产品外侧咬花所需的拔模角
- 格式:doc
- 大小:29.00 KB
- 文档页数:2
咬花工艺介绍
咬花 (Texture)
咬花系指将所需花色以化学蚀刻的技术,将模仁(大多为母模面)进行蚀刻的动作。
与其它部分较大的差异是,咬花是对模具的加工,而其它部分则是直接对半成品加工。
咬花作业流程:
模具入厂
清洗模具 (整块模仁清洗干净)
模具喷漆(保护作用)
晾干 (时间约 6~8 小时)
修割胶带 (欲咬花处割开)
蚀刻咬花 (控制时间及深度)
喷砂 (控制光泽度)
咬花拔模角度建议值
目前机种咬花面曾发生之问题:
拉花现象,不易脱模
配合件花纹及光泽度不同
所咬花纹规格与预期差异过大
咬花不均匀。



角度没有太大的规定!一般做整数方便加工就可!不过落差一定要0.02以上!大的高度落差就做大一点!角度一般做2-3度之间!大的产品可以做到5度!讨论拔模角度讨论一下拔摸斜度,请发表高见,多大的产品需要多大的拔摸斜度。
请大家举例说明。
拔摸斜度和产品的深度有关系.看你要达到什么目的了.而且对于产品外观的拔摸斜度和产品的表面处理有关系.相同的深度,表面咬花需要的拔摸斜度比光面要大. 而BOSS柱和加强肋就不是要求很严,以容易脱模和不缩水为原则.我们外形一般用1~2度左右以下是我的经验值:电视产品缺省的斜度是1:40,前壳为1.5度(我刚做了一个2度的)。
后盖因为牵扯到皮纹,如果深度不大(小于30毫米),一般不等小于3度。
深度较大,一般不小于6~8度。
至于有什么理论公式,还请版主赐教这个话题刚好我在别的论坛上发表过先转贴过来了:「拔模角」这个问题对机构人员来说,是个非常重要的课题.什麼情况要画拔模斜度?什麼情况不需要斜度?外观斜度要多少?补强肋,螺丝驻斜度要多少?真的都需要经验,及和模具设计人员讨论对机构人员来说,不要画拔模角是最好的因為在画所有的结构时,标尺寸的参考只有「一条线」加了斜度后,正式图看起来就有「二条线」万一选错条,以后就麻烦了(有经验的人应该听的懂吧!)提供一下个人的经验:拔模斜度可以在所有的结构都完成后,再来一次画出来一方面可以避免出错一方面可以加快软体运算的速度.其实一个负责任的机构人员.应该是要把「该有」的「所有拔模斜度」都画出来.如果你把这项工作交给模具设计人员来画的时候.他怎麼知道你哪些地方是做「紧配合」,哪些有「间隙」?而且拔模基準面应该是以「底部」,还是「顶部」為準呢?一旦「猜错」了,有可能成品就会有干涉了.还有有些比较高,比较深的结构是做「入子」的以及有些螺丝孔是做「套筒」的那时需不需要做斜度,那裡不需要做斜度就要跟模具人员好好讨论了「拔模斜度」这个话题还有很多可以讨论的常常為了这个问题会让模具设计人员对机构设计人员有很大的抱怨这个可以多听听版上那些模具设计人员的心声一般我的经验是:能不作斜度的尽量不作!原则是:1、作模具的时候容易加的!2、作大作小关系不大的!外观的如果是出模方向的,斜度一定要作!如果是行位上出的,可以作直的!一些柱子、筋等,如果不是很深也不作!需要配合的,斜度一定要作!斜度的大小一般根据蚀纹的型号,有具体的数值,可以查的!基本全是经验值,要考虑模具的制作方法!。

讨论拔模角度讨论一下拔摸斜度,请发表高见,多大的产品需要多大的拔摸斜度。
请大家举例说明。
拔摸斜度和产品的深度有关系.看你要达到什么目的了.而且对于产品外观的拔摸斜度和产品的表面处理有关系.相同的深度,表面咬花需要的拔摸斜度比光面要大. 而BOSS柱和加强肋就不是要求很严,以容易脱模和不缩水为原则.我们外形一般用1~2度左右以下是我的经验值:电视产品缺省的斜度是1:40,前壳为1.5度(我刚做了一个2度的)。
后盖因为牵扯到皮纹,如果深度不大(小于30毫米),一般不等小于3度。
深度较大,一般不小于6~8度。
至于有什么理论公式,还请版主赐教这个话题刚好我在别的论坛上发表过先转贴过来了:「拔模角」这个问题对机构人员来说,是个非常重要的课题 .什么情况要画拔模斜度?什么情况不需要斜度?外观斜度要多少?补强肋,螺丝驻斜度要多少?真的都需要经验,及和模具设计人员讨论对机构人员来说,不要画拔模角是最好的因为在画所有的结构时,标尺寸的参考只有「一条线」加了斜度后,正式图看起来就有「二条线」万一选错条,以后就麻烦了(有经验的人应该听的懂吧!)提供一下个人的经验:拔模斜度可以在所有的结构都完成后,再来一次画出来一方面可以避免出错一方面可以加快软件运算的速度.其实一个负责任的机构人员 .应该是要把「该有」的「所有拔模斜度」都画出来 .如果你把这项工作交给模具设计人员来画的时候 .他怎么知道你哪些地方是做「紧配合」,哪些有「间隙」?而且拔模基准面应该是以「底部」,还是「顶部」为准呢?