钣金展开图的绘制技巧
- 格式:doc
- 大小:26.50 KB
- 文档页数:4
新手入门如何学习钣金放样展开,老师傅分享篇(二)1、平面立体棱柱体、棱锥体、多面体2、曲面立体有一条直母线或曲线母线绕一固定轴线旋转而成形成旋转体。
如圆柱、圆锥、球等。
三角形展开法的原理:任何平面都可以看成是由若干三角形组合而成。
任何曲面,我们也可以近视看成是由若干三角形组合而成然后把表面这些小三角形按原来的相互位置和顺序不遗漏地铺平开来,则形体表面就被展开了。
1、天方地圆构件的展开2、方形锥面管的展开3、圆底圆顶成直角异形接头的展开4、作斜天圆地方构件的展开图放射线展开法的作图步骤,可归纳为:(1)在放样图中将形体表面正确分割成若干小三角形。
(2)求所有小三角形各边的实长。
(3)以放样图中各小三角形的相邻位置为依据,用已知的或求出的实长为半径,通过交轨法,依次展开所有小三角形,最后将所得的交点视构件具体情况用曲线或用折线连接起来,由此得到所需构件的展开图。
基本知识:由两个或两个以上形体组合而成的构件称为相贯体。
其表面的交线称为相贯线。
对于相贯体构件的展开而言,关键就是相贯线的求法。
常见的相贯线求法有直线型相贯线法、素线法,纬线法、辅助平面法等。
1、求形体表面上点的投影(1)用素线法求形体表面点的投影原理:设想圆锥面是由许多素线所组成的,圆锥面上任一点必然在过该点的素线上。
只要求出该点的素线投影,即可求出该点的投影。
(2)用纬线法求形体表面点的投影原理用过形体表面任一点所作的平面截切形体,可得到一条纬线(面与形体的交线),那么该点必定在该纬线上,只要把该纬线投影到另一视图上,就可求出该点在另一视图上的投影。
(3)用辅助平面法求形体表面点的投影原理:用辅助平面同时截切两相贯体,找出截面与交线的交点——相贯点。
2、求形体相贯线(1)直线型相贯线(2)用素线法求圆锥面直交圆柱面的相贯线及展开图(3)用纬线法求圆柱面侧面直交正圆锥面的相贯线及展开图(4)用辅助平面法求两圆柱正交的相贯线并作其表面展开图(1)用纬线法作球面的展开图原理:若沿着纬线的方向划分球面,相邻两纬线之间的球面被近似地看成以相邻两纬线为上、下底边的正圆锥面或圆柱面。
![[转]钣金展开出工程图的几点注意事项!](https://uimg.taocdn.com/31bbadf03086bceb19e8b8f67c1cfad6195fe9f5.webp)
[转]钣金展开出工程图的几点注意事项!1. 若无特别指明, 则按照'毛刺向内' 的原则来判断产品毛刺方向, 展开后的图形按毛刺向下的方式放置。
2. 展开图中除圆孔外所有像素必须串联成复线, 所有由短小线段组成的像素, 必须重画为规范像素 (圆﹑直线)。
3. 外形尖角不做处理,但在工程图中视工艺而倒角。
4. 标注4.1 展开图必须使用线性标注形式,小数点精确到二位(UNIT2),尺寸标注放在DIM层,坐标原点应选在最大外形尺寸的左下角处,尺寸尽量标注齐全(尺寸或像素密集处除外),但必须标注最外形尺寸,折线尺寸,产品图上标注尺寸对应的展开尺寸.4.2. 局部剖视图和局部断面图形状大小及高度等尺寸尽量标注齐全.4.3. 所有抽牙,抽凸,压毛边,压印,压字压平等局部成型都必须按顺序标注其类型,方向和尺寸(特殊情况除外)。
4.4 注明90∘折弯系数, 非90∘折弯须标注折弯变形区的尺寸。
5.1 选择数冲下料时,工艺缺口最小可设定为1.0,并可根据板厚作适当的调整(工艺缺口不可小于板厚),且数冲的所有缺口和所有类型的孔都必须根据公司的刀具进行调整,保证展开和程式的绝对一致;5.2 选择镭射下料时,工艺缺口最小可设定为0.5,并可根据板厚作适当的调整;6喷涂余量需进行调整a.喷皱纹粉:如果客户对孔径尺寸公差要求在0.2以上时,不需要调整孔径尺寸;如果客户对孔径尺寸公差要求在0.2以下时,需要将孔径加大0.2,使喷涂后的孔径尺寸和客户要求的孔径尺寸相符b.