硬质合金立铣刀切削量
- 格式:docx
- 大小:18.78 KB
- 文档页数:1
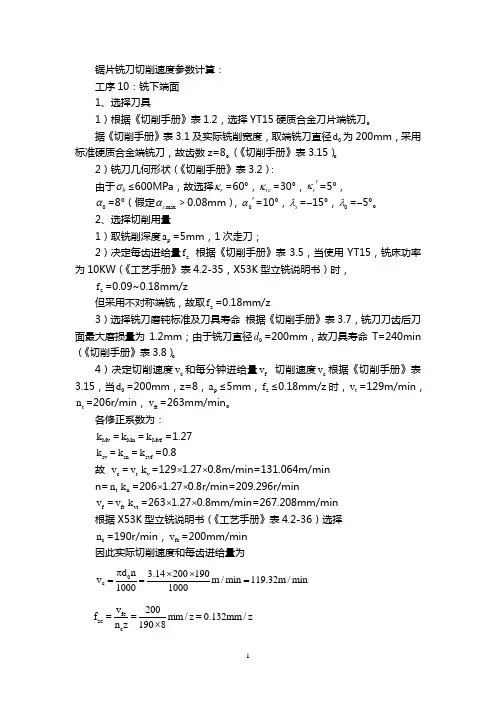
锯片铣刀切削速度参数计算: 工序10:铣下端面 1、选择刀具1)根据《切削手册》表1.2,选择YT15硬质合金刀片端铣刀。
据《切削手册》表3.1及实际铣削宽度,取端铣刀直径0d 为200mm ,采用标准硬质合金端铣刀,故齿数z=8。
(《切削手册》表3.15)。
2)铣刀几何形状(《切削手册》表3.2):由于b σ≤600MPa ,故选择r κ=60°,r εκ=30°,r κ'=5°,0α=8°(假定max c α>0.08mm ),0α'=10°,s λ=-15°,0λ=-5°。
2、选择切削用量1)取铣削深度p a =5mm ,1次走刀;2)决定每齿进给量z f 根据《切削手册》表3.5,当使用YT15,铣床功率为10KW (《工艺手册》表4.2-35,X53K 型立铣说明书)时,z f =0.09~0.18mm/z但采用不对称端铣,故取z f =0.18mm/z3)选择铣刀磨钝标准及刀具寿命 根据《切削手册》表3.7,铣刀刀齿后刀面最大磨损量为1.2mm ;由于铣刀直径0d =200mm ,故刀具寿命T=240min (《切削手册》表3.8)。
4)决定切削速度c v 和每分钟进给量f v 切削速度c v 根据《切削手册》表3.15,当0d =200mm ,z=8,p a ≤5mm ,z f ≤0.18mm/z 时,t v =129m/min ,t n =206r/min ,ft v =263mm/min 。
各修正系数为:Mv k =Mn k =Mvf k =1.27 sv k =sn k =svf k =0.8故 c v =t v v k =129⨯1.27⨯0.8m/min=131.064m/min n=t n n k =206⨯1.27⨯0.8r/min=209.296r/minf v =ft v vt k =263⨯1.27⨯0.8mm/min=267.208mm/min 根据X53K 型立铣说明书(《工艺手册》表4.2-36)选择c n =190r/min ,fc v =200mm/min 因此实际切削速度和每齿进给量为0c d n 3.14200190v m /min 119.32m /min 10001000π⨯⨯=== fc zc c v 200f mm /z 0.132mm /z n z 1908===⨯5)校验机床功率 根据《切削手册》表3.23,当b σ<560MPa ,e a ≤138mm ,p a ≤5.9mm ,0d =200mm ,z=8,f v =200mm/min ,近视为cc P =7.8KW根据X53K 型立铣说明书(《工艺手册》表4.2-35),机床主轴允许的功率为cM P =10⨯0.85KW=8.5KW故cc P <cM P ,因此所选择的切削用量可以采用,即p a =5mm ,f v =200mm/min ,n=190r/min ,c v =119.32m/min ,z f =0.132mm/z 。

各材料常用刀具转速进给参数对照表在机械加工领域,刀具的转速和进给参数对于加工质量、效率和成本都有着至关重要的影响。
不同的材料具有不同的物理和机械性能,因此需要根据材料的特性来选择合适的刀具转速和进给参数。
下面是一份常见材料的刀具转速进给参数对照表,希望能为您的加工工作提供一些参考。
一、铝合金铝合金是一种广泛应用于航空航天、汽车制造和电子工业等领域的轻质材料。
由于其良好的导热性和较低的强度,加工时需要较高的转速和较快的进给速度。
1、粗加工刀具:硬质合金立铣刀转速:3000 5000 rpm进给速度:800 1500 mm/min切削深度:2 5 mm切削宽度:刀具直径的 70% 80%2、半精加工刀具:硬质合金立铣刀转速:5000 8000 rpm进给速度:500 1000 mm/min切削深度:05 15 mm切削宽度:刀具直径的 50% 60%3、精加工刀具:硬质合金球头铣刀转速:8000 12000 rpm进给速度:200 500 mm/min切削深度:01 03 mm切削宽度:刀具半径的 20% 30%二、钢材钢材是机械加工中最常见的材料之一,其种类繁多,性能各异。
