控制计划样件汇总
- 格式:docx
- 大小:34.12 KB
- 文档页数:13

样件控制计划、试生产控制计划、生产控制计划的区别是什么标题:样件控制计划、试生产控制计划、生产控制计划的区别是什么引言概述:在制造业中,为了确保产品的质量和生产的稳定性,常常会使用样件控制计划、试生产控制计划和生产控制计划等质量管理工具。
尽管它们的目标都是控制产品质量,但它们在实施方法和应用场景上存在一些区别。
本文将详细阐述这三种控制计划的不同之处。
正文内容:1. 样件控制计划1.1 样件控制计划的定义样件控制计划是在产品生命周期的早期阶段,制定用于控制样件质量的计划。
它通常用于新产品开发和产品改进阶段,以确保样件的质量符合设计要求。
1.2 样件控制计划的目的- 确保样件的质量符合设计要求,以便在后续的试生产和正式生产中能够生产出高质量的产品。
- 评估和验证新产品的设计和制造过程,以发现和解决潜在的问题。
- 帮助制定生产控制计划和质量控制计划,为正式生产做好准备。
2. 试生产控制计划2.1 试生产控制计划的定义试生产控制计划是在样件通过评估和验证后,进行小规模试生产前制定的控制计划。
它旨在确保产品在试生产阶段的质量和生产过程的稳定性。
2.2 试生产控制计划的目的- 评估产品设计和制造过程在试生产阶段的可行性和稳定性。
- 确定生产过程中的关键控制点和参数,以确保产品质量和生产效率。
- 修正和改进生产过程中的问题和缺陷,以提高产品质量和生产效率。
3. 生产控制计划3.1 生产控制计划的定义生产控制计划是在试生产阶段验证成功后,为正式生产制定的控制计划。
它包括详细的生产工艺和质量控制要求,以确保产品在正式生产中的质量和一致性。
3.2 生产控制计划的目的- 确定并规范正式生产中的生产工艺和质量控制要求。
- 确保产品在正式生产中的质量和一致性。
- 监控和控制生产过程中的关键参数和指标,以保证产品质量和生产效率。
总结:综上所述,样件控制计划、试生产控制计划和生产控制计划在质量管理中扮演着不同的角色。
样件控制计划主要用于新产品开发和产品改进阶段,试生产控制计划用于评估产品设计和制造过程在试生产阶段的可行性和稳定性,而生产控制计划则用于正式生产阶段,确保产品质量和生产过程的稳定性。
样件控制计划、试生产控制计划、生产控制计划的区别是什么标题:样件控制计划、试生产控制计划、生产控制计划的区别是什么引言概述:在创造业中,为了确保产品质量和生产效率,制定合理的控制计划是至关重要的。
样件控制计划、试生产控制计划、生产控制计划是三种不同的控制计划,它们在创造过程中扮演着不同的角色。
本文将详细介绍这三种控制计划的区别。
一、样件控制计划1.1 样件控制计划是针对新产品开辟阶段的控制计划,旨在确保新产品的质量和性能符合设计要求。
1.2 样件控制计划包括对原材料、工艺、设备等方面的控制要求,以确保生产出的样件符合设计标准。
1.3 样件控制计划通常由研发部门或者质量部门制定,并在新产品开辟过程中进行执行和监控。
二、试生产控制计划2.1 试生产控制计划是在通过样件试验验证新产品设计后,进行小批量试生产前制定的控制计划。
2.2 试生产控制计划包括对生产过程、工艺参数、设备设置等方面的详细规定,以验证生产过程的稳定性和可行性。
2.3 试生产控制计划通常由生产部门制定,并在试生产阶段进行执行和监控,以确保产品的质量和性能符合要求。
