新代系统 参数教学课程5分析
- 格式:ppt
- 大小:213.00 KB
- 文档页数:16

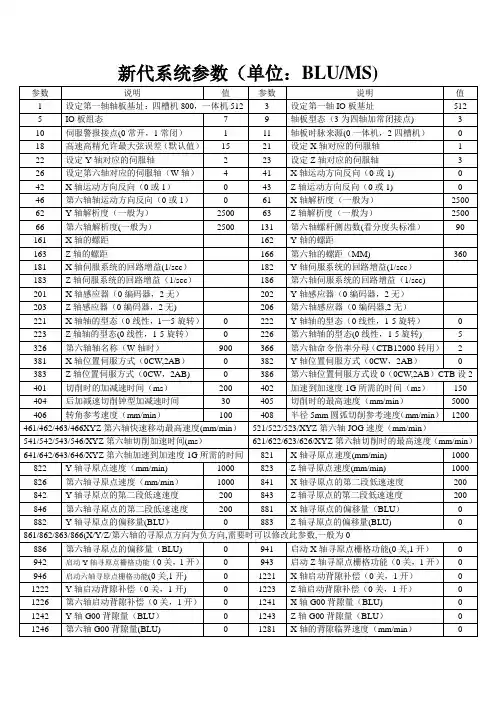
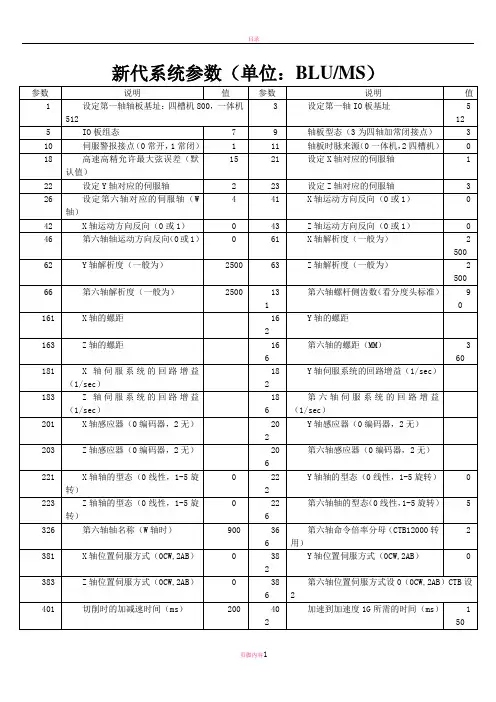
新代系统标准参数公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]新代系统标准参数(供参考)Model: 900ME Version:Modification Date: 2006/09/24 Time: 15:08:16Model: 900ME Version:Modification Date: 2006/09/24 Time: 15:08:16No Value Title1 800 *设定第一轴轴板基址3 512 *设定第一轴IO板基址5 7 *IO板组态(0:EIO;1:H+3R1;2:H+R2+2R1;3:2R2+4R1)9 3 *轴板型态(0:E2;1:S4;2:S4+A;3:S4+B;4:E4;5:S6)10 0 *伺服警报接点型态(0:A;1:B;S6卡)11 2 *轴板时脉来源(0:轴板;1:Bus;2:VIA)12 400 *Servo6轴板最高时脉(Kpps)13 1 *设定轴板数目15 3 I/O板数位滤波程度17 2 *设定控制精度,BLU(1:条;2:微米;3:次微米)21 1 *设定X 轴对应的伺服轴22 2 *设定Y 轴对应的伺服轴23 3 *设定Z 轴对应的伺服轴24 0 *设定第四轴对应的伺服轴25 0 *设定第五轴对应的伺服轴26 0 *设定第六轴对应的伺服轴41 1 X 轴运动方向反向(0:正 1:反)42 0 Y 轴运动方向反向(0:正 1:反)43 1 Z 轴运动方向反向(0:正 1:反)44 0 第四轴运动方向反向45 0 第五轴运动方向反向46 0 第六轴运动方向反向61 4000 X 轴感应器解析度(编:次/转;光:次/mm)62 4000 Y 轴感应器解析度(编:次/转;光:次/mm)63 4000 Z 轴感应器解析度(编:次/转;光:次/mm)64 2500 第四轴感应器解析度(编:次/转;光:次/mm)65 2500 第五轴感应器解析度(编:次/转;光:次/mm)66 2500 第六轴感应器解析度(编:次/转;光:次/mm)81 4 X 轴的回授倍频82 4 Y 轴的回授倍频83 4 Z 轴的回授倍频84 4 第四轴的回授倍频85 4 第五轴的回授倍频86 4 第六轴的回授倍频101 200 X 轴马达的增益(RPM/V)102 200 Y 轴马达的增益(RPM/V)103 200 Z 轴马达的增益(RPM/V)104 200 第四轴马达的增益(RPM/V)105 200 第五轴马达的增益(RPM/V)106 200 第六轴马达的增益(RPM/V)121 1 X 轴螺杆侧齿数122 1 X 轴马达侧齿数123 1 Y 轴螺杆侧齿数124 1 Y 轴马达侧齿数125 1 Z 轴螺杆侧齿数126 1 Z 轴马达侧齿数127 1 第四轴螺杆侧齿数128 1 第四轴马达侧齿数129 1 第五轴螺杆侧齿数130 1 第五轴马达侧齿数131 1 第六轴螺杆侧齿数132 1 第六轴马达侧齿数161 10000 X 轴的PITCH(BLU)162 10000 Y 轴的PITCH(BLU)163 10000 Z 轴的PITCH(BLU)164 5000 第四轴的PITCH(BLU)165 5000 第五轴的PITCH(BLU)166 5000 第六轴的PITCH(BLU)181 120 X 轴伺服系统的回路增益(1/sec)182 120 Y 轴伺服系统的回路增益(1/sec)183 120 Z 轴伺服系统的回路增益(1/sec)184 30 第四轴伺服系统的回路增益(1/sec)185 30 第五轴伺服系统的回路增益(1/sec)186 30 第六轴伺服系统的回路增益(1/sec)201 0 *X 轴感应器型别(0:编码器;1:光学尺;2:无;3:绝对) 202 0 *Y 轴感应器型别(0:编码器;1:光学尺;2:无;3:绝对) 203 0 *Z 轴感应器型别(0:编码器;1:光学尺;2:无;3:绝对) 204 0 *第四轴感应器型别(0:编码器;1:光学尺;2:无;3:绝对) 205 0 *第五轴感应器型别(0:编码器;1:光学尺;2:无;3:绝对) 206 0 *第六轴感应器型别(0:编码器;1:光学尺;2:无;3:绝对) 221 0 X 轴轴的型态(0:线性轴;1-5:旋转轴型态A-E)222 0 Y 轴轴的型态(0:线性轴;1-5:旋转轴型态A-E)223 0 Z 轴轴的型态(0:线性轴;1-5:旋转轴型态A-E)224 0 第四轴轴的型态(0:线性轴;1-5:旋转轴型态A-E)225 0 第五轴轴的型态(0:线性轴;1-5:旋转轴型态A-E)226 0 第六轴轴的型态(0:线性轴;1-5:旋转轴型态A-E)241 0 *设定X 轴位置双回授对应机械轴242 0 *设定Y 轴位置双回授对应机械轴243 0 *设定Z 轴位置双回授对应机械轴244 0 *设定第四轴位置双回授对应机械轴245 0 *设定第五轴位置双回授对应机械轴246 0 *设定第六轴位置双回授对应机械轴261 250 X 轴位置双回授解析度(编:次/转;光:次/mm)262 250 Y 轴位置双回授解析度(编:次/转;光:次/mm)263 250 Z 轴位置双回授解析度(编:次/转;光:次/mm) 264 250 第四轴位置双回授解析度(编:次/转;光:次/mm) 265 250 第五轴位置双回授解析度(编:次/转;光:次/mm) 266 250 第六轴位置双回授解析度(编:次/转;光:次/mm) 281 0 X 轴直径轴或半径轴(0:半径轴;1:直径轴)282 