个二位五通双向电控阀控制,带状态保持功能用于各个工作站抓物搬运。
双向电控阀工作原理和双稳态触发器类似即输出状态由输入状态决定,如果输出状态确认了即使无输入状态双向电控阀一样保持被触发前的状态。
2.双杆气缸:双作用气缸由一个二位五通单向电控阀控制,用于控制手爪伸出缩回。
3.回转气缸:双作用气缸由一个二位五通单向电控阀控制,用于控制手臂正反90度旋转,气缸旋转角度可以任意调节,调节范围0-180度,调节通过节流阀下方两颗固定缓冲器进行调整。
4.提升气缸:双作用气缸由一个二位五通单向电控阀控制,用于整个机械手提升下降。
以上气缸运行速度快慢由进气口节流阀调整进气量进行速度调节。
5.步进电动机:步进电机传动组件用以拖动抓取机械手装置作往复直线运动,完成精确定位的功能。
6.按钮/指示灯模块该模块放置在抽屉式模块放置架上,模块上安装的所有元器件的引出线均连接到面板上的安全插孔。
按钮/指示灯模块内安装了按钮/开关,指示灯/蜂鸣器和开关稳压电源等三类元器件,具体如下:1)按钮/开关:急停按钮1 只,转换开关2 只,复位按钮黄、绿、红各1 只,自锁按钮黄、绿、红各1只。
2)指示灯/蜂鸣器:24V指示灯黄、绿、红各2只,蜂鸣器1只。
3)开关稳压电源:DC 24 V/6 A、12 V/2 A各一组。
亚龙YL-335A型自动加工与装配生产线实训考核装备介绍一、亚龙YL-335A型自动加工与装配生产线实训考核装备的结构和工作过程YL-335A在铝合金导轨式实训台上安装下料、加工、装配、搬运、分拣等工作站,构成一个典型的机电一体化设备的机械平台;采用PLC互连技术,或采用现场总线技术,或PLC主站及远程I/O实现系统控制,从而组成自动加工、装配生产线,真实呈现自动生产线的加工过程。
各工作站的结构和功能如下:⑴供料站供料站主要由料仓及料槽、顶料气缸、推料气缸和物料台以及相应的传感器、电磁阀构成,本站工作过程如下:系统启动后,顶料气缸伸出顶住倒数第二个工件;推料气缸推出,把料槽中最底层的工件推到物料台上工件抓取位。
工件到位传感器检测到工件到位后,推出气缸缩回,顶料气缸缩回,倒数第二层工件落到最底层,等待推出。
搬运站机械手伸出并抓取该工件,并将其运送往加工站。
推料总成配套二个气缸,同时配套有最底层工件到位传感器,工件到达抓取位传感器,工件数量下限传感器,从而保证整个供料过程稳定有序的进行。
这也与真实的工业现场完全一致。
⑵加工站加工站主要由物料台、夹紧机械手、物料台伸出/缩回气缸、加工(冲压)气缸以及相应的传感器、电磁阀构成,本站的功能是完成一个对工件的冲压加工过程。
即,当搬运站机械手把工件运送到物料台上,且物料检测传感器检测到工件后,机械手指夹紧工件,然后物料台回到加工区域冲压气缸下方;回到位后,冲压气缸向下伸出冲压工件,完成冲压动作后向上缩回。
冲压气缸缩回到位后,物料台重新伸出,到位后机械手指松开,由搬运站机械手伸出并夹紧工件,将其运送往装配站。
⑶装配站装配站主要有供料单元、旋转送料单元、机械手装配单元、放料台以及相应的传感器、电磁阀构成,本站的功能是完成小圆柱工件装配到大工件中完成装配过程。
即,当搬运站机械手把工件运送到装配站物料台上,供料单元共有两种颜色黑和白小圆柱工件,顶料气缸伸出顶住倒数第二个工件;挡料气缸缩回,把料槽中最底层的工件落到旋转供料台上,物料传感器检测到工件到位挡料气缸伸出到位,顶料气缸缩回物料落到底层物料传感器检测到工件顶料气缸重新伸出等待下一次落料,同时旋转供料单元顺时针旋转180度到位后,装配机械手下降气动手爪抓取小圆柱提升到位后,手臂伸出到位后手爪下降到位后放松开手爪小工件顺利装入大工件中,机械手装配单元复位同时旋转送料单元逆时针旋转180回到原位,搬运站机械手伸出并抓取该工件,并将其运送往物料分解站。
