【课件】整体合金立铣刀的设计ppt
- 格式:ppt
- 大小:2.70 MB
- 文档页数:25
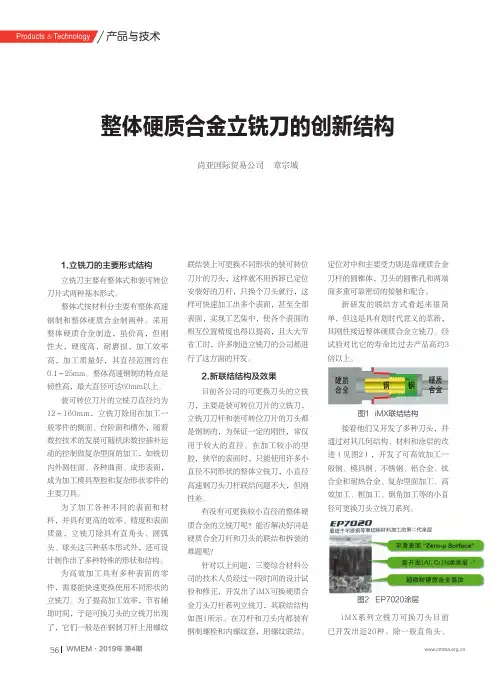
56WMEM·2019年 第4期Products & Technology产品与技术图1 iMX联结结构整体硬质合金立铣刀的创新结构尚亚国际贸易公司 章宗城1.立铣刀的主要形式结构立铣刀主要有整体式和装可转位刀片式两种基本形式。
整体式按材料分主要有整体高速钢制和整体硬质合金制两种。
采用整体硬质合金制造,虽价高,但刚性大,硬度高,耐磨损,加工效率高,加工质量好,其直径范围约在0.1~25mm。
整体高速钢制的特点是韧性高,最大直径可达60mm以上。
装可转位刀片的立铣刀直径约为12~160mm,立铣刀除用在加工一般零件的侧面、台阶面和槽外,随着数控技术的发展可随机床数控插补运动的控制做复杂型面的加工,如铣切内外圆柱面、各种曲面、成形表面,成为加工模具型腔和复杂形状零件的主要刀具。
为了加工各种不同的表面和材料,并具有更高的效率、精度和表面质量,立铣刀除具有直角头、圆弧头、球头这三种基本形式外,还可设计制作出了多种特殊的形状和结构。
为高效加工具有多种表面的零件,需要能快速更换使用不同形状的立铣刀。
为了提高加工效率,节省辅助时间,于是可换刀头的立铣刀出现了,它们一般是在钢制刀杆上用螺纹联结装上可更换不同形状的装可转位刀片的刀头,这样就不用拆卸已定位安装好的刀杆,只换个刀头就行,这样可快速加工出多个表面,甚至全部表面,实现工艺集中,使各个表面的相互位置精度也得以提高,且大大节省工时,许多制造立铣刀的公司都进行了这方面的开发。
2.新联结结构及效果目前各公司的可更换刀头的立铣刀,主要是装可转位刀片的立铣刀,立铣刀刀杆和装可转位刀片的刀头都是钢制的,为保证一定的刚性,常仅用于较大的直径。
在加工较小的型腔,狭窄的表面时,只能使用许多小直径不同形状的整体立铣刀,小直径高速钢刀头刀杆联结问题不大,但刚性差。
有没有可更换较小直径的整体硬质合金的立铣刀呢?能否解决好同是硬质合金刀杆和刀头的联结和拆装的难题呢?针对以上问题,三菱综合材料公司的技术人员经过一段时间的设计试验和修正,开发出了iMX可换硬质合金刀头刀杆系列立铣刀,其联结结构如图1所示。


图标说明 Icon Explain图标Icon说明Explanation图标Icon说明Explanation圆柱平头立铣刀刀尖Tool nose of cylindrical flattened end mill 18°螺旋角Helix angle 18°圆弧头立铣刀刀尖Toric end mill nose 25°螺旋角Helix angle 25°球头立铣刀Ball nose end mills 28°螺旋角Helix angle 28°两齿铣刀中心铣削一齿过中心2-tooth mill with one teeth overpass the center 35°螺旋角Helix angle 35°两齿铣刀中心铣削2-tooth mill for center milling 30°螺旋角Helix angle 30°三齿铣刀中心铣削一齿过中心3-tooth mill with one teeth overpass the center 40°螺旋角Helix angle 40°三齿铣刀齿不过中心3-tooth mill with teeth non-overpass the center 45°螺旋角Helix angle 45°四齿铣刀中心铣削4-tooth mill for center milling 50°螺旋角Helix angle 50°五齿及五齿以上铣刀非中心铣削Mills with 5 teeth or above not for center milling 钻孔深度为钻头直径的3倍The maximum depth of drilling is 3DDIN6535HA圆柱直柄DIN6535HA straight shank 钻孔深度为钻头直径的5倍The maximum depth of drilling is 5DDIN6535HB削平直柄DIN6535HB Weldon 小径多用途麻花钻Small diameter twist drillsDIN6535HE斜削直柄DIN6535HE whistle notch shank 小径多用途麻花钻Small diameter twist drills普通圆柱直柄Straight shank 普通麻花钻General twist drills方头直柄Square and straight shank 外冷多用途麻花钻Multi-purpose twist drill with outer cooling铰刀被加工孔精度等级Precision class for hole with reamers 内冷多用途麻花钻Multi-purpose twist drill with inner cooling铰刀被加工孔精度等级Precision class for hole with reamers 三刃钻3-lip drills钢Steel 内冷直槽钻Straight flute Drills with inner cooling不锈钢Stainless steel 丝锥切削锥长度Cutting length of the tap铸铁Cast iron 丝锥牙型角The tooth-like angle of tap非铁材料Non-ferrous materials 丝锥精度Tap precision高温合金,钛合金Superalloy and Titanium alloy.