0 Y 轴直径轴或半径轴(0:半径轴;1:直径轴)283 0 Z 轴直径轴或半径轴(0:半径轴;1:直径轴)284 0 第四轴直径轴或半径轴(0:半径轴;1:直径轴) 285 0 第五轴直径轴或半径轴(0:半径轴;1:直径轴) 286 0 第六轴直径轴或半径轴(0:半径轴;1:直径轴) 301 4 X 轴位置双回授回授倍频302 4 Y 轴位置双回授回授倍频303 4 Z 轴位置双回授回授倍频304 4 第四轴位置双回授回授倍频305 4 第五轴位置双回授回授倍频306 4 第六轴位置双回授回授倍频321 100 *X 轴名称322 200 *Y 轴名称323 300 *Z 轴名称324 400 *第四轴轴名称325 500 *第五轴轴名称326 600 *第六轴轴名称341 1 X 轴命令倍率分子342 1 Y 轴命令倍率分子343 1 Z 轴命令倍率分子344 1 第四轴命令倍率分子345 1 第五轴命令倍率分子346 1 第六轴命令倍率分子361 1 X 轴命令倍率分母362 1 Y 轴命令倍率分母363 1 Z 轴命令倍率分母364 1 第四轴命令倍率分母365 1 第五轴命令倍率分母366 1 第六轴命令倍率分母381 2 *X 轴位置伺服方式(0:CW;1:电压;2:AB)382 2 *Y 轴位置伺服方式(0:CW;1:电压;2:AB)383 2 *Z 轴位置伺服方式(0:CW;1:电压;2:AB)384 2 *第四轴位置伺服方式(0:CW;1:电压;2:AB)385 2 *第五轴位置伺服方式(0:CW;1:电压;2:AB)386 2 *第六轴位置伺服方式(0:CW;1:电压;2:AB)401 250 切削时的加减速时间(ms)402 150 重力加速度加减速时间(ms)404 10 后加减速切削钟型加减速时间(ms)405 5000 切削时的最高速度(mm/min)406 500 转角参考速度(mm/min)408 1500 半径5mm圆弧切削参考速度(mm/min)409 10 螺牙切削时的 1m/min加减速时间(ms)410 200 手轮加减速时间(ms)411 0 G00运动方式(0:线性;1:各轴独立)413 0 G92座标座标保留模式(0:否;1:重置;2:关机) 414 0 工件座标系统保留模式(0:否;1:重置;2:关机) 415 0 *重置或关机时保留目前刀长资料(0:否;1:是) 416 1000 刚性攻牙偶合时间 rev)417 0 刚性攻牙速度回路增益418 0 刚性攻牙加速度回路增益419 0 刚性攻牙主轴减速时间(ms)421 30 X 轴切削位置检查视窗(BLU)422 30 Y 轴切削位置检查视窗(BLU)423 30 Z 轴切削位置检查视窗(BLU)424 30 第四轴切削位置检查视窗(BLU)425 30 第五轴切削位置检查视窗(BLU)426 30 第六轴切削位置检查视窗(BLU)441 200 X 轴快速移动时(G00)的加减速时间(ms)442 200 Y 轴快速移动时(G00)的加减速时间(ms)443 200 Z 轴快速移动时(G00)的加减速时间(ms)444 200 第四轴快速移动时(G00)的加减速时间(ms)445 200 第五轴快速移动时(G00)的加减速时间(ms)446 200 第六轴快速移动时(G00)的加减速时间(ms) 461 12000 X 轴快速移动最高速度(mm/min)462 12000 Y 轴快速移动最高速度(mm/min)463 10000 Z 轴快速移动最高速度(mm/min)464 5000 第四轴快速移动最高速度(deg/min)465 5000 第五轴快速移动最高速度(deg/min)466 5000 第六轴快速移动最高速度(deg/min)481 30 X 轴快速移动位置检查视窗(BLU)482 30 Y 轴快速移动位置检查视窗(BLU)483 30 Z 轴快速移动位置检查视窗(BLU)484 30 第四轴快速移动位置检查视窗(BLU)485 30 第五轴快速移动位置检查视窗(BLU)486 30 第六轴快速移动位置检查视窗(BLU)501 0 X 轴快速移动F0速度(mm/min)502 0 Y 轴快速移动F0速度(mm/min)503 0 Z 轴快速移动F0速度(mm/min)504 0 第四轴快速移动F0速度(deg/min)505 0 第五轴快速移动F0速度(deg/min)506 0 第六轴快速移动F0速度(deg/min)521 5000 X 轴JOG 速度(mm/min)522 5000 Y 轴JOG 速度(mm/min)523 4000 Z 轴JOG 速度(mm/min)524 6000 第四轴JOG 速度(deg/min)525 6000 第五轴JOG 速度(deg/min)526 6000 第六轴JOG 速度(deg/min)541 100 X 轴切削加减速时间(ms)542 100 Y 轴切削加减速时间(ms)543 100 Z 轴切削加减速时间(ms)544 100 第四轴切削加减速时间(ms)545 100 第五轴切削加减速时间(ms)546 100 第六轴切削加减速时间(ms)561 100 X 轴遗失位置检查视窗(0.001 mm) 562 100 Y 轴遗失位置检查视窗(0.001 mm) 563 100 Z 轴遗失位置检查视窗(0.001 mm) 564 100 第四轴遗失位置检查视窗(0.001 mm) 565 100 第五轴遗失位置检查视窗(0.001 mm) 566 100 第六轴遗失位置检查视窗(0.001 mm) 581 0 X 轴速度前馈补偿百分比582 0 Y 轴速度前馈补偿百分比583 0 Z 轴速度前馈补偿百分比584 0 第四轴速度前馈补偿百分比585 0 第五轴速度前馈补偿百分比586 0 