各部位尺寸公差表.doc
- 格式:doc
- 大小:230.50 KB
- 文档页数:63
基本含义确定尺寸精确程度的等级称为公差等级,国标规定分为20个等级,从IT01、IT00、IT1、IT2~IT18, 数字越小,公差等级(加工精度)越高,尺寸允许的变动范围(公差数值)越小,加工难度越大。
具体可查询机械设计手册,不同的基本尺寸使用同一公差等级时,公差范围也不同。
公差等级的选择及应用公差等级的选择及应用公差等级应用范围及举例IT01 用于特别精密的尺寸传递基准,例如特别精密的标准量块IT0 用于特别精密的尺寸传递基准及宇航中特别重要的精密配合尺寸。
例如,特别精密的标准量块,个别特别重要的精密机械零件尺寸,校对检验IT6级轴用量规的校对量规IT1 用于精密的尺寸传递基准、高精密测量工具特别重要的极个别精密配合尺寸。
例如,高精密标准量规,校对检验IT7至IT9级轴用量规的校对量规,个别特别重要的精密机械零件尺寸IT2 用于高精密的测量工具,特别重要的精密配合尺寸。
例如检验IT6至IT7级工件用量规的尺寸制造公差,校对检验IT8至IT11级轴用量规的校对塞规,个别特别重要的精密机械零件尺寸IT3 用于精密测量工具,小尺寸零件的高精度的精密配合以及和C级滚动轴承配合的轴径与外壳孔径。
例如,检验IT8至IT11级工件用量规和校对检验IT9至IT13级轴用量规的校对量规,与特别精密的P4级滚动轴承内环孔(直径至100mm)相配的机床主轴,精密机械和高速机械的轴颈,与P4级向心球轴承外环相配合的壳体孔径,航空及航海工业中导航仪器上特殊精密的个别小尺寸零件的精度配合。
IT4 用于精密测量工具、高精度的精密配合和P4级、P5级滚动轴承配合的轴径和外壳孔径。
例如,检验IT9至IT12级工件用量规和校对IT12至IT14级轴用量规的校对量规,与P4级轴承孔(孔径>100mm)及与P5级轴承孔相配的机床主轴,精密机械和高速机械的轴颈,与P4级轴承相配的机床外壳孔,柴油机活塞销及活塞销座孔径,高精度(1级至4级)齿轮的基准孔或轴径,航空及航海工业中用仪器的特殊精密的孔径IT5 用于配合公差要求很小,形状公差要求很高的条例下,这类公差等级能使配合性质比较稳定,相当于旧国标中最高精度,用于机床、发动机和仪表中特别重要的配合尺寸,一般机械中应用较少。
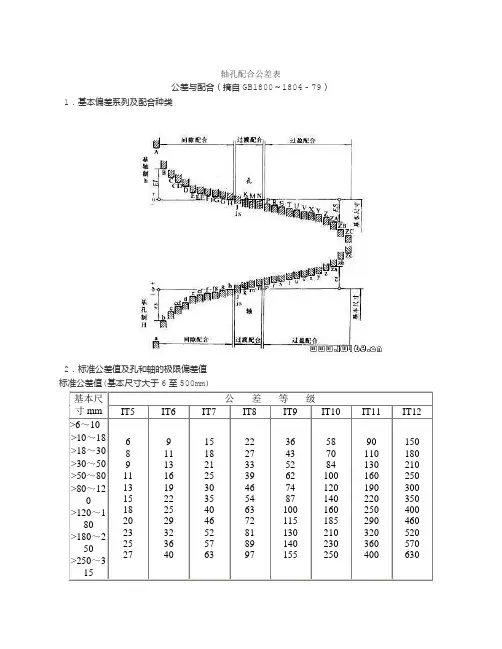
轴孔配合公差表
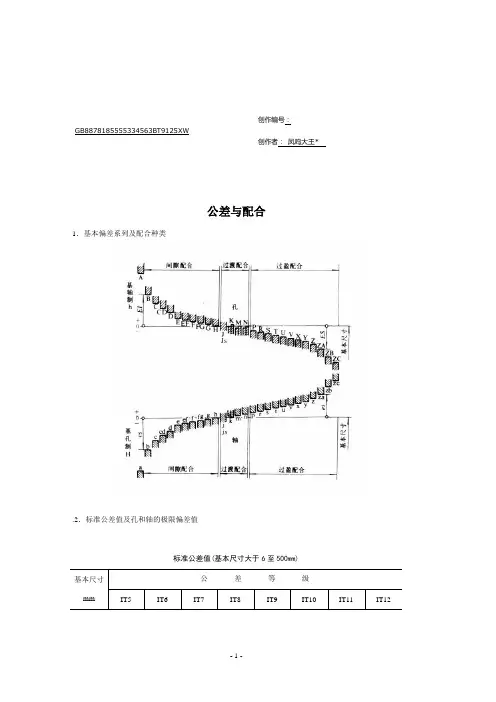
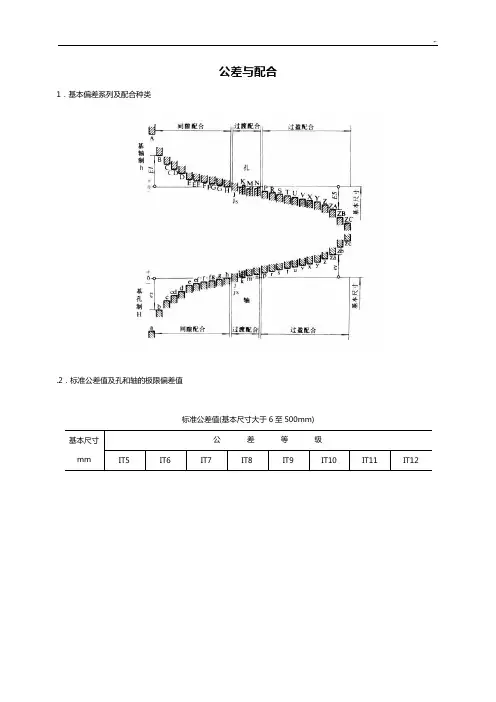
公差与配合(摘自GB1800~1804-79) 1.基本偏差系列及配合种类
2.标准公差值及孔和轴的极限偏差值
孔的极限差值(基本尺寸由大于10至315mm)μm
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
形位公差符号
圆度和圆柱度公差μm
主参数d(D)图例
主参数d(D) mm
直线度和平面度公差μm 主参数L图例
主要参数L mm
平行度、垂直度和倾斜度公差μm
主参数L、d (D)图例
同轴度、对称度、圆跳动和全跳动公差确良μm
主参数d(D)、B、L图例
主参数d(D)、B、Lmm
表面粗糙度
表面粗糙度R a值的应用范围
微见刀痕
可见加工痕迹
微见加工痕迹
看不见加工痕迹
可辨加工痕迹的
方向
微辨加工痕迹的
方向
不可辨加工痕迹
的方向
暗光泽面
注:1. 粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档的第
光洁度(旧国标)为▽5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,R a的最大允许值取
3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。
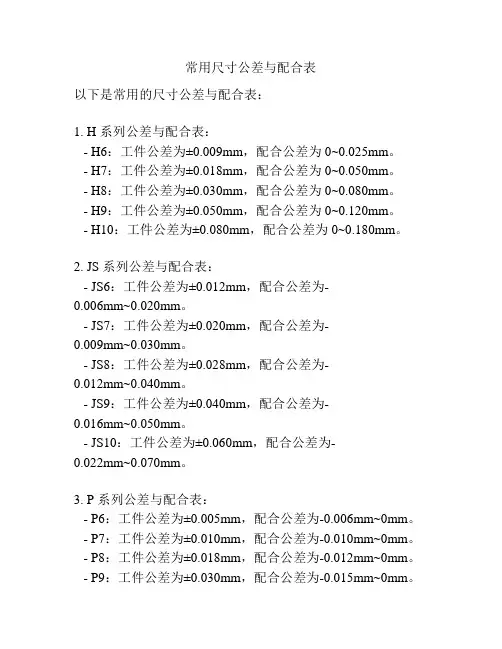
常用尺寸公差与配合表以下是常用的尺寸公差与配合表:1. H 系列公差与配合表:- H6:工件公差为±0.009mm,配合公差为0~0.025mm。
- H7:工件公差为±0.018mm,配合公差为0~0.050mm。
- H8:工件公差为±0.030mm,配合公差为0~0.080mm。
- H9:工件公差为±0.050mm,配合公差为0~0.120mm。
- H10:工件公差为±0.080mm,配合公差为0~0.180mm。
2. JS 系列公差与配合表:- JS6:工件公差为±0.012mm,配合公差为-0.006mm~0.020mm。
- JS7:工件公差为±0.020mm,配合公差为-0.009mm~0.030mm。
- JS8:工件公差为±0.028mm,配合公差为-0.012mm~0.040mm。
- JS9:工件公差为±0.040mm,配合公差为-0.016mm~0.050mm。
- JS10:工件公差为±0.060mm,配合公差为-0.022mm~0.070mm。
3. P 系列公差与配合表:- P6:工件公差为±0.005mm,配合公差为-0.006mm~0mm。