三、生产控制计划3.1 生产控制计划是在通过试生产验证产品性能和生产过程后,正式投入批量生产前制定的控制计划。
3.2 生产控制计划包括对生产流程、质量控制、设备维护等方面的全面规定,以确保产品质量和生产效率的稳定性。
3.3 生产控制计划通常由生产管理部门制定,并在批量生产过程中进行执行和监控,以实现持续改进和优化生产过程。
四、样件控制计划、试生产控制计划、生产控制计划的区别4.1 样件控制计划主要针对新产品开辟阶段,试生产控制计划主要针对小批量试生产阶段,生产控制计划主要针对批量生产阶段。
4.2 样件控制计划侧重于验证新产品设计和工艺的可行性,试生产控制计划侧重于验证生产过程的稳定性,生产控制计划侧重于持续改进和优化生产过程。
4.3 样件控制计划、试生产控制计划、生产控制计划是一个逐步深入的过程,三者相互衔接,共同确保产品质量和生产效率。
样件控制计划、试生产控制计划、生产控制计划的区别是什么引言概述:在制造业中,为了确保产品的质量和生产过程的稳定性,常常需要制定不同类型的控制计划。
其中,样件控制计划、试生产控制计划和生产控制计划是常见的三种类型。
尽管它们都是为了控制产品和过程的质量,但它们在目的、执行时间和方法上存在一些区别。
本文将详细介绍这三种控制计划的区别。
一、样件控制计划1.1 样件控制计划的目的样件控制计划是在产品开发和设计阶段制定的,其目的是确保样件的质量和性能符合设计要求。
通过对样件的严格控制,可以提前发现和解决产品设计和制造中的问题,以确保最终产品的质量和可靠性。
1.2 样件控制计划的执行时间样件控制计划的执行时间通常是在产品设计和开发的早期阶段,当产品的设计和制造过程中出现问题时,可以及时对样件进行调整和改进。
1.3 样件控制计划的方法样件控制计划通常包括对样件的检验和测试,以确保其质量和性能符合设计要求。
同时,还会对样件的制造过程进行严格控制,包括材料选择、加工工艺和装配过程等,以确保样件的一致性和可重复性。
二、试生产控制计划2.1 试生产控制计划的目的试生产控制计划是在产品开发和设计阶段之后,进行试制阶段制定的计划。
其目的是在产品正式投产之前,通过试制阶段的小批量生产,对产品的制造过程和质量进行验证和调整,以确保产品的可制造性和质量稳定性。
2.2 试生产控制计划的执行时间试生产控制计划的执行时间通常是在产品开发和设计阶段之后,当产品设计和制造过程中需要进行小批量试制时,可以制定试生产控制计划进行控制。
2.3 试生产控制计划的方法试生产控制计划主要包括对试制产品的制造过程和质量进行控制和监测。
通过对试制产品的生产过程进行严格控制和监测,可以发现和解决生产过程中的问题,以确保产品的质量和性能符合设计要求。
三、生产控制计划3.1 生产控制计划的目的生产控制计划是在产品试制阶段之后,当产品正式投产并进入批量生产阶段时制定的计划。
样件控制计划一、引言。
样件控制计划是指在产品开发和生产过程中,对样品进行严格的管理和控制,以确保产品质量和生产效率。
样件控制计划是企业质量管理体系的重要组成部分,对于产品质量的稳定和持续改进具有重要意义。
二、制定目的。
制定样件控制计划的目的在于规范和管理样件的使用、保管和处理,以及对样件进行评估和验证,确保产品设计和生产过程中的准确性和一致性,提高产品质量和生产效率。
三、适用范围。