第六轴速度前馈补偿百分比601 3600000 X 轴转角参考速度(mm/min)602 3600000 Y 轴转角参考速度(mm/min)603 3600000 Z 轴转角参考速度(mm/min)604 3600000 第四轴转角参考速度(mm/min)605 3600000 第五轴转角参考速度(mm/min)606 3600000 第六轴转角参考速度(mm/min)621 5000 X 轴切削时的最高速度(mm/min)622 5000 Y 轴切削时的最高速度(mm/min)623 5000 Z 轴切削时的最高速度(mm/min)624 5000 第四轴切削时的最高速度(mm/min) 625 5000 第五轴切削时的最高速度(mm/min) 626 5000 第六轴切削时的最高速度(mm/min) 641 0 X轴重力加速度加减速时间(ms)642 0 Y轴重力加速度加减速时间(ms)643 0 Z轴重力加速度加减速时间(ms)644 0 第四轴重力加速度加减速时间(ms) 645 0 第五轴重力加速度加减速时间(ms) 646 0 第六轴重力加速度加减速时间(ms) 701 1 *X 轴所属轴群702 1 *Y 轴所属轴群703 1 *Z 轴所属轴群704 1 *第四轴所属轴群705 1 *第五轴所属轴群706 1 *第六轴所属轴群721 1 *第一轴群对应的MST通道722 1 *第二轴群对应的MST通道723 1 *第三轴群对应的MST通道724 1 *第四轴群对应的MST通道731 2 *CNC主系统轴群数目803 0 *Home Dog来源(0:I/O; 1:轴卡)821 1500 X 轴寻原点速度(mm/min)822 1500 Y 轴寻原点速度(mm/min)823 1500 Z 轴寻原点速度(mm/min)824 5000 第四轴寻原点速度(deg/min)825 5000 第五轴寻原点速度(deg/min)826 5000 第六轴寻原点速度(deg/min)841 500 X 轴寻原点的第二段低速速度(mm/min)842 500 Y 轴寻原点的第二段低速速度(mm/min)843 500 Z 轴寻原点的第二段低速速度(mm/min)844 2000 第四轴寻原点的第二段低速速度(deg/min)845 2000 第五轴寻原点的第二段低速速度(deg/min)846 2000 第六轴寻原点的第二段低速速度(deg/min)861 0 X 轴寻原点方向为负方向(0:正方向 1:负方向) 862 0 Y 轴寻原点方向为负方向(0:正方向 1:负方向) 863 0 Z 轴寻原点方向为负方向(0:正方向 1:负方向) 864 0 第四轴寻原点方向为负方向865 0 第五轴寻原点方向为负方向866 0 第六轴寻原点方向为负方向881 0 X 轴寻原点的偏移量(BLU)882 0 Y 轴寻原点的偏移量(BLU)883 0 Z 轴寻原点的偏移量(BLU)884 0 第四轴寻原点的偏移量(BLU)885 0 第五轴寻原点的偏移量(BLU)886 0 第六轴寻原点的偏移量(BLU)901 3 X 轴零速检查视窗(count)902 3 Y 轴零速检查视窗(count)903 3 Z 轴零速检查视窗(count)904 3 第四轴零速检查视窗(count)905 3 第五轴零速检查视窗(count)906 3 第六轴零速检查视窗(count)921 0 X 轴Home Dog极性(0:正;1:负)922 0 Y 轴Home Dog极性(0:正;1:负)923 0 Z 轴Home Dog极性(0:正;1:负)924 0 第四轴Home Dog极性(0:正;1:负)925 0 第五轴Home Dog极性(0:正;1:负)926 0 第六轴Home Dog极性(0:正;1:负)941 0 启动X 轴寻原点栅格功能(0:关闭;1:启动)942 0 启动Y 轴寻原点栅格功能(0:关闭;1:启动)943 0 启动Z 轴寻原点栅格功能(0:关闭;1:启动)944 0 启动第四轴寻原点栅格功能(0:关闭;1:启动)945 0 启动第五轴寻原点栅格功能(0:关闭;1:启动)946 0 启动第六轴寻原点栅格功能(0:关闭;1:启动)961 0 设X 轴寻原点方法(0:DOG;1:索引;2:DOG+预设)962 0 设Y 轴寻原点方法(0:DOG;1:索引;2:DOG+预设)963 0 设Z 轴寻原点方法(0:DOG;1:索引;2:DOG+预设) 964 0 设第四轴寻原点方法(0:DOG;1:索引;2:DOG+预设) 965 0 设第五轴寻原点方法(0:DOG;1:索引;2:DOG+预设) 966 0 设第六轴寻原点方法(0:DOG;1:索引;2:DOG+预设) 1221 0 X 轴启动背隙补偿功能(0:关闭 1:启动)1222 0 Y 轴启动背隙补偿功能(0:关闭 1:启动)1223 0 Z 轴启动背隙补偿功能(0:关闭 1:启动)1224 0 第四轴启动背隙补偿功能1225 0 第五轴启动背隙补偿功能1226 0 第六轴启动背隙补偿功能1241 5 X 轴的背隙补偿量(BLU)1242 5 Y 轴的背隙补偿量(BLU)1243 0 Z 轴的背隙补偿量(BLU)1244 0 第四轴的背隙补偿量(BLU)1245 0 第五轴的背隙补偿量(BLU)1246 0 第六轴的背隙补偿量(BLU)1301 0 启动X 轴齿节误差补偿(0:无;1:单向;2:双向) 1302 0 启动Y 轴齿节误差补偿(0:无;1:单向;2:双向) 1303 0 启动Z 轴齿节误差补偿(0:无;1:单向;2:双向) 1304 0 启动第四轴齿节误差补偿(0:无;1:单向;2:双向) 1305 0 启动第五轴齿节误差补偿(0:无;1:单向;2:双向) 1306 0 启动第六轴齿节误差补偿(0:无;1:单向;2:双向) 1321 