- P7:工件公差为±0.010mm,配合公差为-0.010mm~0mm。
- P8:工件公差为±0.018mm,配合公差为-0.012mm~0mm。
- P9:工件公差为±0.030mm,配合公差为-0.015mm~0mm。
- P10:工件公差为±0.048mm,配合公差为-0.018mm~0mm。
这些只是一些常见的尺寸公差与配合表,实际应用中可能会根据具体情况选择其他标准或特殊公差。
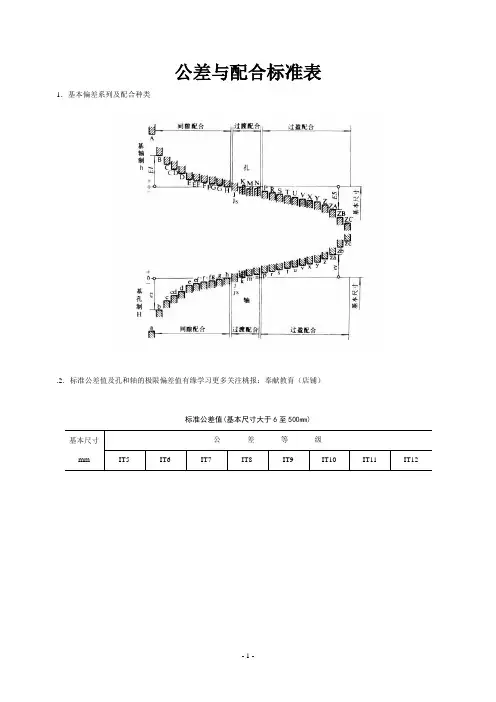
公差与配合标准表1.基本偏差系列及配合种类.2.标准公差值及孔和轴的极限偏差值有缘学习更多关注桃报:奉献教育(店铺)标准公差值(基本尺寸大于6至500mm)基本尺寸mm公差等级IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12孔的极限差值(基本尺寸由大于10至315mm)μm轴的极限偏差(基本尺寸由于大于10至315mm)注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)形位公差符号分类形状公差位置公差项目直线度平面度圆度圆柱度平行度垂直度倾斜度同轴度对称度位置度圆跳动全跳动符号圆度和圆柱度公差μm主参数d(D)图例公差等级主参数d(D) mm应用举例>6~10>10~18>18~30>30~50>50~80>80~120>120~180>180~250>250~315>315~400>400~5005 1.5 2 2.5 2.5 3 4 5 7 8 9 10 安装E、C级滚6 2.5 3 4 4 5 6 8 10 12 13 15动轴承的配合面,通用减速器的轴颈,一般机床的主轴。
7 4 5 6 7 8 10 12 14 16 18 20千斤顶或压力油缸的活塞,水泵及减速器的轴颈,液压传动系统的分配机构8 6 8 9 11 13 15 18 20 23 25 279 9 11 13 16 19 22 25 29 32 36 40 起重机、卷扬机用滑动轴承等10 15 18 21 25 30 35 40 46 52 57 63直线度和平面度公差μm 主参数L图例公差等级主要参数L mm应用举例≤10>10~16>16~25>25~40>40~63>63~100>100~160>160~250>250~400>400~6305 2 2.5 3 4 56 8 10 12 15 普通精度的机床导轨6 3 4 5 6 8 10 12 15 20 257 5 6 8 10 12 15 20 25 30 40 轴承体的支承面,减速器的壳体,轴系支承轴承的接合面8 8 10 12 15 20 25 30 40 50 609 12 15 20 25 30 40 50 60 80 100辅助机构及手动机械的支承面,液压管件和法兰的连接面10 20 25 30 40 50 60 80 100 120 150平行度、垂直度和倾斜度公差有缘学习更多关注桃报:奉献教育(店铺)μm主参数L、d (D)图例公差等级主参数L、d(D)mm应用举例≤10>10~16>16~25>25~40>40~63>63~100>100~160>160~250>250~400>400~6305 56 8 10 12 15 20 25 30 40 垂直度用于发动机的轴和离合器的凸缘,装D、E级轴承和装C、D级轴承之箱体的凸肩6 8 10 12 15 20 25 30 40 50 60 平行度用于中等精度钻模的工作面,7~10级精度齿轮传动壳体孔的中心线7 12 15 20 25 30 40 50 60 80 100 垂直度用于装F、G 级轴承之壳体孔的轴线,按h6与g6连接的锥形轴减速机的机体孔中心线8 20 25 30 40 50 60 80 100 120 150 平行度用于重型机械轴承盖的端面、手动传动装置中的传动轴同轴度、对称度、圆跳动和全跳动公差确良有缘学习更多关注桃报:奉献教育(店铺)μm主参数d(D)、B、L图例公差等主参数d(D)、B、Lmm 应用举例级>3~6 >6~10>10~18 >18~30>30~50>50~120>120~250>250~5005 3 4 56 8 10 12 156和7级精度齿轮轴的配合面,较高精度的快速轴,较高精度机床的轴套6 5 6 8 10 12 15 20 257 8 10 12 15 20 25 30 40 8和9级精度齿轮轴的配合面,普通精度高速轴(100r/min以下),长度在1m以下的主传动轴,起重运输机的鼓轮配合孔和导轮的滚动面M 12 15 20 25 30 40 50 60 表面粗糙度表面粗糙度R