变压器制作工艺流程教材
- 格式:ppt
- 大小:23.57 MB
- 文档页数:56
变压器工艺流程图变压器工艺流程图一、材料准备1. 选材:选择合适的矽钢片和绝缘材料。
2. 切割:将矽钢片按照设计要求进行切割,保证尺寸的精确度。
3. 清洗:使用溶剂清洗矽钢片,去除表面的灰尘和杂质。
二、绕制线圈1. 设计:根据设计要求确定线圈的匝数、规格和位置。
2. 绝缘处理:对线圈进行绝缘处理,以防止短路和跑丝。
3. 绕线:使用专业设备将线圈绕制在绝缘材料上,保证匝数的准确度和均匀度。
4. 绑扎:使用绑扎带固定线圈,防止松动。
三、组装1. 安装矽钢片:将切割好的矽钢片按照设计要求组装在绕制好的线圈周围,确保与线圈之间的间隙符合标准。
2. 绝缘处理:使用专业绝缘材料将线圈和矽钢片之间进行绝缘处理,防止短路。
3. 预埋件安装:根据设计要求,将预埋件安装在变压器的合适位置。
4. 密封:将变压器的上、下盖板与主体进行密封,确保变压器内部不会受到外部灰尘和潮气的侵入。
四、测试与检验1. 电性能测试:使用专业测量仪器对变压器的电性能进行测试,包括匝间电阻、匝间电容等。
2. 绝缘性能测试:测试变压器的绝缘电阻和介电强度,确保绝缘性能符合标准。
3. 外观检验:对变压器的外观进行检查,包括矽钢片的装配是否准确、绝缘材料是否完整、线圈是否有焊接不良等。
4. 发热试验:通过通电发热试验,检测变压器的散热性能和温升情况。
五、装配与包装1. 安装配件:根据设计要求,安装变压器的配件,如冷却风扇、温度传感器等。
2. 装箱:将成品变压器放入适当的包装箱中,确保产品的安全。
3. 标签打印:打印变压器的型号、规格和批次等信息,并粘贴在包装箱上。
4. 运输:将包装好的变压器运输到指定的仓库或客户地址。
六、质量控制1. 定期检查:对生产过程中的各个环节进行定期检查,及时发现和解决问题。
2. 过程控制:对每个生产工艺进行严格的控制,确保产品的质量可控。
3. 抽样检验:对成品进行随机抽样检验,确保产品符合标准要求。
4. 反馈改进:对发现的问题进行分析和改进,并向相关人员进行反馈。

变压器的最基本型式,包括两组绕有导线的线圈,并且彼此以电感方式称合一起。
当一交流电流(具有某一已知频率) 流于其中之一组线圈时,于另一组线圈中将感应出具有相同频率的交流电压,而感应的电压大小取决于两线圈耦合及磁交链的程度。
一般指连接交流电源的线圈称之为“一次线圈”(Primamary Coil) ;而跨于此线圈的电压称之为“一次电压”。
在二次线圈的感应电压可能大于或小于一次电压,是由一次线圈与二次线圈间的“匝数比”所决定的。
因此,变压器区分为升压与降压变压器两种。
大部份的变压器均有固定的铁心,其上绕有一次与二次的线圈。
基于铁材的高导磁性,大部份磁通量局限在铁心里,因此,两组线圈藉此可以获得相当高程度的磁耦合。
在一些变压器中,线圈与铁心二者间紧密地结合,其一次与二次电压的比值几乎与二者的线圈匝数比相同。
因此,变压器的匝数比,一般可作为变压器升压或降压的参考指标。
由于此项升压与降压的功能,使得变压器已成为现代化电力系统之一重要附属物,提升输电电压使得长途输送电力更为经济,至于降压变压器,它使得电力运用方面更加多元化,我们可以这幺说,倘无变压器,则现代工业实无法达到目前发展的现况。
