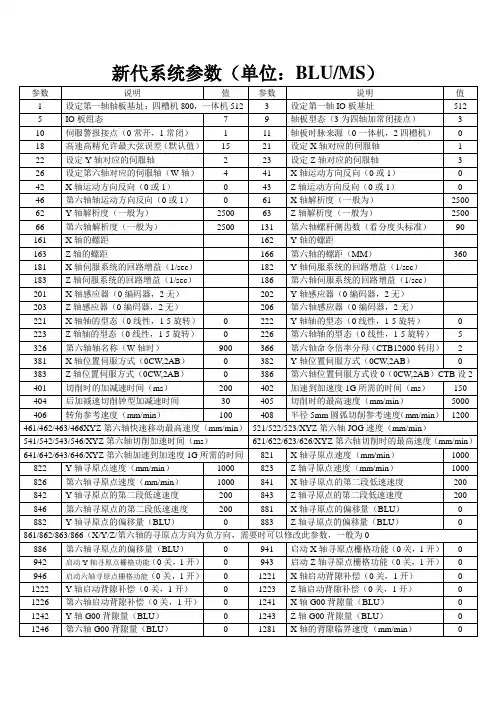
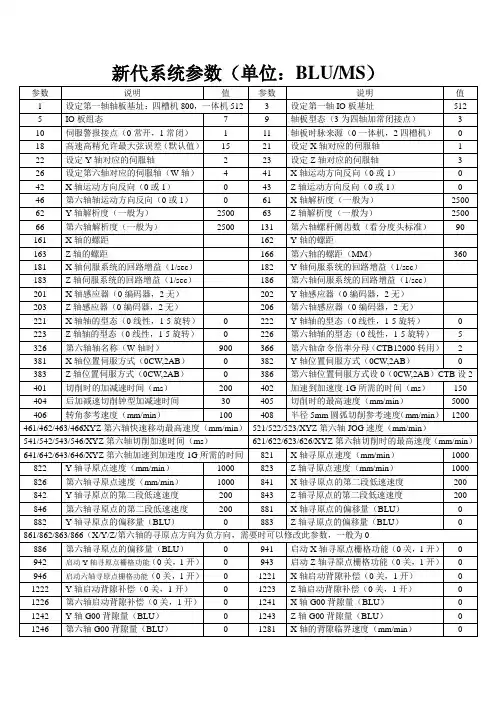
新代系统 参数教学课程5
- 格式:ppt
- 大小:213.01 KB
- 文档页数:16
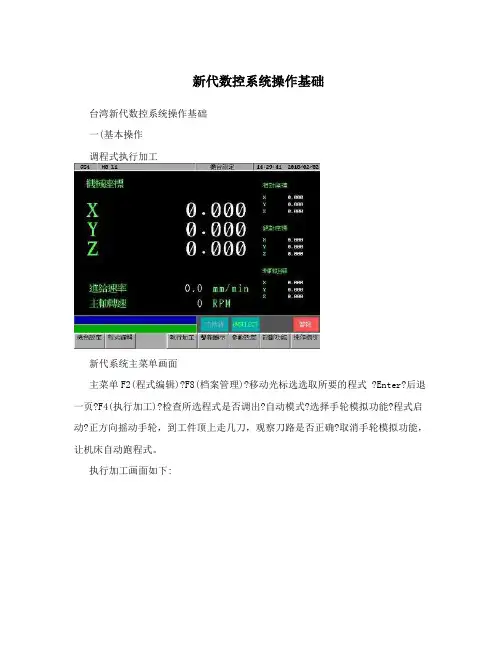
新代数控系统操作基础台湾新代数控系统操作基础一(基本操作调程式执行加工新代系统主菜单画面主菜单F2(程式编辑)?F8(档案管理)?移动光标选选取所要的程式 ?Enter?后退一页?F4(执行加工)?检查所选程式是否调出?自动模式?选择手轮模拟功能?程式启动?正方向摇动手轮,到工件顶上走几刀,观察刀路是否正确?取消手轮模拟功能,让机床自动跑程式。
执行加工画面如下:程式当前所当前使用的程式名使用的坐标系统从网络调程式主菜单F2(程式编辑)?F8(档案管理)?F8(网络档案输入)?移动光标选程式?确定?确定.加工中修改主轴转速主菜单?F4(执行加工)?F4(加工参数设定)?移动光标到主轴转速栏?输入所需的主轴转数?按Enter确认。
所出现的对话框如下图:在此输入所需的主轴转数分中功能主菜单F1(机台设定)?F5(设定工件坐标系统)?F5(分中功能)?在工件左侧铣一刀或碰一下?按PX1?在工件右侧铣一刀或碰一下按PX2.在工件前侧铣一刀或碰一下PY1按一下?后侧铣或碰按PY2?退页?G54(或G55,56……) ?F3(辅助坐标设定)自动对刀主菜单F1(机台设定)?F5设定工件座标系统)?F6(自动对刀)?自动模式?进给倍率打到100%—?F1(自动对刀起动)?待停止后?检查“数”是否抓到.备注说明:当测量模式选 1,单刀单工件:指无刀库,主轴上只能用一把刀,工作台上多数情况下只有一个待加工工件,使用一个工件坐标(如:G55)。
此时的落差(对刀仪与待加工工件表面的高度差),放在外部偏移Z轴坐标中。
当工件坐标号码设“0”时,对刀完成后,当前的刀长会记录在辅助点坐标Z轴中,此时还要退回到机台设定画面中,找到相应的工件坐标,按F3,Z轴做辅助点自动设定。
当工件坐标号码设“1”时,对刀完成后,当前的刀长会自动记录到工件坐标G54的Z轴中,无需再做辅助点坐标设定。
如此依次类推,设“2”对应到G55,设“3”对应到G56…。
新代数控系统操作基础台湾新代数控系统操作基础一(基本操作调程式执行加工新代系统主菜单画面主菜单F2(程式编辑)?F8(档案管理)?移动光标选选取所要的程式 ?Enter?后退一页?F4(执行加工)?检查所选程式是否调出?自动模式?选择手轮模拟功能?程式启动?正方向摇动手轮,到工件顶上走几刀,观察刀路是否正确?取消手轮模拟功能,让机床自动跑程式。
执行加工画面如下:程式当前所当前使用的程式名使用的坐标系统从网络调程式主菜单F2(程式编辑)?F8(档案管理)?F8(网络档案输入)?移动光标选程式?确定?确定.加工中修改主轴转速主菜单?F4(执行加工)?F4(加工参数设定)?移动光标到主轴转速栏?输入所需的主轴转数?按Enter确认。