a值的应用范围粗糙度代号光洁度代号表面形状、特征加工方法应用范围ⅠⅡ除净毛刺铸、锻、冲压、热轧、冷轧用于保持原供应状况的表面微见刀痕粗车,刨,立铣,平铣,钻毛坯粗加工后的表面可见加工痕迹车,镗,刨,钻,平铣,立铣,锉,粗铰,磨,铣齿比较精确的粗加工表面,如车端面、倒角微见加工痕迹车,镗,刨,铣,刮1~2点/cm2,拉,磨,锉滚压,铣齿不重要零件的非结合面,如轴、盖的端面,倒角,齿轮及皮带轮的侧面、平键及键槽的上下面,轴或孔的退刀槽看不见加工痕迹车,镗,刨,铣,铰,拉,磨,滚压,铣齿,刮1~2点/cm2IT12级公差的零件的结合面,如盖板、套筒等与其它零件联接但不形成配合的表面,齿轮的非工作面,键与键槽的工作面,轴与毡圈的摩擦面可辨加工痕迹的方向车,镗,拉,磨,立铣,铰,滚压,刮3~10点/cm2IT8~IT12级公差的零件的结合面,如皮带轮的工作面,普通精度齿轮的齿面,与低精度滚动轴承相配合的箱体孔微辨加工痕迹的方向铰,磨,镗,拉,滚压,刮3~10点/cm2IT6~IT8厅级公差的零件的结合面;与齿轮、蜗轮、套筒等的配合面;与高精度滚动轴承相配合的轴颈;7级精度大小齿轮的工作面;滑动轴承轴瓦的工作面;7~8 级精度蜗杆的齿面不可辨加工痕迹的方向布轮磨,磨,研磨,超级加工IT5、IT6级公差的零件的结合面,与C级精度滚动轴承配合的轴颈;3、4、5级精度齿轮的工作面暗光泽面超级加工仪器导轨表面;要求密封的液压传动的工作面;塞的外表面;活汽缸的内表面注:1. 粗糙度代号I为第一种过渡方式。
创作编号:GB8878185555334563BT9125XW创作者:凤呜大王*公差与配合1.基本偏差系列及配合种类.2.标准公差值及孔和轴的极限偏差值标准公差值(基本尺寸大于6至500mm)基本尺寸mm公差等级IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12孔的极限差值(基本尺寸由大于10至315mm)μm轴的极限偏差(基本尺寸由于大于10至315mm)公差带级>10~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315▼6+29+18 +35+22+42+26+51+32+59+37+68+43+79+50+88+567+36+18 +43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)形位公差符号分类形状公差位置公差项目直线度平面度圆度圆柱度平行度垂直度倾斜度同轴度对称度位置度圆跳动全跳动符号圆度和圆柱度公差μm主参数d(D)图例公差等级主参数d(D) mm应用举例>6~10>10~18>18~30>30~50>50~80>80~120>120~180>180~250>250~315>315~400>400~5005 1.5 2 2.5 2.5 3 4 5 7 8 9 10安装E、C级滚动轴承的配合面,通用减速器的轴颈,一般机床的主轴。
6 2.5 3 4 4 5 6 8 10 12 13 157 4 5 6 7 8 10 12 14 16 18 20千斤顶或压力油缸的活塞,水泵及减速器的轴颈,液压传动系统的分配机构8 6 8 9 11 13 15 18 20 23 25 279 9 11 13 16 19 22 25 29 32 36 40 起重机、卷扬机用滑动轴承等10 15 18 21 25 30 35 40 46 52 57 63直线度和平面度公差μm主参数L图例公主要参数L mm 应用举例差等级≤10>10~16>16~25>25~40>40~63>63~100>100~160>160~250>250~400>400~6305 2 2.5 3 4 56 8 10 12 15 普通精度的机床导轨6 3 4 5 6 8 10 12 15 20 257 5 6 8 10 12 15 20 25 30 40 轴承体的支承面,减速器的壳体,轴系支承轴承的接合面8 8 10 12 15 20 25 30 40 50 609 12 15 20 25 30 40 50 60 80 100辅助机构及手动机械的支承面,液压管件和法兰的连接面10 20 25 30 40 50 60 80 100 120 150平行度、垂直度和倾斜度公差μm主参数L、d (D)图例公差主参数L、d(D)mm 应用举例同轴度、对称度、圆跳动和全跳动公差确良μm主参数d(D)、B、L图例公差等级主参数d(D)、B、Lmm应用举例>3~6 >6~10>10~18>18~30>30~50>50~120>120~250>250~5005 3 4 56 8 10 12 156和7级精度齿轮轴的配合面,较高精度的快速轴,较高精度机床的轴套6 5 6 8 10 12 15 20 257 8 10 12 15 20 25 30 40 8和9级精度齿轮轴的配合面,普通精度高速轴(100r/min以下),长度在1m以下的主传动轴,起重运输机的鼓轮配合孔和导轮的滚动面M 12 15 20 25 30 40 50 60 表面粗糙度表面粗糙度R