丝锥精度Tap precision硬材料Hardened material 丝锥精度Tap precision抗拉强度、布氏硬度、洛氏硬度对照表FF抗拉强度、布氏硬度、洛氏硬度对照表Comparison Table for tensile strength, Vickers hardness, Brinell hardness and Rockwell hardnessN/mm 2HV10HB HRC 920287273289402932782997030228730995310295311020317301321050327311331080336319341110345328351140355337361170364346371200373354381230382363391260392372401260403383411330413393421360423402431400434413441440446424451480458435461530473449471570484460481620497472491680514488501730527501511790544517521845560632531910578549541980596567552050615584562140639607576556225867559698607206174562773638006482965864669006794068N/mm 2HV10HB HRC2407571255807627085812859086305959032010095335105100350110105370115109385120114400125119415130124430135128450140133465145138480150143495155147510160152530165157545170162560175166575180171595185176610190181625195185640200190660205195675210199690215204705220209720225214740230219755235223770240228785245233800250238228202552422383526024724860268255258702722582690028026627整体硬质合金钻头Solid carbide drills钻头目录 Content for drillD阶梯钻 Step drill直槽钻 Straight fluted drillD 1整体硬质合金钻头Solid carbide drillsD 2D整体硬质合金钻头编码规则Code rule of the solid carbide drillD-钻头 D-drill刀具大类Tool Type用途分组Application rangeM-不锈钢用 M-stainless steelK-铸铁用 K-Cast ironN-有色金属用 N-non-ferrous materialG-通用 G-generalD G-A T A03C-D20-M结构特性Point typeA-型 A-Type B-型 B-TypeC-型 C-Type E-型 E-TypeN-型 N-Type R-型 R-Type刀具类型Structural typeT-麻花钻 T-twist drillL-三刃钻 L-three cutting edges drillS-阶梯钻 S-step drillP-直槽钻 P-straight fluted drillC-NC中心钻 C-NC centre drillA-圆柱直柄 E-斜削柄 DIN6535HA/HED-普通直柄 D-common shankM-莫氏柄 M-mose shank柄部类型Shank type钻孔深度Depth of drilling03-3D 05-5D 08-8D 10-10D03-The depth of drilling is 3DNC中心钻表示顶角90-90°顶角 NC centre drill point angle120-120°顶角NC centre drill point angleC-内冷 C-inter coolant外冷-缺省 outer coolant default冷却方式基本型号 Basic Type附加部分 Additional PartDiameter identifierThe value of DiameterCoating Type B/C/M/N非涂层-缺省 Non-Coating defaultD 3DNC中心钻 NC centre drillDK-NCA9090°NC中心钻90°NC centre drill冷却方式Coolant type 外Outside 柄部型式Type of shank 直柄 d2Straight shank d2适应场合Application适合于在数控机床上打中心孔和倒角。