LDS镭雕天线工艺培训资料
- 格式:pptx
- 大小:1.20 MB
- 文档页数:22
【工艺知识_04】一文真正读懂LDS工艺1LDS简介LDS天线技术就是激光直接成型技术(Laser-Direct-structuring),利用计算机按照导电图形的轨迹控制激光的运动,将激光投照到模塑成型的三维塑料器件上,在几秒钟的时间内,活化出电路图案。
简单的说(对于手机天线设计与生产),在成型的塑料支架上,利用激光镭射技术直接在支架上化镀形成金属天线pattern。
这样一种技术,可以直接将天线镭射在手机外壳上。
这种天线的好处是天线更加稳定、也可以避免内部元器件的干扰,同时也可以节省出更多的设计空间,让手机做得更加纤薄。
2LDS的优势1.设计灵活,节省空间:三维电路载体,可供利用的空间增加;器件更小、更轻;功能更多,设计自由度更大,有可能实现创新性功能。
2.柔性制造:印制电路(PCB)工艺修改图案需要改菲林;修改外型需要改模具。
而LDS工艺不要模具,只修改激光机CAD数据,优势明显。
3.环保流程:传统的塑胶表面电镀金属,抗剥离强度差,且需要酸粗化、水洗、沉积贵金属钯水等不环保流程,而LDS工艺无此流程,直接环保化学镀;相比印制电路(PCB)工艺,属于加法工艺,不要去掉铜泊,省略了蚀刻环节,无环境负担。
4.环境友好:制造过程无污染、无高压、无废水、无强电、无噪音、无废气。
5.敏捷制造:相比印制电路工艺,省略了漫长的制造菲林、模具、蚀刻等环节,制成短而灵活。
6.产品性价比高:省略了五金螺丝、接插件、电路板,在一些应用中实现了高密度的三维立体组装。
7.与现有各工艺互补兼容性强:在现有工艺流程中,增加了激光处理、化学镀环节。
与塑胶业、电镀业、激光加工企业、印制电路板行业相融性好,只是增加了流程,或者更改原料和参数或药水。
3LDS工艺流程LDS工艺流程如下:3.1 LDS原材料的要求LDS材料是一种内含有机金属复合物的改性塑胶,激光照射后,使有机金属复合物释放出金属粒子。
有机金属复合物有如下特性:①绝缘性;②不是催化性活性剂;③抗可见旋旋光性;④可以均匀分散在塑料基体中;⑤激光照射后能释放金属粒子;⑥耐高温,耐化学性;⑦低毒;⑧无逸出,无迁移,抗提性好。

材料人必看:LDS 工艺全解LDS 工艺发展至今已经比较稳定成熟了,相对其它传统工艺,LDS 具有 成品体积小,制程简化,研发制造时间短,制程稳定。
环保,精确度高等技术优势。
目前已经广泛应用于智能手机天线、笔记本电脑天线,医疗设备传感器、汽车设备传感器、电子电气 等产品中。
首先,LDS 到底是什么?LDS-激光直接成型技术,是指利用数控激光直接把电路图案转移到模塑塑料原件表面上,利用立体工件的三维表面形成电路互通结构的技术。
LDS 材料是一种内含有机金属复合物的改性塑料,经过激光照射后,使有机金属复合物释放出粒子。
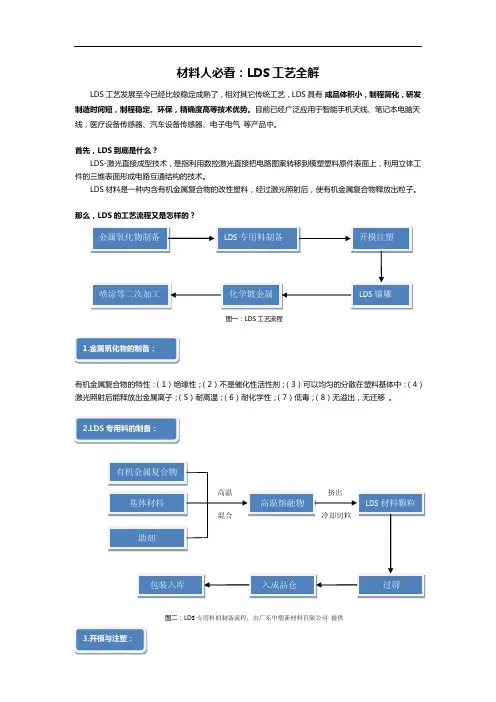
那么,LDS 的工艺流程又是怎样的?)图二:LD S 专用料的制备流程,由广东中塑新材料有限公司 提供模厂根据终端客户的需求和LDS专用料的要求开模和注塑。
(1)开模注塑工艺设计可能会给LDS过程中带来的影响①镭射区域不能设计垂直面,要适当的设计斜坡,斜坡与垂直线的角度应大于等于30°以上。
(如图三)图三:镭射区域设计斜坡与垂直线30°以上②镭射区应尽量避开分模线,以免后续给镭射工艺带来断线的致命影响。
③分模线的高度上限不能超过0.05mm。