一旦「猜错」了,有可能成品就会有干涉了 .还有有些比较高,比较深的结构是做「入子」的以及有些螺丝孔是做「套筒」的那时需不需要做斜度,那里不需要做斜度就要跟模具人员好好讨论了「拔模斜度」这个话题还有很多可以讨论的常常为了这个问题会让模具设计人员对机构设计人员有很大的抱怨这个可以多听听版上那些模具设计人员的心声一般我的经验是:能不作斜度的尽量不作!原则是:1、作模具的时候容易加的!2、作大作小关系不大的!外观的如果是出模方向的,斜度一定要作!如果是行位上出的,可以作直的!一些柱子、筋等,如果不是很深也不作!需要配合的,斜度一定要作!斜度的大小一般根据蚀纹的型号,有具体的数值,可以查的!基本全是经验值,要考虑模具的制作方法!。
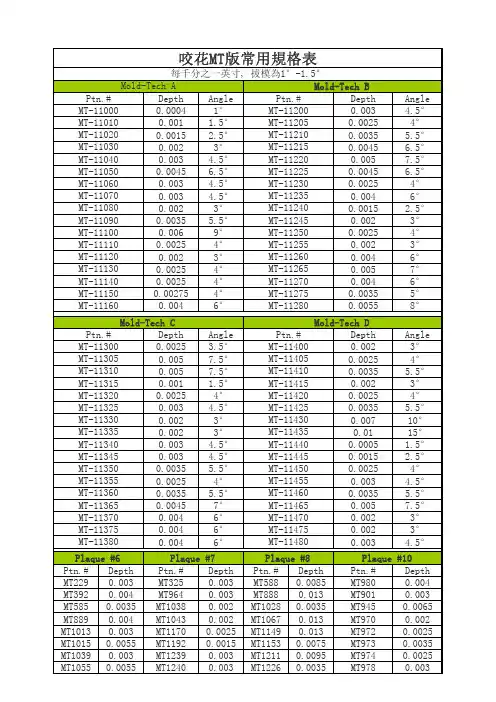
Ptn.#MT229MT392MT585MT889MT1013MT1015MT1039MT1055MT-11370MT-11375MT-11380MT-11350MT-11365MT-11330MT-11335MT-11340MT-11345MT-11355MT-11360MT-11310MT-11315MT-11320MT-11325Ptn.#MT-11300MT-11305MT-11140MT-11150MT-11160MT-11100MT-11110MT-11120MT-11130MT-11060MT-11070MT-11080MT-11090Ptn.#MT-11000MT-11010Plaque #6咬花MT版常用規格表每千分之一英寸, 拔模為1°-1.5°MT-11020MT-11030MT-11040MT-11050Depth Angle Depth Angle 0.00041°0.003 4.5°0.001 1.5°0.00254°Ptn.#MT-11200MT-11205Mold-Tech A Mold-Tech B0.0015 2.5°0.0035 5.5°0.0023°0.0045 6.5°0.003 4.5°0.0057.5°0.0045 6.5°0.0045 6.5°MT-11210MT-11215MT-11220MT-112250.003 4.5°0.00254°0.003 4.5°0.0046°0.0023°0.0015 2.5°MT-11230MT-11235MT-112400.0035 5.5°0.0020.0069°0.00250.00254°0.002MT-11245MT-11250MT-112553°4°3°0.0023°0.0040.00254°0.0050.00254°0.004MT-11265MT-11270MT-112606°7°6°0.002754°0.00350.0046°0.0055MT-11280Mold-Tech C MT-11275Mold-Tech D5°8°Depth AngleDepth 0.0025 3.5°0.0020.0057.5°0.0025Ptn.#MT-11400MT-11405Angle 3°4°0.0057.5°0.00350.001 1.5°0.0020.00254°0.0025MT-11410MT-11415MT-11420 5.5°3°4°0.003 4.5°0.00350.0023°0.0070.0023°0.01MT-11425MT-11430MT-11435 5.5°10°15°0.003 4.5°0.00050.003 4.5°0.00150.0035 5.5°0.0025MT-11440MT-11445MT-11450 1.5°2.5°4°0.00254°0.0030.0035 5.5°0.00350.00457°0.005MT-11455MT-11460MT-11465 4.5°5.5°7.5°0.0046°0.0020.0046°0.0020.0046°0.003MT-11475MT-11480MT-114703°3°4.5°Depth Ptn.#Depth Ptn.#Depth Ptn.