焊缝外观检查记录(汇总)
- 格式:doc
- 大小:84.00 KB
- 文档页数:3

焊缝外观检查和实测记录
1. 焊缝形貌,焊缝应该呈现出均匀、平整的外观,焊接表面不
应有凹凸不平、气孔、夹渣等缺陷。
2. 焊接尺寸,焊缝的宽度、高度等尺寸应符合设计要求,需要
进行实际测量并记录。
3. 焊接变形,焊接过程中可能会产生变形,需要检查焊接变形
情况,确保在允许范围内。
在实测记录方面,我们需要详细记录以下内容:
1. 焊接工艺规程,记录所采用的焊接工艺规程,包括焊接方法、焊接参数、焊接材料等信息。
2. 焊接人员,记录参与焊接的人员信息,包括焊工姓名、操作
证号等。
3. 焊接设备,记录使用的焊接设备型号、编号、检定情况等信息。
4. 检验工具,记录用于检验的工具和仪器,包括焊缝检测仪、
焊缝测量工具等。
5. 检验结果,详细记录焊缝外观检查的结果,包括发现的缺陷、尺寸测量结果等。
6. 处理措施,如果发现了焊缝质量问题,需要记录相应的处理
措施,以及处理后的检验结果。
总之,焊缝外观检查和实测记录需要全面、详细地记录焊接过
程中的各项信息,以确保焊接质量符合要求并留下可追溯的记录。
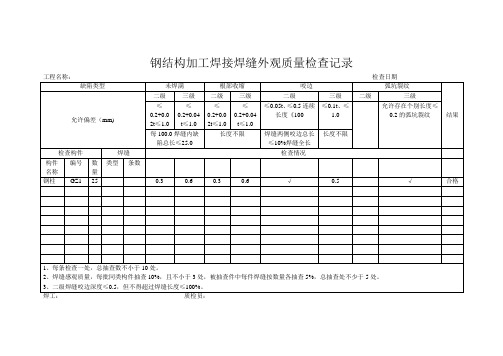
钢结构加工焊接焊缝外观质量检查记录工程名称: 检查日期缺陷类型未焊满 根部收缩 咬边弧坑裂纹结果允许偏差(mm)二级 三级 二级三级二级三级 二级 三级≤0.2+0.02t ≤1.0≤0.2+0.04t ≤1.0≤0.2+0.02t ≤1.0 ≤0.2+0.04t ≤1.0≤0.05t 、≤0.5连续长度《100 ≤0.1t 、≤1.0允许存在个别长度≤0.2的弧坑裂纹每100.0焊缝内缺陷总长≤25.0长度不限焊缝两侧咬边总长≤10%焊缝全长长度不限检查构件 焊缝 检查情况构件名称 编号 数量 类型 条数 钢柱 GZ1 25 0.3 0.6 0.3 0.6 √ 0.5 √ 合格1、每条检查一处,总抽查数不小于10处。
2、焊缝感观质量,每批同类构件抽查10%,且不小于3处,被抽查件中每件焊缝按数量各抽查5%,总抽查处不少于5处。
3、二级焊缝咬边深度≤0.5,但不得超过焊缝长度≤100%。
焊工: 质检员:钢结构零件及部件加工(矫正和成型)质量检查记录工程名称:达州化工产业区公路物流港6#标准仓库钢结构工程施工单位:四川恒沣建设有限公司检查日期:检查内容7.3.1条钢材矫正后的允许偏差(㎜)表面质量冷矫正加工环境温度碳素钢和低合钢热矫正时加热温度钢板的局部平面度(△)型钢弯曲矢高角钢的垂直度槽钢翼缘对腹板的垂直度工字钢、H型钢翼缘对腹板的垂直度不能有明显的凹面和损伤及划痕碳素钢低合金结构钢t≤14t>14允许偏差(㎜)不低于不应超过900℃1.5 1.0l∕100,≯5.0b∕100,双肢栓接不得大于90°b∕80b∕100,≯2.0划痕深度≯0.5且≯负偏差的1∕2﹣16℃﹣12℃构件号零部件抽查件检查情况(㎜)规格数量编号数量GZ2a 8 3 1.2 2.0 0.1注:1、冷矫正的加工温度全数检查制作工艺报告和施工记录; 2、钢材矫正后允许偏差,按矫正件抽查10%,不少于3件;3、t-为加工件厚度,l-为构件长度,M-为1米长度范围,b-为型钢肢宽;4、7.3.1条为主控项目。

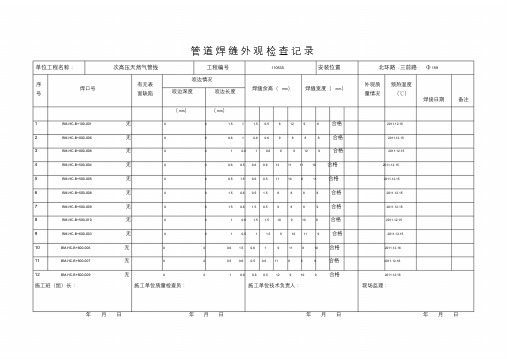
管道焊缝外观检查记录单位工程名称:次高压天然气管线工程编号11053S 安装位置北环路- 三前路Φ159序号焊口号有无表面缺陷咬边情况咬边深度咬边长度焊缝余高(mm)焊缝宽度(mm)外观质量情况预热温度(℃)焊接日期备注(mm)(mm)1 BM-HC-B+100-001 无0 0 1.5 1 1.5 0.5 8 12 9 8 合格2011.12.152 BM-HC-B+000-006 无0 0 0.6 1 0.6 0.6 9 8 8 8 合格2011.12.153 BM-HC-B+000-008 无0 0 1 0.6 1 0.6 8 9 12 9 合格2011.12.154 BM-HC-B+500-004 无0 0 0.6 