a值的应用范围粗糙度代号光洁度代号表面形状、特征加工方法应用范围ⅠⅡ除净毛刺铸、锻、冲压、热轧、冷轧用于保持原供应状况的表面微见刀痕粗车,刨,立铣,平铣,钻毛坯粗加工后的表面可见加工痕迹车,镗,刨,钻,平铣,立铣,锉,粗铰,磨,铣齿比较精确的粗加工表面,如车端面、倒角微见加工痕迹车,镗,刨,铣,刮1~2点/cm2,拉,磨,锉滚压,铣齿不重要零件的非结合面,如轴、盖的端面,倒角,齿轮及皮带轮的侧面、平键及键槽的上下面,轴或孔的退刀槽看不见加工痕迹车,镗,刨,铣,铰,拉,磨,滚压,铣齿,刮1~2点/cm2IT12级公差的零件的结合面,如盖板、套筒等与其它零件联接但不形成配合的表面,齿轮的非工作面,键与键槽的工作面,轴与毡圈的摩擦面可辨加工痕迹的方向车,镗,拉,磨,立铣,铰,滚压,刮3~10点/cm2IT8~IT12级公差的零件的结合面,如皮带轮的工作面,普通精度齿轮的齿面,与低精度滚动轴承相配合的箱体孔微辨加工痕迹的方向铰,磨,镗,拉,滚压,刮3~10点/cm2IT6~IT8厅级公差的零件的结合面;与齿轮、蜗轮、套筒等的配合面;与高精度滚动轴承相配合的轴颈;7级精度大小齿轮的工作面;滑动轴承轴瓦的工作面;7~8 级精度蜗杆的齿面不可辨加工痕迹的方向布轮磨,磨,研磨,超级加工IT5、IT6级公差的零件的结合面,与C级精度滚动轴承配合的轴颈;3、4、5级精度齿轮的工作面暗光泽面超级加工仪器导轨表面;要求密封的液压传动的工作面;塞的外表面;活汽缸的内表面注:1. 粗糙度代号I为第一种过渡方式。
一、尺寸公差
根据各零件的装配使用要求,各处配合代号选择及理由如下;
○1、○2:轴承配合;
由于滚动轴承是标准件,其配合代号只标注与其相配的轴颈及壳体孔的公差带代号。
该滚动轴承工作情况是:旋转内圈、正常负荷、角接触球轴承。
假定根据国标GBT 292-2007选定71914C作为滚动轴承标准件,则其的内圈基本尺寸为φ70,所以查表7-8选与内圈配合的轴颈公差代号为Φ70k5。
查表7-9与外圈配合的壳体孔公差代号为Φ100J7。
○3:此处安装轴承盖;
为轴承盖与箱体孔之间的配合,为了保证轴承盖装拆方便,并具有一定定心精度,应采用间隙配合。
由于壳体孔的公差带已按滚动轴承与外圈相配选定配合代号为φ100J7,为使箱体孔制造方便,应为光孔,因此,该处应选择非基准制任意配合类型,其配合代号为φ100J7/ g9;
○4:隔套与轴的配合;
由于该隔套的作用是将轴上零件隔开以防止轴上零件发生轴向移动。
为使隔套装拆便利,一般采用较低的公差等级和较大的间隙。
因该处轴颈与滚动轴承内圈相配,配合代号已确定为φ70k5,考虑到加工方便,可按非基准制任意配合类型选取其配合代号,即为φ70D10/k5。
⑤齿轮与轴的配合;
由于该齿轮与齿轮轴之间由键来传递运动和动力,但是,为了保证连接可靠和较好的定心精度,应选用较紧的过渡配合φ75H7/n6;
⑥半联轴器与轴;
由于该半联轴器与齿轮轴之间由键来传递运动和动力,但是,为了保证连接可靠和较好的定心精度,又由于联轴器要便于拆装所以采用过度配合,按联轴器标准推荐选用φ60H7/js6。
二:零件几何参数方面的互换性:。
公差与配合1.基本偏差系列及配合种类.2.标准公差值及孔和轴的极限偏差值标准公差值(基本尺寸大于6至500mm)基本尺寸mm公差等级IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12孔的极限差值(基本尺寸由大于10至315mm)μm轴的极限偏差(基本尺寸由于大于10至315mm)公差带级>10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 ▼6+29+18+35+22+42+26+51+32+59+37+68+43+79+50+88+567+36+18+43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)形位公差符号分类形状公差位置公差项目直线度平面度圆度圆柱度平行度垂直度倾斜度同轴度对称度位置度圆跳动全跳动符号圆度和圆柱度公差μm主参数d(D)图例公差等级主参数d(D) mm应用举例>6~10>10~18>18~30>30~50>50~80>80~120>120~180>180~250>250~315>315~400>400~5005 1.5 2 2.5 2.5 3 4 5 7 8 9 10安装E、C级滚动轴承的配合面,通用减速器的轴颈,一般机床的主轴。
6 2.5 3 4 4 5 6 8 10 12 13 157 4 5 6 7 8 10 12 14 16 18 20千斤顶或压力油缸的活塞,水泵及减速器的轴颈,液压传动系统的分配机构8 6 8 9 11 13 15 18 20 23 25 279 9 11 13 16 19 22 25 29 32 36 40 起重机、卷扬机用滑动轴承等10 15 18 21 25 30 35 40 46 52 57 63直线度和平面度公差μm 主参数L图例公主要参数L mm 应用举例差等级≤10>10~16>16~25>25~40>40~63>63~100>100~160>160~250>250~400>400~6305 2 2.5 3 4 56 8 10 12 15 普通精度的机床导轨6 3 4 5 6 8 10 12 15 20 257 5 6 8 10 12 15 20 25 30 40 轴承体的支承面,减速器的壳体,轴系支承轴承的接合面8 8 10 12 15 20 25 30 40 50 609 12 15 20 25 30 40 50 60 80 100 辅助机构及手动机械的支承面,液压管件和法兰的连接面10 20 25 30 40 50 60 80 100 120 