以下是常见钢材的加工参数。
1、低碳钢粗加工刀具:硬质合金涂层立铣刀转速:1500 2500 rpm进给速度:300 600 mm/min切削深度:3 6 mm切削宽度:刀具直径的 60% 70%半精加工刀具:硬质合金涂层立铣刀转速:2500 4000 rpm进给速度:200 400 mm/min切削深度:1 2 mm切削宽度:刀具直径的 40% 50%精加工刀具:硬质合金涂层球头铣刀转速:4000 6000 rpm进给速度:100 200 mm/min切削深度:01 02 mm切削宽度:刀具半径的 15% 20% 2、中碳钢粗加工刀具:硬质合金涂层立铣刀转速:1000 1800 rpm进给速度:200 400 mm/min切削深度:2 4 mm切削宽度:刀具直径的 50% 60%半精加工刀具:硬质合金涂层立铣刀转速:1800 3000 rpm进给速度:150 300 mm/min切削深度:05 10 mm切削宽度:刀具直径的 30% 40%精加工刀具:硬质合金涂层球头铣刀转速:3000 5000 rpm进给速度:80 150 mm/min切削深度:005 015 mm切削宽度:刀具半径的 10% 15% 3、高碳钢粗加工刀具:硬质合金涂层立铣刀转速:800 1200 rpm进给速度:100 200 mm/min切削深度:1 3 mm切削宽度:刀具直径的 40% 50%半精加工刀具:硬质合金涂层立铣刀转速:1200 2000 rpm进给速度:80 150 mm/min切削深度:03 08 mm切削宽度:刀具直径的 20% 30%精加工刀具:硬质合金涂层球头铣刀转速:2000 3500 rpm进给速度:50 100 mm/min切削深度:003 008 mm切削宽度:刀具半径的 8% 12%三、不锈钢不锈钢具有良好的耐腐蚀性和耐磨性,但加工难度较大,需要较低的转速和较慢的进给速度。
铣削切削参数计算表(附例证)铣削切削参数计算表符号术语单位公式V 切削速度m/minN 主轴转速r/minVf 工作台进给量(进给速度)mm/min Vf=fznznmm/r Vf=fnnfz 每齿进给量mmfn 每转进给量mm/rQ 金属去除率cm3/minDe 有效切削直径mm3.3.1计算切削用量(1)钻Φ23的孔。
①进给量小直径钻头主要受钻头的刚性及强度限制大,在条件允许的情况下,应取较大的进给量,以降低加工成本,提高生产效率。
普通麻花钻削进给量可以按以下经验公式计算:f =(0.01~0.02)d0 (3-1)f—进给量d0??—孔的直径则由(3-1)得:f =(0.01~0.02)×23=0.23~0.46由于零件在加工23mm孔时属于低刚度零件,故进给量应乘系数0.75,则f=(0.23~0.46)×0.75=0.1725~0.3mm/r,查表得出,现取f=0.25mm/r。
此工序采用Φ23的麻花钻。
所以进给量f= 0.25mm/z②钻削速度表3-2普通高速钢钻头钻削速度参考值单位:m/min工件材料低碳钢中、高碳钢合金钢铸铁铝合金钢合金切削速度25-30 20-25 15-20 20-25 40-70 20-40切削速度:根据表3-2可得切削速度V=20m/min。
根据手册可得:nw=300r/min,故切削速度为③切削工时l=23mm,l1=13.2mm.查《工艺手册》可得,切削工时计算公式:(3-2)1—切出量2—切出量—行程量①扩孔的进给量由《切削用量手册》可得得扩孔钻扩Φ24.8的孔时的进给量,并根据机床规格选取F=0.3 mm/z②切削速度扩孔钻扩孔的切削速度,由《工艺手册》可得:V=0.4V 钻(3-3)其中V 钻为用钻头钻同样尺寸的实心孔时的切削速度.故V=0.4×21.67=8.668m/min按机床选取nw =195r/min.③切削工时切削工时时切入1=1.8mm,切出2=1.5mm,根据公式(3-2)得:①粗铰孔时的进给量根据有关资料介绍,铰孔时的进给量和切削速度约为钻孔时的1/2~1/3,故F=1/3f钻=1/3×0.3=0.1mm/r (3-4)所以:V=1/3V钻=1/3×21.67=7.22m/min②切削速度按机床选取nw=195r/min,所以实际切削速度③切削工时切削工时,切入l2=0.14mm,切出l1=1.5mm.,根据公式(3-2)得①精铰孔时的进给量根据有关资料介绍,铰孔时的进给量和切削速度约为钻孔时的1/2~1/3,故根据公式(3-4)可得:V=1/3V钻=1/3×21.67=7.22m/min②切削速度按机床选取nw=195r/min,所以实际切削速度③切削工时切削工时,切入l2=0.06mm,切出l1=0mm,根据公式(3-2)得:(2)铣φ55的叉口的上、下端面。