喷砂纹粉/平光粉:如果对孔径尺寸公差要求在0.15以上时,不需要调整孔径尺寸;如果对孔径尺寸公差要求在0.15以下时,需要将孔径加大0.15,使喷涂后的孔径尺寸和图纸要求的孔径尺寸相符喷油漆:如果孔径尺寸公差要求在0.1以上时,不需要调整孔径尺寸;如果对孔径尺寸公差要求在0.1以下时,需要将孔径加大0.1 7折弯喷涂余量调整:a.如果对折弯尺寸公差要求在0.2以下时,需要将影响要求尺寸的各个喷涂面减小0.1,使喷涂后的折弯尺寸和要求的折弯尺寸相符;b.喷砂纹粉/平光粉:如果对折弯尺寸公差要求在0.15以上时,不需要调整折弯尺寸;如果客户对折弯尺寸公差要求在0.15以下时,需要将影响客户要求尺寸的各个喷涂面减小0.075,使喷涂后的折弯尺寸和客户要求的折弯尺寸相符;c.喷油漆:如果客对折弯尺寸公差要求在0.1以上时,不需要调整折弯尺寸;如果对折弯尺寸公差要求在0.1以下时,需要将影响要求尺寸的各个喷涂面减小0.05,使喷涂后的折弯尺寸和要求的折弯尺寸相符;。
引言:计算机辅助设计(如:Solidworks/Radan/Ug/ProE/Catia等)在钣金加工行业中的普遍使用,导致众多刚从事钣金设计人员可以轻松的通过软件将零件展开,但却不知道其展开原理,本文就钣金件的展开图绘制作了一简要说明。
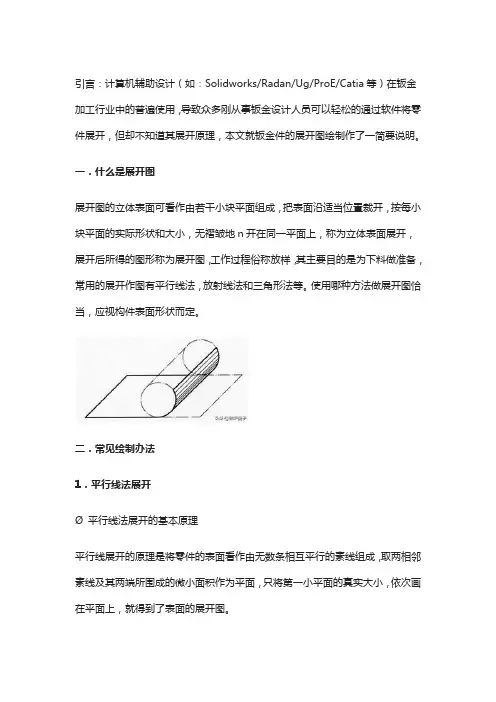
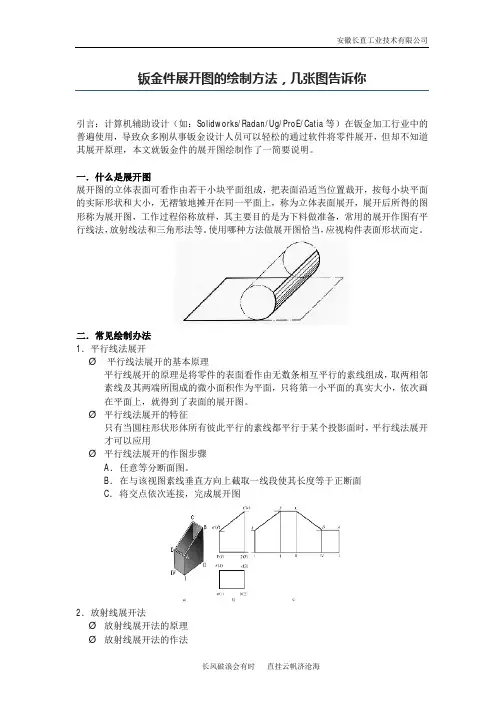
一.什么是展开图展开图的立体表面可看作由若干小块平面组成,把表面沿适当位置裁开,按每小块平面的实际形状和大小,无褶皱地n开在同一平面上,称为立体表面展开,展开后所得的图形称为展开图,工作过程俗称放样,其主要目的是为下料做准备,常用的展开作图有平行线法,放射线法和三角形法等。
使用哪种方法做展开图恰当,应视构件表面形状而定。
二.常见绘制办法1.平行线法展开Ø 平行线法展开的基本原理平行线展开的原理是将零件的表面看作由无数条相互平行的素线组成,取两相邻素线及其两端所围成的微小面积作为平面,只将第一小平面的真实大小,依次画在平面上,就得到了表面的展开图。
Ø 平行线法展开的特征只有当圆柱形状形体所有彼此平行的素线都平行于某个投影面时,平行线法展开才可以应用Ø 平行线法展开的作图步骤A.任意等分断面图。
B.在与该视图素线垂直方向上截取一线段使其长度等于正断面C.将交点依次连接,完成展开图2.放射线展开法Ø 放射线展开法的原理Ø 放射线展开法的作法l 针对素线有同一顶点的锥面,根据其结构,依照一定的规则,将该曲面划分为N个共一顶点、彼此相连的三角微面元;对每个三角曲面元,都用其三顶点组成的平面三角形逐个替代,即用N个三角形替代整个曲面,其替代误差随着N的增加而减小;l 在同一平面上按同样的结构和连接规则组合画出这些呈放射状分布的三角形组,逐步得到模拟整个曲面的近似展开图形;因为共一顶点这些三角形的边形成一组放射线;l 利用这一组放射线我们可以将其他相似的展开曲线、开孔线等画出来;l 确定替代元的数量N是很重要的实际问题,N过大,增大工作量和劳动时间;N太小,精度达不到要求;N一般根据误差大小、加工工艺和材料性质等因素通过实践选择。
钣金件展开图的绘制方法,几张图告诉你引言:计算机辅助设计(如:Solidworks/Radan/Ug/ProE/Catia等)在钣金加工行业中的普遍使用,导致众多刚从事钣金设计人员可以轻松的通过软件将零件展开,但却不知道其展开原理,本文就钣金件的展开图绘制作了一简要说明。
一.什么是展开图展开图的立体表面可看作由若干小块平面组成,把表面沿适当位置裁开,按每小块平面的实际形状和大小,无褶皱地摊开在同一平面上,称为立体表面展开,展开后所得的图形称为展开图,工作过程俗称放样,其主要目的是为下料做准备,常用的展开作图有平行线法,放射线法和三角形法等。
使用哪种方法做展开图恰当,应视构件表面形状而定。
二.常见绘制办法1.平行线法展开Ø平行线法展开的基本原理平行线展开的原理是将零件的表面看作由无数条相互平行的素线组成,取两相邻素线及其两端所围成的微小面积作为平面,只将第一小平面的真实大小,依次画在平面上,就得到了表面的展开图。