所出现的对话框如下图:在此输入所需的主轴转数分中功能主菜单F1(机台设定)?F5(设定工件坐标系统)?F5(分中功能)?在工件左侧铣一刀或碰一下?按PX1?在工件右侧铣一刀或碰一下按PX2.在工件前侧铣一刀或碰一下PY1按一下?后侧铣或碰按PY2?退页?G54(或G55,56……) ?F3(辅助坐标设定)自动对刀主菜单F1(机台设定)?F5设定工件座标系统)?F6(自动对刀)?自动模式?进给倍率打到100%—?F1(自动对刀起动)?待停止后?检查“数”是否抓到.备注说明:当测量模式选 1,单刀单工件:指无刀库,主轴上只能用一把刀,工作台上多数情况下只有一个待加工工件,使用一个工件坐标(如:G55)。
此时的落差(对刀仪与待加工工件表面的高度差),放在外部偏移Z轴坐标中。
当工件坐标号码设“0”时,对刀完成后,当前的刀长会记录在辅助点坐标Z轴中,此时还要退回到机台设定画面中,找到相应的工件坐标,按F3,Z轴做辅助点自动设定。
当工件坐标号码设“1”时,对刀完成后,当前的刀长会自动记录到工件坐标G54的Z轴中,无需再做辅助点坐标设定。
如此依次类推,设“2”对应到G55,设“3”对应到G56…。
新代数控系统操作基础20210914053701一、认识新代数控系统1. 系统构成(1)控制器:控制器是数控系统的核心,负责接收、处理和输出信号。
(2)显示器:用于显示系统参数、程序及操作界面。
(3)操作面板:包括键盘、功能键和手轮等,用于输入指令和参数。
(4)伺服驱动器:驱动电机运行,实现机床各轴的运动。
2. 系统特点(1)高精度:新代数控系统具有高精度的加工能力,满足各种复杂工件的加工需求。
(2)易操作:采用图形化操作界面,简化操作流程,降低学习成本。
(4)扩展性强:可根据用户需求,添加各种功能模块,满足不同场景的应用。
二、新代数控系统的启动与关闭1. 启动步骤(1)确保机床外部电源已接通,检查各部分线路连接是否正常。
(2)打开控制器电源开关,系统将自动进行自检。
此时,请耐心等待,不要进行任何操作。
(3)自检完成后,系统将进入操作界面。
此时,你可以通过操作面板上的键盘输入用户名和密码进行登录。
(4)登录成功后,系统将显示主界面,你可以开始进行各项操作。
2. 关闭步骤(3)确认退出后,系统将关闭所有运行程序,返回到登录界面。
(4)关闭控制器电源开关,切断外部电源,完成关闭操作。
三、新代数控系统的基本操作1. 程序编辑(1)在操作界面上找到“程序编辑”模块,进入。
(2)使用键盘输入或选择已存在的程序,进行编辑。
(3)编辑完成后,保存程序,以便后续调用。
2. 参数设置(1)在操作界面上找到“参数设置”模块,进入。
(2)根据加工需求,设置合适的参数,如进给速度、主轴转速等。
(3)参数设置完毕后,保存并退出。
3. 机床操作(1)在操作界面上找到“机床操作”模块,进入。
(2)通过手轮或键盘,控制机床各轴的运动,实现工件的定位。
(3)在确认机床各轴均已到位后,启动加工程序,开始加工。
掌握新代数控系统的基础操作,你将能够更加得心应手地驾驭这台先进的数控设备,为你的加工事业创造更多价值。
四、新代数控系统的安全操作指南1. 安全装备检查(1)在操作前,检查急停按钮是否灵敏,确保在紧急情况下能立即停止设备。
新代数控系统操作基础本文介绍了台湾新代数控系统的基本操作,包括调用程序执行加工、从网络调用程序、加工中修改主轴转速、设定工件坐标系统和自动对刀等。