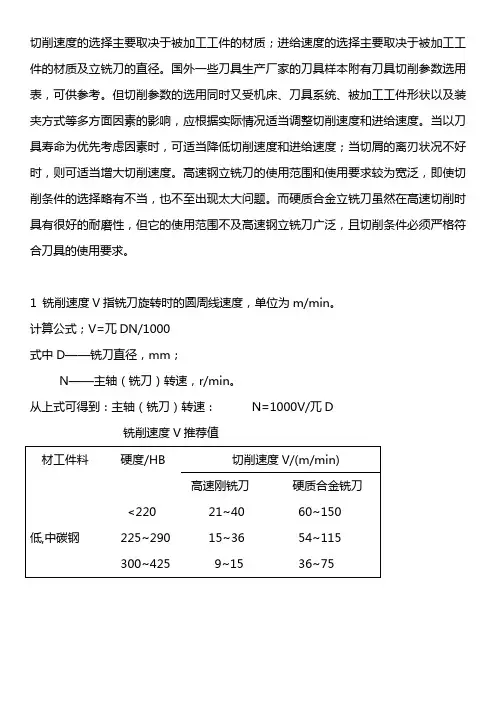
切削速度的选择主要取决于被加工工件的材质;进给速度的选择主要取决于被加工工件的材质及立铣刀的直径。
国外一些刀具生产厂家的刀具样本附有刀具切削参数选用表,可供参考。
但切削参数的选用同时又受机床、刀具系统、被加工工件形状以及装夹方式等多方面因素的影响,应根据实际情况适当调整切削速度和进给速度。
当以刀具寿命为优先考虑因素时,可适当降低切削速度和进给速度;当切屑的离刃状况不好时,则可适当增大切削速度。
高速钢立铣刀的使用范围和使用要求较为宽泛,即使切削条件的选择略有不当,也不至出现太大问题。
而硬质合金立铣刀虽然在高速切削时具有很好的耐磨性,但它的使用范围不及高速钢立铣刀广泛,且切削条件必须严格符合刀具的使用要求。
1 铣削速度V指铣刀旋转时的圆周线速度,单位为m/min。
计算公式;V=兀DN/1000式中D——铣刀直径,mm;N——主轴(铣刀)转速,r/min。
从上式可得到:主轴(铣刀)转速:N=1000V/兀D铣削速度V推荐值2进给量在铣削过程中,工件相对于铣刀的移动速度称为进给量.有三种表示方法:铣刀每转过一个齿,工件沿进.给方向移动的距离, 单位为mm/z。
(1) 每齿进给量af(2) 每转进给量f铣刀每转过一转, 工件沿进.给方向移动的位为距离, 单位为mm/r.。
(3) 每分钟进给量V f铣刀每旋转1min, 工件沿进.给方向移动的位为距离, 单位为mm/ min。
.zn三种进给量的关系为: V f=af式中a——每齿进给量,mm/z。
.fz——铣刀(主轴)转速,r/min。
n——铣刀齿数.。
铣刀每齿进给量, a(mm/z.) 推荐值f3铣削层用量铣刀在一次进给中所切掉工件表面的宽度,单位为mm。
.(1)铣削宽度ae一般立铣刀和端铣刀的铣削宽度约为铣刀直径的50%~60%左右。
(切削深度) 铣刀在一次进给中所切掉工件表面的厚度,即工件的已加(2)背吃刀量ap工表面和待加工表面间的垂直距离,单位为mm。
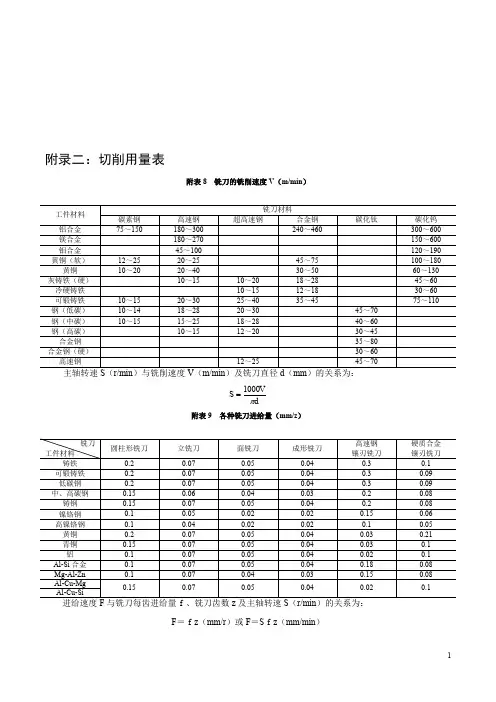
附录二:切削用量表
附表8 铣刀的铣削速度V (m/min )
d
V
S π1000=
附表9 各种铣刀进给量(mm/z )
F =f z (mm/r )或F =S f z (mm/min )
附表10 高速钢钻孔切削用量
附表11 镗孔切削用量
附表12 各标准螺纹所选钻头尺寸
攻丝前应加工出螺纹的底孔,底孔的直径尺寸可根据螺纹的螺距查阅手册(附表12为部分)或按下面的经验公式确定。
加工钢件或塑性材料时P d D -≈;加工铸铁或脆性材料时P d D )1.1~05.1(-≈
式中:D ——底孔直径(mm ),d ——螺纹公称直径(mm ),P ——螺距(mm )
攻盲孔工件时,由于丝锥切削部分不能攻到孔底,所以孔的深度要大于螺纹长度,孔深可按下式计算:d l L 7.0+=。
式中:L ——孔的深度(mm ),l ——螺纹长度(mm ),d ——螺纹公称直径(mm )
附表13 攻螺纹切削速度
附表14 孔的加工方法与步骤的选择
附表15 铰孔余量(直径值)。
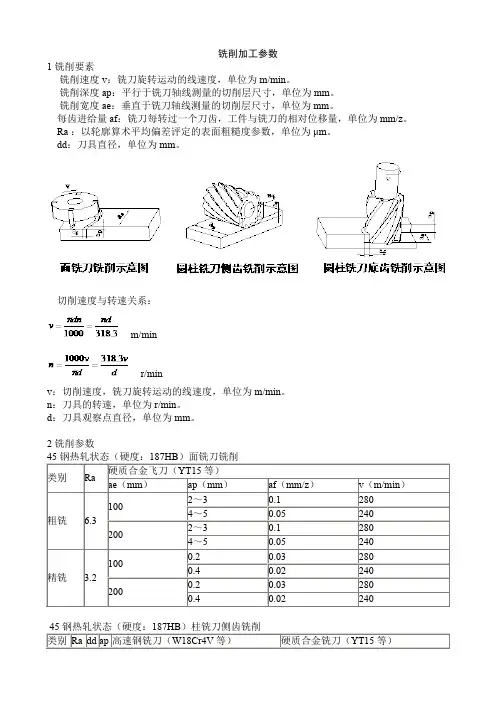
铣削加工参数
1铣削要素
铣削速度v:铣刀旋转运动的线速度,单位为m/min。
铣削深度ap:平行于铣刀轴线测量的切削层尺寸,单位为mm。
铣削宽度ae:垂直于铣刀轴线测量的切削层尺寸,单位为mm。
每齿进给量af:铣刀每转过一个刀齿,工件与铣刀的相对位移量,单位为mm/z。
Ra:以轮廓算术平均偏差评定的表面粗糙度参数,单位为μm。
