镍基焊条选用
- 格式:doc
- 大小:21.50 KB
- 文档页数:3
镍基焊丝、焊条、ERNiCrMo-4、镍基焊丝、焊条、ERNiCrMo-11用于镍铬钼合金自身的焊接,或镍铬钼合金和钢及大多数其它镍基合金的焊接ERNiCrMo-11 用于镍铬钼合金自身的焊接,或镍铬钼合金和钢及大多数其它镍基合金的焊接,还可以用于镍铬钼合金和钢焊接焊缝的堆焊镍基焊丝ERNiCrMo-13、ENiCrMo-3用于焊接低碳镍铬钼合金焊条ENiCrMo-3 用于焊接镍铬钼合金,如625,800,8 01,825和600镍基焊丝ENiCrFe-3、ENiCrFe-2用于镍铬铁合金自身的焊接及与碳钢的焊接ENiCrFe-2 用于奥氏体钢,铁素体钢及高镍合金之间的异种焊接, 还可用于9%镍合金的焊接镍基焊丝ENiCu-7 、ENiCrFe-7主要用于镍铜合金自身及其与钢之间的异种焊接ENiCrFe-7 用于690(UNS N 06690)镍铬铁合金自身的焊接镍基焊丝ENiCrMo-4 、ENiCrCoMo-1用于焊接C-276合金及大多数其它镍基合金ENiCrCoMo-1 用于焊接镍铬钴钼合金以及各种的高温合金间的异种焊接ERCuNi 焊接锻造或铸造的70/30,80/2 0,90/10铜镍合金镍基焊丝ENiCrMo-13、ENiCrMo-11用于焊接低碳镍铬钼合金ENiCrMo-11 用于焊接低碳镍铬钼合金产品描述:镍铁型铸铁焊丝Techalloy 55用于铸铁辊堆焊修复和铸铁焊补等。
硬度高于Techalloy 99,需用碳化物刀具加工。
产品描述:825镍基合金焊丝Techalloy 825焊接825 (N08825)合金和其它类似镍铁铬钼铜合金。
.耐有机酸、热硫酸、磷酸和硫化氢腐蚀。
广泛应用于化工装备。
产品描述:82镍基合金焊丝Techalloy 606应用最广的镍基合金焊丝, 可用于焊接600,601,690,800,800HT等镍合金。
或用于不锈钢与低合金钢的异材焊接。
该填充金属强度高,耐腐蚀,高温下抗氧化抗蠕变。
镍基合金焊条焊接要点镍基合金焊条焊接要点镍基合金焊条是一种常用的焊接材料,常用于航空航天、化工、能源等领域。
它具有抗腐蚀、高温强度、抗氧化等优点,因此被广泛应用于高温、腐蚀性环境下的焊接工艺中。
在进行镍基合金焊接时,掌握一些重要的焊接要点是非常关键的。
本文将从深度和广度两个角度来探讨镍基合金焊条焊接要点,帮助读者更好地理解这一主题。
一、焊接材料的选择在进行镍基合金焊接之前,首先需要选择适合的焊接材料。
通常,选择合适的焊材应考虑以下几个方面:1. 镍基合金的成分和性能:不同的镍基合金具有不同的成分和性能,需要根据具体焊接需求选择合适的镍基合金焊条。
2. 适应焊接环境:需要根据焊接环境的要求选择适合的焊材,如高温、抗腐蚀等。
3. 焊接材料的可用性和成本:合适的焊材应具备易得性和经济性。
二、焊接工艺参数的确定焊接工艺参数的选择对焊接质量和效率有着重要的影响。
以下是一些重要的焊接工艺参数需要考虑的要点:1. 电流和电压:合理选择电流和电压,可以保证焊接电弧的稳定性和熔深的控制。
2. 保护气体:镍基合金焊接常使用惰性气体保护,如氩气,它可以保护焊缝免受氧化和污染。
3. 焊接速度:焊接速度的选择应根据焊接件的材料和几何形状来确定。
4. 焊接顺序:根据焊接件的形状和结构特点,合理确定焊接的顺序,以确保焊接质量。
5. 熔深与熔宽的控制:控制焊接熔深和熔宽对焊接质量的稳定性和可靠性至关重要。
三、焊接过程中的注意事项在进行镍基合金焊接时,还需要注意以下方面:1. 清洁表面:在焊接前,应确保焊件的表面干净无污染,以保证焊缝的质量。
2. 焊接位置:根据焊接件的几何形状和支持结构选择合适的焊接位置。
3. 焊接工具的选择:针对不同的焊接要求,选择合适的焊接工具,如焊枪、夹具等。
4. 合理的预热和后热处理:对于某些镍基合金,可能需要进行预热和后热处理以提高焊接质量和冷脆性。
总结与回顾:镍基合金焊条焊接是一项常用的焊接工艺,它在高温、腐蚀性环境下具有出色的性能。
镍基合金焊接材料镍及镍合金焊条产品名称:镍及镍基合金焊材产品说明:Ni102镍及镍合金焊条型号GB/T:ENi-0说明:钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。
用途:用于化工设备、食品工业,医疗器械制造中镍基合金和双金属的焊接,也可用作异种金属的过渡层焊条,具有良好的熔合性和抗裂性。
熔敷金属化学成份/%C≤0.03 Mn 0.6-1.1 Si≤1Ni≥92Fe≤0.5 Ti 0.7-1.2 Nb 1.8-2.3S≤0.015P≤0.015Ni112镍及镍合金焊条型号GB/T:ENi-0 相当于AWS:ENi-1说明:钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。