在调用程序执行加工时,用户需要进入新代系统主菜单画面,选择F2(程式编辑)→F8(档案管理)→XXX光标选取所需的程式→Enter→后退一页→F4(执行加工)→检查所选程式是否调出→自动模式→选择手轮模拟功能→程式启动→正方向摇动手轮,到工件顶上走几刀,观察刀路是否正确→取消手轮模拟功能,让机床自动跑程式。
用户也可以从网络调用程序,选择主菜单F2(程式编辑)→F8(档案管理)→F8(网络档案输入)→XXX光标选程式→确定→确定。
在加工中需要修改主轴转速时,用户可以选择主菜单→F4(执行加工)→F4(加工参数设定)→XXX光标到主轴转速栏→输入所需的主轴转数→按Enter确认。
为了设定工件坐标系统,用户可以选择主菜单F1(机台设定)→F5(设定工件坐标系统)→F5(分中功能)→在工件左侧铣一刀或碰一下→按PX1→在工件右侧铣一刀或碰一下按PX2.在工件前侧铣一刀或碰一下PY1按一下→后侧铣或碰按PY2→退页→G54(或G55,56……)→F3(辅助坐标设定)。
最后,在自动对刀时,用户可以选择主菜单F1(机台设定)→F5设定工件座标系统)→F6(自动对刀)→自动模式→进给倍率打到100%—→F1(自动对刀起动)→待停止后→检查“数”是否抓到。
需要注意的是,当测量模式选1,单刀单工件时,用户需要将落差放在外部偏移Z轴坐标中。
当工件坐标号码设为空时,对刀完成后,当前的刀长会记录在辅助点坐标Z轴中。
当工件坐标号码设为1时,对刀完成后,当前的刀长会自动记录到工件坐标G54的Z轴中。
如果想跑一次当前的程式,只需将相应的改变工件坐标(如G54、G55、G56)Z轴的坐标值即可。
当测量模式选2时,对刀画面会有所变化。
当测量模式选择2时,即单刀多工件模式。
在这种模式下,主轴上只能使用一把刀,而工作台上有多个待加工工件。
新代数控系统操作基础代数控系统是一种采用数字技术和机电一体化技术控制机床进行加工作业的系统。
新代数控系统相比传统的代数控系统在功能和性能上有显著提升,包括更高的速度、更精确的定位和更复杂的加工功能。
下面是新代数控系统操作的基础知识。
1.机床基本参数设置:在进行数控加工之前,需要对机床进行一些基本参数的设置,如速度、进给速度、切削速度和切削深度等。
这些参数的设置将影响整个加工过程的效果和质量。
2.程序编写:在新代数控系统中,采用的编程语言为G代码和M代码。
G代码表示机床轨迹的控制,如直线、圆弧等,而M代码表示机床辅助功能的控制,如冷却液开关等。
程序编写时需要了解不同的代码和其对应的功能,根据具体的加工要求编写相应的程序。
3.加工参数设置:在进行数控加工时,还需要设置一些具体的加工参数,如刀具尺寸、切削速度和进给速度等。
这些参数的设置将直接影响到加工的结果和质量,需要根据实际情况进行调整和优化。
4.坐标系:在进行数控加工时,需要先设定一个坐标系来确定机床的工作空间。
坐标系一般分为绝对坐标系和相对坐标系两种。
绝对坐标系是指以机床原点为参考点,确定每一个坐标的具体位置;而相对坐标系是指以其中一个点为参考点,确定其他点的坐标位置。
在编写程序时需要根据实际情况选择适合的坐标系。
5.加工过程监控:在进行数控加工时,需要对加工过程进行监控,以确保加工的准确性和质量。
新代数控系统提供了各种监控功能,如实时显示加工轨迹、实时监测刀具状态等。
操作员需要了解并熟练使用这些监控功能,及时发现和解决问题。
6.面向对象编程:新代数控系统采用面向对象的编程模式,可以将不同的功能封装成对象,通过对象之间的交互来实现加工控制。