dd:刀具直径,单位为mm。
切削速度与转速关系:
m/min
r/min
v:切削速度,铣刀旋转运动的线速度,单位为m/min。
n:刀具的转速,单位为r/min。
d:刀具观察点直径,单位为mm。
2铣削参数。
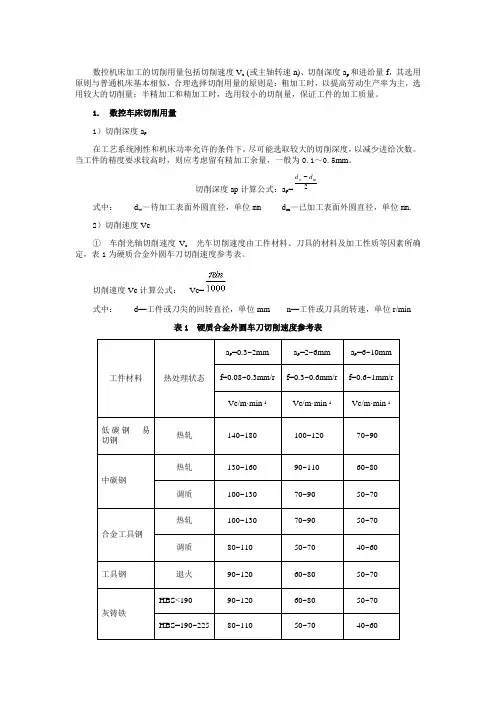
数控机床加工的切削用量包括切削速度V c (或主轴转速n)、切削深度a p 和进给量f ,其选用原则与普通机床基本相似,合理选择切削用量的原则是:粗加工时,以提高劳动生产率为主,选用较大的切削量;半精加工和精加工时,选用较小的切削量,保证工件的加工质量。
1. 数控车床切削用量 1)切削深度a p在工艺系统刚性和机床功率允许的条件下,尽可能选取较大的切削深度,以减少进给次数。
当工件的精度要求较高时,则应考虑留有精加工余量,一般为0.1~0.5mm 。
切削深度ap计算公式:a p =式中: d w —待加工表面外圆直径,单位mm d m —已加工表面外圆直径,单位mm. 2)切削速度Vc① 车削光轴切削速度V c 光车切削速度由工件材料、刀具的材料及加工性质等因素所确定,表1为硬质合金外圆车刀切削速度参考表。
切削速度Vc 计算公式: Vc=式中: d —工件或刀尖的回转直径,单位mm n —工件或刀具的转速,单位r/min表1 硬质合金外圆车刀切削速度参考表2mw d d注:表中刀具材料切削钢及灰铸铁时耐用度约为60min。
②车削螺纹主轴转速n切削螺纹时,车床的主轴转速受加工工件的螺距(或导程)大小、驱动电动机升降特性及螺纹插补运算速度等多种因素影响,因此对于不同的数控系统,选择车削螺纹主轴转速n存在一定的差异。
下列为一般数控车床车螺纹时主轴转速计算公式:n≤–k式中:p—工件螺纹的螺距或导程,单位mm。
k—保险系数,一般为80。
3)进给速度进给速度是指单位时间内,刀具沿进给方向移动的距离,单位为mm/min,也可表示为主轴旋转一周刀具的进给量,单位为mm/r。
⑴确定进给速度的原则①当工件的加工质量能得到保证时,为提高生产率可选择较高的进给速度。
②切断、车削深孔或精车时,选择较低的进给速度。
③刀具空行程尽量选用高的进给速度。
④进给速度应与主轴转速和切削深度相适应。
⑵进给速度V f的计算 V f = n f式中:n—车床主轴的转速,单位r/min。
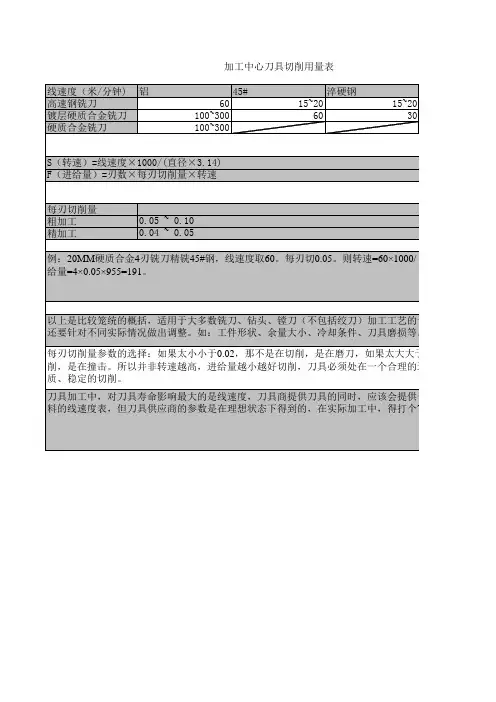
质量+效率+成本控制=效益怎么计算各中加工中心刀具的切削速度?浏览次数:202次悬赏分:10 | 解决时间:2011-3-3 10:15 | 提问者:zhaoqizhi521问题补充:例如:(16,20,25,32,50,63,80,125)平面铣刀,(1~20)涂层合金立铣刀,(1~30)钨钢钻,(6~80)镗刀((求切削速度切削用量))不是公式,公式我知道,就是刀具的切削用量,切削速度!!最佳答案 S=Vc*1000/3.1415*DF=S*fz*z刀具线速度(刀具商提供)乘以1000再除去3.1415再除掉刀具直径就等于主轴转数;主轴转数乘以每齿进刀量(刀具不同进刀量不同)再乘以刀具总齿数就等于进给速度;高速钢铣刀的线速度为50M/MIN硬质合金铣刀的线速度为150M/MIN切削用量的话是每齿切削0.08-0.2之间。
切削速度为转速*齿数*每齿进给。
不锈钢的话*80%铝合金本身材料很软,主轴转速应当高点(刀具能承受的情况下),进给速度要竟量小点,如果进给大的话排屑就会很困难,只要你加工过铝,不难发现刀具上总会有粘上去的铝,那说明用的切削液不对,做铝合金进给可以打快一点每一刀也可以下多一点转数不能打的太快10MM F150020MM F120050MM F1000加工中心-三菱系统的操作步骤与刀具应用 (2009-04-23 09:02:03)转载标签:数控刀具转速进给杂谈三菱系统操作:1,打开机床开关—电源接通按钮2,归零:将旋钮打到ZRN—按循环启动键,三轴同时归零。
(也可以xyz分开来归零:将旋钮打到ZRN—按Z+,X+,Y+,一般要先将Z轴归零)注意:每次打开机床后,就要归零。
3,安装工件(压板或虎口钳)4,打表(平面和侧面)侧面打到2丝之内,表面在5丝之内,最好再打一下垂直度。