本样件控制计划适用于所有产品的开发和生产过程中所涉及的样件管理和控制工作,包括但不限于样品的接收、保管、使用、处理、评估和验证等环节。
四、样件管理流程。
1. 样件接收,由专人负责接收样件,并填写样件接收登记表,包括样件名称、数量、来源、接收时间等信息。
2. 样件保管,样件保管人员按照要求对样件进行分类、编号、标识,并妥善保管,确保样件的完整性和安全性。
3. 样件使用,样件使用前需填写样件使用申请表,经批准后方可使用,并在使用后及时归还或处理。
4. 样件处理,对于使用完毕或不再使用的样件,需按照规定进行处理,包括报废、退库、销毁等。
5. 样件评估和验证,对于新样件或有变更的样件,需进行评估和验证,确保符合产品设计和生产要求。
五、样件管理要求。
1. 严格执行样件管理流程,确保每一道环节都得到有效控制和监督。
2. 对样件进行分类、编号、标识,建立样件档案,便于查阅和追溯。
3. 对样件的使用和处理,需经过书面申请和批准,确保有据可依。
4. 对样件的评估和验证,需进行记录和归档,以备查证和追溯。
5. 对样件的保管和管理人员,需进行培训和考核,确保具备相应的能力和素质。
六、样件控制计划的执行。
1. 由专人负责执行样件控制计划,确保各项工作按照规定进行。
2. 对样件的管理和控制工作,定期进行检查和评估,及时发现和纠正问题。
3. 对样件的使用和处理,进行记录和汇总,形成样件管理报告,供管理参考和决策。
七、样件控制计划的改进。
1. 定期对样件控制计划进行评估和审查,发现问题和风险,及时进行改进和完善。
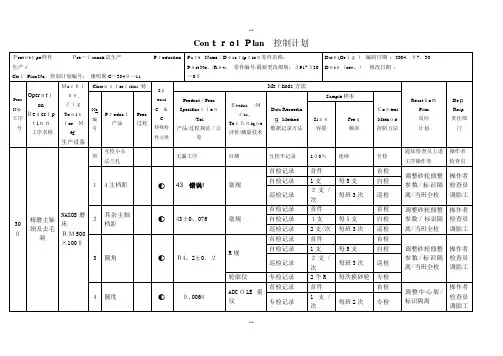
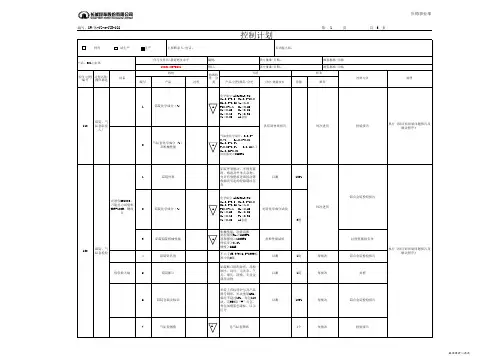
要求
PP TD20
1装容方式及数
量正确C 2标识正确C 3
成品放置C 4合格成品
标识、实物、数量与出库单一致C 5合格成品
成品合检具B 200成品发运货车、台车、
叉车1安全运输成品安全运输到顾客仓
库
C 处数完成一箱包装时贴上合容完整、正确贴上合格标识的成品箱上,整齐放置,最高堆放3层详见包装规格书间隙为3±0.5mm,面差0.5)mm 成品发运必达,运输过程
现碰伤、变形190成品检验合格成品
按出货作业指导书进行修改单号标志修改人日期
公差
等缺陷求
等缺陷
m
块现象m
现象8级
象
现象;
2箱检验员通知装配组长,
选别隔离,重新包装100%
检验员通知装配组长,选别隔离,更换标识100%
检验员通知装配组长,选别隔离,重新放置目视检查
100%每批检验员出库记录出库单检验员通知库管员,隔离标识,产品正确出库检具
10件每次检验员检具操作指导书抽检记录表检验员通知装配组长,选别隔离目视检查100%每批货车司机发货记录
发货单货车司机通知物流部
经理,及时调整修改单号处数日期
贴上合格标识,内、正确成品箱放在栈板齐放置,最高堆放3层,面差为(0±m 输过程不允许出、变形书进行检验目视检查每班检验员检验记录巡检记录表标志修改人。
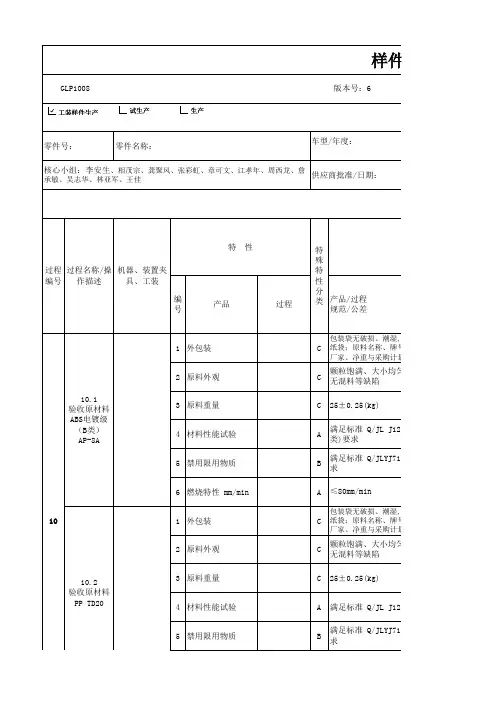