50000 X 轴齿节误差补偿节距长度(BLU)1322 50000 Y 轴齿节误差补偿节距长度(BLU)1323 50000 Z 轴齿节误差补偿节距长度(BLU)1324 50000 第四轴齿节误差补偿节距长度(BLU)1325 50000 第五轴齿节误差补偿节距长度(BLU)1326 50000 第六轴齿节误差补偿节距长度(BLU)1341 50 X 轴原点在补偿表的位置编号1342 50 Y 轴原点在补偿表的位置编号1343 50 Z 轴原点在补偿表的位置编号1344 50 第四轴原点在补偿表的位置编号1345 50 第五轴原点在补偿表的位置编号1346 50 第六轴轴原点在补偿表的位置编号1361 0 X 轴圆弧尖角正向补偿量(BLU)1362 0 Y 轴圆弧尖角正向补偿量(BLU)1363 0 Z 轴圆弧尖角正向补偿量(BLU)1364 0 第四轴圆弧尖角正向补偿量(BLU)1365 0 第五轴圆弧尖角正向补偿量(BLU)1366 0 第六轴圆弧尖角正向补偿量(BLU)1381 30 X 轴圆弧尖角补偿时间常数(ms)1382 30 Y 轴圆弧尖角补偿时间常数(ms)1383 30 Z 轴圆弧尖角补偿时间常数(ms)1384 30 第四轴圆弧尖角补偿时间常数(ms)1385 30 第五轴圆弧尖角补偿时间常数(ms)1386 30 第六轴圆弧尖角补偿时间常数(ms)1401 0 X 轴机构补偿时间常数(ms)1402 0 Y 轴机构补偿时间常数(ms)1403 0 Z 轴机构补偿时间常数(ms)1404 0 第四轴机构补偿时间常数(ms)1405 0 第五轴机构补偿时间常数(ms)1406 0 第六轴机构补偿时间常数(ms)1421 10000 X 轴静态最大双回授误差(BLU)1422 10000 Y 轴静态最大双回授误差(BLU)1423 10000 Z 轴静态最大双回授误差(BLU)1424 10000 第四轴静态最大双回授误差(BLU)1425 10000 第五轴静态最大双回授误差(BLU)1426 10000 第六轴静态最大双回授误差(BLU)1441 0 X 轴圆弧尖角负向补偿量(BLU)1442 0 Y 轴圆弧尖角负向补偿量(BLU)1443 0 Z 轴圆弧尖角负向补偿量(BLU)1444 0 第四轴圆弧尖角负向补偿量(BLU)1445 0 第五轴圆弧尖角负向补偿量(BLU)1446 0 第六轴圆弧尖角负向补偿量(BLU)1581 0 前馈补偿时间常数(ms)1621 4 *第一主轴所对应的伺服轴或轴向轴1622 0 *第二主轴所对应的伺服轴或轴向轴1631 0 第一主轴零速OFFSET速度 mV)1632 0 第二主轴零速OFFSET速度 mV)1641 0 第一主轴编码器极性(0:正;1:负)1642 0 第二主轴编码器极性(0:正;1:负)1651 1000 第一主轴马达编码器一转的Pulse数1652 1000 第二主轴马达编码器一转的Pulse数1661 4 第一主轴的回授倍频1662 4 第二主轴的回授倍频1671 1800 第一主轴马达的增益(RPM/V)1672 200 第二主轴马达的增益(RPM/V)1681 1 第一主轴第一档螺杆侧齿数1682 1 第一主轴第一档马达侧齿数1683 1 第二主轴第一档螺杆侧齿数1684 1 第二主轴第一档马达侧齿数1711 0 *第一主轴是否安装编码器(0:否;1:是) 1712 0 *第二主轴是否安装编码器(0:否;1:是) 1721 10 第一主轴寸动速度(RPM)1722 10 第二主轴寸动速度(RPM)1731 100 第一主轴最低转速(RPM)1732 100 第二主轴最低转速(RPM)1741 50 第一主轴定位速度(RPM)1742 50 第二主轴定位速度(RPM)1751 0 第一主轴定位偏移量1752 0 第二主轴定位偏移量1761 1000 第一主轴定位减速时间(ms)1762 1000 第二主轴定位减速时间(ms)1771 0 第一主轴原点偏移量1772 0 第二主轴原点偏移量1781 0 第一主轴定位最低速度(RPM)1782 0 第二主轴定位最低速度(RPM)1791 0 *第一主轴马达型态(0:变频;1:P主轴;2:V主轴;3:伺服) 1792 0 *第二主轴马达型态(0:变频;1:P主轴;2:V主轴;3:伺服) 1801 17500 第一主轴最高转速(RPM)1802 8000 第二主轴最高转速(RPM)1811 0 第一主轴编码器安装位置(0:主轴侧;1:马达侧)1812 0 第二主轴编码器安装位置(0:主轴侧;1:马达侧)1821 0 第一主轴伺服微分增益1822 0 第二主轴伺服微分增益1831 0 第一主轴加减速时间(ms)1832 0 第二主轴加减速时间(ms)1841 0 第一主轴Y-Delta切换速度(RPM)1842 0 第二主轴Y-Delta切换速度(RPM)1851 150 第一主轴重力速度加减速时间(ms)1852 150 第二主轴重力速度加减速时间(ms)1901 1 第一主轴第二档螺杆侧齿数1902 1 第一主轴第二档马达侧齿数1903 1 第二主轴第二档螺杆侧齿数1904 1 第二主轴第二档马达侧齿数1921 1 第一主轴第三档螺杆侧齿数1922 1 第一主轴第三档马达侧齿数1923 1 第二主轴第三档螺杆侧齿数1924 1 第二主轴第三档马达侧齿数1941 1 第一主轴第四档螺杆侧齿数1942 1 第一主轴第四档马达侧齿数1943 1 第二主轴第四档螺杆侧齿数1944 1 第二主轴第四档马达侧齿数2001 100 手轮第四段倍率(最小输入单位,LIU)2003 1 MPG程式模拟对应手轮号码2021 5 *设定一号手轮对应的伺服轴2022 0 *设定二号手轮对应的伺服轴2023 0 *设定三号手轮对应的伺服轴2031 0 