5,中心棒分中,转速500.6,打开程序,看刀具,装刀具,注意刀具的刃长和需要的刀长,绝不能装短了。
7,模拟程序—传输程序。
硬质合金涂层立铣刀切削用量
立铣刀铣削时背吃刀量、侧吃刀量与铣刀直径、工件材料有关,一般加工铸件、碳素钢、合金钢和硬度低于40HRC的预硬钢和调质钢时:Apmax=1D;Aemax=(D为铣刀直径),当铣槽时,当Ф1<D<Ф3时,Ap=,当Ф3<D时,Ap=;加工硬度40HRC~50HRC的预硬钢和调质钢时:Apmax=1D;Aemax=(D为铣刀直径),当铣槽时,Ap=;加工铝合金时:Apmax=;Aemax=(D为铣刀直径),当铣槽时,Ap=。
当切削面远大于刀具直径需多行切削时,一般侧吃刀量取铣刀直径的70%~80%。
立铣刀铣削用量与刀齿数、刀具直径、工件材料等因素有关,可以参考表1。
表1-1-1 硬质合金涂层立铣刀切削用量表
立铣刀铣削用量工件材料等因素有关,可以参考表2。
表2 整体硬质合金涂层立铣刀铣削用量推荐表
根据公式Vc=πdn/1000,我们可以计算出球头铣刀铣削转速。
Vc:切削速度,单位m/min
d:刀具直径,单位mm
n:主轴转速,单位r/min
表1和表2是侧铣加工的标准值,刀具铣槽时:当工件材料为铸铁、钢等材料时,切削速度为上表的50%~70%,进给速度为上表的40%~60%;当工件材料为铝合金时,进给速度为上表的70%。
当D≤Ф2时,由于刀具刚性较小,所以切削速度要降低。
机床与工件安装刚性较差的情况下,会产生振动和异常声音,此时应将切削速度与进给速度同比降低。
切削深度较小时,切削速度和进给可以同比提高。
铣削加工参数1铣削要素铣削速度v:铣刀旋转运动的线速度,单位为m/min。
铣削深度ap:平行于铣刀轴线测量的切削层尺寸,单位为mm。
铣削宽度ae:垂直于铣刀轴线测量的切削层尺寸,单位为mm。
每齿进给量af:铣刀每转过一个刀齿,工件与铣刀的相对位移量,单位为mm/z。
Ra:以轮廓算术平均偏差评定的表面粗糙度参数,单位为μm。
dd:刀具直径,单位为mm。
切削速度与转速关系:m/XXXr/minv:切削速度,铣刀旋转运动的线速度,单位为m/min。
n:刀具的转速,单位为r/min。
d:刀具观察点直径,单位为mm。
2铣削参数XXX热轧状态(硬度:187HB)面铣刀铣削硬质合金飞刀(YT15等)类别Raae(mm)ap(mm)af(mm/z)v(m/min)2~30.12801004~50.粗铣6.32~30.12802004~50.0.20.1000.40.精铣3.20.20.2000.40.钢热轧状态(硬度:187HB)柱铣刀侧齿铣削类别Raddap高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)ae(mm)af(mm/z)v(m/min)ae(mm)af(mm/z)v (m/min)10..10520..粗铣6.310..1120201020..0.10..10.1050.20..20.精铣3.20.10..10.20100.20..20.钢热轧状态(硬度:187HB)柱铣刀底齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)类别Raddaeap(mm)af(mm/z)v(m/min)ap(mm)af(mm/z)v (m/min)10..101020..粗铣6.310..1120202020..0.10..10.10100.20..20.精铣3.20.10..10.20200.20..20.钢调质状况(硬度:28~32HRC)面铣刀铣削硬质合金飞刀(YT15等)类别Raae(mm)ap(mm)af(mm/z)v(m/min)1~20.12501002~30.粗铣6.31~20.12502002~30.0.20.1000.40.精铣3.20.20.2000.40.