1A 化学成分 AlSi9Cu3(Fe)Cu:2.5-3.5 Si:9.0-10.0Mg:0.3-0.55 Zn<1.0Fe0.8-1.1 Mn<0.55Ni<0.55 Sn<0.25Cr<0.15 Pb<0.35Ti<0.25 Al余量2A 气缸套化学成分:C:3.2-3.7% Si:2.0-2.8%Mn:0.5-1.0%P:0.05-0.2% S:0.15以下Cr:0.05-0.2%抗拉强度≥255MPa1铝锭外观整洁,不得有霉斑、熔渣及外来夹杂物,允许有修整痕迹或因浇铸收缩而引起的轻微裂纹存在100%4不大于JB/T7946.3-1999标准中的2级1块5铝锭断口组织致密,晶粒细小、均匀,无夹杂、气孔、缩孔、渣瘤、无非金属夹杂物1锭6单锭上应标明炉号及产品牌号钢印,单块重量6Kg,偏差不超过10%。
每包110块,用PET带“#”打包,每包加喷蓝色漆标,以示区分100%7见气缸套图纸4个执行《供应商质量问题报告及解决程序》气缸套规格每批次检验报告执行《供应商质量问题报告及解决程序》每次进货检验报告铝合金锭检验报告处理编号产品过程产品/过程规范/公差特殊特性 分类评价/测量技术 样本方法铝锭化学成分(%)光谱仪GS1000、万能拉力试验机WDW-100E、硬度计铝锭外观铝锭化学成分(%)铝锭铝锭机械性能23120铝锭、气缸套检验铝合金锭检验报告铝锭针孔度铝锭包装及标识铝合金锭检验报告化学成分 AlSi9Cu3(Fe)Cu:2.5-3.5 Si:9.0-10.0Mg:0.3-0.55 Zn<1.0Fe0.8-1.1 Mn<0.55Ni<0.55 Sn<0.25Cr<0.15 Pb<0.35Ti<0.25 Al余量机械性能:浇铸试棒抗拉强度Rm≥160MPa屈服强度≥120MPa 伸长率≥0.8%硬度≥65HB A 拉伸性能报告单目测气缸套化学成分(%)及机械性能产品:G01上缸体1002140M-EG01110铝锭、气缸套缸套入厂零件/过程编号A 设备特性供方批准/日期:供方批准/日期:件号及件名/最新更改水平容量供应商材质报告修订:频率压铸事业部主要联系人/电话: 控制计划编号:GW/体-YZ-e-JZB-022过程名称/操作描述 第 1 页 共 6 页样件 试生产 生产多功能小组:编制:封样目测每批次顾客批准/日期:顾客批准/日期:控制方法目测拉伸性能试验目测光谱化学成分试验低倍放大镜每批次铝锭断口3根每次进货每批次A 每天进步一点点。
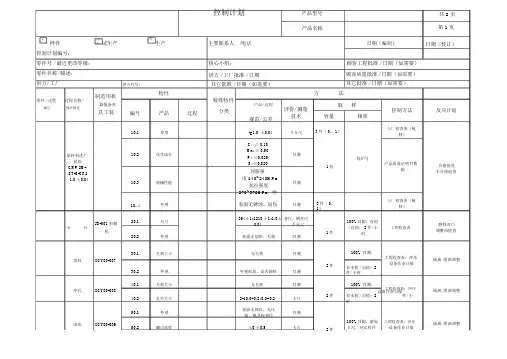
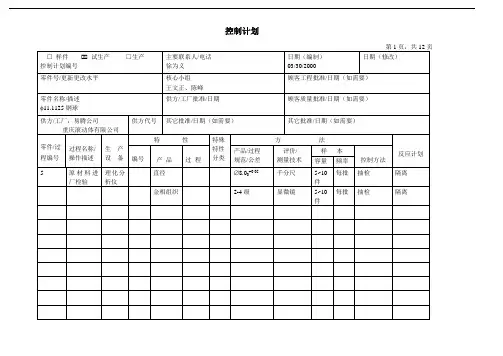
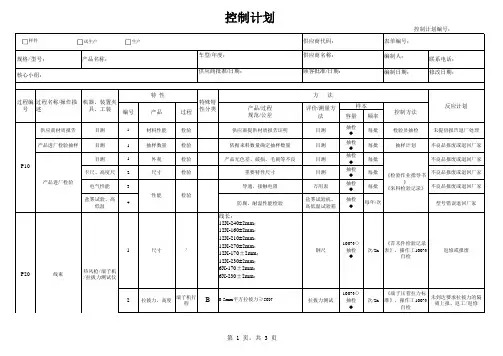
控制计划产品型号产品名称√样件× 试生产×生产主要联系人/电话日期(编制)控制计划编号:共 2 页第 1 页日期(校订)零件号 / 最近更改等级:零件名称 /描述:供方/ 工厂制造用机零件 / 过程过程名称/器装备夹编号操作描述具工装核心小组:供方 / 工厂批准 / 日期供方代号:其它批准 / 日期(如需要)特性特殊特性产品/ 过程评价/ 测量编号产品过程分类技术规范/ 公差顾客工程批准 / 日期(如需要)顾客质量批准 / 日期(如需要)其它批准 / 日期(如需要)方法取样控制方法容量频率反应计划原材料进厂检验GMW2M-ST-S-CR21.0 ±0.04JB-001 剪板剪料机落料XCY80-007冲孔XCY80-008成形XCY80-009 10.1 厚度t=1.0 ±0.04 千分尺C:≤ 0.1010.2 化学成分Mn: ≤ 0.50目测P: ≤0.025S: ≤0.020屈服强10.3 机械性能度:140~240MPa目测抗拉强度270~370MPa 伸10..4 外观表面无锈蚀、划伤目测20.1 尺寸354±1*1210 ±1*1.0 ± 卷尺、钢直尺0.04 、千分尺20.2 外观表面无划伤、毛刺目测30.1 毛刺大小无毛刺目测30.2 外观外观形状,是否缺料目测40.1 毛刺大小无毛刺目测40.2 孔径大小2-10.0+0.2*8.0+0.2 卡尺50.1 外观表面无裂纹、无压目测痕,模具校到位50.2 翻边高度 4.0 ±0.5 卡尺3件( 0, 1)1份3件( 0,1)1件2件2件2件入厂检查表(板材)每炉号产品质量证明书数据入厂检查表(板材)100%目测,首检/ 自检; 2件/ 小工程检查表时100% 目测,工程检查表;冲压设备作业日报首末检 / 自检;2件/ 小时100% 目测,工程检查表;冲压首末检 / 自检;2设备作业日报件/ 小时100%目测,游标工程检查表;冲压卡尺,对比样件设备作业日报合格接受不合格退货磨修刃口调整再检查隔离 /重新调整隔离 /重新调整隔离 /重新调整/重新调整卡尺,对比样件设备作业日报配合型面公50.3样件差。
产品质量控制计划模板一、引言。
产品质量控制计划是企业为了保证产品质量而制定的一项重要计划。
良好的产品质量控制计划能够帮助企业提高产品质量,降低生产成本,增强竞争力,赢得客户信赖。
本文档将为您详细介绍产品质量控制计划的制定内容和步骤,以便您能够根据实际情况制定适合自己企业的产品质量控制计划。
二、质量目标。
1. 确定产品质量标准,明确产品的质量标准,包括产品的外观、尺寸、性能等方面的要求。
2. 设定质量指标,确定产品质量的关键指标,如合格率、次品率、退货率等。
3. 制定质量目标,根据市场需求和企业实际情况,设定产品质量的具体目标,如提高合格率至95%以上。
三、质量控制措施。
1. 原材料采购,建立合格供应商名录,严格把控原材料的质量,确保原材料符合产品质量标准。
2. 生产过程控制,建立生产过程的质量控制点,对关键工序进行严格把控,确保产品在生产过程中不会出现质量问题。
3. 检验测试,建立完善的产品检验测试程序,对产品进行全面检测,确保产品质量符合标准。
4. 不良品处理,建立不良品处理制度,对不合格产品进行分类处理,及时发现问题并进行改进。
四、质量管理体系。
1. 质量责任制,明确各部门的质量责任,建立质量管理的全员参与机制,确保每个员工都对产品质量负责。
2. 内部审核,定期进行内部审核,发现问题并及时改进,确保质量管理体系的有效运行。
3. 不断改进,建立质量改进机制,通过持续改进产品设计、生产工艺和管理方法,提高产品质量水平。
五、质量控制计划执行。
1. 制定详细的执行计划,明确产品质量控制计划的执行时间表和责任人,确保计划的顺利执行。
2. 定期评估,定期对产品质量控制计划的执行情况进行评估,发现问题并及时解决。
3. 风险评估,对产品质量控制计划执行过程中可能出现的风险进行评估,制定相应的风险应对措施。
六、总结。
产品质量控制计划是企业保证产品质量的重要手段,通过制定科学合理的产品质量控制计划,能够有效提高产品质量,降低生产成本,增强企业竞争力。