Ø平行线法展开的特征只有当圆柱形状形体所有彼此平行的素线都平行于某个投影面时,平行线法展开才可以应用Ø平行线法展开的作图步骤A.任意等分断面图。
B.在与该视图素线垂直方向上截取一线段使其长度等于正断面C.将交点依次连接,完成展开图2.放射线展开法Ø放射线展开法的原理Ø放射线展开法的作法l针对素线有同一顶点的锥面,根据其结构,依照一定的规则,将该曲面划分为N个共一顶点、彼此相连的三角微面元;对每个三角曲面元,都用其三顶点组成的平面三角形逐个替代,即用N个三角形替代整个曲面,其替代误差随着N的增加而减小;l在同一平面上按同样的结构和连接规则组合画出这些呈放射状分布的三角形组,逐步得到模拟整个曲面的近似展开图形;因为共一顶点这些三角形的边形成一组放射线;l利用这一组放射线我们可以将其他相似的展开曲线、开孔线等画出来;l确定替代元的数量N是很重要的实际问题,N过大,增大工作量和劳动时间;N太小,精度达不到要求;N一般根据误差大小、加工工艺和材料性质等因素通过实践选择。
cad钣金展开技巧与实例
CAD(计算机辅助设计)在钣金加工中扮演着重要的角色,能够帮助设计师进行展开图的绘制和钣金零件的设计。
以下是一些常用的CAD钣金展开技巧和实例:
1.基础几何图形:CAD软件通常提供了各种基础几何图形的
绘制工具,如矩形、圆形、椭圆等,这些图形可以用于绘
制钣金零件的基本形状。
2.弯曲操作:钣金件通常需要进行弯曲和折弯操作,CAD软
件可以通过将设计中需要弯曲的区域指定为弯曲线,然后
应用弯曲角度和半径进行模拟和展开。
3.展开图绘制:根据钣金零件的3D模型,使用CAD软件可
以生成对应的展开图,用于制作钣金模具和进行裁剪和拼
接。
4.破折线展开:当钣金零件需要沿着曲线部分进行展开时,
可以使用CAD软件绘制破折线来近似曲线,然后进行展开。
5.直角展开:当钣金零件存在直角或直线边缘时,可以通过
CAD软件直接进行展开,无需额外处理。
6.多边形展开:一些特殊形状的钣金零件,如多边形、有孔
的形状等,可以使用CAD软件将其展开为规则的展开图。
这些技巧和实例只是钣金展开设计中的一部分,具体应用要根据实际情况选择合适的方法和CAD软件。
不同的CAD软件可能会有不同的工具和操作方式,因此根据所使用的具体软件,可
以查阅相关文档或进行相关培训来了解更多有关CAD钣金展开的技巧。
一展開培訓1. 目的: ..............................................................................................................................................................................2. 適用范圍: ......................................................................................................................................................................3. 鈑金件及其圖面的特征: ..............................................................................................................................................3.1折彎特征23.2非折彎特征44. 展開的工作內容介紹:44.1展開前準備工作44.2展開作業規范55. 各種折彎特征的展開系數算法: ...................................................................................................................................6. 