用途:用于化工设备、食品工业,医疗器械制造中镍基合金和双金属的焊接,也可用作异种金属的过渡层焊条,具有良好的熔合性和抗裂性。
熔敷金属化学成份/%C≈0.04Mn≈1.5Ni≥92Fe≈3Ti≈0.5Nb≈1S≤0.015P≤0.015Ni202镍及镍合金焊条型号GB/T:ENiCu-7 相当于AWS:ENiCu-7说明:钛钙型药皮的Ni70Cu30蒙乃尔合金焊条,含适量的锰、铌,具有较好的抗裂性,焊接时电弧燃烧稳定,飞溅小,脱渣容易,焊接成形美观,采用交流或直流反接,采用直流反接。
用途:用于镍铜合金与异种钢的焊接,也可用作过渡层堆焊材料。
熔敷金属化学成份/%C≤0.15 Mn≤4Si≤1.5 Ni 62-69 Fe≤2.5Ti≤1Nb≤2.5 S≤0.015 P≤0.02Al≤0.75 Cu余量Ni207镍及镍合金焊条型号GB/T:ENiCu-7 相当于AWS:ENiCu-7说明:低氢型蒙乃尔合金焊条,具有良好的抗裂性和焊接工艺性能。
用途:用于焊接蒙乃尔合金焊条或异种钢,也可用作过渡层堆焊材料。
熔敷金属化学成份/%C≤0.15Mn≤4Si≤1.5 Ni 62-69 Fe≤2.5Ti≤1Nb≤2.5S≤0.015P≤0.02 Cu余量Ni307镍及镍合金焊条型号GB/T:ENiCrMo-0有良好的抗裂性,采用直流反接。
Z308镍基焊条冷补灰口铸铁件焊接工艺摘要:采用镍基焊条(Z308),以冷焊工艺对灰铸铁的焊接,获得高质量的焊缝。
本文阐述了灰口铸铁焊接特性以及铸铁焊接缺陷及预防,探讨了冷补焊工艺的有关内容,以供参考。
关键词:镍基焊条(Z308);铸铁冷焊;补焊工艺1前言铸铁是含碳量大于2.11%(常用为2.5%-4%)的铁碳合金,其中还含有锰、硅元素及硫、磷杂质。
有时还加入其它元素,以获得具有特殊性能的合金铸铁。
铸铁目前常以铸件的形式应用于生产,由于铸铁含碳量较高,焊接性很差,而且铸铁的焊接主要是对存有铸造缺陷或者损坏的铸铁件进行补焊,所以补焊比较困难。
铸铁件焊接过程中的冷却速度要比铸造时快的多,因此在焊接时,焊缝及半熔化区(熔合线附近区域)将会产生大量的渗碳体,基本上属于白口铸铁组织,严重时可使整个补焊焊缝完全脱落。
若用低碳钢焊条补焊铸铁,焊缝呈高碳钢成分,在冷却时将产生高硬度的马氏体组织。
热影响区中,温度在800-1150℃的区域,高温下是奥氏体加石墨组织,在冷却过程中会析出二次渗碳体、珠光体或马氏体,也使该区域的硬度和脆性增高,这给焊后机械加工带来很大的困难。
灰口铸铁,碳几乎全部以片状石墨存在于铸铁中。
焊接时,在焊接应力的作用下,很容易在铸件的热影响区产生“热应力裂纹”,此裂纹多为横向裂纹。
2分析灰口铸铁焊接特性灰口铸铁在化学成分上的特性是碳含量高及硫、磷杂质高,其成分为C:2.7~3.5%,Si:1~2.7%,Mn:0.5~1.2%,P<0.3%,S<0.15%。
这就增大了焊接接头对冷却速度变化的敏感性及对冷、热裂纹敏感性,在机械性能上的特性是强度低,基本无塑性。
这两方面的特点,结合焊接过程具有冷却速度快及因焊件受热不均匀而形成焊接应力较大的特殊性,决定了铸铁焊接性不良,主要表现在:一方面焊接接头易出现白口及淬硬组织,另一方面焊接接头易出现裂纹。
3铸铁焊接缺陷及预防3.1白口组织及预防白口组织产生的原因主要是焊后冷却速度太快和石墨化元素不足。
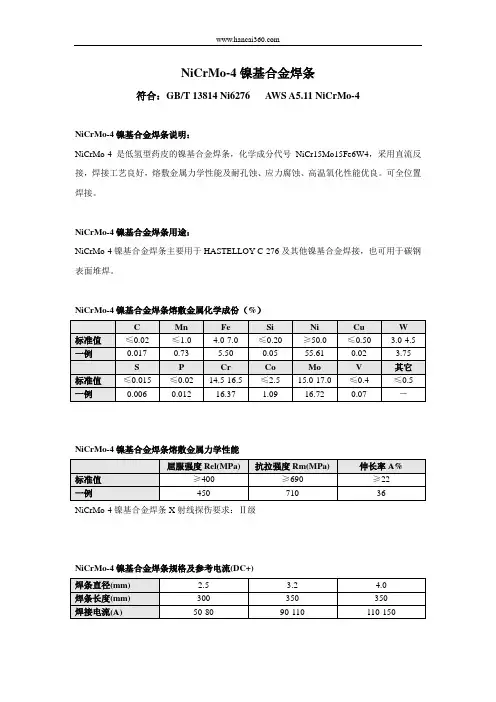
NiCrMo-4镍基合金焊条符合:GB/T 13814 Ni6276 AWS A5.11 NiCrMo-4NiCrMo-4镍基合金焊条说明:NiCrMo-4是低氢型药皮的镍基合金焊条,化学成分代号NiCr15Mo15Fe6W4,采用直流反接,焊接工艺良好,熔敷金属力学性能及耐孔蚀、应力腐蚀、高温氧化性能优良。
可全位置焊接。
NiCrMo-4镍基合金焊条用途:NiCrMo-4镍基合金焊条主要用于HASTELLOY C-276及其他镍基合金焊接,也可用于碳钢表面堆焊。
NiCrMo-4镍基合金焊条熔敷金属化学成份(%)NiCrMo-4镍基合金焊条熔敷金属力学性能NiCrMo-4镍基合金焊条X射线探伤要求:Ⅱ级NiCrMo-4镍基合金焊条规格及参考电流(DC+)NiCrMo-4镍基合金焊条焊接注意事项:1.焊前焊条须经300℃烘焙1小时,随烘随用。
2.焊前必须清除焊件表面铁锈、油污、水分等杂质。
3.焊接时须用短弧操作,窄焊道方法焊。
4.焊条售后电话:400 027 8685。
NiCrMo-5镍基合金焊条符合:GB/T 13814 Ni6275 AWS A5.11 NiCrMo-5NiCrMo-5镍基合金焊条说明:NiCrMo-5是低氢型药皮的镍基合金焊条,化学成分代号NiCr15Mo16Fe5W3,采用直流反接,焊接工艺良好,熔敷金属力学性能及耐孔蚀、应力腐蚀、高温氧化性能优良。
可全位置焊接。