钢调质状态(硬度:28~32HRC)柱铣刀侧齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)类别Raddapae(mm)af(mm/z)v(m/min)ae(mm)af(mm/z)v (m/min)10..058010520..0360粗铣6.310..180201020..0860精铣3..10..10.02800.20.120100.20.010.030.021520150.20.10.20.010.030.0260806045钢调质状况(硬度:28~32HRC)柱铣刀底齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)类别Raddaeap(mm)af(mm/z)v(m/min)ap(mm)af(mm/z)v (m/min)10..0580101020..0360粗铣6.310..180202020..08600.10..10.028010100.20..20.0160精铣3.20.10..10.038020200.20..20.Cr钢热轧状况(硬度:212HB)面铣刀铣削硬质合金飞刀(YT15等)类别Raae(mm)ap(mm)af(mm/z)v(m/min)1~20.12501002~30.粗铣6.31~20.12502002~30.0.20.1000.40.精铣3.20.20.2000.40.Cr钢热轧状态(硬度:212HB)柱铣刀侧齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)种别Raddapae(mm)af(mm/z)v(m/min)ae(mm)af(mm/z)v (m/min)10..10520..粗铣6.310..1110201020..0.10..10.1050.20..20.精铣3.20.10..10.20100.20..20.Cr钢热轧状况(硬度:212HB)柱铣刀底齿铣削种别Raddae高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)ap(mm)af(mm/z)v(m/min)ap(mm)af(mm/z)v (m/min)10..101020..粗铣6.310..1110202020..0.10..10.10100.20..20.精铣3.20.10..10.20200.20..20.Cr钢调质状况(硬度:28~32HRC)面铣刀铣削硬质合金飞刀(YT15等)种别Raae(mm)ap(mm)af(mm/z)v(m/min)1~20.12201002~30.粗铣6.31~20.12202002~30.0.20.1000.40.精铣3.20.20.2000.40.Cr钢调质状态(硬度:28~32HRC)柱铣刀侧齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)种别Raddapae(mm)af(mm/z)v(m/min)ae(mm)af(mm/z)v (m/min)10..057010520..0360粗铣6.310..170201020..08600.10..10.02701050.20..20.0160精铣3.20.10..10.037020100.20..20.Cr钢调质状态(硬度:28~32HRC)柱铣刀底齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YT15等)类别Raddaeap(mm)af(mm/z)v(m/min)ap(mm)af(mm/z)v (m/min)10..0570101020..0360粗铣6.310..170202020..0860精铣3..10..10.02700.20.120200.20.010.030.021520150.20.10.20.010.030.02607060H62硬化状态(硬度:164HB)面铣刀铣削硬质合金飞刀(YG8等)类别Raae(mm)ap(mm)af(mm/z)v(m/min)2~30.23501004~50.1300粗铣6.32~30.23502004~50.13000.20.1000.40.精铣1.60.20.2000.40.H62软化状况(硬度:164HB)柱铣刀侧齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YG8等)类别Raddapae(mm)af(mm/z)v(m/min)ae(mm)af(mm/z)v (m/min)20..10530..