操作员需要了解面向对象编程的基本概念和原理,并能够根据实际需要进行编程。
7.故障诊断和排除:在进行数控加工时,可能会遇到各种故障和问题,如刀具磨损、机床振动或程序错误等。
操作员需要具备一定的故障诊断和排除能力,能够迅速找到并解决问题,以保证加工的正常进行。
新代数控系统操作基础新代数控系统(New CNC System)以其高效、精准和易用性在工业领域获得了广泛应用。
本教程将为您介绍新代数控系统的基础操作,帮助您快速上手并提高工作效率。
一、系统启动与界面认识1. 启动系统:打开电脑,进入操作系统,找到并双击新代数控系统图标,启动系统。
菜单栏:包含文件、编辑、视图、工具、帮助等选项。
工具栏:提供常用工具的快捷按钮,如新建、打开、保存、撤销等。
操作区:用于显示和编辑加工程序、图形等。
状态栏:显示系统状态、当前坐标等信息。
二、文件操作1. 新建文件:工具栏上的“新建”按钮,或选择“文件”菜单中的“新建”选项,即可创建一个新的加工程序文件。
2. 打开文件:工具栏上的“打开”按钮,或选择“文件”菜单中的“打开”选项,在弹出的对话框中选择需要打开的文件。
3. 保存文件:工具栏上的“保存”按钮,或选择“文件”菜单中的“保存”选项,将当前文件保存到指定位置。
三、加工程序编辑1. 输入程序代码:在操作区的程序编辑区输入或粘贴加工程序代码。
2. 程序校验:工具栏上的“校验”按钮,或选择“工具”菜单中的“程序校验”选项,对输入的程序代码进行校验,确保其正确性。
3. 程序仿真:工具栏上的“仿真”按钮,或选择“工具”菜单中的“程序仿真”选项,对加工程序进行仿真,观察加工过程是否正确。
四、图形显示与编辑1. 图形显示:在操作区的图形显示区,可以显示加工程序对应的加工轨迹、刀具路径等图形。
2. 图形缩放:使用工具栏上的缩放按钮,或选择“视图”菜单中的缩放选项,对图形进行缩放,以便更清晰地观察。
3. 图形旋转:使用工具栏上的旋转按钮,或选择“视图”菜单中的旋转选项,对图形进行旋转,以便从不同角度观察。
五、系统设置1. 参数设置:选择“工具”菜单中的“系统设置”选项,打开系统设置对话框,可以设置系统参数,如坐标系、刀具补偿等。
2. 语言设置:选择“工具”菜单中的“语言设置”选项,可以设置系统界面语言。

新代数控系统操作基础台湾新代数控系统操作基础一(基本操作调程式执行加工新代系统主菜单画面主菜单F2(程式编辑)?F8(档案管理)?移动光标选选取所要的程式 ?Enter?后退一页?F4(执行加工)?检查所选程式是否调出?自动模式?选择手轮模拟功能?程式启动?正方向摇动手轮,到工件顶上走几刀,观察刀路是否正确?取消手轮模拟功能,让机床自动跑程式。
执行加工画面如下:程式当前所当前使用的程式名使用的坐标系统从网络调程式主菜单F2(程式编辑)?F8(档案管理)?F8(网络档案输入)?移动光标选程式?确定?确定.加工中修改主轴转速主菜单?F4(执行加工)?F4(加工参数设定)?移动光标到主轴转速栏?输入所需的主轴转数?按Enter确认。