一号手轮对应的轴向轴(0:MLC;1~6:轴向)2032 0 二号手轮对应的轴向轴(0:MLC;1~6:轴向)2033 0 三号手轮对应的轴向轴(0:MLC;1~6:轴向)2041 100 一号手轮解析度(Pulse/转)2042 100 二号手轮解析度(Pulse/转)2043 100 三号手轮解析度(Pulse/转)2051 4 一号手轮回授倍频2052 4 二号手轮回授倍频2053 4 三号手轮回授倍频2061 1 一号手轮螺杆侧齿数2062 1 一号手轮马达侧齿数2063 1 二号手轮螺杆侧齿数2064 1 二号手轮马达侧齿数2065 1 三号手轮螺杆侧齿数2066 1 三号手轮马达侧齿数2401 1000 X 轴第一软体行程正极限(BLU)(根据实际的机床距离设定)2402 -800000 X 轴第一软体行程负极限(BLU) (根据实际的机床距离设定)2403 2000 Y 轴第一软体行程正极限(BLU) (根据实际的机床距离设定)2404 -700000 Y 轴第一软体行程负极限(BLU) (根据实际的机床距离设定)2405 2000 Z 轴第一软体行程正极限(BLU) (根据实际的机床距离设定)2406 -300000 Z 轴第一软体行程负极限(BLU) (根据实际的机床距离设定)2407 9 第四轴第一软体行程正极限(BLU)2408 -9 第四轴第一软体行程负极限(BLU)2409 9 第五轴第一软体行程正极限(BLU)2410 -9 第五轴第一软体行程负极限(BLU)2411 9 第六轴第一软体行程正极限(BLU)2412 -9 第六轴第一软体行程负极限(BLU)2441 0 X 轴第二软体行程正极限(BLU)2442 0 X 轴第二软体行程负极限(BLU)2443 0 Y 轴第二软体行程正极限(BLU)2444 0 Y 轴第二软体行程负极限(BLU)2445 0 Z 轴第二软体行程正极限(BLU)2446 0 Z 轴第二软体行程负极限(BLU)2447 0 第四轴第二软体行程正极限(BLU)2448 0 第四轴第二软体行程负极限(BLU)2449 0 第五轴第二软体行程正极限(BLU)2450 0 第五轴第二软体行程负极限(BLU)2451 0 第六轴第二软体行程正极限(BLU)2452 0 第六轴第二软体行程负极限(BLU)2801 0 X 轴第二参考点机械座标(BLU)2802 0 Y 轴第二参考点机械座标(BLU)2803 0 Z 轴第二参考点机械座标(BLU)2804 0 第四轴第二参考点机械座标(BLU)2805 0 第五轴第二参考点机械座标(BLU)2806 0 第六轴第二参考点机械座标(BLU)2821 0 X 轴第三参考点机械座标(BLU)2822 0 Y 轴第三参考点机械座标(BLU)2823 0 Z 轴第三参考点机械座标(BLU)2824 0 第四轴第三参考点机械座标(BLU)2825 0 第五轴第三参考点机械座标(BLU)2826 0 第六轴第三参考点机械座标(BLU)2841 0 X 轴第四参考点机械座标(BLU)2842 0 Y 轴第四参考点机械座标(BLU)2843 0 Z 轴第四参考点机械座标(BLU)2844 0 第四轴第四参考点机械座标(BLU)2845 0 第五轴第四参考点机械座标(BLU)2846 0 第六轴第四参考点机械座标(BLU)3201 0 *启动车床规则(0:关闭;1:C;2:A:3:B)3202 2000 *I/O扫瞄时间 ms)3203 2000 *补间时间 ms)3204 8000 *PLC扫瞄时间 ms)3205 1 *功能键型态(0:5个键;1:8个键;2:触控)3207 1 *C/S界面版本编号(1:百分比;2:段数)3209 1 *Language(0:English;1:Chinese;2:Local;3:Simplified) 3211 0 *使用单色萤幕(0:彩色;1:单色)3213 3 磁碟机代号(0:A;1:B;2:D;3:N)3215 0 *选刀时呼叫模式(0:一般;1:副程;2:巨集)3217 0 *控制键盘型态3219 3 *系统安装组态(0:NoSRAM;1:SRAM;2:HardDisk;3:CFCard) 3221 0 除错模式(0:一般;1:应用;2:系统)3223 1 启动系统管理功能(0:关闭;1:启动)3225 0 *萤幕保护功能延迟时间(分,0:关闭)3227 0 *萤幕解析度(0:640x480;1:800x600)3229 0 关闭工件座标功能(0:启动;1:关闭)3230 0 关闭车床刀长设定画面(0:启动;1:关闭)3231 0 *COM1远端装置型态(0:No;1:FX2;2:视觉;3:FX2-V2)3232 0 *COM2远端装置型态(0:No;1:FX2;2:视觉;3:FX2-V2)3236 0 *网路局号(0:关闭;1-31:网路局号)3237 1024 *公布资料起始R暂存器编号3238 0 *公布资料R暂存器长度3241 0 *工件程式小数点型态(0:标准;1:计算机)3243 0 *键盘重置键由PLC处理(0:人机;1:PLC)3245 1000 刀长补偿输入增量最大值(BLU)3247 0 速率显示方式(0:mm/min;1:m/min)3251 0 *触摸式萤幕型态(0:无;1:PenMount)3252 25 *触摸式萤幕Xmin3253 996 *触摸式萤幕Xmax3254 28 *触摸式萤幕Ymin3255 1006 *触摸式萤幕Ymax3401 0 MLC暂存器81(设置为R81=100 进给、模式等为键盘控制)3402 0 MLC暂存器823403 0 MLC暂存器833404 0 MLC暂存器843405 1000 MLC暂存器85(设置注油器注油关的时间)3406 83805 MLC暂存器86(设置注油器注油开的时间)3407 0 