150平行度、垂直度和倾斜度公差μm主参数L、d (D)图例公差主参数L、d(D)mm 应用举例同轴度、对称度、圆跳动和全跳动公差确良μm主参数d(D)、B、L图例公差等级主参数d(D)、B、Lmm应用举例>3~6 >6~10>10~18>18~30>30~50>50~120>120~250>250~5005 3 4 56 8 10 12 15 6和7级精度齿轮轴的配合面,较高精度的快速轴,较高精度机床的轴套6 5 6 8 10 12 15 20 257 8 10 12 15 20 25 30 40 8和9级精度齿轮轴的配合面,普通精度高速轴(100r/min 以下),长度在1m 以下的主传动轴,起重运输机的鼓轮配合孔和导轮的滚动面M 12 15 20 25 30 40 50 60表面粗糙度表面粗糙度R a值的应用范围粗糙度代号光洁度表面形状、特征加工方法应用范围ⅠⅡ代号除净毛刺铸、锻、冲压、热轧、冷轧用于保持原供应状况的表面微见刀痕粗车,刨,立铣,平铣,钻毛坯粗加工后的表面可见加工痕迹车,镗,刨,钻,平铣,立铣,锉,粗铰,磨,铣齿比较精确的粗加工表面,如车端面、倒角微见加工痕迹车,镗,刨,铣,刮1~2点/cm2,拉,磨,锉滚压,铣齿不重要零件的非结合面,如轴、盖的端面,倒角,齿轮及皮带轮的侧面、平键及键槽的上下面,轴或孔的退刀槽看不见加工痕迹车,镗,刨,铣,铰,拉,磨,滚压,铣齿,刮1~2点/cm2IT12级公差的零件的结合面,如盖板、套筒等与其它零件联接但不形成配合的表面,齿轮的非工作面,键与键槽的工作面,轴与毡圈的摩擦面可辨加工痕迹的方向车,镗,拉,磨,立铣,铰,滚压,刮3~10点/cm2IT8~IT12级公差的零件的结合面,如皮带轮的工作面,普通精度齿轮的齿面,与低精度滚动轴承相配合的箱体孔微辨加工痕迹的方向铰,磨,镗,拉,滚压,刮3~10点/cm2IT6~IT8厅级公差的零件的结合面;与齿轮、蜗轮、套筒等的配合面;与高精度滚动轴承相配合的轴颈;7级精度大小齿轮的工作面;滑动轴承轴瓦的工作面;7~8 级精度蜗杆的齿面不可辨加工痕迹的方向布轮磨,磨,研磨,超级加工IT5、IT6级公差的零件的结合面,与C级精度滚动轴承配合的轴颈;3、4、5级精度齿轮的工作面暗光泽面超级加工仪器导轨表面;要求密封的液压传动的工作面;塞的外表面;活汽缸的内表面注:1. 粗糙度代号I为第一种过渡方式。
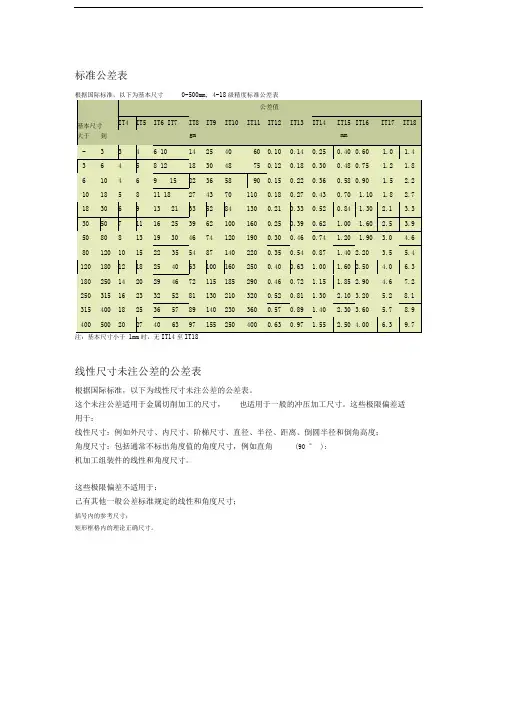
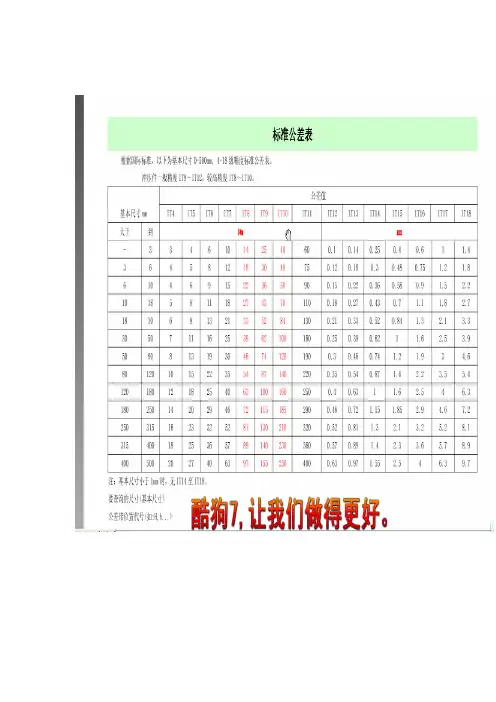
标准公差表
注:基本尺寸小于时,无至
线性尺寸未注公差的公差表
根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:
线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;
角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90 ° );
机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:
已有其他一般公差标准规定的线性和角度尺寸;
括号内的参考尺寸;
矩形框格内的理论正确尺寸。
标准公差表
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
线性尺寸未注公差的公差表
根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:
线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);
机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:
已有其他一般公差标准规定的线性和角度尺寸;
括号内的参考尺寸;
矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
友情提示:本资料代表个人观点,如有帮助请下载,谢谢您的浏览!。
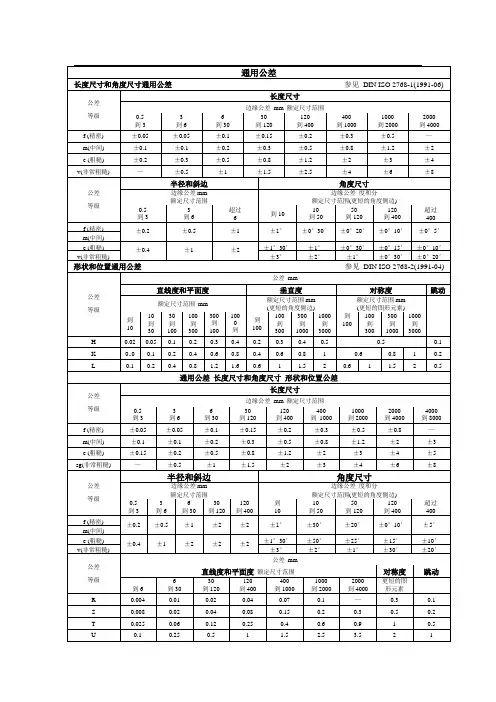
自由公差对照表1.线性尺寸的极限偏差数值(GB/T1804-2000)
2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)
3.角度尺寸的极限偏差数值(GB/T1804-2000)
4.未注形位公差按GB/T1184-K
4.1直线度和平面度未注公差值(GB/T1184-1996)
4.2垂直度未注公差值(GB/T1184-1996)
4.3对称度未注公差值(GB/T1184-1996)
4.4圆跳动的未注公差值(GB/T1184-1996)
5.表面粗糙度
零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
1)取样长度和评定长度的选用值(GB/T1031-1995)
2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)
注:尽量选择第1系列