#0.003MT3250.003MT5880.0085MT980Pla Plaque #7Plaque #8Depth 0.004que #100.004MT9640.003MT8880.013MT9010.0035MT10380.002MT10280.0035MT9450.004MT10430.002MT10670.013MT9700.0030.00650.0020.003MT11700.0025MT11490.013MT9720.0055MT11920.0015MT11530.0075MT9730.003MT12390.003MT12110.0095MT9740.00250.00350.00250.0055MT12400.003MT12260.0035MT9780.003MT1068MT1070MT1074MT1129MT1159MT1122MT1125MT1126MT1127MT1526 2.5°3°HN21HN22HN20NO. 11NO. 12NO. 9NO. 10NO. 8NO. 6NO. 4NO. 2梨地NO. 9梨地NO. 7梨地NO. 8梨地NO. 5梨地NO. 6梨地NO. 315~17#400梨地NO. 4梨地NO. 1梨地NO. 215~16#400HN-DS01HN-DS02HN-DS03咬花番號HN-DS11HN-DS12HN-DS13NO. 1NO. 3NO. 5NO. 7HN-DS07HN-DS08HN-DS04HN-DS05HN-DS06HN-DS140.0055MT12410.002MT12270.0035MT9850.007MT12420.002MT12280.0095MT1055-0.0055MT12430.002MT12300.013MT1055-0.002510.000120.00450.003MT12440.0025MT12320.003MT1055-0.008MT12500.003MT12330.0035MT1055-0.0015MT20190.0025MT12340.0035MT1055-30.000540.007550.0010.006MT20200.002MT12350.0035MT10550.0065MT20280.0025MT12360.0035MT1055-0.0025230530.002MT12380.0045MT1055-0.001560.001770.02250.0135230640.0015230310.0085昵宏咬花規格表拔模斜度1°1.5°打光程度800600 ~ 8005 ~ 710 ~ 13平均值 μ加工種類2°2°3°600 ~ 800320600 ~ 80025 ~ 3012 ~ 1513 ~ 19噴砂咬花4°4°4.5°32032032035 ~ 4036 ~ 4238 ~ 431.5°2°2.5°8008006009 ~ 1314 ~ 1919 ~ 24化學咬花3°2°8~9#40040025 ~ 303.5°4°4.5°40~42#32020~23#40025~30#40016~18#4006°6°6°60~6657~60#320S ---半光澤 #320 G ---半光澤1°1°1°鏡面鏡面1.71鏡面1.41°1°1.5°10001.82.94100010001.5°2°2.5°7.7#8006.5#8007#8003°3~4°4~5°12~1516~1810~11#600#600#6002.5°3°15~1712~14#400#400S ---半光澤 G ---半光澤3~4°23~25#400HN2022HN2014HN2015HN2016HN2017HN2018HN2019HN2020HN2021HN2010HN2011HN2012HN2013HN2006HN2007HN2008HN2009HN2001HN2002HN2000HN1016HN1017HN1014HN1015HN1012HN1013HN1010HN1011HN1008HN1009HN1006HN1007HN1004HN1005HN1002HN1003HN1000HN1001HN31HN29HN30HN27HN28HN25HN26HN23HN24HN2003HN2004HN20054~5°4°33~3719~21#320#3204°4°5°37~4023~2526~30#320#320#3205~6°5~6°6°45~5058~6341~43#320#320#3206°1°4~565~73#800#320S ---半光澤 G ---半光澤1°1.5°1°8~5~6#8003~4#800#8001°1°2°10~1112~13#600#6004~5#8005~6#8002.5°3°1.5°2°7~817~19#600#6006~7#6003°3.5°4°25~2733~3713~14#400#400#6005°3°4°32~~3343~5019~21#320#400#4005°1.5°8~936~~38#600S ---半光澤 #320G ---半光澤2°2.5°3.5°#40040~4413~1522~34#600#4004°5.5°5.5°#40044~4761~6560~63#400#4005°5°3°#40061~6463~6633~35#400#4003.5°2°3°3.5°#400#40043~4620~2128~3230~35#400#4002.5°2.5°3°#400#40019~2225~2933~38#4004°4°5°#40050~5870~7538~41#400#4002°2.5°3°25~2716~2323~26#400#400#400相關術語咬花、蝕紋、曬文,其實質就是同一種工藝。