0.5 0.6 0.6 12 11 11 10 合格2011.12.155 BM-HC-B+500-005 无0 0 0.5 1.5 0.6 0.5 11 10 8 11 合格2011.12.156 BM-HC-B+500-008 无0 0 1.5 0.6 0.5 1.5 8 8 8 8 合格2011.12.157 BM-HC-B+500-009 无0 0 1.5 0.6 1.5 0.5 9 8 9 9 合格2011.12.158 BM-HC-B+500-010 无0 0 1 0.6 1.5 1.5 10 9 10 8 合格2011.12.159 BM-HC-B+600-003 无0 0 1 0.5 1 1.5 9 10 11 9 合格2011.12.1510 BM-HC-B+600-006 无0 0 0.6 1.5 0.6 1 9 11 8 10 合格2011.12.1611 BM-HC-B+600-007 无0 0 0.5 0.6 0.5 0.6 11 8 9 9 合格2011.12.1612 BM-HC-B+600-009 无0 0 1 0.6 0.6 0.5 12 9 10 9 合格2011.12.16施工班(组)长:施工单位质量检查员:施工单位技术负责人:现场监理:年月日年月日年月日年月日管道焊缝外观检查记录单位工程名称:次高压天然气管线工程编号11053S 安装位置北环路- 三前路Φ159序号焊口号有无表面缺陷咬边情况咬边深度咬边长度焊缝余高(mm)焊缝宽度(mm)外观质量情况预热温度(℃)焊接日期备注(mm)(mm)1 BM-HC-B+600-010 无0 0 1 0.6 1 0.6 8 9 12 9 合格2011.12.162 BM-HC-B1+200-001 无0 0 0.6 0.5 0.6 0.6 12 11 11 10 合格2011.12.163 BM-HC-B1+200-003 无0 0 0.5 1.5 0.6 0.5 11 10 8 11 合格2011.12.164 BM-HC-B1+200-005 无0 0 1.5 0.6 0.5 1.5 8 8 8 8 合格2011.12.165 BM-HC-B1+200-007 无0 0 1.5 0.6 1.5 0.5 9 8 9 9 合格2011.12.176 BM-HC-B+100-003 无0 0 1 0.6 1.5 1.5 10 9 10 8 合格2011.12.177 BM-HC-B+000-007 无0 0 1 0.5 1 1.5 9 10 11 9 合格2011.12.178 BM-HC-B+600-001 无0 0 0.6 1.5 0.6 1 9 11 8 10 合格2011.12.179 BM-HC-B1+100-008 无0 0 0.5 0.6 0.5 0.6 11 8 9 9 合格2011.12.1710 BM-HC-B1+100-009 无0 0 1 0.6 1 0.6 8 9 12 9 合格2011.12.1711 BM-HC-B1+100-010 无0 0 0.6 0.5 0.6 0.6 12 11 11 10 合格2011.12.1712 BM-HC-B1+200-002 无0 0 0.5 1.5 0.6 0.5 11 10 8 11 合格2011.12.18施工班(组)长:施工单位质量检查员:施工单位技术负责人:现场监理:年月日年月日年月日年月日管道焊缝外观检查记录单位工程名称:次高压天然气管线工程编号11053S 安装位置北环路- 三前路Φ159序号焊口号有无表面缺陷咬边情况咬边深度咬边长度焊缝余高(mm)焊缝宽度(mm)外观质量情况预热温度(℃)焊接日期备注(mm)(mm)1 BM-HC-B1+200-002 无0 0 0.6 0.5 0.6 0.6 12 11 11 10 合格2011.12.182 BM-HC-B1+200-004 无0 0 0.5 1.5 0.6 0.5 11 10 8 11 合格2011.12.183 BM-HC-B1+200-006 无0 0 1.5 0.6 0.5 1.5 8 8 8 8 