ASME IX 焊接、钎接和粘接评定- 2015版 304
- 格式:pdf
- 大小:45.42 KB
- 文档页数:1

ASME标准与认证ASME Standards and Certificate一、ASME 简介美国机械工程师学会(ASME)成立于1880年,至今已有129年历史。
作为一个在提供技术信息、培训和教育一体化服务拥有丰富经验的非赢利性科技社团,ASME通过她的产品、服务和其他媒介,为社会及专业人士提供了一个共享多样资源的平台,以确保竞争力,健全各人职业发展规划,建立全球性的专家交流网络。
ASME同时是世界上最大的技术文献出版机构之一,其出版发行的约600项技术法规与标准被世界100多个国家和地区广泛采用。
其著名出版物包括ASME锅炉及压力容器标准;技术文件、学术报告、会议论文和ASME会刊《机械工程师》。
此外,ASME还提供大量的培训课程;实施认可认证项目;主办全球性技术会议等。
ASME还致力于为青年工程师开发适用于他们职业发展的有关标准和法规的培训项目,以此为未来工程技术科学的可持续发展作出贡献。
ASME拥有近13万名会员、5000 多家锅炉压力容器证书持证厂商、200多家核电证书持证厂商、30 多家授权检验认证机构以及2000 多位个人认证证书持有者。
ASME与中国的合作源远流长。
上世纪八十年代初,ASME即与中国机械工程学会、中国动力工程学会、中国核学会、中国电机工程学会等学术团体建立了合作关系,这些合作关系在过去的岁月中不断得到加强。
改革开放初期,ASME与原机械工业部、石油工业部、化学工业部、劳动部和国家科委等部门密切合作,为推动中美科技交流作出了有益的贡献。
目前,ASME与科学技术部、工业与信息化部、国家技术监督检验检疫总局、国家标准化管理委员会、国家外国专家局、中国科学院、中国工程院、中国科学技术协会、中国机械工业联合会等部门以及中石油、中石化、中核总、国核技、国机集团等中国大型骨干企业保持着互利互惠的合作关系。
ASME认证分类及证书数量如下(数据截止日期:2008.6.30):二、ASME标准体系介绍ASME 锅炉压力容器规范标准(ASME Codes and Standard)总共有12卷,分别是:I动力锅炉建造规则II材料III核设施部件建造规则IV采暖锅炉建造规则V无损检测VI采暖锅炉维护和运行推荐规则VII 动力锅炉维护推荐指南VIII压力容器建造规则IX焊接和钎接工艺,焊工、钎接工、焊接和钎接操作工评定标准(焊接和钎接评定标准)X纤维增强塑料压力容器建造规则XI核电站部件运行中检测标准XII 运输罐的建造和连续使用规则以上12卷ASME锅炉压力容器规范标准分为以下4大类:1)建造部分:共6卷,其中包括:第一卷:动力锅炉;第三卷:核设施部件建造规则;第四卷:采暖锅炉建造规则;第八卷:压力容器建造规则;第十卷:纤维增强塑料压力容器建造规则;第十二卷:运输罐的建造和连续使用规则。
ASME标准与《焊接工艺评定规程》DLT868对比分析摘要:通过ASME标准和国标在焊接工艺评定记录进行对比分析表明,ASME标准在母材分组、母材评定厚度、评定的母材范围方面要求均高于DLT868标准,但ASME标准在母材管径的评定适用范围并不限制。
此外ASME标准中对其未收录的材料在焊接工艺评定记录方面要求更加的严格。
关键词:焊接工艺评定记录;对比分析;国标。