討論拔模角度不同材料的设计要点: ABS 一般应用边0.5°至1°就足够。
有时因为抛光纹路与出模方向相同,出模角可接近至零。
有纹路的侧面需每深0.025mm(0.001 in)增加1°出模角。
正确的出模角可向蚀纹供应商取得。
LCP 因为液晶共聚物有高的模数和低的延展性,倒扣的设计应要避免。
在所有的肋骨、壁边、支柱等凸出膠位以上的地方均要有最小0.2-0.5°的出模角。
若壁边比较深或没有磨光表面和有蚀纹等则有需要加额外的0.5-1.5°以上。
PBT 若部件表面光洁度好,需要1/2°最小的脱模角。
经蚀纹处理过的表面,每增加0.03mm(0.001 in)深度就需要加大1°脱模角。
PC 脱模角是在部件的任何一边或凸起的地方要有的,包括上模和下模的地方。
一般光华的表面1.5°至2°已很足够,然而有蚀纹的表面是要求额外的脱模角,以每深0.25mm(0.001 in)增加1°脱模角。
PET 塑胶成品的肋骨,支柱边壁、流道壁等,如其脱模角能够达到0.5°就已经足够。
PS 0.5°的脱模角是极细的,1°的脱模角是标准方法,太小的脱模角会使部件难于脱离模腔。
无论如何,任何的脱模角总比无角度为佳。
若部件有蚀纹的话,如皮革纹的深度,每深0.025mm就多加1°脱模角。
讨论一下拔摸斜度,请发表高见,多大的产品需要多大的拔摸斜度。
请大家举例说明。
拔摸斜度和产品的深度有关系.看你要达到什么目的了.而且对于产品外观的拔摸斜度和产品的表面处理有关系.相同的深度,表面咬花需要的拔摸斜度比光面要大. 而BOSS柱和加强肋就不是要求很严,以容易脱模和不缩水为原则. 我们外形一般用1~2度左右以下是我的经验值:电视产品缺省的斜度是1:40,前壳为1.5度(我刚做了一个2度的)。
后盖因为牵扯到皮纹,如果深度不大(小于30毫米),一般不等小于3度。
Ptn.#MT229MT392MT585MT889MT1013MT1015MT1039MT1055MT-11370MT-11375MT-11380MT-11350MT-11365MT-11330MT-11335MT-11340MT-11345MT-11355MT-11360MT-11310MT-11315MT-11320MT-11325Ptn.#MT-11300MT-11305MT-11140MT-11150MT-11160MT-11100MT-11110MT-11120MT-11130MT-11060MT-11070MT-11080MT-11090Ptn.#MT-11000MT-11010Plaque #6咬花MT版常用規格表每千分之一英寸, 拔模為1°-1.5°MT-11020MT-11030MT-11040MT-11050Depth Angle Depth Angle 0.00041°0.003 4.5°0.001 1.5°0.00254°Ptn.#MT-11200MT-11205Mold-Tech A Mold-Tech B0.0015 2.5°0.0035 5.5°0.0023°0.0045 6.5°0.003 4.5°0.0057.5°0.0045 6.5°0.0045 6.5°MT-11210MT-11215MT-11220MT-112250.003 4.5°0.00254°0.003 4.5°0.0046°0.0023°0.0015 2.5°MT-11230MT-11235MT-112400.0035 5.5°0.0020.0069°0.00250.00254°0.002MT-11245MT-11250MT-112553°4°3°0.0023°0.0040.00254°0.0050.00254°0.004MT-11265MT-11270MT-112606°7°6°0.002754°0.00350.0046°0.0055MT-11280Mold-Tech C MT-11275Mold-Tech D5°8°Depth AngleDepth 0.0025 3.5°0.0020.0057.5°0.0025Ptn.