NiCrMo-5镍基合金焊条用途:ENiCrMo-5镍基合金焊条主要用于HASTELLOY C及其他镍基合金焊接、也可用于碳钢表面堆焊。
NiCrMo-5镍基合金焊条熔敷金属化学成份(%)NiCrMo-5镍基合金焊条熔敷金属力学性能NiCrMo-5镍基合金焊条X射线探伤要求:Ⅱ级NiCrMo-5镍基合金焊条规格及参考电流(DC+)NiCrMo-5镍基合金焊条焊接注意事项:1.焊前焊条须经300℃烘焙1小时,随烘随用。
2.焊前必须清除焊件表面铁锈、油污、水分等杂质。
焊条的分类、选用及使用管理措施一、焊条的分类1、按焊条的用途分类(1)碳钢焊条主要用于强度等级较低的低碳钢和低合金钢的焊接。
(2)低合金钢焊条主要用于低合金高强度钢、含合金元素较低的钼和钴钼耐热钢及低温钢的焊接。
(3)不锈钢焊条主要用于含合金元素较高的钼耐热钢和钴钼耐热钢及各类不锈钢的焊接。
(4)堆焊焊条用于金属表层的堆焊,其熔敷金属在常温或高温中具有较好的耐磨性和耐蚀性。
(5)铸铁焊条专用于铸铁的焊接和补焊。
(6)镍和镍合金焊条用于镍及镍合金的焊接、补焊或堆焊。
(7)铜及铜合金焊条用于铜及铜合金的焊接、补焊或堆焊,也可以用于某些铸铁的补焊或异种金属的焊接。
(8)铝及铝合金焊条用于铝及铝合金的焊接、补焊或堆焊。
(9)特殊用途焊条用于在水下进行焊接、切割和管焊接等。
2、按焊条药皮熔化后的熔渣特性分类焊接过程中,焊条药皮熔化后,按所形成熔渣呈现酸性或碱性,把焊条分为碱性焊条(熔渣碱度≥1.5)和酸性焊条(熔渣碱度≤1.5)两大类。
酸性焊条和碱性焊条的工艺性能与焊缝金属性能的比较见下表。
酸性焊条和碱性焊条的工艺性能与焊缝金属性能比较酸性焊条不适宜焊接合金元素较多的材料。
碱性焊条的塑性、韧性和抗裂性均好于酸性焊条,故在重要构件的焊接中一般采用碱性焊条。
二、对焊条的要求与选用原则1、对焊条的基本要求焊条在焊接过程中应具有良好的工艺性能和保证焊后焊缝金属具有所需的力学性能、化学成分或特殊性能。
为此,对焊条提出如下要求:(1)电弧应容易引燃,在焊接过程中电弧燃烧平稳,再引弧容易。
(2)药皮应均匀熔化,无成块脱落现象。
药皮的熔化速度应稍慢于焊芯的熔化速度,使焊条熔化端部能形成喇叭形套筒,有利于金属熔滴过渡和造成保护气氛。
(3)在焊接过程中,不应有过多的烟雾或过大、过多的飞溅。
(4)保证熔敷金属具有一定的抗裂性、所需的力学性能和化学成分。
(5)保证焊缝成形正常,焊渣清除容易。
(6)焊缝射线探伤应不低于GB/T3323—2005《金属熔化焊焊接接头射线照相》所规定的Ⅱ级标准。
镍及镍合金的焊接工艺一、常用镍及镍基合金及其分类镍及镍基合金具有特殊的物理、力学及耐腐蚀性能,镍基耐蚀合金在200~1090℃范围内能耐各种腐蚀介质的侵蚀,同时具有良好的高温和低温力学性能,尤其在一些苛刻腐蚀条件下是一般不锈钢所无法取代的优良材料。
在镍中添加铬、铜、铁、钼、铝、钛、铌、钨等元素后,通过固溶强化,不但可以改善纯镍的力学性能,而且可适应于各种腐蚀介质下侵蚀,并使之具有优良的耐腐蚀性。
镍基耐蚀合金根据其合金元素的含量和所占比例进行分类和命名,如Ni-Cu合金称为蒙乃尔合金;Ni-Cr-Fe合金中镍含量占优势,称因康镍合金,若铁含量高则称因康洛依合金;对于钼含量较高的Ni-Cr-Mo合金则多数称哈斯特洛依合金,也称海氏合金或哈氏合金。
二、镍及镍合金的焊接特点1、焊接热裂纹由于镍基合金为单相奥氏体组织,所以与不锈钢相比,具有高的焊接热裂纹敏感性,特别是焊缝易产生多边化晶间裂纹。
这种裂纹为微裂纹,焊后对焊缝进行着色检查时,短时间一般发现不了,但经过一段时间后,才会显露出来。
2、限制热输入采用高热输入焊接镍基耐蚀合金可能产生不利的影响。
在热影响区产生一定程度的退火和晶粒长大,高热输入可能产生过度的偏析、碳化物的沉淀或其他有害的冶金现象,易引起热裂纹或降低耐蚀性。
如果热输入过小,会加速焊缝的凝固结晶速度,更易形成多边晶界,在一定应力下有助于多边化裂纹的产生。
3、耐蚀性能对于大多数镍基耐蚀合金,焊后对耐蚀性能并没有多大影响。
通常选择填充材料的化学成分与母材接近。
但有些镍基合金焊接加热后对靠近焊缝的热影响区产生有害影响,如Ni-Mo合金通过焊后退火处理来恢复热影响区的耐蚀性,而对于大多数镍基合金不需要通过焊后热处理来恢复耐蚀性。
4、工艺特性(1)镍及镍基合金液态焊缝金属流动性差,不像钢焊缝金属那样容易润湿展开。
由于需要控制接头的焊缝金属,镍基耐蚀合金接头形式与钢不同,接头的坡口角度更大,以便使用摆动工艺。
镍基合金焊条的应用指南
镍基合金焊条事以镍为基体根据不同性能要求添加其它金属成分冶炼的合金材料制作而成。
镍基焊条按应用材料分为以下几种:
1、耐热耐腐蚀的镍基焊条
Ni307ENiCrMo-0含有有适量的钼、铌等合金元素,熔敷金属具有良好的抗裂性,用于焊接有耐热、耐蚀要求的镍基合金,也可用于一些难焊合金、异种钢的焊接及堆焊。