所出现的对话框如下图:在此输入所需的主轴转数分中功能主菜单F1(机台设定)?F5(设定工件坐标系统)?F5(分中功能)?在工件左侧铣一刀或碰一下?按PX1?在工件右侧铣一刀或碰一下按PX2.在工件前侧铣一刀或碰一下PY1按一下?后侧铣或碰按PY2?退页?G54(或G55,56……) ?F3(辅助坐标设定)自动对刀主菜单F1(机台设定)?F5设定工件座标系统)?F6(自动对刀)?自动模式?进给倍率打到100%—?F1(自动对刀起动)?待停止后?检查“数”是否抓到.备注说明:当测量模式选 1,单刀单工件:指无刀库,主轴上只能用一把刀,工作台上多数情况下只有一个待加工工件,使用一个工件坐标(如:G55)。
此时的落差(对刀仪与待加工工件表面的高度差),放在外部偏移Z轴坐标中。
当工件坐标号码设“0”时,对刀完成后,当前的刀长会记录在辅助点坐标Z轴中,此时还要退回到机台设定画面中,找到相应的工件坐标,按F3,Z轴做辅助点自动设定。
当工件坐标号码设“1”时,对刀完成后,当前的刀长会自动记录到工件坐标G54的Z轴中,无需再做辅助点坐标设定。
如此依次类推,设“2”对应到G55,设“3”对应到G56…。
新代系统断点加工参数设置【原创实用版】目录1.新代系统断点加工参数设置的概述2.新代系统断点加工参数设置的具体步骤3.新代系统断点加工参数设置的注意事项4.新代系统断点加工参数设置的优点和应用范围正文一、新代系统断点加工参数设置的概述新代系统断点加工参数设置是一种针对机械加工过程中断点处理的技术,通过合理设定参数,实现加工过程中的无缝连接,提高加工效率和精度。
在新代系统中,用户可以根据实际加工需求,对断点加工参数进行精确控制,以达到优化加工过程的目的。
二、新代系统断点加工参数设置的具体步骤1.打开新代系统软件,选择“断点加工”功能模块。
2.设定断点类型:根据加工零件的形状和工艺要求,选择合适的断点类型,如线性断点、圆形断点等。
3.设定断点距离:根据加工精度和刀具性能,设置合理的断点距离,以保证刀具在断点处的运动顺畅。
4.设定断点速度:根据加工材料和刀具性能,设置合适的断点速度,以保证断点处的切削效果和刀具寿命。
5.设定断点延迟:根据加工需求和机床性能,设置合理的断点延迟时间,以确保刀具在断点处能够准确停止。
6.保存设置:完成参数设置后,点击“保存”按钮,将设置保存到系统中。
三、新代系统断点加工参数设置的注意事项1.在进行断点加工参数设置时,应充分考虑加工零件的形状、工艺要求、加工材料等因素,以保证加工效果。
2.设置断点距离时,应充分考虑刀具的性能和加工精度,避免设置过小导致刀具在断点处过早接触,影响加工精度。
3.设置断点速度时,应根据加工材料和刀具性能选择合适的速度,过高的速度可能导致刀具在断点处磨损过快,降低刀具寿命。
4.在进行断点延迟设置时,应充分考虑机床性能和加工需求,避免设置过短导致刀具在断点处无法准确停止。
四、新代系统断点加工参数设置的优点和应用范围新代系统断点加工参数设置具有以下优点:1.提高加工效率:通过合理设置断点加工参数,实现加工过程中的无缝连接,减少因断点处理导致的停机时间,提高加工效率。
新代数控系统操作基础台湾新代数控系统操作基础一(基本操作调程式执行加工新代系统主菜单画面主菜单F2(程式编辑)?F8(档案管理)?移动光标选选取所要的程式 ?Enter?后退一页?F4(执行加工)?检查所选程式是否调出?自动模式?选择手轮模拟功能?程式启动?正方向摇动手轮,到工件顶上走几刀,观察刀路是否正确?取消手轮模拟功能,让机床自动跑程式。