Abstract: The ASME and GB standard for welding procedure qualification record of the comparative analysis shows that ASME has higher requirement in standard in regarding base material grouping, qualified base material thickness, range of qualified base material than of the DLT868 standard. Howe ver, the ASME standard doesn’t limit the range of diameter of qualifiedbase material. In addition, the ASME standard has much more rigorous requirement for testing of the material that not included in the welding procedure qualification.Keywords: welding procedure qualification record; comparison and analysis; GB standard.1 前言目前,锅炉、压力容器等行业对焊接工艺主要采用美国标准、欧洲标准、国际通用标准、国标或行业标准。
2021年 第4期 热加工33核电技术中ASME 规范第IX 卷1998版至2010版的对比研究李哲,白林,王宇欣中国核电工程有限公司 北京 100840摘要:通过对ASME 规范第IX 卷1998版至2010版进行对比研究,分析不同版本内容的差异,尤其是常用核电焊接方法焊接变量的变化,对核电项目中焊接技术的应用具有实际指导意义。
关键词:核电项目;ASME 规范;焊接工艺评定;焊接变量1 序言A S M E 规范在我国核电项目上应用广泛,例如,在国内引进、消化的三代非能动核电项目AP1000中,其核岛设备的设计、制造采用的标准均为ASME 规范1998版至2000补遗(1998版+1999补遗+2000补遗)。
而目前ASME 规范公开发行的最新版为2015版,实施应用的为2010版。
另外,在我国自主研发设计的乏燃料运输和贮存容器设计中,设计标准也主要采用不同版本的ASME 规范。
在核电焊接技术中,焊接工艺评定是焊接质量控制中最复杂、最核心的工作。
因此,对于采用ASME 规范设计的项目及设备,亟需比较ASME 第IX 卷1998版[1]与2010版[2]在结构和内容上的差异,并对差异进行分析研究,以便后续相关项目的应用。
2 ASME 规范第IX 卷ASME 第IX 卷《焊接和钎焊评定标准》规范是对焊接和钎焊工艺、焊工、钎焊工,以及焊接和钎焊机械操作工的评定标准。
该规范分为两大部分:焊接评定篇(PART QW-WELDING )和钎焊评定篇(PART QB-BRAZING )。
其中,“PART QW-WELDING ”分为5个章节:焊接总要求、焊接工艺评定、焊接技能评定、焊接数据及标准焊接工艺规程。
在AP1000核电项目中,焊接工艺评定的制定主要参照焊接评定篇。
ASME 第IX 卷在焊接评定篇中,对所评价的每个焊接方法都列出了重要变量、附加重要变量和非重要变量。
通常,焊接工艺规程(WPS )为每个包含在特定工艺规程中的焊接方法列出了所有重要和非重要变量。
奥氏体不锈钢304焊接性评定试验报告奥氏体不锈钢304具有非常好的塑性和韧性,这决定了它具有良好的弯折、卷曲和冲压成型性,因而便于制成各种形状的构件、容器或管道;奥氏体型不锈钢304的耐腐蚀性能特别优良,是它获得最为广泛应用的根本原因。
也正是这样,在评价焊接质量时必然特别强调焊接接头的开裂倾向、焊接缺陷敏感性和耐各种晶间腐蚀等的能力。
本文报告结合奥氏体不锈钢304的焊接特点,进行了的手工钨极氩弧焊评定性试验,初步掌握了奥氏体不锈钢304的焊接工艺。
现就试验结果作一介绍一、奥氏体不锈钢的焊接特点:奥氏体不锈钢韧性、塑性好,焊接时不会发生淬火硬化,尽管其线膨胀系数比碳钢大得多,焊接过程中的弹塑性应力应变量很大,却极少出现冷裂纹;尽管有很强的加工硬化能力,由于焊接接头不存在淬火硬化区,所以,即使受焊接热影响而软化的区域,其抗拉强度仍然不低。