2、Ni103镍基合金焊条镍铬铁焊条抗热裂性能及耐晶间腐蚀、应力腐蚀能力优良。
用于镍基合金和异种钢焊接,还可用于焊后不能热处理的大厚度铁素体钢构件的焊接.
3、镍铜焊条Cu70Ni30的白铜焊条,可交直流两用,全位置焊接。
焊接工艺优良,焊缝金属有良好的塑性及抗裂性能。
用途:主要用于焊接70-30铜镍合金。
也可用于碳钢零件的堆焊。
4、Ni112镍基合金焊条 ENi-1钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。
用途:用于化工设备、食品工业,医疗器械制造中镍基合金和双金属的焊接,也可用作异种金属的过渡层焊条,具有良好的熔合性和抗裂性。
镍基合金焊条焊接时,一定注意工件的应用场合及性能要求,切不可不同材质的焊条焊接不同材质的工件。

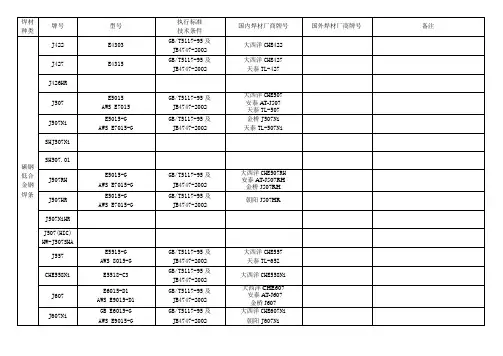
伯乐蒂森:phoenix,union,thermanit牌号前缀GB3623-83《钛及钛合金丝》
注: *表示氩弧焊丝。
焊接工艺评定材料类组别表
注: 1. 钛及钛合金的分类按JB 4745,铝及铝合金的分类按JB 4734,为了与JB 4708的钢材类别相区别,分别在分类号前面冠以T和A。
铜及铜合金在分类号前面冠以C。
2. 镍及镍合金和锆及锆合金的分类参照ASME Ⅸ进行。
3. 类别号中括号内数字为ASME的P No。
4. 铝及铝合金牌号中括号内代号为旧标准牌号。
常用钢号参考预热温度
注:.预热范围为焊缝两侧各不小于焊件厚度的倍,且不小于;
2.需要预热的焊件在整个焊接过程中应不低于预热温度。
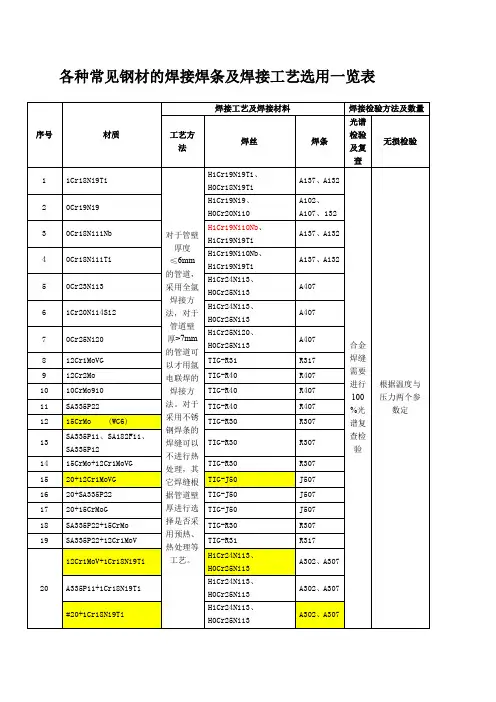
各种常见钢材的焊接焊条及焊接工艺选用一览表序号材质焊接工艺及焊接材料焊接检验方法及数量工艺方法焊丝焊条光谱检验及复查无损检验1 1Cr18Ni9Ti对于管壁厚度≤6mm的管道,采用全氩焊接方法,对于管道壁厚>7mm的管道可以才用氩电联焊的焊接方法。
对于采用不锈钢焊条的焊缝可以不进行热处理,其它焊缝根据管道壁厚进行选择是否采用预热、热处理等工艺。
H1Cr19Ni9Ti、H0Cr18Ni9TiA137、A132合金焊缝需要进行100%光谱复查检验根据温度与压力两个参数定2 0Cr19Ni9 H1Cr19Ni9、H0Cr20Ni10A102、A107、1323 0Cr18Ni11Nb H1Cr19Ni10Nb、H1Cr19Ni9TiA137、A1324 0Cr18Ni11Ti H1Cr19Ni10Nb、H1Cr19Ni9TiA137、A1325 0Cr23Ni13 H1Cr24Ni13、H0Cr25Ni13A4076 1Cr20Ni14Si2 H1Cr24Ni13、H0Cr25Ni13A4077 0Cr25Ni20 H1Cr25Ni20、H0Cr25Ni13A4078 12Cr1MoVG TIG-R31 R3179 12Cr2Mo TIG-R40 R40710 10CrMo910 TIG-R40 R40711 SA335P22 TIG-R40 R40712 15CrMo (WC6) TIG-R30 R30713 SA335P11、SA182F11、SA335P12TIG-R30 R30714 15CrMo+12Cr1MoVG TIG-R30 R30715 20+12Cr1MoVG TIG-J50 J50716 20+SA335P22 TIG-J50 J50717 20+15CrMoG TIG-J50 J50718 SA335P22+15CrMo TIG-R30 R30719 SA335P22+12Cr1MoV TIG-R31 R31720 12Cr1MoV+1Cr18Ni9TiH1Cr24Ni13、H0Cr25Ni13A302、A307 A335P11+1Cr18Ni9TiH1Cr24Ni13、H0Cr25Ni13A302、A307 #20+1Cr18Ni9TiH1Cr24Ni13、H0Cr25Ni13A302、A30721 12Cr1MoV+12Cr1MoV TIG-R31 R317A335P11+12Cr1MoV TIG-R30 R307 #20+#20 TIG-J50 J50722 12Cr1MoV+12Cr1MoV TIG-R31 R317 A335P11+12Cr1MoV TIG-R30 R307 #20+#20 TIG-J50 J50723 12Cr1MoV+316H1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 12Cr1MoV+316LH1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 