折彎示意圖的制作及折彎方向的准確辨認: ...............................................................................................................一般折彎之三﹕R=0﹐θ≠90˚一般折彎之四﹕R≠ 0﹐θ≠90˚一般折彎之五﹕Z折 (直邊段差) 一般折彎之六﹕Z折 (非平行直邊段差)一般折彎之七﹕Z折(斜邊段差)一般折彎之八﹕Z折(過渡段為兩圓弧相切)一般折彎之九﹕反折壓平一般折彎之十﹕N折➢插入原圖,打開原圖(^O), 拷貝(^C), 建新檔(^N), 粘貼(Edit\Paste as Block), 查看電子檔原圖版次与客戶提供的圖紙是否一致. 用訂單號名稱加原圖檔名作為展開圖的檔案名,存入(^S)私人檔案目錄,待工程圖完成后再存入(SA)网絡.➢客戶圖面复查,拷貝粘貼成塊的原圖后,將其炸開,對其進行圖面尺寸檢查及相應的圖元修改。
cad钣金展开技巧与实例
CAD软件可以在进行钣金件展开时提供许多技巧和功能。
以下是几种常用的技巧和示例:
1. 使用参数化建模:通过在CAD软件中设置参数化的尺寸和约束条件,可以轻松地对零件进行快速调整和修改。
2. 利用模块化设计:将设计的钣金零件模块化,使其易于装配。
通过CAD软件的组件化设计功能,可以更方便地进行展开。
3. 使用智能的展开模块:一些CAD软件提供智能展开模块,能够自动将设计的3D零件展开,并生成成品展开图。
4. 借助约束和绘图工具:在CAD软件中使用约束和绘图工具可以帮助确定展开图的各个零件的尺寸和位置。
5. 应用零件库:部分CAD软件支持零件库功能,可以保存常用的钣金零件,在设计新零件时将其重用。
以上这些技巧可以帮助设计师更快速、高效地进行钣金
件的展开设计。
当然,在具体操作时,还需要根据CAD软件的具体功能和使用方法进行操作。
您可以找到相关的教学视频或者书籍以帮助您更好地掌握这些技巧。
钣金展开放样的一般步骤是什么钣金展开放样的一般步骤是什么钣金展开的方法有两种,即图解法和计算法。
目前,我国通用的钣金展开法一般都采纳图解法。
所谓图解法,就是凭据施工图通过一系列划线作图,从而得到展开图的方法。
下面瀚达汽修我给您具体介绍钣金展开放样的具体内容。
1.放样放样(又称扩大样),就是依据施工图的要求,按正投影原理,把构件的形状、尺寸按1:1的实际形态画到施工板料或样板材料上,这样画出来的图就叫放样图。
随着科学技术的不断发展,已经出现了光学放样自动下料的新工艺和电子扫描放样的新技术,并正在逐步推广应用。
但在实际工作中,特别是在汽车钣金修理中,多为单件作业或小批量生产,所以实尺放样仍然是目前广泛应用的基本方法。
2.放样的一般步骤(1)读图。
首先要读懂饭金构件的施工图和主要内容,并对构件的形状尺寸进行分析,整理出构件各部分在空间的互相位置、尺寸大小和形状。
(2)准备放样工具。
了解施工图的各项要求后,依据放样的具体状况准备放样所必须的工具、夹具、量具等。
放样划线的具体操作包括标志中心线、画轮廓线、定位线等。
划线过程中,除了要保证线条清楚均匀外,重要的是保证尺寸准确。
为了保证生产尺寸的准确并提升工作效率,就必须熟练地掌握各种基本几何图形的画法和正确准备及使用工具。
在钣金划线过程中,通常使用的工具有划针、圆规、角尺、样冲和曲线尺等。
①划针。
主要用于在钢板表面划出凹痕的线段。
通常用直径为4-6 mm,长150- 250mm的弹簧钢丝和高速钢制成。
划针的尖端淬火后磨锐,以保证有足够的强度、硬度以及锋利性。
②圆规(划规)。
用于在钢板上画圆、圆弧或分量线段的长度等。
常用的圆规用工具钢制成,两轨脚尖淬火后磨锐,以保证划出的线条清楚。
③长杆圆规(划规)。
专为画大圆、大圆弧或分量较长直线时使用。
两杆脚可依照所必须尺寸任意调整,画较大圆弧时,甚至必须两人配合操作使用。
④直尺。
即钢板尺,常用的有150, 300, 500, 1 000 mm等规格的钢卷尺。
欢迎共阅目录一展开培训1. 目的: 12. 适用范围: 13. 钣金件及其图面的特征: 13.1折弯特征23.2非折弯特征展开是整个设计过程中最为关键的一步, 是後序工程排配的基础如果展开发生错误﹐那么後接工序就是徒劳的。