粗铣6.320..1180201030..0.10..10.1050.20..20.精铣3.20.10..10.20100.20..20.H62硬化状态(硬度:164HB)柱铣刀底齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YG8等)类别Raddaeap(mm)af(mm/z)v(m/min)ap(mm)af(mm/z)v (m/min)20..101030..粗铣6.320..1180202030..0.10..10.10100.20..20.精铣3.20.10..10.20200.20..20.A12-T4固溶处置惩罚并时效状况(硬度:105HB)面铣刀铣削类别Ra硬质合金飞刀(YG8等)ae(mm)100粗铣6.3200100精铣1.6200ap(mm)2~34~52~34~50.20.40.20.4af(mm/z)0.30.150.30.150.060.040.060.04v(m/min)5004005004005004005004002A12-T4固溶处置惩罚并时效状况(硬度:105HB)柱铣刀侧齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YG8等)类别Raddapae(mm)af(mm/z)v(m/min)ae(mm)af(mm/z)v (m/min)20..10530..粗铣6.320..1250201030..0.10..10.1050.20..20.精铣3.20.10..10.20100.20..20.A12-T4固溶处置惩罚并时效状况(硬度:105HB)柱铣刀底齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YG8等)种别Raddaeap(mm)af(mm/z)v(m/min)ap(mm)af(mm/z)v (m/min)20..101030..粗铣6.320..1250202030..0.10..10.10100.20..20.精铣3.20.10..10.20200.20..20.TC4固溶处置惩罚并时效状况(硬度:320~380HB)面铣刀铣削硬质合金飞刀(YG8等)类别Raae(mm)ap(mm)af(mm/z)v(m/min)20.083610040.0425粗铣6.320.083620040.0425精铣1..20.03452000.40.20.40.020.030.02304530TC4固溶处理并时效状态(硬度:320~380HB)柱铣刀侧齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YG8等)种别Raddapae(mm)af(mm/z)v(m/min)ae(mm)af(mm/z)v (m/min)1.50..50.084010530..0430粗铣6.31.50.1121.50.140201030..08300.20..20.05401050.40..40.0330精铣3.20.20..20.054020100.40..40.0330TC4固溶处置惩罚并时效状况(硬度:320~380HB)柱铣刀底齿铣削高速钢铣刀(W18Cr4V等)硬质合金铣刀(YG8等)类别Raddaeap(mm)af(mm/z)v(m/min)ap(mm)af(mm/z)v (m/min)1.50..50.0840101030..0430粗铣6.31.50.1121.50.140202030..08300.20..20.054010100.40..40.0330精铣3.2 0.20..20.05402020。
硬质合金涂层立铣刀切削用量
立铣刀铣削时背吃刀量、侧吃刀量与铣刀直径、工件材料有关,一般加工铸件、碳素钢、合金钢和硬度低于40HRC的预硬钢和调质钢时:Apmax=1D;Aemax=0.1D(D为铣刀直径),当铣槽时,当Ф1<D<Ф3时,Ap=0.15D,当Ф3<D时,Ap=0.3D;加工硬度40HRC~50HRC 的预硬钢和调质钢时:Apmax=1D;Aemax=0.05D(D为铣刀直径),当铣槽时,Ap=0.05D;加工铝合金时:Apmax=1.5D;Aemax=0.1D(D为铣刀直径),当铣槽时,Ap=0.5D。