④导通孔应该设计为锥角,锥角角度应为大于等于60°的角度,导通孔的最小直径应为0.2mm,孔边可倒半径为0.15mm的圆角。
(图四)⑤塑胶素材表面不应做抛光处理,粗糙度为Rz5-10um,符合LDS制程要求。
⑥塑胶成品素材尺寸公差要求不能超过0.02mm平整度一致度要求要高.图四如按照客户需求,提供中塑新材料有限公司的PC基材,型号为7015-LMT的白色LDS材料。
需要注塑成型前材料在120℃的温度下,烘烤4-5个小时来确保材料干燥充分,也更能保证注塑成型的顺利进行。
模温控制在100-120℃,注塑温度控制在250-310℃的范围内。
注意在注塑成型过程中,不可添加水口料。
注塑成型后的素材到镭雕线完成镭雕过程;图五:LDS材料镭雕,化镀示意图(1)导电线路设计须知①尽可能的将线路设计在同一个面,曲面平面不受限制,拿一个长方体素材来说,拐角相连的线路非常影响LDS生产效率,若能改为在两条对边上就可以提高生产效率,尤其是较大机壳。
Violino™ DPSS全风冷半导体泵浦激光标记系统前言为加强对高速成长的亚洲市场的全方位支持,LASERVALL(镭射谷)集团2003年在中国深圳设立了“镭射谷科技(深圳)有限公司,为中国首家外商独资的工业激光应用系统高科技企业。
镭射谷科技(深圳)有限公司以LASERVALL先进的激光专有技术为核心,针对中国的工业特点和要求,对LASERVALL的系列产品进行进一步的技术开发、研制和生产。
镭射谷科技(深圳)有限公司的设立,极大地加强了中国境内用户的技术支持和服务。
镭射谷科技(深圳)有限公司的产品除在中国市场销售外,也批量销售到世界各地的市场。
LASERVALL公司拥有VIOLINOTM (微欧力诺™)品牌的红外光、绿光、紫光全频谱系列的光纤耦合全固态风冷半导体激光系统,公司产品技术领先、性能优越、应用广泛,在激光标记等工业应用领域享有世界声誉。
LASERVALL的产品已经全部通过国际权威的ISO9001的认证值得注意的是近年来发展起来的半导体激光器。
半导体激光器具有小型化、频率极高、与光纤良好耦合、易于调制等优良特性,因而具有广阔的应用前景。
要在不同产业中广泛应用激光制造技术,很大程度上要依赖于激光加工系统的性能与工艺。
欧、美、日及意大利一些国家在新光源、加工系统及工艺等方面的研究与开发就从未降温过。
随着激光工作物质的研究与开发、器件与单元技术的改进和创新,以高性能、宽波段、大功率为特征的激光取得了蓬勃的发展,如紫外光输出的KrF、ArF 准分子激光器、倍频激光器等。
尤其是高功率光纤激光的出现,使激光制造的移动式定位加工变得更加便利。
Violino™ DPSS全风冷半导体泵浦激光标记系统安装要求激光系统的现场安装要求:电源,接地,温度,湿度,电磁干扰,振动,水源,气源(1)、场地要求:镭射机应尽量选择安装在不小于10m2的独立封闭的操作室内。
地面水平、硬实、防震,门口粘贴激光防护标识。
如安装在流水线上,则需要根据现场情况,落实激光防护措施,包括粘贴激光防护标识。
lds天线喷涂工艺流程
LDS(Laser Direct Structuring)天线喷涂工艺流程如下:
1. 材料准备:准备好喷涂材料,通常是含有导电粒子的聚
合物材料,以及其他必要的溶剂和助剂。
2. 天线设计:根据需求设计好天线的形状和结构,确定天
线的位置和尺寸。
3. 去除不需要喷涂的区域:使用激光加工或其他方法,将
不需要喷涂的区域进行去除或覆盖,以保证喷涂的部分与