执行加工画面如下:程式当前所当前使用的程式名使用的坐标系统从网络调程式主菜单F2(程式编辑)?F8(档案管理)?F8(网络档案输入)?移动光标选程式?确定?确定.加工中修改主轴转速主菜单?F4(执行加工)?F4(加工参数设定)?移动光标到主轴转速栏?输入所需的主轴转数?按Enter确认。
所出现的对话框如下图:在此输入所需的主轴转数分中功能主菜单F1(机台设定)?F5(设定工件坐标系统)?F5(分中功能)?在工件左侧铣一刀或碰一下?按PX1?在工件右侧铣一刀或碰一下按PX2.在工件前侧铣一刀或碰一下PY1按一下?后侧铣或碰按PY2?退页?G54(或G55,56……) ?F3(辅助坐标设定)自动对刀主菜单F1(机台设定)?F5设定工件座标系统)?F6(自动对刀)?自动模式?进给倍率打到100%—?F1(自动对刀起动)?待停止后?检查“数”是否抓到.备注说明:当测量模式选 1,单刀单工件:指无刀库,主轴上只能用一把刀,工作台上多数情况下只有一个待加工工件,使用一个工件坐标(如:G55)。
此时的落差(对刀仪与待加工工件表面的高度差),放在外部偏移Z轴坐标中。
当工件坐标号码设“0”时,对刀完成后,当前的刀长会记录在辅助点坐标Z轴中,此时还要退回到机台设定画面中,找到相应的工件坐标,按F3,Z轴做辅助点自动设定。
当工件坐标号码设“1”时,对刀完成后,当前的刀长会自动记录到工件坐标G54的Z轴中,无需再做辅助点坐标设定。
如此依次类推,设“2”对应到G55,设“3”对应到G56…。
新代数控系统操作基础台湾新代数控系统操作基础一(基本操作调程式执行加工新代系统主菜单画面主菜单F2(程式编辑)?F8(档案管理)?移动光标选选取所要的程式 ?Enter?后退一页?F4(执行加工)?检查所选程式是否调出?自动模式?选择手轮模拟功能?程式启动?正方向摇动手轮,到工件顶上走几刀,观察刀路是否正确?取消手轮模拟功能,让机床自动跑程式。
执行加工画面如下:程式当前所当前使用的程式名使用的坐标系统从网络调程式主菜单F2(程式编辑)?F8(档案管理)?F8(网络档案输入)?移动光标选程式?确定?确定.加工中修改主轴转速主菜单?F4(执行加工)?F4(加工参数设定)?移动光标到主轴转速栏?输入所需的主轴转数?按Enter确认。
所出现的对话框如下图:在此输入所需的主轴转数分中功能主菜单F1(机台设定)?F5(设定工件坐标系统)?F5(分中功能)?在工件左侧铣一刀或碰一下?按PX1?在工件右侧铣一刀或碰一下按PX2.在工件前侧铣一刀或碰一下PY1按一下?后侧铣或碰按PY2?退页?G54(或G55,56……) ?F3(辅助坐标设定)自动对刀主菜单F1(机台设定)?F5设定工件座标系统)?F6(自动对刀)?自动模式?进给倍率打到100%—?F1(自动对刀起动)?待停止后?检查“数”是否抓到.备注说明:当测量模式选 1,单刀单工件:指无刀库,主轴上只能用一把刀,工作台上多数情况下只有一个待加工工件,使用一个工件坐标(如:G55)。
此时的落差(对刀仪与待加工工件表面的高度差),放在外部偏移Z轴坐标中。
当工件坐标号码设“0”时,对刀完成后,当前的刀长会记录在辅助点坐标Z轴中,此时还要退回到机台设定画面中,找到相应的工件坐标,按F3,Z轴做辅助点自动设定。
当工件坐标号码设“1”时,对刀完成后,当前的刀长会自动记录到工件坐标G54的Z轴中,无需再做辅助点坐标设定。
如此依次类推,设“2”对应到G55,设“3”对应到G56…。