3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)。
公差等级是指确定尺寸精确程度的等级,国标规定分为20个等级,从IT01、IT0、IT1、IT2~IT18, 数字越大,公差等级(加工精度)越低,尺寸允许的变动范围(公差数值)越大,加工难度越小。
根据加工方法和装配精度要求选择合适的IT公差等级值进行尺寸标注,图纸中未标注公差的尺寸需按照GB/T1804-2000 《未注公差的线性和角度尺寸公差》要求,指明公差等级。
线性尺寸极限偏差数值
倒圆半径和倒角高度尺寸的极限偏差数值
注:倒圆半径和倒角高度的含义参见GB/T6403.4
角度尺寸的极限偏差数值
一般未注公差图样表示法
在图样标题栏附近或技术要求、技术文件(如企业标准)中注出本标准号及公差等级代号。
例如选取中等级时,标注为:
GB/T 1804-m
图纸中未标注形位公差的结构,需按照GB/T1184-1996《形状和位置公差未注公差值》中的等级进行标注。
[1]
直线度和平面度未注公差值
垂直度未注公差值
对称度未注公差值
圆跳动未注公差值。
部位一般(+/-)洗水(+/-)测量方法胸围1cm 1.2cm夹下2cm平度(周围计算)腰围1cm 1.2cm夹下最细处平量(周围计算)下摆 1.2cm 1.8cm下摆处平度(周围计算)衣长1cm 1.2cm后领窝中点量至下摆袖长0.6cm1cm肩顶点至袖口夹直0.6cm0.6cm夹圈直度袖脾围0.6cm1cm袖夹底至袖中线垂直度(周围计算)袖口0.3cm0.6cm袖口处平度(周围计算)肩宽0.6cm1cm左肩顶点至右肩顶点平度领围0.6cm1cm领窝一周前胸宽0.6cm1cm前幅两夹最细处平度后背宽0.6cm1cm后幅两夹最细处平度腰围1cm 1.2cm扣好钮扣或裤钩平行裤头度,由裤头中间横度(周围计算)臀围 1.2 1.8cm裤头摊平由浪上7.5cm“V”度(周围计算)脾围0.6cm1cm摊平裤筒,浪底下2cm处横度(周围计算)前浪连裤头0.6cm0.6cm由浪底度上裤头顶端(度量部位自然平放)后浪连裤头0.6cm1cm由浪底度上裤头顶端(度量部位自然平放)外长短:0.6cm长:1cm短:1cm长:1.2cm裤平摊,由裤脚口边度至裤头顶端内长短:0.3cm长:0.6cm短:0.6cm长:1cm裤平摊,由脚口边度至浪底脾位(围)0.6cm1cm浪底落地7.5cm平度或者按照制单要求(周围计算含左右互差)膝围0.6cm1cm浪底下33cm处横度(周围计算)小腿围0.6 cm1cm浪底下48cm处横度(周围计算)脚口0.3cm0.6cm裤脚口处平摊横度(含左右互差)拉链长度0.3cm0.6cm由拉链底封尾处度至拉链口封口处钮牌0.3cm0.3cm由钮牌口度至间线处耳仔长及宽0.3cm0.3cm由起点到耳仔顶及平度(含相互间互差)袋口长0.3cm0.6cm袋口处平摊两点平度(含左右互差)袋口宽0.3cm0.3cm袋口处平摊两点平度(含左右互差)裤头高0.3cm0.3cm裤头底到顶端点直度DW服装各部位尺寸公差表。
服装检验和测试标准各部位尺寸公差表单位:CM部位:一般(+/-)测量、方法胸围:1夹下1"平度(四面计算)腰围:1夹下最细处平量〔四面计算〕下摆:1下摆处平度〔四面计算〕衣长:1后领窝中点量至下摆袖长:1肩顶点至袖口夹直:0.5夹圈直度袖脾围:0.5袖夹底至袖中线垂直度〔四面计算〕袖口:袖口处平度〔四面计算〕肩宽:1左肩顶点至右肩顶点平度领围:领窝一周前胸宽:0.8前幅两夹最细处平度后背宽:0.8后幅两夹最细处平度腰围:1扣好钮扣或裤钩平行裤头度,由裤头中间横度〔四面计算〕臀围:1裤头摊平由浪上3"“V〞度〔四面计算〕脾围:1摊平裤筒,浪底处横度〔四面计算〕前浪连裤头:1由浪底度上裤头顶端〔度量部位自然平放〕后浪连裤头:1由浪底度上裤头顶端〔度量部位自然平放〕外长短:1长:短:裤平摊,由裤足口边度至裤头顶端内长短:长:短:裤平摊,由足口边度至浪底脾位〔围〕:1浪底落地3"平度或者按照制单要求〔四面计算含左右互差〕足口:0.8裤足口处平摊横度〔含左右互差〕拉链长度:0.5由拉链底封尾处度至拉链口封口处钮牌:0.5由钮牌口度至间线处耳仔长及宽:0.5由起点到耳仔顶及平度〔含相互间互差〕袋口长:0.5袋口处平摊两点平度〔含左右互差〕袋口宽:0.2袋口处平摊两点平度〔含左右互差〕裤头高裤头底到顶端点直度。
服装通用检验方法1物资数量─检查产品数量是否到达查验要求;2唛头—核对唛头的颜色尺码尺寸3配比─检查物品配比是否与订单,唛头标注及所需要求一致;4摔箱─检查商品及包装是否适于运输保持;5验针─检验商品中是否包括断针和金属;6包装检查—检查物资包装是否符合要求;7产品描述/款式/颜色的检验─检查产品与订单及样板在描述/款式/颜色上的一致性;8尺寸测量─检测产品的尺寸是否与要求相符;9产品称重─检查产品的重量是否符合客人的要求;10品质─检查产品的品质;11挂牌及缝唛─检查挂牌及缝唛是否符合要求;12发霉─检查皮革产品可有发霉;13适当时能够进行阻燃测试;14ROHS测试报告;〔金属件检测〕15组装及功能试验—将按S3抽样进行功能试验;16发霉及活虫─检查产品中可有发霉及活虫;三、装箱检验1物资数量─检查产品数量是否到达查验要求;2唛头—核对唛头是否所需要求相符;3配比─随机抽取5箱,检查物品配比是否与订单,唛头标注及所需要求一致;4摔箱─按要求检查商品及包装是否适于运输保持;5包装检查—检查物资包装是否符合要求;6产品描述/款式/颜色的检验─检查产品与订单及样板在描述/款式/颜色上的一致性;7挂牌及缝唛─检查挂牌及缝唛是否符合要求;8发霉及活虫─检查产品中可有发霉及活虫;9其它─检查客人提出的其它查验工程。