304钢的热胀冷缩特别大所带来的焊接性的问题,主要有两个:一是焊接热裂纹,这与的?!晶界特性和对某些微量杂质如硫、磷等敏感有关;二是焊接变形大。
1、焊接接头的热裂纹及其对策1.1焊接接头产生热裂纹的原因单相奥氏体组织的奥氏体型不锈钢焊接接头易发生焊接热裂纹,这种裂纹是在高温状态下形成的。
常见的裂纹形式有弧坑裂纹、热影响区裂纹、焊缝横向和纵向裂纹。
就裂纹的物理本质上讲,有凝固裂纹、液化裂纹和高温低塑性裂纹等多种。
奥氏体型不锈钢易产生焊接接头热裂纹的主要原因有以下几点:1)焊缝金属凝固期间存在较大的拉应力,这是产生凝固裂纹的必要条件。
由于奥氏体型不锈钢的热导率小,线膨胀系数大,在焊接区降温(收缩)期焊接接头必然要承受较大的拉应力,这也促成各种类型热裂纹的产生。
2)方向性强的焊缝柱状晶组织的存在,有利于有害杂质的偏析及晶间液态夹层的形成。
3)奥氏体不锈钢的品种多,母材及焊缝的合金组成比较复杂。
含镍量高的合金对硫和磷形成易熔共晶更为敏感,在某些钢中硅和铌等元素,也能形成有害的易熔晶间层。
执行ASME标准进行焊接工艺评定的探讨摘要】本文依照ASME第IX卷进行焊接工艺评定,探讨焊接技术人员首次执行ASME标准体系进行焊接工艺评定时应注意的相关事项,这些问题主要涉及与焊接工艺评定相关的坡口焊缝和角焊缝、焊后热处理、冲击试验、焊接工艺评定、文件版本等。
【关键词】ASME第IX卷;焊接工艺评定;冲击试验;探讨前言ASME《锅炉压力容器规范》第IX卷“焊接和钎接评定”(以下简称ASME第IX 卷)的权威性与广泛性一直为世界各国所公认,我国承压设备行业的设计、制造、安装、检验和使用标准(如NB/T 47014-2011《承压设备焊接工艺评定》等)大多参照ASME《锅炉压力容器规范》的相关规定,深入理解ASME第IX卷的标准要求,同样对理解国内焊接行业标准具有相当大的帮助。
根据本公司承担某海外大容量光热发电项目施工合同的规定,以执行ASME标准对材质ASTM A106 Gr. B、规格Φ610×17.48mm的试件进行焊接工艺评定,在执行过程中遇到的几点事项分析如下:1 焊接工艺评定文件ASME标准是美国机械工程师协会的标准,以英语为官方语言,国内授权CACI翻译出版部分标准,但ASME对翻译版本的任何语法错误或因对标准的误解而产生的矛盾不负责任。
因在个别的地方是有理解是有差别的,应该以英文原版为准对ASME标准进行理解,在实际应用中可能焊接技术人员及焊接工人英语水平可能达不到纯英语理解焊接工艺的水平,因而焊接的工艺文件是可以采用中英文对照版本的。
2 焊接工艺评定对象在进行焊接工艺评定前,应首先确定评定的对象。
焊接工艺评定试件的对象是焊缝而非焊接接头,焊接工艺评定试件形式分为坡口焊缝试件和角焊缝试件。
在ASME规范第Ⅸ卷中,SMAW(焊条电弧焊)、FCAW(熔化极气体保护焊)、GTAW(钨极气体保护焊)等焊接方法其焊接接头型式型式和尺寸不属于重要变素,但对于焊接坡口型式Ⅸ卷在工艺评定的通用要求部分对此作了专门论述,并分别给出了坡口焊缝和角焊缝的焊接工艺评定方法。
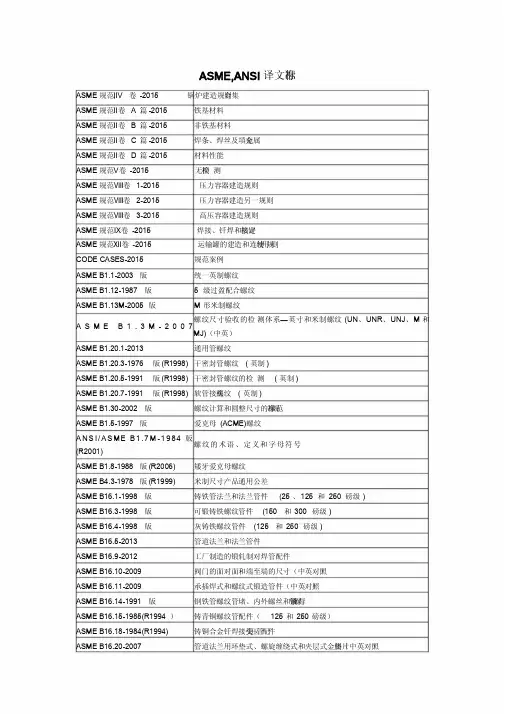
ASME,ANSI 译文标准ASME 规范Ⅰ,IV 卷 -2015锅炉建造规则合集 ASME 规范Ⅱ卷 A 篇 -2015铁基材料 ASME 规范Ⅱ卷 B 篇 -2015非铁基材料 ASME 规范Ⅱ卷 C 篇 -2015焊条、焊丝及填充金属 ASME 规范Ⅱ卷 D 篇 -2015材料性能 ASME 规范Ⅴ卷 -2015无损检 测 ASME 规范Ⅷ卷 1-2015压力容器建造规则 ASME 规范Ⅷ卷 2-2015压力容器建造另一规则 ASME 规范Ⅷ卷 3-2015高压容器建造规则 ASME 规范Ⅸ卷 -2015焊接、钎焊和粘接评定 ASME 规范Ⅻ卷 -2015运输罐的建造和连续使用规则 