MLC暂存器873408 0 MLC暂存器883409 0 MLC暂存器893410 0 MLC暂存器90 (对刀次数设定)3411 0 MLC暂存器913412 0 MLC暂存器923413 0 MLC暂存器933414 0 MLC暂存器943415 0 MLC暂存器953416 0 MLC暂存器963417 0 MLC暂存器973418 0 MLC暂存器983419 0 MLC暂存器993420 0 MLC暂存器1003601 0 *M码呼叫巨集登录表编号13602 0 *M码呼叫巨集登录表编号23603 0 *M码呼叫巨集登录表编号33604 0 *M码呼叫巨集登录表编号43605 0 *M码呼叫巨集登录表编号53606 0 *M码呼叫巨集登录表编号63607 0 *M码呼叫巨集登录表编号73608 0 *M码呼叫巨集登录表编号83609 0 *M码呼叫巨集登录表编号93610 0 *M码呼叫巨集登录表编号103701 0 *G码呼叫巨集登录表编号13702 0 *G码呼叫巨集登录表编号23703 0 *G码呼叫巨集登录表编号33704 0 *G码呼叫巨集登录表编号43705 0 *G码呼叫巨集登录表编号53706 0 *G码呼叫巨集登录表编号63707 0 *G码呼叫巨集登录表编号73708 0 *G码呼叫巨集登录表编号83709 0 *G码呼叫巨集登录表编号93710 0 *G码呼叫巨集登录表编号103801 0 G95时进给量与主轴位置紧密偶合3802 1 内定高精控制模式(0:G64;1:G62;2:3804 99 工件计数M码编号3805 1000 静态双回授误差检查时间(ms)3807 5 圆弧终点不在圆弧上检查视窗(BLU)3809 0 *是否UVW为XYZ轴增量命令(0:否;1:是)3810 0 *启动同一单节M code同时执行功能(0:否;1:是) 3811 0 *公用变数永久保留区起始位置3813 0 *扩充型公用变数数目3815 0 刀具半径补偿预看模式(0:否;1:是)3816 0 刀长补偿模式(0:Z;1:单轴;2:多轴)3817 10000 严重双回授误差(BLU)3819 1 过切检查模式(0:关闭;1:检查;2:修正)3821 0 *第一组轴偶合主动轴轴号3822 0 *第一组轴偶合跟随轴轴号3823 1 *第一组轴偶合主动轴分量3824 0 *第一组轴偶合跟随轴分量3825 0 *第一组轴偶合偶合型态(0:不;1:机;2:对同;3:载;;2:主同) 3826 0 第一组轴偶合偶合时间(ms)3827 0 第一组轴偶合分离时间(ms)3831 1000 *放电解析度3832 0 *放电延迟时间3841 0 刀具量测Z+接触面座标(BLU)3842 0 刀具量测Z-接触面座标(BLU)3843 0 刀具量测X+接触面座标(BLU)3844 0 刀具量测X-接触面座标(BLU)3851 999900 断刀处理程式号码(0不启动)3861 0 *第二组轴偶合主动轴轴号3862 0 *第二组轴偶合跟随轴轴号3863 1 *第二组轴偶合主动轴分量3864 0 *第二组轴偶合跟随轴分量3865 0 *第二组轴偶合偶合型态(0:不;1:机;2:对同;3:载;;2:主同) 3866 0 第二组轴偶合偶合时间(ms)3867 0 第二组轴偶合分离时间(ms)3871 0 *第三组轴偶合主动轴轴号3872 0 *第三组轴偶合跟随轴轴号3873 1 *第三组轴偶合主动轴分量3874 0 *第三组轴偶合跟随轴分量3875 0 *第三组轴偶合偶合型态(0:不;1:机;2:对同;3:载;;2:主同) 3876 0 第三组轴偶合偶合时间(ms)3877 0 第三组轴偶合分离时间(ms)3881 0 *第四组轴偶合主动轴轴号3882 0 *第四组轴偶合跟随轴轴号3883 1 *第四组轴偶合主动轴分量3884 0 *第四组轴偶合跟随轴分量3885 0 *第四组轴偶合偶合型态(0:不;1:机;2:对同;3:载;;2:主同) 3886 0 第四组轴偶合偶合时间(ms)3887 0 第四组轴偶合分离时间(ms)3901 0 主从模式(0:控制器;1:周边或PC)3903 1 档案传输通讯埠位置(1:第一埠;2:第二埠)3905 1 巨集程式通讯埠位置(1:第一埠;2:第二埠)3921 3 第一埠速度(0:24;1:48;2:96;3:192;4:384;5:576;6:1152) 3922 8 第一埠资料位元数3923 0 第一埠交换码格式(0:ASCII;1:EIA;2:ISO)3924 0 第一埠周边控制方式(0:No;1:DC2;2:DC4;3:DC2DC4)3925 0 第一埠单节结束(EOB)输出方式(0:EOB;1:CR+EOB)3926 0 第一埠DC3周边控制码是否同位(0:否;1:同位)3927 1 第一埠流量控制方式(0:无;1:硬体;2:软体;3:RS485)3928 0 第一埠同位检查方式(0:无;1:奇;2:偶)3929 1 第一埠停止位元数(1:1位元;2:2位元)3941 3 第二埠速度(0:24;1:48;2:96;3:192;4:384;5:576;6:1152) 3942 8 第二埠资料位元数3943 0 第二埠交换码格式(0:ASCII;1:EIA;2:ISO)3944 0 第二埠周边控制方式(0:No;1:DC2;2:DC4;3:DC2DC4)3945 0 第二埠单节结束(EOB)输出方式(0:EOB;1:CR+EOB)3946 0 第二埠DC3周边控制码是否同位(0:否;1:同位)3947 1 第二埠流量控制方式(0:无;1:硬体;2:软体;3:RS485) 3948 0 第二埠同位检查方式(0:无;1:奇;2:偶)3949 1 第二埠停止位元数(1:1位元;2:2位元)8001~9200 0 轴齿节误差绝对补偿量正向表编号1~100使用者参数:4001 0 设定啄钻型态(0:一般;1:高速)4002 5000 设定钻孔循环退刀量(LIU)4004 0 设定攻牙循环退刀量(LIU)4010 50 铣削循环平面进给量百分比4020 0 设定塘孔主轴停止方向(0:X+,X-,Y+,Y-)。