所以在展开作业过程中必须时刻保持清醒的头脑强烈要求自己做到100%的展开正确.4.1.若只有书面图纸,实线.明一致私人档案目录,, 有则命令,中键入4.2展开作业规范:展开的重点还是在了解产品形状、结构及功能.所以首先要纵观全图, 找到图面中的主视图.可认为钣金产品分为前﹑后﹑左﹑右﹑正面五个大部分,在加工过程中前﹑后﹑左﹑右四部分是以正面为基准,将依次从外到内折起来的.反过来,展开就是找到该基准面作为正面,然后将前﹑后﹑左﹑右各部分依次从外到内摊开来.阅读钣金图面时,是从前﹑后﹑左﹑右这四部分侧视图中了解整个产品的大致折弯结构的.展开的总原则是:由外到内,由小到大,由中间到四周,由易到难由于图面中各个视图都是相互关联的,故展开的一般原则是外到内,由小到大,由中间到四周,这也是符合钣金件的折弯加工次序的.由外到内就是参照侧视图的中折弯示意,确定哪个面是最外侧,哪个面是在中间,哪个面在最里面,然后先把最外面的图元接到中间的面上,再把它们与最里面对接. 否则会把外面的钣金面投影到里面的元素删除掉.如下图中的A~E面的对接展开.由小到大就是先把要连接到各面中的小折完成,再将它与其它面相接.力争把每个面上要连到它四周的图元先处理好后再接到其它的图面上去.由中间到四周就是先把各面中的抽形﹑抽孔﹑抽牙﹑小折﹑卡钩完成, 再将它与其它面相接.这也是为了先展开完每个面上自身的图元,然后直接与其它面相接即完成整个展开工作.由易到难是考虙到图形复杂时,可能有某些局部结构一下子维以想像出来,影响整个展开工作.些时可先不考虙该部分结构,转而先把其它部分展开,得出整个产品的总体结构,最后再回来想像原先那部分复杂结构,困难会大大减少.,进行多余简单钣金面的快速展开展开的基本方法是面与面对接,但若有部分钣金面非常简单,其上没有任何图元或只有两端的倒角圆弧时,可以采取直接画出该部分钣金面的方法.这种情况对简单钣金面的“ㄋ”形折时尤其省时.多个相同小折(群)的拷贝展开中若遇到有多个相似结构, 一般应分别展开.但若它们在一条直线上排列,且侧视图又重叠,则可认为它们是相同结构.此时可只展开一处,然后将其以块的形式(CV)拷贝到各处.其它不在一条直线上的相似结构,若经过对比(CV)是相同图元后也可用此方法. 如下图的A和B处的小折群以及C和D、E、F的小折每个钣金面上图元的存在判定通常,钣金图的2D图需要分清虚实线才可进行展开,除非是简单的图面或有各种剖视图作补充.若钣金件是用Pro/E的钣金方式生成,则转成2D后,会分成三种线型:灰色的虚线、白线和绿线;若是用Pro/E的实体方式,则只有灰色的虚线和白线一般来说,一个面上的虚线图元是不存在于该面上的图元,若一个面上有两层实线的图元,则底层的图元也是不存在于该面上的图元..5.各种折弯特征的展开系数算法:展开的计算方法﹕钣料在弯曲过程中外层受到拉应力﹐内层受到压应力﹐从拉到压之间有一既不受拉力又不受压力的过渡层---中性层﹐中性层在弯曲过程中的长度和弯曲前一样﹐保持不变﹐所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关﹐当弯曲半径较大﹐折弯角度较小时﹐变形程度较小﹐中性层位置附表二﹕N折展开系数一览表6.。
钣金展开技巧与示例 Revised as of 23 November 2020一展开培训1. 目的: ...............................................................................................................................................................................2. 