CODE CASES-2015规范案例 ASME B1.1-2003 版统一英制螺纹 ASME B1.12-1987 版5 级过盈配合螺纹 ASME B1.13M-2005 版 M 形米制螺纹A S M EB 1.3M -2007 螺纹尺寸验收的检 测体系—英寸和米制螺纹 (UN 、UNR 、UNJ 、M 和 MJ)(中英)ASME B1.20.1-2013 通用管螺纹ASME B1.20.3-1976 版(R1998) 干密封管螺纹 ( 英制 )ASME B1.20.5-1991 版(R1998) 干密封管螺纹的检 测( 英制 )ASME B1.20.7-1991 版(R1998) 软管接头螺纹 ( 英制 )ASME B1.30-2002 版螺纹计算和圆整尺寸的标准规范 ASME B1.5-1997 版 爱克母 (ACME)螺纹 A NS I /A S ME B 1.7M -1984 版 (R2001)螺纹的术语、定义和字母符号 ASME B1.8-1988 版 (R2006)矮牙爱克母螺纹 ASME B4.3-1978 版 (R1999)米制尺寸产品通用公差 ASME B16.1-1998 版铸铁管法兰和法兰管件 (25 、125 和 250 磅级 ) ASME B16.3-1998 版可锻铸铁螺纹管件 (150 和 300 磅级 ) ASME B16.4-1998 版灰铸铁螺纹管件 (125 和 250 磅级 ) ASME B16.5-2013管道法兰和法兰管件 ASME B16.9-2012工厂制造的锻轧制对焊管配件 ASME B16.10-2009阀门的面对面和端至端的尺寸(中英对照) ASME B16.11-2009承插焊式和螺纹式锻造管件(中英对照) ASME B16.14-1991 版钢铁管螺纹管堵、内外螺丝和锁紧螺母 ASME B16.15-1985(R1994 )铸青铜螺纹管配件( 125 和 250 磅级) ASME B16.18-1984(R1994)铸铜合金钎焊接头受压管配件 ASME B16.20-2007 管道法兰用环垫式、螺旋缠绕式和夹层式金属垫片(中英对照)ASME B16.21-2005管法兰用非金属平垫片 ASME B16.22-2001锻压铜和铜合金钎焊连接压力管配件 ASME B16.24-2001铸铜合金管法兰和法兰连接管配件 ASME B16.25-2007对焊端 ( 中英文对照 ) ASME B16.28-1994 版 锻轧钢制对接焊小弯头半径弯头和 180 度弯头A S M EB 16.33-2002 压力在 125psi 以下燃气系统用手动金属制燃气阀门(规格从 NPS1/2 至 NPS2)ASME B16.34-2009法兰、螺纹和焊接端连接的阀门(中英对照) ASME B16.36-2009孔板法兰 ASME B16.38-1985(R1994)气体分配用大金属阀 ASME B16.39-1998可锻铸铁螺纹端管套节 150、250 和 300 磅级 ASME B16.40-1985(R1994)气体分配系统中手动热塑切断器和阀门 ASME B16.42-1998球墨铸铁管法兰和法兰连接管配件 ASME B16.44a-1997室内管道系统用手动操作金属气阀 ASME B16.47-2006大直径管钢制法兰( NPS 26~NPS 60) ASME B16.48-1997钢制管线盲板 ASME B16.49-2000 用于输送和分配的管道系统中的工厂制造的钢制感应弯管A S M EB 18.3-201 2 圆柱头内六角螺钉、 轴肩螺钉、 紧定螺钉和内六角扳手螺钉 (英 制系列)ASME B18.15-1985(R2003 )锻制吊环螺栓 ASME B18.2.1a-1999 版方头及六角头螺栓和螺钉 ASME B18.2.2-2010 版方螺母和六角螺母 ( 英制系列 ) (中英对照) ASME