其他部分分离。
4. 喷涂准备:将喷涂材料搅拌均匀,确保其中的导电粒子
均匀分布。
5. 喷涂:使用喷枪将涂料均匀喷涂在产品的表面上,覆盖整个天线的区域。
6. 干燥和固化:将喷涂后的产品置于恰当的环境中,进行干燥和固化处理,以确保涂料能够牢固附着在产品表面,并形成导电层。
7. 测试和调整:对喷涂后的天线进行测试,确保其具有预期的导电性能和天线参数,如频率响应和增益。
8. 制作产品:将喷涂好的天线和其他组件进行组装,制作成最终的产品。
需要注意的是,以上流程仅供参考,实际操作中可能会根据具体需求和情况进行调整和改变。

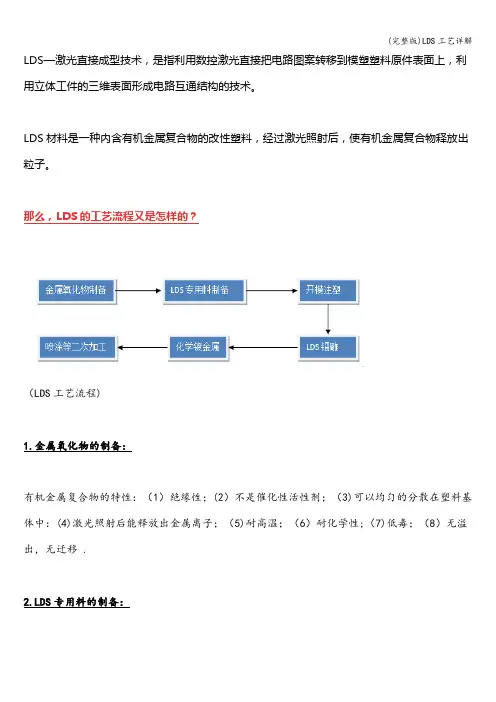
LDS—激光直接成型技术,是指利用数控激光直接把电路图案转移到模塑塑料原件表面上,利用立体工件的三维表面形成电路互通结构的技术。
LDS材料是一种内含有机金属复合物的改性塑料,经过激光照射后,使有机金属复合物释放出粒子。
那么,LDS的工艺流程又是怎样的?(LDS工艺流程)1.金属氧化物的制备:有机金属复合物的特性:(1)绝缘性;(2)不是催化性活性剂;(3)可以均匀的分散在塑料基体中:(4)激光照射后能释放出金属离子;(5)耐高温;(6)耐化学性;(7)低毒;(8)无溢出,无迁移 .2.LDS专用料的制备:(LDS专用料的制备流程)3.开模与注塑:模厂根据终端客户的需求和LDS专用料的要求开模和注塑。
①镭射区域不能设计垂直面,要适当的设计斜坡,斜坡与垂直线的角度应大于等于30°以上。
(镭射区域设计斜坡与垂直线30°以上)②镭射区应尽量避开分模线,以免后续给镭射工艺带来断线的致命影响。
③分模线的高度上限不能超过0.05mm。
④导通孔应该设计为锥角,锥角角度应为大于等于60°的角度,导通孔的最小直径应为0.2mm,孔边可倒半径为0.15mm的圆角.⑤塑胶素材表面不应做抛光处理,粗糙度为Rz5-10um,符合LDS制程要求.⑥塑胶成品素材尺寸公差要求不能超过0.02mm平整度一致度要求要高.4。
LDS镭雕:注塑成型后的素材到镭雕线完成镭雕过程;(LDS材料镭雕,化镀示意图)(1)导电线路设计须知①尽可能的将线路设计在同一个面,曲面平面不受限制,拿一个长方体素材来说,拐角相连的线路非常影响LDS生产效率,若能改为在两条对边上就可以提高生产效率,尤其是较大机壳.②镭射线路最细可设计为0.2mm左右。
③线路之间的间距最小0。
5mm左右,防止后续化镀过程中产生溢镀而造成线路短路。
④线路边到塑胶壳边的距离为最小0.1mm左右。
⑤线路边到塑胶壳墙体边的距离为1—2mm左右,(防止镭射过程中因金属粉尘溅到壁上而产生溢镀)。
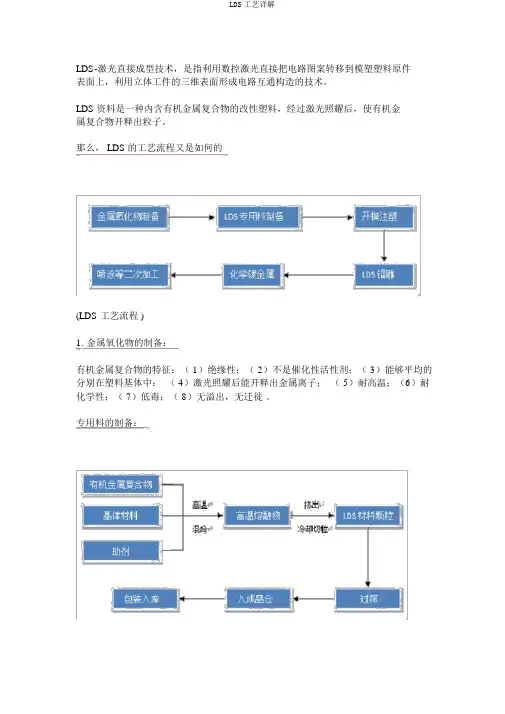
LDS-激光直接成型技术,是指利用数控激光直接把电路图案转移到模塑塑料原件表面上,利用立体工件的三维表面形成电路互通构造的技术。
LDS资料是一种内含有机金属复合物的改性塑料,经过激光照耀后,使有机金属复合物开释出粒子。
那么, LDS的工艺流程又是如何的(LDS 工艺流程 )1.金属氧化物的制备:有机金属复合物的特征:( 1)绝缘性;( 2)不是催化性活性剂;( 3)能够平均的分别在塑料基体中:( 4)激光照耀后能开释出金属离子;( 5)耐高温;(6)耐化学性;( 7)低毒;( 8)无溢出,无迁徙。
专用料的制备:(LDS 专用料的制备流程 )3.开模与注塑:模厂依据终端客户的需乞降LDS专用料的要求开模和注塑。