各部位尺寸公差表单位:英寸部位一般(+/-)洗水(+/-)测量方法胸围3/8" 1/2" 夹下1"平度(周围计算)腰围 3/8" 1/2" 夹下最细处平量(周围计算)下摆 1/2" 3/4" 下摆处平度(周围计算)衣长 3/8" 1/2" 后领窝中点量至下摆袖长 1/4" 3/8" 肩顶点至袖口夹直 1/4" 1/4" 夹圈直度袖脾围 1/4" 3/8" 袖夹底至袖中线垂直度(周围计算)袖口 1/8" 1/4" 袖口处平度(周围计算)肩宽 1/4" 3/8" 左肩顶点至右肩顶点平度领围 1/4" 3/8" 领窝一周前胸宽 1/4" 3/8" 前幅两夹最细处平度后背宽 1/4" 3/8" 后幅两夹最细处平度腰围 3/8" 1/2" 扣好钮扣或裤钩平行裤头度,由裤头中间横度(周围计算)臀围 1/2" 3/4" 裤头摊平由浪上3"“V”度(周围计算)脾围 1/4" 3/8" 摊平裤筒,浪底处横度(周围计算)前浪连裤头 1/4" 1/4" 由浪底度上裤头顶端(度量部位自然平放)后浪连裤头 1/4" 3/8" 由浪底度上裤头顶端(度量部位自然平放)外长短:1/4" 长:3/8" 短:3/8" 长:1/2" 裤平摊,由裤脚口边度至裤头顶端内长短:1/8" 长:1/4" 短:1/4" 长:3/8" 裤平摊,由脚口边度至浪底脾位(围) 1/4" 3/8" 浪底落地3"平度或者按照制单要求(周围计算含左右互差)脚口 1/8" 1/4" 裤脚口处平摊横度(含左右互差)拉链长度1/8" 1/4" 由拉链底封尾处度至拉链口封口处钮牌 1/8" 1/8" 由钮牌口度至间线处耳仔长及宽 1/8" 1/8" 由起点到耳仔顶及平度(含相互间互差)袋口长 1/8" 1/4" 袋口处平摊两点平度(含左右互差)袋口宽1/8" 袋口处平摊两点平度(含左右互差)裤头高 1/8" 裤头底到顶端点直度服装通用检验标准一、高档服装1货物数量—检查产品数量是否达到查验要求;2 唛头—核对唛头是否与客户要求相符;3 配比—检查物品配比是否与订单,唛头标注及客人要求一致;4 摔箱—检查商品及包装是否适于运输保存;5 验针—检验商品中是否包括断针和金属;6 包装检查—检查货物包装是否符合要求;7 产品描述/款式/颜色的检验—检查产品与订单及样板在描述/款式/颜色上的一致性;8 尺寸测量—检测产品的尺寸是否与要求相符;9 产品称重—检查产品的重量是否符合客人的要求;10 品质—检查产品的品质;11 挂牌及缝唛—检查挂牌及缝唛是否符合要求;12 发霉—检查皮革产品可有发霉;13 适当时可以进行阻燃测试;14 ROHS 测试报告;15 组装及功能试验—将按S3抽样进行功能试验;16 其它—检查客人提出的其它查验项目。
17 发霉及活虫—检查产品中可有发霉及活虫;二、杂货1货物数量—检查产品数量是否达到查验要求;2 唛头—核对唛头是否与客户要求相符;3 配比—检查物品配比是否与订单,唛头标注及客人要求一致;4 摔箱—检查商品及包装是否适于运输保存;5 包装检查—检查货物包装是否符合要求;6 产品描述/款式/颜色的检验—检查产品与订单及样板在描述/款式/颜色上的一致性;7 尺寸测量—检测产品的尺寸是否与要求相符;8 外观品质—检查产品的品质;9 挂牌及缝唛—检查挂牌及缝唛是否符合要求;10发霉—检查皮革产品可有发霉;11 组装及功能试验—将按S3抽样进行功能试验;12 其它—检查客人提出的其它查验项目。
三、抽样及检测1 货物数量—检查产品数量是否达到查验要求;2 唛头—核对唛头是否与客户要求相符;3 配比—检查物品配比是否与订单,唛头标注及客人要求一致;4 摔箱—检查商品及包装是否适于运输保存;5 包装检查--检查货物包装是否符合要求;6 产品描述/款式/颜色的检验—检查产品与订单及样板在描述/款式/颜色上的一致性;7 尺寸测量—检测产品的尺寸是否与要求相符;8 抽样—随机抽取样品送专业实验室测试;9 挂牌及标注—检查挂牌及标注是否符合要求;10 发霉及活虫—检查产品中可有发霉及活虫;11 其它—检查客人提出的其它查验项目。
四、装箱检验1 货物数量—检查产品数量是否达到查验要求;2 唛头—核对唛头是否与客户要求相符;3 配比—随机抽取5箱,检查物品配比是否与订单,唛头标注及客人要求一致;4 摔箱—按客人要求检查商品及包装是否适于运输保存;5 包装检查—检查货物包装是否符合要求;6 产品描述/款式/颜色的检验—检查产品与订单及样板在描述/款式/颜色上的一致性;7 挂牌及缝唛—检查挂牌及缝唛是否符合要求;8 发霉及活虫—检查产品中可有发霉及活虫;9 其它—检查客人提出的其它查验项目。