B18.2.3.2M-2005 米制成型加工六角头螺钉ASME B18.2.6-2010+2011 增补 结构应用场合用紧固件ASME B18.8.2-2000 (R2010) 锥形销、定位销、圆柱销、定位销和弹簧销(英制系列) ASME B18.29.1-1993 (R2002) 螺旋盘绕螺纹内插件 - 自由旋入和螺钉锁紧(英制系列) ASME B29.100-2011 (R2012) 双节距滚子链、附件和链轮A S M EB 30.2-201 1 桥式起重机和龙门起重机 ( 顶行桥架,单梁或多梁,顶行单轨吊 车 )ASME B30.10-2014吊钩 ASME B31.1-2012动力管道 ASME B31.3-2012工艺管道 ASME B31.4-2012液态烃和其他液体管线输送系统 ASME B31.5-2006制冷管道和热传导部件 ASME B31.8-2007输气和配气管道系统 ASME B31.8S-2004输气管道的管理系统完整性 ASME B31.9-2004建筑管道规范 ASME B31G-2012 腐蚀管道剩余强度测定手册ASME B36.10M-2015+2016 勘误 焊接和无缝锻造钢管ASME B36.19M-2004 不锈钢钢管ASME B4.3-1978(R1999) 米制尺寸产品通用公差ASME B73.1-2001 化学流程用卧式轴向吸入离心泵技术规范ASME B73.2M-1991(R1999)化学过程用立式管道离心泵技术规范ASME B107.46-1998 螺柱、螺钉和管道提取器:安全要求ASME规范压力管道及管件B16 系列标准(下册)含10 个标准1.ASME B16.1-1998 铸铁管法兰和法兰管件(25、125 和250 磅级)2.ASME B16.3-1998 可锻铸铁螺纹管件(150 和300 磅级)3.ASME B16.4-1998 灰铸铁螺纹管件(125 和250 磅级)4.ASME B16.9-2007 工厂制造的锻钢对焊管件5.ASME B16.10-2000(r2007) 阀门的面至面和端至端尺寸6.ASME B16.11-2005 承插焊式和螺纹式锻造管件7.ASME B16.14-1991 钢铁管螺纹管堵、内外螺丝和锁紧螺母8.ASME B16.28-1994 锻轧钢制对接焊小弯头半径弯头和180 度弯头9.ASME B18.2.1a-1999 方头及六角头螺栓和螺钉10.ASME PTC 25-1994 压力泄放装置性能试验规范ASME B18系列标准合订本含25 个标准,也可以单个标准订购1.ASME B18.2.3.1M-1999 米制六角头螺钉2.ASME B18.2.3.2M-79(R1995) 米制成型加工六角头螺钉3.ASME B18.2.3.3M-79(R2001) 米制大六角头螺钉4.ASME B18.2.3.4M-2001 米制六角头法兰面螺钉5.ASME B18.2.3.5M-79(R2001) 米制六角头螺栓6.ASME B18.2.3.6M-79(R2001) 米制厚六角头螺栓7.ASME B18.2.3.7M-79(R2001) 米制大六角头结构螺栓8.ASME B18.2.3.8M-81(R1999) 米制六角头尖端阻滞螺钉9.ASME B18.2.3.9M-2001 米制大六角头法兰面螺钉10.ASME B18.2.3.10M-1996 方头螺栓(米制系列)11.ASME B18.2.4.1M-2002 米制六角螺母- 类型112.ASME B18.2.4.2M-2005 米制六角螺母- 类型213.ASMEB18.2.4.3M-79(R2001) 米制六角开槽螺母14.ASMEB18.2.4.4M-82(R1999) 米制六角法兰面螺母15.ASMEB18.2.4.5M-79(R1998) 米制六角形压紧螺母16.ASMEB18.2.4.6M-79(R1998) 