适用范围: .......................................................................................................................................................................3. 钣金件及其图面的特征: ...............................................................................................................................................3.1折弯特征23.2非折弯特征 44. 展开的工作内容介绍: 44.1展开前准备工作44.2展开作业规范 55. 各种折弯特征的展开系数算法: ....................................................................................................................................6. 折弯示意图的制作及折弯方向的准确辨认: ................................................................................................................一般折弯之七﹕Z折(斜边段差)一般折弯之八﹕Z折(过渡段为两圆弧相切)一般折弯之九﹕反折压平一般折弯之十﹕N折➢插入原图, 打开原图(^O), 拷贝(^C), 建新档(^N), 粘贴(Edit\Paste as Block), 查看电子档原图版次与客户提供的图纸是否一致. 用订单号名称加原图档名作为展开图的档案名,存入(^S)私人档案目录,待工程图完成后再存入(SA)网络.➢客户图面复查, 拷贝粘贴成块的原图后,将其炸开,对其进行图面尺寸检查及相应的图元修改。
一. 图面展开步骤:审图建立文件档案确定图框幅面零件展开标注尺寸审核二. 图面展开之注意事项1. 展开方式要合理,尽可能减小不必要的工序及考虑加工方便性考虑实际加工工艺合理安排加工工序(孔与折边距离,压铆.折弯加工工艺.焊接加工工艺等),以上情形要考虑加工顺序的安排.2. 合理选择间隙及包边方式间隙及包边关系的选择的一般原则为:长边包短边,折弯展开间隙为0.2~1mm(根据板材板厚不同而取值不同)3. 必须合理考虑公差图面公差标注有如下几种:4. 对于门板类及盒体必须考虑毛刺方向对于该类零件的展开,必须要考虑毛刺,达到折弯后毛刺向里.对于一些大门板类零件设计时如未考虑烤漆掉挂工艺孔,而该类零件又无其它孔,在展开时考虑加开掉挂工艺孔.5. 抽牙,压铆,冲凸,撕裂等位置方向必须明确,画出剖面图6. 对于图面上不同孔径的孔为了加以区别应在图面上用字母分别标识,不同孔径采用不同的字母.7. 必须选择合理刀具;8. 考虑烤漆及喷粉膜厚;9. 尺寸标注规范化.齐全.清楚,压铆类标注需统一规范化尺寸标注规范化:在任一图面绘制好尺寸标注前都要对尺寸标注比例进行设置,设置公式为AXP=1(A>0,P>0,P为所设置值既overall scale值为P),尺寸文本字高为3.10. 材质,板厚要与表处方式相结合;11. 选择合适的图纸幅面;12. 特殊角度折弯系数及内R角变化要试验确定;13. 部分尺寸较多的地方可画出放大图以便清楚表达;14. 易出错的地方需重点提示,如不对称零件,部分零件可在展开图上画出折弯示意;15. 对于需保护的地方要加以标示.16. 拉丝件要标明拉丝方向.三. 展开图的绘制技巧1. 采用拼图的方式:①若有客户提供的有CAD图檔,我们可根据三视图选择适当的视图作为基准,然后将需要的视图移至到基准视图对应位置上,在拼的过程中一定要注意视图方向与板厚的加减.每拼一处使用拉伸命令(STRETCH)减一次折弯系数,完成后都要进行尺寸检查,发现错误及时修正.不要等到拼完后再来计算就很难找出错误的位置,在全部完成后再整体计算一次, 检查展开图时,一般先计算总体外形尺寸,然后按从左至右或从右至左一个一个尺寸的校对,每一处尺寸都不要放过.