附:布料检验1 数量—检查产品数量是否达到查验要求;2 唛头—核对唛头是否与客户要求相符;3 疵点检验-多数情况下使用美国4分制;4 包装检查—检查货物包装是否符合要求;5产品描述/款式/颜色的检验—检查产品与订单及样板在描述/款式/颜色上的一致性,颜色头尾,边中,匹间色差将是检查的重点;6 尺寸测量—检测产品的尺寸是否与要求相符,每批测5匹;7 称克重,测纬斜;8 其它—检查客人提出的其它查验项目。
服装质量检验标准一.总体要求1. 面料、辅料品质优良,符合客户要求,大货得到客户的认可;2. 款式配色准确无误;3. 尺寸在允许的误差范围内;4. 做工精良;5. 产品干净、整洁、卖相好。
二.外观要求1. 门襟顺直、平服、长短一致。
前抽平服、宽窄一致,里襟不能长于门襟。
有拉链唇的应平服、均匀不起皱、不豁开。
拉链不起浪。
纽扣顺直均匀、间距相等。
2. 线路均匀顺直、止口不反吐、左右宽窄一致。
3. 开叉顺直、无搅豁。
4. 口袋方正、平服,袋口不能豁口。
5. 袋盖、贴袋方正平服,前后、高低、大小一致。
里袋高低。
大小一致、方正平服。
6. 领缺嘴大小一致,驳头平服、两端整齐,领窝圆顺、领面平服、松紧适宜、外口顺直不起翘,底领不外露。
7. 肩部平服、肩缝顺直、两肩宽窄一致,拼缝对称。
8. 袖子长短、袖口大小、宽窄一致,袖袢高低、长短宽窄一致。
9. 背部平服、缝位顺直、后腰带水平对称,松紧适宜。
10. 底边圆顺、平服、橡根、罗纹宽窄一致,罗纹要对条纹车缝。
11. 各部位里料大小、长短应与面料相适宜,不吊里、不吐里。
12. 车在衣服外面两侧的织带、花边,两边的花纹要对称。
13. 加棉填充物要平服、压线均匀、线路整齐、前后片接缝对齐。
14. 面料有绒(毛)的,要分清方向,绒(毛)的倒向应整件同向。
15. 若从袖里封口的款式,封口长度不能超过10公分,封口一致,牢固整齐。
16. 要求对条对格的面料,条纹要对准确。
三.做工综合要求1. 车线平整,不起皱、不扭曲。
双线部分要求用双针车车缝。
底面线均匀、不跳针、不浮线、不断线。
2. 画线、做记号不能用彩色画粉,所有唛头不能用钢笔、圆珠笔涂写。
3. 面、里布不能有色差、脏污、抽纱,不可恢复性针眼等现象。
4. 电脑绣花、商标、口袋、袋盖、袖袢、打褶、鸡眼、贴魔术贴等,定位要准确、定位孔不能外露。
5. 电脑绣花要求清晰,线头剪清、反面的衬纸修剪干净,印花要求清晰、不透底、不脱胶。
6. 所有袋角及袋盖如有要求打枣,打枣位置要准确、端正。
7. 拉链不得起波浪,上下拉动畅通无阻。
8. 若里布颜色浅、会透色的,里面的缝份止口要修剪整齐线头要清理干净,必要时要加衬纸以防透色。
9. 里布为针织布料时,要预放2公分的缩水率。
10. 两头出绳的帽绳、腰绳、下摆绳在充分拉开后,两端外露部分应为10公分,若两头车住的帽绳、腰绳、下摆绳则在平放状态下平服即可,不需要外露太多。
11. 鸡眼、撞钉等位置准确、不可变形,要钉紧、不可松动,特别时面料较稀的品种,一旦发现要反复查看。
12. 四合扣位置准确、弹性良好、不变形,不能转动。
13. 所有布袢、扣袢之类受力较大的袢子要回针加固。
14. 所有的尼龙织带、织绳剪切要用热切或烧口,否则就会有散开、拉脱现象(特别时做拉手的)。
15. 上衣口袋布、腋下、防风袖口、防风脚口要固定。
16. 裙裤类:腰头尺寸严格控制在±0.5公分之内。
17. 裙裤类:后浪暗线要用粗线合缝,浪底要回针加固。
服装常见的不良情况一、车缝1、针距超差——缝制时没有按工艺要求严格调整针距。
2、跳针——由于机械故障,间断性出现。
3、脱线——起、落针时没打回针,或严重浮线造成。
4、漏针——因疏忽大意漏缝,贴缝时下坎。
5、毛泄——折光毛边时不严密,挖袋技术不过关,袋角毛泄。
6、浮面线——梭皮罗丝太松,或压线板太紧。
7、浮底线——压线板太松,或梭皮罗丝紧。
8、止口反吐——缝制技术差,没有按照工艺要求吐止口。
9、反翘——面子过紧;或缝制时面子放在上面造成。
10、起皱——没有按照缝件的厚薄调换针线;或缝合件有长短。
11、起绺纽——由于技术不过关缝纽了,缝合件不吻合。
12、双轨——缉单明线,断线后,接缝线时不在原线迹上;缝制贴件下坎后,补线时造成两条线迹。
13、双线不平行——由于技术不过关;或操作马虎造成双线宽窄不匀。
14、不顺直——缝位吃得多少不匀造成止口不顺直;技术差缉明线弯曲。
15、不平服——面里缝件没有理顺摸平;缝件不吻合;上下片松紧不一。
16、不方正——袋角、袋底、摆角、方领没有按90度缝制。
17、不圆顺——圆领、圆袋角、圆袖头、西服圆摆,由于缝制技术不过关出现细小楞角。
18、不对称——由于技术差或操作马虎,必须对称的部位有长短、高低、肥瘦、宽窄等误差。
19、吃势不匀——绱袖时在袖山部位由于吃势不均匀,造成袖山圆胖,或有细褶。
20、绱位歪斜——绱袖、绱领、定位点少于三个或定位不准。
21、对条、对格不准——裁剪时没有留清楚剪口位;或排料时没有严格对准条格;缝制时马虎,没有对准条格22、上坎、下坎——缝纫技术低或操作马虎,没有做到缉线始终在缝口一边。
23、针孔外露——裁剪时没有清除布边针孔;返工时没有掩盖拆孔。
24、领角起豆——缝制技术低;领角缝位清剪不合要求;折翻工艺不合要求;没有经过领角定型机压形。