米制厚六角形螺母17.ASME B18.5-90(R1998) 圆头螺栓(英制系列)18.A S M E B18.5.2.1M-1996米制圆头短方颈螺栓(2001 年勘误表)19.ASMEB18.5.2.2M-82(R2000) 米制圆头方颈螺栓20.ASMEB18.5.2.3M-90(R1998) 大圆头方颈螺栓21.ASME B18.9-1996 农用防松螺栓(英制系列)22.ASME B18.10-82(R2000)轨道螺栓和螺母 23.ASME B18.13a-1998 螺钉和垫圈组件 -24.ASME B18.16.1M-79(R2001) 有效力矩型钢质米制六角锁紧螺母和六角法兰面锁紧螺母的力 学和性能要求25.ASME B18.16.2M-79(R2001) 有效力矩型钢质米制六角锁紧螺母和六角法兰面锁紧螺母的扭 转拉伸试验要求ASME B31标准汇编ASME 压力管道规范 B31系列标准 ( 含以下 6 个标准 , 可单独购买 ) ASME B31.4-2006液态烃和其他液体管线输送系统 ASME B31.5-2006制冷管道和热传导部件 ASME B31.8-2007输气和配气管道系统 ASME B31.8S-2004输气管道的管理系统完整性 ASME B31.9-2004建筑管道规范 ASME B31.11-2002矿浆输送管道系统 ASME PTC 6-2004汽轮机 性能试验规程 ASME PTC 9-1970(R1997)容积式压缩机,真空泵和鼓风机 ASME PTC 22-2005 燃气轮机性能试验规程 A NS I /F C I 70-2-1998 A S M E B16.104-1970)控制阀门阀座泄漏 ASME QME-1-2012 核设施用能动机械设备的鉴定。
ASME规程学习总结ASME概述:ASME是American Society of Mechanical Engineers(美国机械工程师协会)的英文缩写。
主要领域为机械工程的发展,是一个集设计、制造、安装、检验、试验为一体的标准规程。
ASME规程每年都会有更新增补,并且每三年修订一次。
目前ASME已增加到12卷,其中在火力电站建设应用的有5卷,分别是ASME Ⅰ卷动力锅炉建造规则、ASME Ⅱ卷材料、ASME Ⅴ卷无损检测、ASME Ⅷ卷压力容器建造规则、ASME Ⅸ卷焊接和钎焊评定。
焊接专业的各类指导性文件分别包括在了这5卷里。
各卷册的解释说明:(一)A SME Ⅸ焊接和钎焊评定此卷主要说了焊接工艺评定(WPS)的整理和焊工、焊接操作工的证书评定1、焊接工艺评定(WPS):WPS是对焊接施工的一个指导性文件,所有的焊接工作都根据WPS施工,WPS包括内容有:焊接方法、材质、焊接材料、预热、热处理等详细的参数,支持焊接工艺评定的指导文件是工艺评定记录(PQR),PQR是在做焊接工艺评定时的记录。
不同的焊接方法和材质都对应不同的焊接工艺评定。
2、焊接工艺评定流程:做焊接工艺评定时主要包括3个条件,重要变素、附加重要变素、和非重要变素。
重要变素是焊接工艺评定中的重要环节,如果重要变素改变那么这个工艺评定就不能再用,需重新评定,因为重要变素影响焊缝的力学性能。
重要变素包括(母材材质的改变、焊接材料的改变、预热温度的大幅度改变、热处理温度的改变、保护气体的改变等)附加重要变素是当有冲击要求时才需要的变素,当改变附加重要变素时工艺评定也需要重新评定。
附加重要变素包括(层间温度、电极特性、母材厚度等)非重要变素是不影响焊缝力学性能的变素,非重要变素改变时焊接工艺评定不需重新评定。
非重要变素包括( 焊条直径、坡口形式、焊材厂家牌号等)有了这三个条件就可以做焊接工艺评定,流程为:坡口加工-----合格焊工焊接-----记录PQR-----表面检查-----无损检测-----力学性能试验(拉伸、弯曲、冲击)------工艺评定卡。