①镭射地区不可以设计垂直面,要适合的设计斜坡,斜坡与垂直线的角度应大于等于 30°以上。
( 镭射地区设计斜坡与垂直线30°以上 )②镭射区应尽量避开分模线,免得后续给镭射工艺带来断线的致命影响。
③分模线的高度上限不可以超出。
④导通孔应当设计为锥角,锥角角度应为大于等于60°的角度,导通孔的最小直径应为,孔边可倒半径为的圆角。
⑤塑胶素材表面不该做抛光办理,粗拙度为Rz5-10um,切合 LDS制程要求。
⑥塑胶成品素材尺寸公差要求不可以超出平坦度一致度要求要高.镭雕:注塑成型后的素材到镭雕线达成镭雕过程;(LDS 资料镭雕,化镀表示图 )( 1)导电线路设计须知①尽可能的将线路设计在同一个面,曲面平面不受限制,拿一个长方体素材来说,拐角相连的线路特别影响 LDS生产效率,若能改为在两条对边上就能够提升生产效率,特别是较大机壳。
②镭射线路最细可设计为左右。
③线路之间的间距最小左右,防备后续化镀过程中产生溢镀而造成线路短路。
④线路边到塑胶壳边的距离为最小左右。
⑤线路边到塑胶壳墙体边的距离为1-2mm左右,(防备镭射过程中因金属粉尘溅到壁上而产生溢镀)。
⑥平展面相对曲面镭射可能会给化镀厚度及粘附力带来不一样的影响,平展面镭射成效比曲面成效好。

镭雕机操作员的培训资料一、镭雕机原理;二、镭雕机的组成;三、镭雕机的在工作时的定位;四、字符的调整;五、产品的效果及参数的的调配;六、镭雕机的日常保养与维护;七、镭雕机的异常事故的临时处理;八、光源的调试;九、激光的对焦方法一、镭雕机的原理:1、主要光源为氩光灯,氩光灯发射出来的光子以一种光波形式传送,在以光的反射定律来来配合完成工作2、通过电脑V9打标软件来控制此发射光子的轨迹,在此轨迹留下来的效果则为我们需要的效果如图所示:二、镭雕机的组成1、镭雕机主要分为三大部分:镭雕主机、激光机和制冷机;2、镭雕主机主要由Q频率箱,电源机箱、制冷机箱、电脑组成;3、激光机主要是激光的光源发射,其包含:氩光光源、激光输出管道、前后调光阀、中心调光阀、x、y振镜小片、镜头、对焦器、工作平台、机台;4、制冷机主要有水泵,水箱,制冷器,组成。
三、镭雕机工作时候的定位;1、首先必须了解产品的机型:共十二款机型;2、了解文版:我们刚才常有的文版就三种;英文版、韩文版、大易中文版三大文版;3、把机型以中心固定在工作平台上,确保键帽边缘与中心固定杆边缘一定要平行。
4、用软件打开已经做好了的字符,导出PLT格式(注:导出时候要在弹出的对话框里面选择“仅有选择区域”)。
第一次打开此文件的时要在“页面”框里面选择绘图仪单位:输入406之后,在按确认。
5、在桌面打开星辰激光软件“V9”,然后找到刚才输出的那个文件输入到V9软件内,在点启动电源开关,待电源开关现实启动后,上面会出现,水流正常,温度正常时,就说明可以开始下一步工作了。
6、点击右上角那个人字型图标,出现电流,Q频率等标识的下拉菜单,后点击OK,回到原来这个V9界面,在把右上角那个绿色图标点击一下,成红色的(或者直接按F9),就说明全部准备好了,可以随时进入打标工作了,7、按下空格键(回车键或者脚踏开关)都可以开始打标,要全自动的话就直接按F12,待打完一个产品后进入下一程序;下面以KB-7002英文版为实例:四、字符的调整1、接上打完的那个产品,在次产品上找个参照点,在对照此参照点与图纸或者样品上的具体位置的偏差按照1:8的比例去试调如:Q与实际尺寸相差X=5mm、Y=6mm。