12Cr1MoV+1Cr18Ni9TiH1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 #20+316H1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 #20+316LH1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A307 #20+1Cr18Ni9TiH1Cr24Ni13、H1Cr25Ni20、H0Cr25Ni13A302、A30724 316+1Cr18Ni9TiH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A137 316L+316LH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A137 1Cr18Ni9Ti+1Cr18Ni9TiH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A13725 1Cr18Ni9Ti+1Cr18Ni9TiH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A137 316L+1Cr18Ni9TiH1Cr19Ni10Nb、H1Cr19Ni9TiA132、A13726 TP316+316ss H1Cr19Ni9Ti A13227 316SS+1Cr18Ni9Ti H1Cr19Ni9Ti A13228 T91+TP316 镍基182 ENiCrFe-229 TP316+TP316 H1Cr19Ni9Ti A13230 T91+1Cr18Ni9Ti 镍基182 ENiCrFe-231 T91+T91 CM9-1G、TGS-9cb E9015-B932 TP316+A216Grade WCB H0Cr25Ni13 A30233 TP316+A105 H0Cr25Ni13 A30234 TP316+A-182Grade F22 H0Cr25Ni13 A30235 TP316+A-182Grade F91 镍基182 ENiCrFe-236 T91+A216Grade WCB TIG-R40 R40737 T91+A105 TIG-R40 R40738 T91+A-182Grade F22 TIG-R40 R40739 T91+A-182Grade F91 CM9-1G E9015-B940 12Cr1MoV+A216Grade WCB TIG-J50 J50741 12Cr1MoV+A105 TIG-J50 J50742 12Cr1MoV+A-182GradeF22TIG-R40 R40743 12Cr1MoV+A-182GradeF91TIG-R40 R40744 T91+12Cr1MoV TIG-R40 R40745 12Cr1MoV+TP316 H0Cr25Ni13 A302。
Nickel 141 焊条Nickel 141 焊条主要用于Nickel 200、Nickel 201合金的药皮焊条电弧焊,和镀镍钢材在镀镍层一侧的焊接,也可用于钢的堆焊。
焊缝金属中钛和碳产生反应使游离态的碳降到比较低的水平,因此这种焊条可以用于低碳镍合金(Nickel 201)的焊接。
焊缝金属具有优异的耐蚀性能,特别是耐碱金属腐蚀的能力。
这种焊条也可用于异种材料的焊接,包括Nickel 200合金和Nickel 201合金之间的焊接以及各种铁基和镍基合金的焊接。
Nickel 141 焊条适用于全位置焊接。
能量供给:直流反接规格AWS A 5.11, ENi-1 UNS W82141ASMEⅡ, SFA-5.11, ENi-1 Werkstoff Nr. 2.4156ASME IX, F-No.41 ISO ENi2061DIN 1736 EL-NiTi3 Europe ENiTi3VdTÜV 1286.01化学成分Ni+Co……..92.0 最少Cu…………0.25最多范围C…………..0.10 最多Al…………..1.0 最多Mn…………0.75最多Ti………….....1.0-4.0Fe………….0.75最多P…………0.03最多S……….….0.02最多其它………0.50最多Si……….….1.25最多最低机械拉伸强度,psi 60,000性能Mpa 414延伸率,(4d) % 20本册所列出的数据是关于典型产品及其性能的描述,不适于作为产品的说明书。
INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT和725NDUR 都是超合金国际集团公司的商标。
Page 3MONEL 190焊条可应用于MONEL400,R-405和K-500合金的手工电弧焊中,也可用于钢的表面堆焊。
这种金属可抵抗海水,盐类以及还原酸性物质的侵蚀。