⑷分拣站分拣站主要有传送带、变频器、三相电机、推料气缸、电磁阀和定位光电传感器及区分黑白两种颜色的光纤传感器构成。
本站的功能是完成装配站送来,装好工件进行分拣。
系统入料口有一只光电传感器,搬运站送来工件放到传送带上,首先入料口光电传感器检测到有工件启动变频器,工件开始送入分拣区,如果进入分拣区工件为白色由检测白色光纤传感器作为1号槽推料气缸启动信号,将白色料推到1号槽里,如果进入分拣区工件为黑色由检测黑色光纤传感器作为2号槽推料气缸启动信号,将黑色料推到2号槽里。
自动生产线的加工结束。
⑸搬运站(输送站)搬运站主要有步进电机、步进驱动、线性导轨、四自由度搬运机械手、电磁阀和定位开关构成。
本站的功能是完成向各个工作单元输送工件,系统分为两部分四自由度抓取机械手单元和直线位移位置精确控制单元,系统上电先执行回原点当到达原点位置后,系统启动供料站送料到放料台检测传感器检测到有工件时,机械手整体先提升到位后手爪伸出到位后手爪夹紧,手爪夹紧到位手爪开始缩会机械手整体下将到位后,步进电机开始工作按设定好的脉冲量到加工站。
加工站到位后机械手整体提升,提升到位后手爪伸出伸出到位后机械手整体下降,下降到位后工件已放入加工站物料台上,然后手爪松开,松开到位后机械手回缩,等加工站加工完成后再将工件送到装配站和分拣站完成整个自动生产线加工过程。
二、系统控制方案YL-335A型自动加工、装配生产线实训考核装备采用了PLC通讯网络控制方式,用户可根据实训要求,选用如下三种通讯网络实现系统控制:●采用RS-485总线的PLC互连网络。
●采用现场总线网络。
●采用PLC为主站,远程I/O模块为从站的RS-485通讯网络。
各方案均采用了触摸屏人机界面(HMI),而每种通讯网络又按所选用不同的主流PLC厂家而有不同的配置,分述如下:1、采用RS-485总线的PLC互连网络的控制方案(报价为此方案)本控制方案的目标,是使学生通过实训,掌握RS-485通讯技术和采用广播方式实现PLC 之间交换信息的PLC互连技术。
作为PLC通讯网络的基本技术,并鉴于采用RS-485总线的PLC互连网络广泛用于小型集散控制系统上,熟练掌握这一技能,是高职学生必不可少的。
本装备分别对三菱FX2N系列,西门子S7-200系列,欧姆隆CP1L系列,松下FP-X系列等主流厂家的PLC配置了这一网络。
1)三菱FX2N系列:本方案采用FX2N 的N:N通讯网络。
各工作站均插上FX2N-485-BD通讯板,以搬运站PLC(FX2N-48MT)为主站,其余各站为从站构成N:N通讯网络。
触摸屏连接到主站编程口上,分拣站的FR-E540变频器也作为第5# 从站连接到网络上。
各站PLC的型号见配置清单。
2)西门子S7-200系列本方案采用PPI(点对点接口)协议实现通讯,3)欧姆隆CP1L系列4)松下FP-X系列本方案中,各工作站的PLC(FP-X系列)均配置FP-X通信插卡,可采用松下专用的PC-LINK协议实现无主站的PLC链接;或以搬运站PLC(FP-X-30T)为主站,采用通用串行通讯方式和MODBUS通讯协议,实现主站和各从站之间的通讯。
2、采用现场总线网络(供选择,不在报价内)以现场总线作为技术支撑的控制系统在工业自动化领域有明显的优势,在PLC网络系统中使用最为广泛。
在国内,现场总线技术也日益普及,各高等院校相关专业也陆续开设这一课程。