#MT-11400MT-11405Angle 3°4°0.0057.5°0.00350.001 1.5°0.0020.00254°0.0025MT-11410MT-11415MT-11420 5.5°3°4°0.003 4.5°0.00350.0023°0.0070.0023°0.01MT-11425MT-11430MT-11435 5.5°10°15°0.003 4.5°0.00050.003 4.5°0.00150.0035 5.5°0.0025MT-11440MT-11445MT-11450 1.5°2.5°4°0.00254°0.0030.0035 5.5°0.00350.00457°0.005MT-11455MT-11460MT-11465 4.5°5.5°7.5°0.0046°0.0020.0046°0.0020.0046°0.003MT-11475MT-11480MT-114703°3°4.5°Depth Ptn.#Depth Ptn.#Depth Ptn.#0.003MT3250.003MT5880.0085MT980Pla Plaque #7Plaque #8Depth 0.004que #100.004MT9640.003MT8880.013MT9010.0035MT10380.002MT10280.0035MT9450.004MT10430.002MT10670.013MT9700.0030.00650.0020.003MT11700.0025MT11490.013MT9720.0055MT11920.0015MT11530.0075MT9730.003MT12390.003MT12110.0095MT9740.00250.00350.00250.0055MT12400.003MT12260.0035MT9780.003MT1068MT1070MT1074MT1129MT1159MT1122MT1125MT1126MT1127MT1526 2.5°3°HN21HN22HN20NO. 11NO. 12NO. 9NO. 10NO. 8NO. 6NO. 4NO. 2梨地NO. 9梨地NO. 7梨地NO. 8梨地NO. 5梨地NO. 6梨地NO. 315~17#400梨地NO. 4梨地NO. 1梨地NO. 215~16#400HN-DS01HN-DS02HN-DS03咬花番號HN-DS11HN-DS12HN-DS13NO. 1NO. 3NO. 5NO. 7HN-DS07HN-DS08HN-DS04HN-DS05HN-DS06HN-DS140.0055MT12410.002MT12270.0035MT9850.007MT12420.002MT12280.0095MT1055-0.0055MT12430.002MT12300.013MT1055-0.002510.000120.00450.003MT12440.0025MT12320.003MT1055-0.008MT12500.003MT12330.0035MT1055-0.0015MT20190.0025MT12340.0035MT1055-30.000540.007550.0010.006MT20200.002MT12350.0035MT10550.0065MT20280.0025MT12360.0035MT1055-0.0025230530.002MT12380.0045MT1055-0.001560.001770.02250.0135230640.0015230310.0085昵宏咬花規格表拔模斜度1°1.5°打光程度800600 ~ 8005 ~ 710 ~ 13平均值 μ加工種類2°2°3°600 ~ 800320600 ~ 80025 ~ 3012 ~ 1513 ~ 19噴砂咬花4°4°4.5°32032032035 ~ 4036 ~ 4238 ~ 431.5°2°2.5°8008006009 ~ 1314 ~ 1919 ~ 24化學咬花3°2°8~9#40040025 ~ 303.5°4°4.5°40~42#32020~23#40025~30#40016~18#4006°6°6°60~6657~60#320S ---半光澤 #320 G ---半光澤1°1°1°鏡面鏡面1.71鏡面1.41°1°1.5°10001.82.94100010001.5°2°2.5°7.7#8006.5#8007#8003°3~4°4~5°12~1516~1810~11#600#600#6002.5°3°15~1712~14#400#400S ---半光澤 G ---半光澤3~4°23~25#400HN2022HN2014HN2015HN2016HN2017HN2018HN2019HN2020HN2021HN2010HN2011HN2012HN2013HN2006HN2007HN2008HN2009HN2001HN2002HN2000HN1016HN1017HN1014HN1015HN1012HN1013HN1010HN1011HN1008HN1009HN1006HN1007HN1004HN1005HN1002HN1003HN1000HN1001HN31HN29HN30HN27HN28HN25HN26HN23HN24HN2003HN2004HN20054~5°4°33~3719~21#320#3204°4°5°37~4023~2526~30#320#320#3205~6°5~6°6°45~5058~6341~43#320#320#3206°1°4~565~73#800#320S ---半光澤 G ---半光澤1°1.5°1°8~5~6#8003~4#800#8001°1°2°10~1112~13#600#6004~5#8005~6#8002.5°3°1.5°2°7~817~19#600#6006~7#6003°3.5°4°25~2733~3713~14#400#400#6005°3°4°32~~3343~5019~21#320#400#4005°1.5°8~936~~38#600S ---半光澤 #320G ---半光澤2°2.5°3.5°#40040~4413~1522~34#600#4004°5.5°5.5°#40044~4761~6560~63#400#4005°5°3°#40061~6463~6633~35#400#4003.5°2°3°3.5°#400#40043~4620~2128~3230~35#400#4002.5°2.5°3°#400#40019~2225~2933~38#4004°4°5°#40050~5870~7538~41#400#4002°2.5°3°25~2716~2323~26#400#400#400相關術語咬花、蝕紋、曬文,其實質就是同一種工藝。
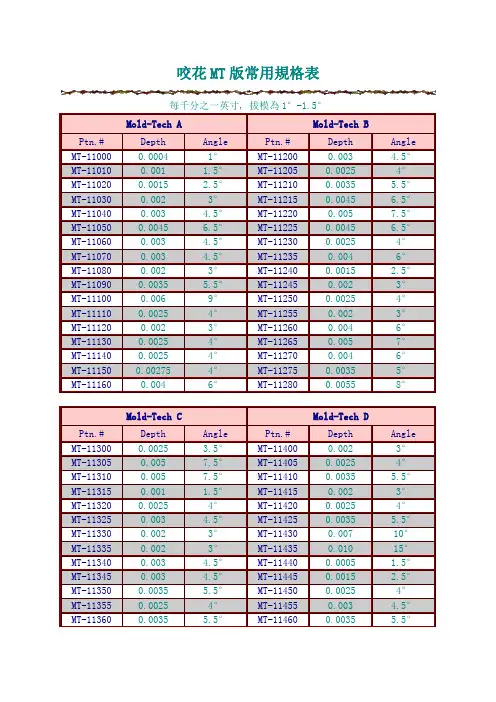
(完整版)咬花标准蚀纹标准⼀.Mold-TechMold-Tech A Mold-Tech BPtn.#Depth Angle Ptn.#Depth AngleMT-110000.00041°MT-112000.003 4.5°MT-110100.001 1.5°MT-112050.00254°MT-110200.0015 2.5°MT-112100.0035 5.5°MT-110300.0023°MT-112150.0045 6.5°MT-110400.003 4.5°MT-112200.0057.5°MT-110500.0045 6.5°MT-112250.0045 6.5°MT-110600.003 4.5°MT-112300.00254°MT-110700.003 4.5°MT-112350.0046°MT-110800.0023°MT-112400.0015 2.5°MT-110900.0035 5.5°MT-112450.0023°MT-111000.0069°MT-112500.00254°MT-111100.00254°MT-112550.0023°MT-111200.0023°MT-112600.0046°MT-111300.00254°MT-112650.0057°MT-111400.00254°MT-112700.0046°MT-111500.002754°MT-112750.00355°MT-111600.0046°MT-112800.00558°Mold-Tech C Mold-Tech DPtn.#Depth Angle Ptn.#Depth AngleMT-113000.0025 3.5°MT-114000.0023°MT-113050.0057.5°MT-114050.00254°MT-113100.0057.5°MT-114100.0035 5.5°MT-113150.001 1.5°MT-114150.0023°MT-113200.00254°MT-114200.00254°MT-113250.003 4.5°MT-114250.0035 5.5°MT-113300.0023°MT-114300.00710°MT-113350.0023°MT-114350.01015°MT-113400.003 4.5°MT-114400.0005 1.5°MT-113450.003 4.5°MT-114450.0015 2.5°MT-113500.0035 5.5°MT-114500.00254°MT-113550.00254°MT-114550.003 4.5°MT-113600.0035 5.5°MT-114600.0035 5.5°MT-113650.00457°MT-114650.0057.5°MT-113700.0046°MT-114700.0023°MT-113750.0046°MT-114750.0023°MT-113800.0046°MT-114800.003 4.5°Plaque #6Plaque #7Plaque #8Plaque #10Ptn.