一、铝及铝合金焊接材料应用纯铝焊丝ER1100性能特点:纯铝焊丝,铝含量≥99.5%,有极好的抗腐蚀性能,很高的导热与导电性能,以及极好的可加工性能。
对经阳极化处理的材料,需要配色时十分理想,推荐用于焊接1000系列铝合金。
典型化学成份:Si≤0.03、Cu≤0.002、Zn≤0.013、Fe≤0.18 、Mn≤0.003,AL 余量用途广泛用于铁路机车、电力、化学、食品等行业。
铝硅合金焊丝ER4047性能特点:本品为含硅12%的合金焊丝,适合焊接各种铸造及挤压成型铝合金。
低熔点及良好的流动性使母材焊接变形很小。
典型化学成份:Si 12、Mg≤0.10、Fe≤0.80、Cu≤0.03、Zn≤0.20、Mn≤0.15,AL余量用途:焊接或堆焊轻质合金加工业。
铝硅合金焊丝ER4043性能特点:本品为含硅5%的合金焊丝,适合焊接铸铝合金典型化学成份:Si 5、Mg≤0.10、Fe≤0.04、Cu≤0.05 ,AL余量用途:船舶、机车、化工、食品、运动器材、模具、家具、容器、集装箱铝镁合金焊丝ER5356性能特点:本品为含镁5%的合金焊丝,是一种用途广泛的通用型焊材,适合焊接或表面堆焊5%镁的铸锻铝合金,强度高,可锻性好,有良好的抗腐蚀性。
本品也能为经阳极化处理的焊接提供良好的配色。
典型化学成份:Mg 5、Cr 0.10、(Fe+Si)0.3、Cu≤0.05、Zn 0.05、Mn 0.15、Ti 0.1,AL余量用途:自行车、铝滑板车等运动器材,机车车厢、化工压力容器、兵工生产、造船、航空等行业。
铝镁合金焊丝ER5183性能特点:本品为含镁3%的合金焊丝,适用于焊接或表面堆焊同等级的铝合金材料。
典型化学成份:Mg 3.5,Cr 0.2,Fe 0.15,Cu≤0.05, Zn 0.10,Mn 0.05,Ti 0.1,AL余量用途:化工压力容器、核工业、造船、制冷行业、锅炉、航空航天工业等三、CrMo耐热钢、低温钢焊接材料一、不锈钢手工焊条二、不锈钢药芯焊丝三、不锈钢实芯焊丝一、镍及镍合金焊材镍及镍合金焊材广泛应用于如离岸钻井平台,陆基或船基燃汽轮机,各种航天、航空发动机的高温燃烧室、核电、热电厂的相关设备、汽车的新型排气系统、军用武器装备以及石油精炼及各种化工设备等。
焊材选⽤标准04242006焊接材料选⽤标准2006-0424(代替1999-0424)焊接材料选⽤表中的注解(1) E4303(J422)焊条只适⽤于第⼀类压⼒容器中的⾮重要结构件.(2)序号2-3项钢号⼯件如果焊后需进⾏正⽕温度范围内热加⼯时,埋弧⾃动焊选⽤H10Mn2焊丝。
(3)SJ101烧结焊剂可⽤于序号5-7项钢号⼯件壳体纵、环缝窄间隙埋弧⾃动焊。
(4)E5515-G(J557) 焊条适⽤于焊后需进⾏正⽕温度范围内热加⼯的5项钢号的⼯件。
(5)序号5项钢号⼯件如果焊后需进⾏正⽕温度范围内热加⼯时,埋弧⾃动焊焊丝选⽤H08MnMoA焊丝;序号5-6项钢号当⼯件板厚≥60mm时,电渣焊选⽤H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号⼯件,如果焊后需进⾏正⽕温度范围内热加⼯时,⼿弧焊选⽤E6015-D1(J607)焊条,埋弧⾃动焊选⽤H08Mn2MoA焊丝。
(7)序号11项钢号⼯件如果焊后需进⾏正⽕温度范围内热加⼯时,⼿弧焊应选⽤E7015-D2(J707)焊条,埋弧⾃动焊选⽤H08Mn2NiMoA焊丝,电渣焊选⽤焊丝原则:当壳体进⾏正⽕+回⽕热处理时选⽤H10Mn2NiMoA焊丝当壳体进⾏淬⽕+回⽕热处理时选⽤H10Mn2MoA焊丝(8)序号13项钢号⼯件,如果焊后需进⾏正⽕温度范围内热加⼯时,⼿弧焊应选⽤E7015-G(J707Ni)焊条,埋弧⾃动焊选⽤H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适⽤于低温容器和要求冲击韧性⾼的重要结构。
(10)E R70S-B2L、ER80S-B3L焊丝分别⽤于序号15项和序号18项(SA213T22除外)钢号⼯件的⼿⼯氩弧焊打底。
(11)E7018-A1(AWS)焊条⽤于300MW、600 MW锅炉⽓包筒体纵、环缝⼿弧焊封底及⽓包筒体与下降管的焊接。
(12)当⼯件不能进⾏预热时可选⽤E309Mo-16(A312)焊条。
镍基合金UNS NO6600的焊接摘要:根据镍基合金UNSNO6600材料的特点,针对有害气体对镍基材料焊接时的影响、焊缝金属流动性差、焊接熔深浅等分析该材料的焊接性能,论述UNSN06600的焊接工艺。
关键词:镍基合金UNSN06600;焊接性能分析;焊接工艺一.概述公司2018年承接内蒙古久泰能源(准格尔)有限公司甲醇深加工空分装置安装项目中,有一条管线氧气管道,工作压力为9.7MPa,工作温度为60℃,管道采用UNSN06600材料,主要规格为:φ219.1×12.7mm。