当切削面远大于刀具直径需多行切削时,一般侧吃刀量取铣刀直径的70%~80%。
立铣刀铣削用量与刀齿数、刀具直径、工件材料等因素有关,可以参考表1。
表1-1-1 硬质合金涂层立铣刀切削用量表
立铣刀铣削用量工件材料等因素有关,可以参考表2。
表2 整体硬质合金涂层立铣刀铣削用量推荐表
根据公式Vc=πdn/1000,我们可以计算出球头铣刀铣削转速。
Vc:切削速度,单位m/min
d:刀具直径,单位mm
n:主轴转速,单位r/min
表1和表2是侧铣加工的标准值,刀具铣槽时:当工件材料为铸铁、钢等材料时,切削速度为上表的50%~70%,进给速度为上表的40%~60%;当工件材料为铝合金时,进给速度为上表的70%。
当D≤Ф2时,由于刀具刚性较小,所以切削速度要降低。
机床与工件安装刚性较差的情况下,会产生振动和异常声音,此时应将切削速度与进给速度同比降低。
切削深度较小时,切削速度和进给可以同比提高。
硬质合金涂层立铣刀切削用量
立铣刀铣削时背吃刀量、侧吃刀量与铣刀直径、工件材料有关,一般加工铸件、碳素钢、合金钢和硬度低于40HRC的预硬钢和调质钢时:Apmax=1D;Aemax=0.1D(D为铣刀直径),当铣槽时,当Ф1<D<Ф3时,Ap=0.15D,当Ф3<D时,Ap=0.3D;加工硬度40HRC~50HRC的预硬钢和调质钢时:Apmax=1D;Aemax=0.05D(D为铣刀直径),当铣槽时,Ap=0.05D;加工铝合金时:Apmax=1.5D;Aemax=0.1D(D 为铣刀直径),当铣槽时,Ap=0.5D。
当切削面远大于刀具直径需多行切削时,一般侧吃刀量取铣刀直径的70%~80%。
立铣刀铣削用量与刀齿数、刀具直径、工件材料等因素有关,可以参考表1。
表1-1-1 硬质合金涂层立铣刀切削用量表
立铣刀铣削用量工件材料等因素有关,可以参考表2。
表2 整体硬质合金涂层立铣刀铣削用量推荐表
根据公式Vc=πdn/1000,我们可以计算出球头铣刀铣削转速。
Vc:切削速度,单位m/min
d:刀具直径,单位mm
n:主轴转速,单位r/min
表1和表2是侧铣加工的标准值,刀具铣槽时:当工件材料为铸铁、钢等材料时,切削速度为上表的50%~70%,进给速度为上表的40%~60%;当工件材料为铝合金时,进给速度为上表的70%。
当D≤Ф2时,由于刀具刚性较小,所以切削速度要降低。
机床与工件安装刚性较差的情况下,会产生振动和异常声音,此时应将切削速度与进给速度同比降低。
切削深度较小时,切削速度和进给可以同比提高。
硬质合金涂层立铣刀切削用量
立铣刀铣削时背吃刀量、侧吃刀量与铣刀直径、工件材料有关,一般加工铸件、碳素钢、合金钢和硬度低于40HRC的预硬钢和调质钢时:Apmax=1D;Aemax=0.1D(D为铣刀直径),当铣槽时,当Ф1<D<Ф3时,Ap=0.15D,当Ф3<D时,Ap=0.3D;加工硬度40HRC~50HRC的预硬钢和调质钢时:Apmax=1D;Aemax=0.05D(D为铣刀直径),当铣槽时,Ap=0.05D;加工铝合金时:Apmax=1.5D;Aemax=0.1D(D 为铣刀直径),当铣槽时,Ap=0.5D。
当切削面远大于刀具直径需多行切削时,一般侧吃刀量取铣刀直径的70%~80%。
立铣刀铣削用量与刀齿数、刀具直径、工件材料等因素有关,可以参考表1。
表1-1-1 硬质合金涂层立铣刀切削用量表
立铣刀铣削用量工件材料等因素有关,可以参考表2。
表2 整体硬质合金涂层立铣刀铣削用量推荐表
根据公式Vc=πdn/1000,我们可以计算出球头铣刀铣削转速。
Vc:切削速度,单位m/min
d:刀具直径,单位mm
n:主轴转速,单位r/min
表1和表2是侧铣加工的标准值,刀具铣槽时:当工件材料为铸铁、钢等材料时,切削速度为上表的50%~70%,进给速度为上表的40%~60%;当工件材料为铝合金时,进给速度为上表的70%。
当D≤Ф2时,由于刀具刚性较小,所以切削速度要降低。
机床与工件安装刚性较差的情况下,会产生振动和异常声音,此时应将切削速度与进给速度同比降低。
切削深度较小时,切削速度和进给可以同比提高。