#Depth Ptn.#Depth Ptn.#Depth Ptn.#Depth MT2290.003MT3250.003MT5880.0085MT9800.004MT3920.004MT9640.003MT8880.013MT9010. 003MT5850.0035MT10380.002MT10280.0035MT9450.0065MT8890.004MT10430.002MT10670.013MT9700.002MT10130.003MT11700.0025MT11490.013MT9720.0025MT10150.0055MT11920.0015MT11530.0075MT9730.0035MT10390.003MT12390.003MT12110.0095MT9740.0025MT10550.0055MT12400.003MT12260.0035MT9780.003MT10680.0055MT12410.002MT12270.0035MT9850.0025MT10700.007MT12420.002MT12280.0095MT1055-10.0001MT10740.0055MT12430.002MT12300.013MT1055-20.0045MT11290.003MT12440.0025MT12320.003MT1055-30.0005MT11590.008MT12500.003MT12330.0035MT1055-40.0075MT11220.0015MT20190.0025MT12340.0035MT1055 -50.001 MT11250.006MT20200.002MT12350.0035MT10550.0015MT11260.0065MT20280.0025MT12360.0035MT1055 -60.0017 MT11270.0025230530.002MT12380.0045MT1055-70.0225MT15260.0135230640.0015230310.0085⼆.昵宏咬花番號拔模斜度平均值µ打光程度加⼯種類HN-DS111° 5 ~ 7800噴砂咬花HN-DS12 1.5°10 ~ 13600 ~ 800HN-DS132°12 ~ 15600 ~ 800HN-DS142°13 ~ 19600 ~ 800HN-DS013°25 ~ 30320HN-DS024°35 ~ 40320HN-DS034°36 ~ 42320化學咬花HN-DS04 4.5°38 ~ 43320 HN-DS05 1.5°9 ~ 13800HN-DS062°14 ~ 19800HN-DS07 2.5°19 ~ 24600HN-DS083°25 ~ 30400三.梨地梨地NO.12°8~9#400梨地NO.2 2.5°15~16#400梨地NO.33°15~17#400梨地NO.4 3.5°16~18#400梨地NO.54°20~23#400梨地NO.6 4.5°25~30#400梨地NO.76°40~42#320梨地NO.86°57~60#320梨地NO.96°60~66#320S ---半光澤G ---半光澤NO.11° 1.7鏡⾯NO.21°1鏡⾯NO.31° 1.4鏡⾯NO.41° 1.81000NO.51° 2.91000NO.6 1.5°41000NO.7 1.5° 6.5#800NO.82°7#800NO.9 2.5°7.7#800NO.103°10~11#600NO.113~4°12~15#600NO.124~5°16~18#600S ---半光澤G ---半光澤HN20 2.5°12~14#400HN213°15~17#400HN223~4°23~25#400HN234~5°33~37#320HN244°19~21#320HN254°23~25#320HN264°26~30#320HN275°37~40#320HN295~6°45~50#320 HN306°58~63#320 HN316°65~73#320S ---半光澤G ---半光澤HN10001°4~5#800 HN10011°5~6#800 HN1002 1.5°8~#800 HN10031°3~4#800 HN10041°4~5#800 