针对UNSN06600材料焊接难度大,合格率偏低的现象,进行焊接性能分析、制定出焊接工艺并指导实际焊接工作。
二、材料特性镍基合金UNSN06600材料是Inconel系列中的Ni-Cr-Fe固溶强化耐蚀合金,在化学、石油、湿法冶金、航天等许多领域广泛应用。
其特点是熔点高、耐热、耐腐蚀、强度高,具有良好的抗氧化性能、力学性能和加工性能;其化学成分见表1,力学性能见表2。
表1 UNSN06600材料的化学成分(质量分数)(%)三、焊接性分析UNSN06600焊接时,有害气体对焊缝金属性能有很大的的影响,焊件表面的杂质对焊缝金属性能有很大的的影响,焊接时容易产生热裂纹,熔池流动性差,熔深较浅等特点,应限制热输入,控制线能量。
1.有害气体对镍基合金材料焊接时的影响常温下,镍基合金材料是比较稳定的,随着温度升高,它的性能开始变化,其吸收氮、氢、氧的能力随之上升。
镍基合金材料在500℃高温空气中出现轻度氧化,当温度达到750℃时,则剧列氧化。
随着焊缝含氧量上升,焊缝的抗拉强度和硬度明显上升,而塑性明显下降,焊缝因氧的污染而变脆。
同时由于镍的氧化物的熔点比镍本身的熔点高出了近45%,即当镍熔熔化(熔点1446℃)的时候,氧化镍(熔点2090℃)还远远没有达到其熔点。
所以,在表面上没有完全清除的氧化镍,掺杂在熔池中就会形成夹渣。
enicrfe-1焊条类别,标准型号
ENiCrFe-1是一种镍基焊条,也称为Inconel 82焊条。
它的主要成分包括镍(Ni)、铬(Cr)、铁(Fe)等元素,还含有少量的钼(Mo)、钛(Ti)和铝(Al)等元素。
ENiCrFe-1焊条广泛用于焊接镍合金和其他高温合金,如Inconel 600、Incoloy 800等,以及在高温和腐蚀环境下工作的部件,如石油化工设备、航空航天发动机、核反应堆等。
ENiCrFe-1焊条具有以下特点:
1. 高温强度和抗氧化性能,能够在高温下保持较好的力学性能和耐腐蚀性能。
2. 良好的可焊性和可操作性,适合手工电弧焊和自动化焊接等多种焊接方法。
镍基焊材的选用
镍基焊丝
镍基焊条图片
[1]
ERNiCr-3 用于600,601以及800合金自身的焊接,及不锈钢和碳钢之间的异种钢焊接
ERNiCrFe-7 用于焊接ASTM B163,166,167和168标准内的镍铬铁合金
ERNiCrFe-6 用于钢和镍铬铁合金的焊接,钢及不锈钢和镍基合金的焊接
ERNiCrCoMo-1 用于焊接镍铬钴钼合金及各种高温合金的异种焊接
ERNiCrMo-3 用于镍合金,碳钢,不锈钢和低合金钢的一种焊接,最主要用于625,601,802合金的焊接及9%镍合金的焊接
ERNi-CI 工业纯镍,用于可锻铸铁及灰口铸铁的焊接
ERCuNi 用于70/30,80/20,90/10铜镍合金的焊接
ERNiCu-7 用于焊接镍铜合金B127,163,164和165等
ERNi-1 用于纯镍铸件和锻件的焊接,如:ASTM B160,161,162,163标准内的合金
ERNiFeMn-CI 用于结节铸铁,球墨铸铁,可锻铸铁和灰口铸铁自身的焊接或用于它们与不锈钢,碳钢,低合金钢及各种镍合金的焊接
ERNiCrMo-4 用于镍铬钼合金自身的焊接,或镍铬钼合金和钢及大多数其它镍基合金的焊接
ERNiCrMo-11 用于镍铬钼合金自身的焊接,或镍铬钼合金和钢及大多数其它镍基合金的焊接,还可以用于镍铬钼合金和钢焊接焊缝的堆焊
ERNiCrMo-13 用于焊接低碳镍铬钼合金
镍基焊条
ENiCrMo-3 用于焊接镍铬钼合金,如625,800,801,825和600
ENiCrFe-3 用于镍铬铁合金自身的焊接及与碳钢的焊接
ENiCrFe-2 用于奥氏体钢,铁素体钢及高镍合金之间的异种焊接, 还可用于9%镍合金的焊接
ENiCu-7 主要用于镍铜合金自身及其与钢之间的异种焊接
ENiCrFe-7 用于690(UNS N06690)镍铬铁合金自身的焊接
ENiCrMo-4 用于焊接C-276合金及大多数其它镍基合金
ENiCrCoMo-1 用于焊接镍铬钴钼合金以及各种的高温合金间的异种焊接
ERCuNi 焊接锻造或铸造的70/30,80/20,90/10铜镍合金
ENiCrMo-13 用于焊接低碳镍铬钼合金
ENiCrMo-11 用于焊接低碳镍铬钼合金纯镍焊条A5.11 ENi-1 EL-NiTi3 ≥ 92 - - Ti2.5 - 焊接200 、201 镍合金以及镀镍钢板;- 钢与镍异种材料的焊接;- 钢的表面堆焊。
镍铜焊条A5.11 ENiCu-7 EL-NiCu30Mn 65 - - Mn ≤ 4.0 其余为铜- 蒙乃尔400 合金自身的焊接;以及蒙乃尔400 合金与钢的焊接;- 用于钢的表面堆焊。
铜镍焊条A5.6 ECuNi S-CuNi30Mn ≥ 29 - - Mn2 其余为铜- 用于铜镍合金以及特定的青铜材料自身的焊接,以及这些材料和蒙乃尔400 合金或Nickel200 之间的焊接。