为实现现场总线技术的项目教学,本装备以中型PLC为主站,各从站仍为小型PLC 的配置,分别配置了:1)对三菱PLC,配置以搬运站PLC(Q02 CPU)为主站,其余各站PLC(FX2N主单元+32CCL 模块)为从站构成CC-LINK现场总线系统。
2)对西门子PLC,配置以搬运站PLC(S7-315DP CPU)为主站,其余各站PLC(S7-200主单元+EM277模块)为从站构成PROFIBUS现场总线系统。
3)对欧姆隆PLC,3、PLC为主站,远程I/O模块为从站的RS-485通讯网络控制方案(供选择,不在报价内)本装备尚提供以搬运站PLC(可为FX2N、S7-200、CP1L、FP-X任一种PLC)为主站,各从站采用远程I/O为控制器的集散控制系统。
其中,远程I/O模块是本公司开发的产品,具有16点输入和14点输出,通讯协议与研华ARK14000系列远传模块类拟。
本方案的目标是使学生通过实训,掌握远程I/O通讯网络的特点,学会PLC自由口通讯编程的技能。
三、本装备的特点:1、有机融合了机械技术(包括气动技术)、传感器技术、交流电动机变频调速和步进电机驱动控制、触摸屏技术、PLC控制及通信网络等技术,体现了现代制造业生产过程的特征。
2、整体结构采用开放式和拆装式,能方便地更换模块,按具有生产性功能和整合学习功能的原则确定模块内容,使教学或竞赛时可方便的选择需要的模块。
3、用于教学,可按工作过程导向,工学结合的模式规划教学活动,完成以下工作任务:1)气动系统的安装与调试项目:选用该装备配置的单出杆气缸、单出双杆气缸、旋转气缸等气动执行元件和单控电磁换向阀、双控电磁换向阀和磁性开关等气动控制元件,可完成下列气动技术的工作任务:★气动方向控制回路的安装;★气动速度控制回路的安装;★摆动控制回路的安装;★气动顺序控制回路的安装;★气动机械手装置的安装;★气动系统安装与调试;2)电气控制电路的安装和PLC程序编写项目:选用该装置配置的PLC模块、变频器模块和步进电机驱动模块、传感器等,可完成下列PLC应用技术工作任务:★电动机控制电路的连接与控制程序编写;★电动机调速控制电路的连接与控制程序编写;★步进电机控制电路的连接与控制程序编写;★气动方向控制程序编写;★气动顺序动作控制程序编写;★气动机械手控制程序编写;★皮带输送机控制程序编写;★机电一体化设备控制程序编写;★自动生产线控制程序编写。
3)PLC通讯网络的安装、程序编制及调试:4)机电设备安装与调试项目选用该装置配置的机电一体化设备部件、PLC模块、变频器模块和指令开关、传感器等,可完成下列机电设备安装和机电一体化技术的工作任务:★传动装置同轴度的调整;★皮带输送机的安装与调整;★搬运机械手设备安装与调试;★物件分拣设备的安装与调试;★送料设备的安装与调试;★自动生产线设备安装与调试。
4、本装备用于考核或技能竞赛,可考察的职业能力:★机械构件的装配与调整能力;★机电设备的安装与调试能力;★电路安装能力;★气动系统的安装与调试能力;★机电一体化设备的控制程序的编写能力;★自动控制系统的安装与调试能力;★PLC网络的安装、编程与调试能力。
该实训考核装置PLC模块的I/O 端子、变频器的接线端子、各常用模块与PLC的连接端子,均与安全插座连接,使用带安全插头的导线进行电路连接;各指令开关、光电开关、传感器和指示元件的电路,则通过端子排进行连接。
插拔线连接电路与端子排连接电路相结合,既保证学生基本技能的训练、形成和巩固,又保证电路连接的快速、安全和可靠。
四、配置清单附表一模块化生产系统PLC配置清单西门子系统。