HN10051°5~6#800 HN10062°10~11#600 HN1007 2.5°12~13#600 HN10083°17~19#600 HN1009 1.5°6~7#600HN10102°7~8#600 HN10113°13~14#600 HN1012 3.5°25~27#400 HN10134°33~37#400 HN10145°43~50#400HN10153°19~21#400 HN10164°32~~33#320 HN10175°36~~38#320 S ---半光澤G ---半光澤HN2000 1.5°8~9#600 HN20012°13~15#600 HN2002 2.5°22~34#400 HN2003 3.5°40~44#400 HN20044°44~47#400HN2005 5.5°61~65#400 HN2006 5.5°60~63#400 HN20075°61~64#400 HN20085°63~66#400 HN20093°33~35#400 HN2010 3.5°43~46#400 HN20112°20~21#400 HN20123°28~32#400 HN2013 3.5°30~35#400 HN2014 2.5°19~22#400 HN2015 2.5°25~29#400 HN20163°33~38#400 HN20174°38~41#400 HN20184°50~58#400 HN20195°70~75#400HN2021 2.5°23~26#400HN20223°25~27#400HN20234°30~34#400HN2024 4.5°42~50#400HN20255°52~56#400HN20265°62~70#400S ---半光澤G ---半光澤HN3000 1.5°4~5#800HN3001 1.5°5~6#800HN3002 1.5°7~9#800HN3003 2.5°8~11#800HN30043°10~15#600HN30053°16~18#600HN3006 3.5°17~20#600HN3007 1.5°7~9#600HN30082°9~11#600HN3009 2.5°12~14#600HN3010 2.5°15~18#600HN30113°18~22#600HN3012 3.5°24~28#600HN3013 3.5°27~31#600S ---半光澤G ---半光澤四.相关术语咬花、蚀纹、晒⽂,其实质就是同⼀种⼯艺。
模具咬花工艺一、咬花的目的增进塑料零件的外观质感。
使产品呈现多变化或全新的设计。
二、咬花:最浅的咬花深度是2umm,常被使用在压克力的表示窗,防止光线乱射及防止反射等加工处理。
最深的咬花是3mm,仿大理石,常被用在浴室的磁砖。
所谓良好的咬花是:1、与设计相调和。
2、付于价值感。
3、均等划一的加工。
4、不易损伤商品本身-GTYPE的喷砂,梨地,皮纹。
5、成形寿命长--1.皮纹2.梨地3.喷砂。
6、价廉,交货快--1.喷砂2.梨地3.皮纹。
7、维修简单-----1.喷砂2.梨地3.皮纹。
要做良好的咬花之前的检查事项1、喷砂(HN20-23,1000-1017,No.1-12HN3000-3013)加工:一日-三日特征:1.交货期短2.维修简单3.价格较便宜4.可取得细致均匀图样注意点:耐久性短:细砂5000--10000射次中砂20000--50000射次粗砂50000--100000射次*树脂过硬及模具硬度低则寿命会短维修:可以部份修理.先将初期制造的成品保管起来.可依照花纹进行修理2、梨地(HN24-31,418-422,梨地No.1-9,HN2000-2060)加工:一日-四日特征:1、交货期短;2、可取得中程度且均匀的图样。
3、比喷砂可多一倍的耐性,100000--200000射次。
4、粗纹可隐藏睆接线和凹陷。
注意点:耐久性比皮纹低,复杂且深窄形状会形成花纹不均维修:与喷砂同3、皮纹(HN423-441,608-631,4000-4055,NO.1--181)加工:四日---七日特征:1、具耐久性:100,000-500,000射次;2、不易破坏制品注意点:1、加工时间长;2、价格偏高.维修:1、可以做部份修理,但100%的修理不可能。
2、生锈,瓦斯烧灼,只须做表面处理既可.4、线(No.1-12),柄(No.1-27),木纹(No.1-8)加工:三日---五日注意点:无法做三次元曲面的加工,连修理也不行.维修:生锈,瓦斯烧灼,只须做表面处理既可.MOLD-TECH咬花制作参考数据四、慎选模具材料与制造方法1、市售的模具用钢,构造精密的金属,系结顺利的完成。