对于形状较难的图纸可以先用二手纸打印出来后进行检查,不对之处用笔作个记号,检查完后再对计算机数据作修改,修改完一处用笔标识一处,这样就可以减少错误发生的机率.拼图的主要优点是:节约时间,减少错误.②若客户没有给我们提供图檔时: 我们要先根据三视图确定一个视图作为基准,绘制出所需要部分,然后将其它视图上所需要的边分别绘制出来,再以第①点讲述的拼图方法完成展开.2. 对于冲网孔较多的料件绘制完展开图后,先不要标注尺寸,根据网孔的位置及数量将总长或总宽减小0.2~0.3㎜(视情况而定),防止孔被拉变形后尺寸会增大,这样可以保证总体尺寸,减小变形量.3. 对于孔位较多而杂的展开图:可采用分多人绘制,分别用不同的字母和不同的颜色表示,绘制时分别以同一坐标系为基准作参照,绘制完后选中同一基准点将两幅图拼加在一起即可,检查时按同一方向进行校对,可减少错误.如:戴西博的料件,就是采用多人分开绘制,然后拼加在一起.4. 对于图面用英寸标注尺寸的图面:绘制时外形采用英寸计算,绘制完成后整体放大25.4倍即可,对于圆孔或腰孔可用英寸计算出孔定位尺寸,先画出孔中心线,然后再转换为公制画出孔径大小.这样可以方便编程,减少小数字数.5. 在校对展开图需作修改时:可采用拉伸命令,先标注出修改前的尺寸,然后再拉伸至所需要位置尺寸,前后对照检查,可以明白是否完成修改.6. 特殊角度折弯系数及内R角变化要试验确定:对于一些不规则的折弯角度先根据理论值展开后,用试片先试折,以试验结果找出问题的原因所在来调整展开尺寸.另对于一此特殊板厚,不能确定折弯系数时,一定要试折测量,且要多次测量,得出正确结果,方可展开.。
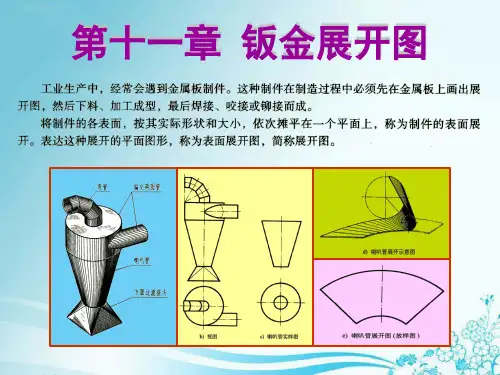
钣金展开技巧与实例钣金是一种常用的金属加工工艺,通过对金属板材的切割、弯曲、冲压等操作,制作出各种形状的零件和结构。
在钣金加工中,展开是一项重要的技术,它可以将三维形状的物体展开成二维平面的零件图纸,为后续的切割和弯曲提供准确的参考。
本文将介绍钣金展开的技巧与实例。
一、常用的钣金展开技巧1. 整体展开法:将钣金零件整体展开成一个平面,适用于平面或简单形状的零件。
该方法简单快捷,适用于一些简单的钣金零件的展开。
2. 分段展开法:将复杂形状的钣金零件划分为若干简单的几何形状,分别进行展开。
然后将这些展开零件进行叠加或拼接,得到最终的展开图。
这种方法适用于复杂形状的钣金零件的展开。
3. 逆向展开法:根据钣金零件的最终形状,反向推导出展开图。
这种方法适用于对称或规则形状的钣金零件的展开。
4. 三维CAD软件展开法:利用CAD软件进行钣金零件的三维建模和展开。
通过软件的辅助,可以快速准确地完成钣金零件的展开。
二、钣金展开实例1. 直角槽展开:以一个直角槽为例,展开过程如下:a) 首先,根据直角槽的尺寸,在纸上画出一个等大的矩形。
b) 确定直角槽的展开方向,并在矩形上标记出直角槽的长度和宽度。
c) 使用尺子或量具,按照标记的长度和宽度,在矩形上划出直角槽的展开图。
d) 根据展开图,切割钣金板材,然后进行折弯和焊接等工艺,最终得到直角槽零件。
2. 弯曲形展开:以一个弯曲形为例,展开过程如下:a) 首先,根据弯曲形的形状,在纸上画出一个等大的矩形。
b) 确定弯曲形的展开方向,并在矩形上标记出弯曲形的长度和宽度。
c) 通过测量弯曲形的弯曲角度和半径,计算出弯曲形的展开长度。
d) 使用尺子或量具,在矩形上划出弯曲形的展开图。
e) 根据展开图,切割钣金板材,然后进行折弯和焊接等工艺,最终得到弯曲形零件。
3. 复杂形状展开:以一个复杂形状的钣金零件为例,展开过程如下:a) 首先,利用测量工具对钣金零件的各个尺寸进行测量,记录下来。
一. 图面展开步骤:
审图建立文件档案确定图框幅面零件展开标注尺寸审核
二. 图面展开之注意事项
1. 展开方式要合理,尽可能减小不必要的工序及考虑加工方便性
考虑实际加工工艺合理安排加工工序(孔与折边距离,压铆.折弯加工工艺.焊接加工工艺等),以上情形要考虑加工顺序的安排.