镍铬焊条A5.11 ENiCrFe-2 EL-NiCr15FeNb ≥ 62 15 1.5 Mn2.5 Nb1.5 - 抗蠕变接头的焊接、异种材料焊接;- 奥氏体、铁素体钢和高镍合金的焊接、
镍基合金焊条成份对比
Ni307镍及镍合金焊条型号GB/T:ENiCrMo-0 说明:低氢型Ni70Cr15耐热耐蚀合金焊条,焊缝中有适量的钼、铌等合金元素,熔敷金属具有良好的抗裂性,采用直流反接。
用途:用于焊接有耐热、耐蚀要求的镍基合金,也可用于一些难焊合金、异种钢的焊接及堆焊。
熔敷金属化学成份/% C≈0.05 Ni≈70 Fe≤7 Nb 3-5 Mo 2-6 Cr≈15 Ni307A 镍及镍合金焊条型号GB/T:ENiCrFe-3 相当于AWS:ENiCrFe-3 说明:低氢型Ni70Cr15耐热合金焊条,焊缝中有适量的锰、铌等合金元素,熔敷金属具有良好的抗裂性,采用直流反接。
用途:用于焊接有耐热、耐蚀要求的镍基合金,如因康镍600、601等,也可用于一些难焊合金、异种钢的焊接及堆焊。
熔敷金属化学成份/% C≤0.1 Mn 5-9.5 Si≤1 Ni 59 Fe≤10 Ti≤1 Nb+Ta 1-2.5 S≤0.015 P≤0.03 Cu≤0.5 Cr 13-17 Ni307B 镍及镍合金焊条型号GB/T:ENiCrFe-3 相当于AWS:ENiCrFe-3 说明:低氢型镍铬耐热合金焊条,焊缝金属中有适量的锰,采用直流反接。
用途:用于焊接有耐热、耐蚀要求的镍基合金,如因康镍600、601等,也可用于异种钢的焊接或耐蚀堆焊材料。
熔敷金属化学成份/% C≤0.1 Mn 5-9.5 Si≤1 Ni≥59 Fe≤10 Ti≤1 Nb 1-2.5 S≤0.015 P≤0.03 Cu≤0.5 Cr 13-17 Ni317镍及镍合金焊条说明:低氢型镍铬钼合金焊条,焊缝金属中有适量的钼,抗裂性好。
用途:用于焊接镍基合金及铬镍奥氏体钢,也可用于异种钢焊接。
熔敷金属化学成份/% C≤0.07 Mn 0.5-1.7 Si≤0.5 Ni 68-78 Nb 0.2-0.8 S≤0.012 P≤0.02 Mo 8.5-11 Cr 13.5-16.5 Ni327镍及镍合金焊条型号GB/T:ENiCrMo-0 相当于AWS:ENiCrMo-0 说明:低氢型Ni70Cr15耐热合金焊条,焊缝金属中有适量的钼、铌等合金元素,熔敷金属具有良好的抗裂性,采用直流反接。
用途:用于焊接有耐热、耐蚀要求的镍基合金,也可用于一些难焊合金、异种钢的焊接及堆焊。
熔敷金属化学成份/% C≤0.05 Mn 1-5 Si≤0.75 Ni余量Fe 4-8 Nb+Ta 1.5-5.5 S≤0.015 P≤0.04 Mo 3-7.5 Cr 13-17 Ni337镍及镍合金焊条型号GB/T:ENiCrMo-0 相当于AWS: ENiCrMo-0 说明:低氢型镍铬耐热耐蚀合金焊条,焊缝金属中有适量的钼、铌等合金元素,具有较好的抗裂性及耐蚀、耐磨性,焊接工艺良好,采用直流反接。
可全位置焊。
用途:用于核反应堆压力容器密封面堆焊及塔内构件焊接,也可用于复合钢、异种钢以及相同类型的镍基合金焊接。
熔敷金属化学成份/% C0.035 Mn2.35 Si0.28 Ni余量Fe6.28 Nb3.27 S0.015 P0.015 Co0.03 Mo4.8 Cr15.76 Ni347镍及镍合金焊条型号GB/T:ENiCrFe-0 说明:低氢型镍铬耐热耐蚀合金焊条,焊缝金属具有较好的抗裂性及耐蚀性,焊接工艺性好,采用直流反接,可全位置焊。
用途:用于核电站稳压器、蒸发器管板接头的焊接,也可用于复合钢、异种钢以及相同类型的镍基合金焊接。
熔敷金属化学成份/% C0.04 Mn4.65 Si0.13 Ni余量Fe5.92 Nb2.58 S0.02 P0.03 Co0.02 Al0.06 Cr18.55 Ni357镍及镍合金焊条型号GB/T:ENiCrFe-2 相当于AWS: ENiCrFe-2 说明:低氢型Ni70Cr15镍基合金焊条,熔敷金属含有适量的锰、钼和铌,具有良好的抗裂性,采用直流反接。
用途:用于焊接有耐热、耐蚀要求的镍基合金,也可用于异种钢的焊接或用作过渡层及堆焊焊条。
熔敷金属化学成份/% C≤0.1 Mn 1-3.5 Si≤0.75 Ni≥62 Fe≤12 Nb+Ta0.5-3 S≤0.02 P≤0.03 Mo 0.5-2.5 Cr 13-17 Cu≤0.5 HT-103镍及镍
合金焊条说明:低氢型镍铬铁合金焊条,抗热裂性能及耐晶间腐蚀、应力腐蚀能力优良。
用途:用于镍基合金和异种钢焊接,还可用于焊后不能热处理的大厚度铁素体钢构件的焊接。
熔敷金属化学成份/% C≤0.1 Mn 2-6 Si≤0.1 Ni≥67 Fe≤4 Nb 1.5-3 S≤0.015 P≤0.02 Mo≤2 Cr 18-22。