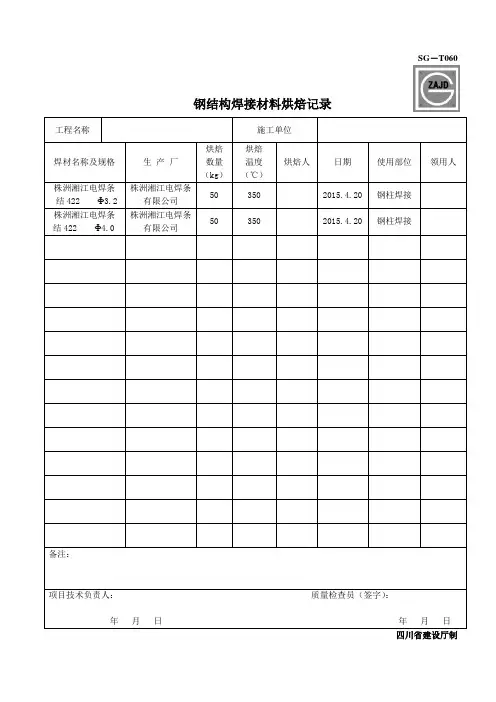
SG-T060钢结构焊接材料烘焙记录
- 格式:doc
- 大小:84.50 KB
- 文档页数:1

焊条烘烤、发放规定1、焊接采购时,必须要求有供应商提供所购焊材的材质证明书原件,若为复印件必须加盖经销商的印章。
项目部供应部门应保管好焊材的材质证明书,以备查证及作为存档、交工资料。
2、焊材在入库前,应经材料责任师、焊接责任师和质检员检查合格后,方可入库贮存(必要时,经质量检验人员确认)。
检查验收的主要内容为:焊材的型号(牌号)规格、炉批号是否与材质证书一致;焊材的外观是否合格,应无锈蚀、药皮脱落等现象。
如上述内容不全或有怀疑时,应对焊材进行复验。
3、焊材库必须干燥通风,库房内不得放置有害气体和腐蚀介质。
焊材应存放在架子上,架子离地面的高度和墙壁的距离均不少于300mm,严防焊材受潮。
库房内的焊材应按种类牌号、批号、规格和入库时间分类堆放,每垛应有明确的标识,不得混放。
焊材库内应配备抽湿设备、温度计、湿度计,保持库内温度为5~35℃,相对湿度不大于60%,并做好焊材库监测记录。
4、设专人负责焊材的保管、烘烤、发放、和回收,并有详细记录。
5、焊条、焊丝启封后,应进行表面检查,凡药皮脱落、腐蚀严重的焊材严禁使用。
6、焊条使用前,应按设计文件要求或本身的说明书进行烘焙。
当设计文件、本身的说明书均无特别要求时,按下列要求进行烘烤。
a、低氢型焊条烘焙温度为350~400℃,恒温时间为1小时,烘焙结束后120℃保温贮藏,本工程涉及焊条有J427、J507、R307等;b、酸性焊条和不锈钢焊条烘焙温度为100~150℃,恒温时间为1小时,烘焙结束80℃保温贮藏;7、焊条在使用前,应按设计文件、焊接工艺规程或标准、规范要求,在恒温箱中保存,但保存时间不宜超过七天。
8、焊条、焊剂烘干后,由焊材烘焙员按焊接责任师交底单统一发放。
每次发放量以焊工能在4小时内用完的数量为限。
(每位焊工焊条一次发放量以3千克为限)焊工应用焊条保温筒领取焊条、用容器领取焊剂。
每次领取的焊条型号(牌号)以一种为宜。
发放的焊条、焊剂应在4小时之内用完。