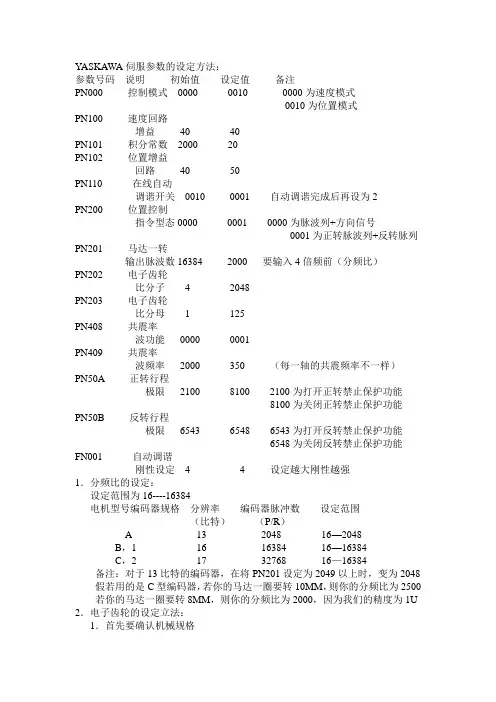
Y ASKAWA伺服参数的设定方法:参数号码说明初始值设定值备注PN000 控制模式0000 0010 0000为速度模式0010为位置模式PN100 速度回路增益40 40PN101 积分常数2000 20PN102 位置增益回路40 50PN110 在线自动调谐开关0010 0001 自动调谐完成后再设为2PN200 位置控制指令型态0000 0001 0000为脉波列+方向信号0001为正转脉波列+反转脉列PN201 马达一转输出脉波数16384 2000 要输入4倍频前(分频比)PN202 电子齿轮比分子 4 2048PN203 电子齿轮比分母 1 125PN408 共震率波功能0000 0001PN409 共震率波频率2000 350 (每一轴的共震频率不一样)PN50A 正转行程极限2100 8100 2100为打开正转禁止保护功能8100为关闭正转禁止保护功能PN50B 反转行程极限6543 6548 6543为打开反转禁止保护功能6548为关闭反转禁止保护功能FN001 自动调谐刚性设定 4 4 设定越大刚性越强1.分频比的设定:设定范围为16----16384电机型号编码器规格分辨率编码器脉冲数设定范围(比特)(P/R)A 13 2048 16—2048B,1 16 16384 16—16384C,2 17 32768 16—16384 备注:对于13比特的编码器,在将PN201设定为2049以上时,变为2048 假若用的是C型编码器,若你的马达一圈要转10MM,则你的分频比为2500 若你的马达一圈要转8MM,则你的分频比为2000,因为我们的精度为1U 2.电子齿轮的设定立法:1.首先要确认机械规格减速比滚珠丝杠节距滑轮直径等2.确认编码器的脉冲数3.决定指令的单位(是0.01还是0.001MM)4.用指令单位,求出负载轴旋转1圈的负载移动量度假若滚珠丝杠的镙距为5MM,指令的单位为0。
新代数控系统操作基础新代数控系统(New CNC System)以其高效、精准和易用性在工业领域获得了广泛应用。
本教程将为您介绍新代数控系统的基础操作,帮助您快速上手并提高工作效率。
一、系统启动与界面认识1. 启动系统:打开电脑,进入操作系统,找到并双击新代数控系统图标,启动系统。
菜单栏:包含文件、编辑、视图、工具、帮助等选项。
工具栏:提供常用工具的快捷按钮,如新建、打开、保存、撤销等。
操作区:用于显示和编辑加工程序、图形等。
状态栏:显示系统状态、当前坐标等信息。
二、文件操作1. 新建文件:工具栏上的“新建”按钮,或选择“文件”菜单中的“新建”选项,即可创建一个新的加工程序文件。
2. 打开文件:工具栏上的“打开”按钮,或选择“文件”菜单中的“打开”选项,在弹出的对话框中选择需要打开的文件。
3. 保存文件:工具栏上的“保存”按钮,或选择“文件”菜单中的“保存”选项,将当前文件保存到指定位置。
三、加工程序编辑1. 输入程序代码:在操作区的程序编辑区输入或粘贴加工程序代码。
2. 程序校验:工具栏上的“校验”按钮,或选择“工具”菜单中的“程序校验”选项,对输入的程序代码进行校验,确保其正确性。
3. 程序仿真:工具栏上的“仿真”按钮,或选择“工具”菜单中的“程序仿真”选项,对加工程序进行仿真,观察加工过程是否正确。
四、图形显示与编辑1. 图形显示:在操作区的图形显示区,可以显示加工程序对应的加工轨迹、刀具路径等图形。
2. 图形缩放:使用工具栏上的缩放按钮,或选择“视图”菜单中的缩放选项,对图形进行缩放,以便更清晰地观察。
3. 图形旋转:使用工具栏上的旋转按钮,或选择“视图”菜单中的旋转选项,对图形进行旋转,以便从不同角度观察。
五、系统设置1. 参数设置:选择“工具”菜单中的“系统设置”选项,打开系统设置对话框,可以设置系统参数,如坐标系、刀具补偿等。
2. 语言设置:选择“工具”菜单中的“语言设置”选项,可以设置系统界面语言。

新代系统调试M i c r o s o f t W o r d文档新代20MA数控系统调试一、利用U盘备份系统资料:1.系统正常开机,显示坐标画面,按下急停。
2.按F7诊断功能。
3.F8系统管理。
4.按F2系统资料备份(文件以压缩形式备份)。
5.F1下一步。
(F2移动选项:选择U盘、卡及文件备份位置)6.F1确定。
系统以M7D2030-20130407-MB的文件名备份。
二、利用U盘还原系统资料:1.系统正常开机,显示坐标画面,按下急停。
2. 按F7诊断功能。
3.F8系统管理。
4.按F3系统资料还原(文件以压缩形式备份)。
5.输入520密码。
6.按F2移动选项,找到要还原的文件(配合光标)。
7.F1下一步。
8.选项选择,第一竖行全选。
9.F1下一步。
10.F1确定。
三、利用U盘备份安川驱动参数;1.系统正常开机,显示坐标画面,按下急停。
2. 按F6参数设定。
3. 按扩展。
4. F5串列参数。
5. 输入550密码。
6. F3备份参数。
7.F1确定。
(F2移动选项:选择U盘、卡及文件备份位置)即备份。
文件名Tunning Param四、利用U盘回复安川驱动参数;1.系统正常开机,显示坐标画面,按下急停。
2. 按F6参数设定。
3. 按扩展。
4. F5串列参数。
5. 输入550密码。
6. F4回复参数。
7. F1确定。
8. F2移动选项,找到要还原的文件(配合光标)。
9. 按F1确定即可。