样件制作控制计划:样件控制计划制作样件控制计划模板什么是样件控制计划样件试制计划篇一:样件制造-控制计划(APQP要求)样件制造-控制计划(APQP要求)定义/说明/要求/目的:样件控制计划是指:对样件制造过程中的尺寸测量和材料与功能试验的描述。
“样件制造-控制计划”是产品设计和开发阶段的输出,也是过程设计和开发阶段的输入;由设计部门负责输出样件,而由产品质量策划小组负责制定样件控制计划。
对于样件,通常也需要一个明确的计划。
样件制造和控制计划为小组和顾客提供了一个极好的机会来评价产品或服务满足顾客呼声目标的程度。
检查表:篇二:控制计划(样件)篇三:样件制作流程及管理办法1.目的的职能分配;提高开发的工作水平和工作质量,确保样件提交满足顾客的需求;减少和避免工作失误给公司造成的损失。
2.3.术语和定义根据公司实际情况以及顾客对样件的要求,对样件进行分类。
对不同类型的样件进行不同的管理,以提高工作效率,避免资源浪费。
A类样件---送样目的为让顾客了解本公司产品。
样件无具体的、针对性的要求,或只有相对模糊的意向性要求。
B类样件---送样目的为初步确定产品的结构形式和尺寸,只作结构和尺寸的要求,对材料及性能无要求。
C类样件---送样目的为进行功能验证。
样件在完全的设备、工装、检具和正确的材料状态下生产。
对尺寸、材料及性能有正式要求。
D类样件---顾客发生工程更改后要求递交的样件。
具体的要求按项目进度状态或顾客要求而定。
根据更改的具体状态,可能有尺寸、材料及性能方面的要求。
4.工作流程图(转下页)对样品进行分类,规范各种样品的递交流程;明确各职能部门在样品递交过程中适用范围适用于公司提交给顾客的所有样品。
5. 职责5.1. 销售部---负责收集传递顾客的样件要求,并组织相关部门进行可行性评审。
保持与顾客的接洽,负责样件的发运。
5.2. 开发部主管---负责对未成立项目小组的产品的样件要求进行评判,决定是否开展样件工作。
样件控制计划、试生产控制计划、生产控制计划的区别是什么引言概述:在创造业中,为了确保产品的质量和生产的高效性,企业需要制定一系列的控制计划。
其中,样件控制计划、试生产控制计划和生产控制计划是常见的三种类型。
本文将详细阐述这三种控制计划的区别。
一、样件控制计划1.1 样件控制计划的定义样件控制计划是在产品设计和开辟阶段制定的,用于控制样件的生产和质量。
样件是新产品开辟过程中的一个重要环节,用于验证设计的可行性和产品的可靠性。
1.2 样件控制计划的内容样件控制计划包括以下三个方面的内容:1.2.1 样件生产过程控制:包括原材料的选择、加工工艺的确定、生产设备的选择和调试等,旨在确保样件的生产过程符合设计要求。
1.2.2 样件质量控制:包括对样件的尺寸、外观、性能等进行检测和测试,以验证样件的质量是否符合设计要求。
1.2.3 样件验证计划:包括对样件进行功能测试、可靠性测试、环境适应性测试等,以验证样件是否满足设计要求。
1.3 样件控制计划的目的样件控制计划的目的是确保样件的生产和质量符合设计要求,为后续的试生产和正式生产提供可靠的基础。
通过样件控制计划,企业可以及时发现和解决样件生产和质量方面的问题,降低产品开辟风险。
二、试生产控制计划2.1 试生产控制计划的定义试生产控制计划是在样件验证通过后,为了进一步验证产品的生产可行性和质量稳定性而制定的。
试生产是在实际生产环境下进行的,但生产规模相对较小,主要用于验证生产过程和技术的可行性。