合格2011.12.18456789101112施工班(组)长:施工单位质量检查员:施工单位技术负责人:现场监理:年月日年月日年月日年月日管道焊缝外观检查记录单位工程名称:次高压天然气管线工程编号11053S 安装位置北环路- 三前路Φ159序号焊口号有无表面缺陷咬边情况咬边深度咬边长度焊缝余高(mm)焊缝宽度(mm)外观质量情况预热温度(℃)焊接日期备注(mm)(mm)1 BM-HC-B1+400-001 无0 0 0.5 1.5 0.6 0.5 11 10 8 11 合格2011.12.182 BM-HC-B1+400-006 无0 0 1.5 0.6 0.5 1.5 8 8 8 8 合格2011.12.183 BM-HC-B1+600-001 无0 0 1.5 0.6 1.5 0.5 9 8 9 9 合格2011.12.184 BM-HC-B1+500-007 无0 0 1 0.6 1.5 1.5 10 9 10 8 合格2011.12.185 BM-HC-B1+500-010 无0 0 1 0.5 1 1.5 9 10 11 9 合格2011.12.186 BM-HC-B1+300-010 无0 0 0.6 1.5 0.6 1 9 11 8 10 合格2011.12.187 BM-HC-B1+400-002 无0 0 0.5 0.6 0.5 0.6 11 8 9 9 合格2011.12.198 BM-HC-B1+400-004 无0 0 1 0.6 1 0.6 8 9 12 9 合格2011.12.199 BM-HC-B1+400-005 无0 0 0.6 0.5 0.6 0.6 12 11 11 10 合格2011.12.1910 BM-HC-B1+500-008 无0 0 0.5 1.5 0.6 0.5 11 10 8 11 合格2011.12.1911 BM-HC-B1+500-009 无0 0 1.5 0.6 0.5 1.5 8 8 8 8 合格2011.12.1912施工班(组)长:施工单位质量检查员:施工单位技术负责人:现场监理:年月日年月日年月日年月日。
![焊缝外观质量检查记录表[1]](https://img.taocdn.com/s1/m/91a48b93767f5acfa0c7cd95.png)

钢结构B-1403
部分焊透组合焊缝、角焊缝外形尺寸及外观质量检查记录
GB50205-2001(表A.0.3)(5.2.6,5.2.10,5.2.11条)工程名称:
施工单位:检查批次:共批,第批制作数量:
焊缝型式:◣同类构件名称:
注:
(1)
hf>8.0mm的角度焊缝其局部焊脚尺寸允许低于设计要求1.0mm,但总长度不得超过焊缝长度10%;
焊接H形梁腹板与翼缘板的焊缝两端在其两倍翼缘板宽范围内,焊缝的焊脚尺寸不得低于设计值;
检查数量:每批同类构件抽查10%,且不少于3件,每一类型焊缝按条数抽查5%,且不少于1条,每天抽查1处,总抽查数不少于10处。
5.2.6条检查内容为主控项目。
班组长:检查员:
(2)或专业工长:或项目技术负责人:
(3)
年月日年月日
(4)。
焊缝外观质量及焊缝尺寸要求隐蔽工程检查验收记录工程名称贵州大学花溪校园二期扩建工程施工七标段电子信息学院
施工单位成都市工业设备安装公司分部(子分部)名称幕墙子分部隐蔽工程名称焊缝外观质量及焊缝尺寸要求验收部位A区幕墙焊缝
施工标准名称
及代号
钢结构工程施工质量验收规范GB50205-2001
隐蔽工程部位质量要求施工单位
自查记录
监理(建设)单
位验收记录
焊缝的外观
质量焊缝的外观质量达到:外观均匀、成型较好、焊道与焊道、焊道与基础金属间过度平滑、焊道飞溅清除干净。
焊缝的尺寸
要求对接组合焊缝,焊脚尺寸不应小于T/4,且不应大于10mm,焊脚尺寸允许偏差0-4mm
一二级焊缝内部缺陷探伤焊缝表面不得有裂纹焊瘤等缺陷,一二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤、不得有咬边、未焊满根部收缩等缺陷。
施工单位自查
结论质检员:
施工单位项目负责人:年月日
监理(建设)
单位验收结论
监理工程师(建设单位项目负责人):年月日。