五、数控系统显示单位、系统时间、加工程式字体大小设定:1.系统正常开机,显示坐标画面。
2. 按F6参数设定。
3. 按F6系统设定,在此画面设定:0,公制;1,英制。
年、月、日时、分、秒。
12等。
六、新代20MA刀库乱刀复位:1.手动方式,转动刀库到1号刀杯;2.回原点方式,按下急停;3.同时按下刀库正转和反转,即可刀库复位。
然后,打开刀库资料画面,让刀号与顺序号一一对应,主轴刀号对应17号刀。
七、20MA系统配安川驱动绝对值参考点设定:1.将机床坐标移动到要设的参考点位置,按下急停。
SYNTEC CNC 應用手冊SYNTEC CNC應用手冊by : 新代科技date : 03/19/2011Ver : 10.0目錄1. 系統架構圖 (5)1.1SYNTEC CNC系統架構說明: (6)系統架構一 (7)系統架構二 (8)系統架構三 (9)1.2I/O卡使用說明: (10)PIO3搭配使用R ELAY2及第二操作面板使用說明: (10)PIO4搭配使用TB16IN及TB16OUT(C URRNT S INK規格)使用說明: (11)PIO5搭配使用TB16IN、TB16OUT(C URRENT S OURCE規格)及第二面板使用說明: (12)1.3端子台模組使用說明: (14)RELAY2使用說明: (14)RELAY1使用說明: (15)TB16IN/TN16OUT使用說明: (16)1.4螢幕面板按鍵I/O定義: (17)車銑床I/O定義 (17)第二操作面板I/O定義 (17)9吋940I I/O定義 (18)10.4吋940I I/O定義 (18)1.5軸卡規格說明: (19)軸卡選用與參數設定說明: (19)SERVO4軸卡使用說明: (20)SERVO4軸卡接頭PIN D EFINE: (21)PMC4軸卡使用說明: (22)PMC4軸卡接頭PIN D EFINE: (23)1.6I/O板組態設定說明(系統參數5) (24)2.參數說明: (25)DDER 介面C,S,R : (67)3.1C B IT(PLC=>CNC)介面說明 (67)系統介面說明 (67)3.2S B IT(CNC=>PLC)介面說明 (81)系統介面說明 (81)3.3S/C B IT相對於標準PC鍵盤掃描碼對照表 (87)3.4MLC R EGISTER D EFINITION (88)資源分配表 (88)3.5系統ALARM編碼 (101)程式執行錯誤檢查,COR (101)軸向警報,MOT (103)主軸警報,SPD (103)語法檢查警報,COM (104)機械邏輯控制警報,MLC (105)ALARM訊息(MESSAGE)與輔助說明(HELP)製作方法: (106)3.6如何撰寫M,S,T CODE LADDER (107)名詞解釋: (107)M.S.T. CODE撰寫邏輯: (108)4. 整機整合測試步驟: (109)4.1控制器診斷畫面系統資料說明: (110)4.2位置驅動器調機步驟(三菱J2 SUPER) (120)三菱手動伺服參數設定(J2,J2 SUPER): (121)伺服解析度設定(J2 SUPER): (122)伺服系統配機可能出現問題: (123)光學尺應用注意事項: (124)4.3類比伺服系統配機試機步驟: (126)4.4追隨誤差(F ERR)參數意義: (127)柵格量設定 (128)4.5主軸調機步驟: (129)主軸配機問題對答: (130)主軸高低檔相關設定: (131)主軸定位問題對答: (131)4.6剛性攻牙調機程序 (133)配線檢查 (133)調機程序 (133)程式範例 (133)4.7尋原點相關步驟: (135)三菱A500定位卡主軸定位: (136)4.8精度補償: (137)背隙補償: (138)節距補償: (139)5. SYNTEC CNC 系統診斷 (140)5.1CNC硬體診斷: (140)5.2伺服系統問題診斷: (141)EMP2卡診斷方法: (143)三菱伺服驅動器常見故障診斷方法: (144)6.類比伺服系統接線說明: (145)PMP2卡配線: (145)IRT伺服驅動器配線: (145)6.1四軸卡配線說明(SERVO4-A/B): (146)6.2四軸卡配線說明(SERVO4-C/D/E): (147)6.3五軸卡配線說明: (148)6.4機械檢查表: (150)6.5三菱伺服驅動器配線說明: (151)6.6PANA伺服驅動器配線說明: (153)6.7電控檢查表: (154)附錄 (156)RS232C設定與使用方法 (156)SYNTEC CNC如何與E ASY V IEW 相連接 (161)開機畫面製作步驟 (162)對話式圖形畫面圖檔製作步驟 (163)轉檔程式安裝與使用方法: (163)自訂軟體安裝步驟 (164)畫面顏色調整 (165)顏色定義格式 (165)色碼代號 (165)顏色關鍵字列表 (166)如何使用外掛編輯器 (168)壓縮程序 (169)載入程序 (169)系統組態設定說明(系統參數3219) (170)系統共用資料存放位置 (170)不同系統配備下使用者資料存放的位置 (170)1. 系統架構圖1.1SYNTEC CNC系統架構說明:SYNTEC CNC系統架構,如(圖一)~ (圖四)所示,共可分為如下部份:一、螢幕/面板模組:依各型控制器而有不同面板模組組合*900T , 900M:螢幕模組(9”單色CRT、 8.4”或10.4”TFT) + 第二操作面板*940I :螢幕模組內含操控按鍵(9”單色CRT、 8.4”或10.4”TFT)二、控制器本體:有兩種不同構裝*Super4控制器:1/2卡尺寸,搭配四軸控制卡,4個ISA插槽*Super8控制器:1/2卡尺寸,搭配四軸控制卡,8個ISA插槽三、I/O卡:*PIO3:具有CN1(D型25PIN母)+CN2(D型25PIN公)兩個接頭。