2. 合理选择间隙及包边方式
间隙及包边关系的选择的一般原则为:长边包短边,折弯展开间隙为
0.2~1mm(根据板材板厚不同而取值不同)
3. 必须合理考虑公差
图面公差标注有如下几种:
4. 对于门板类及盒体必须考虑毛刺方向
对于该类零件的展开,必须要考虑毛刺,达到折弯后毛刺向里.对于一些大门板类零件设计时如未考虑烤漆掉挂工艺孔,而该类零件又无其它孔,在展开时考虑加开掉挂工艺孔.
5. 抽牙,压铆,冲凸,撕裂等位置方向必须明确,画出剖面图
6. 对于图面上不同孔径的孔为了加以区别应在图面上用字母分别标识,不同孔径采用不同的字母.
7. 必须选择合理刀具;
8. 考虑烤漆及喷粉膜厚;
9. 尺寸标注规范化.齐全.清楚,压铆类标注需统一规范化
尺寸标注规范化:在任一图面绘制好尺寸标注前都要对尺寸标注比例进行设置,设置公式为AXP=1(A>0,P>0,P为所设置值既overall scale值为P),尺寸文本字高为3.
10. 材质,板厚要与表处方式相结合;
11. 选择合适的图纸幅面;
12. 特殊角度折弯系数及内R角变化要试验确定;
13. 部分尺寸较多的地方可画出放大图以便清楚表达;
14. 易出错的地方需重点提示,如不对称零件,部分零件可在展开图上画出折弯示意;
15. 对于需保护的地方要加以标示.
16. 拉丝件要标明拉丝方向.
三. 展开图的绘制技巧
1. 采用拼图的方式:
①若有客户提供的有CAD图檔,我们可根据三视图选择适当的视图作为基准,然后将需要的视图移至到基准视图对应位置上,在拼的过程中一定要注意视图方向与板厚的加减.每拼一处使用拉伸命令(STRETCH)减一次折弯系数,完成后都要进行尺寸检查,发现错误及时修正.不要等到拼完后再来计算就很难找出错误的位置,在全部完成后再整体计算一次, 检查展开图时,一般先计算总体外形尺寸,然后按从左至右或从右至左一个一个尺寸的校对,每一处尺寸都不要放过.对于形状较难的图纸可以先用二手纸打印出来后进行检查,不对之处用笔作个记号,检查完后再对计
算机数据作修改,修改完一处用笔标识一处,这样就可以减少错误发生的机率.拼图的主要优点是:节约时间,减少错误.
②若客户没有给我们提供图檔时: 我们要先根据三视图确定一个视图作为基准,绘制出所需要部分,然后将其它视图上所需要的边分别绘制出来,再以第①点讲述的拼图方法完成展开.
2. 对于冲网孔较多的料件绘制完展开图后,先不要标注尺寸,根据网孔的位置及数量将总长或总宽减小0.2~0.3㎜(视情况而定),防止孔被拉变形后尺寸会增大,这样可以保证总体尺寸,减小变形量.
3. 对于孔位较多而杂的展开图:可采用分多人绘制,分别用不同的字母和不同的颜色表示,绘制时分别以同一坐标系为基准作参照,绘制完后选中同一基准点将两幅图拼加在一起即可,检查时按同一方向进行校对,可减少错误.如:戴西博的料件,就是采用多人分开绘制,然后拼加在一起.
4. 对于图面用英寸标注尺寸的图面:绘制时外形采用英寸计算,绘制完成后整体放大2
5.4倍即可,对于圆孔或腰孔可用英寸计算出孔定位尺寸,先画出孔中心线,然后再转换为公制画出孔径大小.这样可以方便编程,减少小数字数.
5. 在校对展开图需作修改时:可采用拉伸命令,先标注出修改前的尺寸,然后再拉伸至所需要位置尺寸,前后对照检查,可以明白是否完成修改.
6. 特殊角度折弯系数及内R角变化要试验确定:对于一些不规则的折弯角度先根据理论值展开后,用试片先试折,以试验结果找出问题的原因所在来调整展开尺寸.另对于一此特殊板厚,不能确定折弯系数时,一定要试折测量,且要多次测量,得出正确结果,方可展开.。