2.2 试生产控制计划的内容试生产控制计划包括以下三个方面的内容:2.2.1 生产工艺控制:包括生产工艺参数的确定、生产设备的调试和运行参数的优化等,旨在确保试生产过程符合产品的设计要求。
2.2.2 生产质量控制:包括对生产过程中关键环节的监控和控制,以确保产品的质量稳定性。
2.2.3 生产效率控制:包括对生产周期、生产能力和人员配备等进行合理规划,以提高生产效率和降低成本。
样件控制计划、试生产控制计划、生产控制计划的区别是什么引言概述:在制造业中,为了确保产品的质量和生产效率,常常需要制定不同类型的计划来控制不同阶段的生产过程。
其中,样件控制计划、试生产控制计划和生产控制计划是三种常见的计划类型。
本文将详细介绍这三种计划的定义、目的和区别。
一、样件控制计划1.1 样件控制计划的定义样件控制计划是在产品开发阶段制定的一种计划,用于控制样件的制造和测试过程。
样件是指产品的原型或样品,用于验证设计和制造过程的可行性,以及产品的性能和质量。
1.2 样件控制计划的目的- 确保样件的制造过程符合设计要求,以验证产品的可行性。
- 确保样件的测试过程能够准确评估产品的性能和质量。
- 识别和解决样件制造和测试过程中的问题,以改进产品设计和制造流程。
二、试生产控制计划2.1 试生产控制计划的定义试生产控制计划是在产品开发阶段制定的一种计划,用于控制试生产过程。
试生产是在正式投入生产之前进行的一种小规模生产,旨在验证产品设计和制造流程的可行性,并进行必要的调整和改进。
2.2 试生产控制计划的目的- 评估产品设计和制造流程的可行性和效率。
- 识别和解决试生产过程中的问题,以改进产品的质量和生产效率。
- 为正式生产做好准备,确保产品能够按照要求稳定生产。
三、生产控制计划3.1 生产控制计划的定义生产控制计划是在正式生产阶段制定的一种计划,用于控制产品的批量生产过程。
生产控制计划包括生产排程、工艺流程、质量控制和资源管理等方面的内容。
3.2 生产控制计划的目的- 确保产品按照规定的工艺流程和质量标准进行生产。
- 确保生产过程的高效和稳定,以满足市场需求。
- 优化资源配置,提高生产效率和降低成本。
四、样件控制计划、试生产控制计划和生产控制计划的区别4.1 时间点不同样件控制计划和试生产控制计划是在产品开发阶段制定的,而生产控制计划是在正式生产阶段制定的。
4.2 目的不同样件控制计划的目的是验证产品的可行性和质量,试生产控制计划的目的是验证产品的设计和制造流程,生产控制计划的目的是确保产品的批量生产质量和效率。
控制计划
文件编号:TD/QR33 页码:第页共页
控制计划
文件编号:TD/QR33 页码:第页共页
控制计划
文件编号:TD/QR33 页码:第页共页
控制计划
文件编号:TD/QR33 页码:第页共页
控制计划
文件编号:TD/QR33 页码:第页共页
控制计划
文件编号:TD/QR33 页码:第页共页
控制计划
文件编号:TD/QR33 页码:第页共页
控制计划
文件编号:TD/QR33 页码:第页共页
控制计划
文件编号:TD/QR33 页码:第页共页
控制计划
文件编号:TD/QR33
页码:第页共页
控制计划
文件编号:TD/QR33 页码:第页共页
控制计划
文件编号:TD/QR33 页码:第页共页
控制计划
文件编号:TD/QR33 页码:第页共页
控制计划
文件编号:TD/QR33 页码:第页共页。