电子变压器除了体积较小外,在电力变压器与电子变压器二者之间,并没有明确的分界线。
一般提供60Hz 电力网络的电源均非常庞大,它可能是涵盖有半个洲地区那般大的容量。
电子装置的电力限制,通常受限于整流、放大,与系统其它组件的能力,其中有些部份属放大电力者,但如果与电力系统发电能力相比较,它仍然归属于小电力的范围。
各种电子装备常用到变压器,理由是:提供各种电压阶层确保系统正常操作;提供系统中以不同电位操作部份得以电气隔离;对交流电流提供高阻抗,但对直流则提供低的阻抗;在不同的电位下,维持或修饰波形与频率响应。
“阻抗”的其中一项重要概念,即电子学特性,是一种假想的设备,即当电路组件阻抗系从一阶层改变到另外的一个阶层时,其间要使用到一种设备—变压器。
变压器生产流程工艺指导书
咱们今儿聊聊变压器这家伙的生产流程,就像咱们做菜一样,得一步步来,讲究个火候和手艺。
首先啊,得准备原材料,这就好比咱们去菜市场买菜,得挑新鲜的、质量好的。
变压器也一样,铜线、铁芯、绝缘材料,一样都不能少,还得是顶呱呱的。
接下来,咱们得把这些材料加工一下,让它们变成变压器的小零件。
这一步就像是咱们切菜、洗菜,得细心又麻利。
铜线得绕成线圈,铁芯得组装好,绝缘材料得包得严严实实的,防止漏电。
然后,就是组装环节了。
这就像是咱们把切好的菜放到锅里炒,得按顺序来,不能乱套。
先把线圈放到铁芯上,再包上绝缘层,最后装上外壳和接线柱。
这一步得小心翼翼,生怕弄坏了哪个零件,前功尽弃。
组装好了,还得测试一下,看看变压器能不能正常工作。
这就像咱们做菜得尝尝味道,咸了淡了都得调整。
测试的时候,得看看电压、电流是不是稳定,有没有漏电、发热的情况。
只有通过了测试,这变压器才能算是合格品。
最后一步,就是包装和发货了。
这就像咱们把做好的菜装到盘子里,端到客人面前一样。
得把变压器包装得结结实实的,防止运输过程中损坏。
然后,就可以发货了,让这变压器去到需要它的地方,发光发热。
整个生产过程啊,就像咱们做一道菜一样,得用心、用情、用技术。
只有这样,才能做出好的变压器,让大家都满意。
隔离变压器制作工艺一、线圈组装1.材料确认1.1 线架规格确认。
1.2 确认线架完整:不得有破损和裂缝。
1.3 将绕线模芯装夹在CNC绕线机上,并锁紧。
1.4 把骨架套在绕线模芯上并锁紧两侧挡板。
1.5 在骨架上包2层NMN纸(纸要包紧)接口粘胶带。
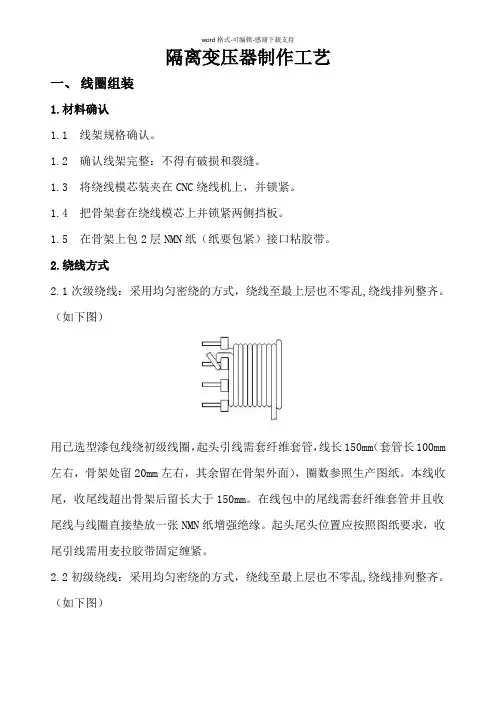
2.绕线方式2.1次级绕线:采用均匀密绕的方式,绕线至最上层也不零乱,绕线排列整齐。
(如下图)用已选型漆包线绕初级线圈,起头引线需套纤维套管,线长150mm(套管长100mm 左右,骨架处留20mm左右,其余留在骨架外面),圈数参照生产图纸。
本线收尾,收尾线超出骨架后留长大于150mm。
在线包中的尾线需套纤维套管并且收尾线与线圈直接垫放一张NMN纸增强绝缘。
起头尾头位置应按照图纸要求,收尾引线需用麦拉胶带固定缠紧。
2.2初级绕线:采用均匀密绕的方式,绕线至最上层也不零乱,绕线排列整齐。
(如下图)用已选型漆包线型号线绕次级线圈各个绕组,留线方式参照初级线圈的留线方式进行。
出线位置应符合图纸要求。
最后,在初级线圈以及次级线圈上外包3层NMN纸,纸要包紧,接口处用麦拉胶带粘贴。
3.屏蔽层制作用0.1*75mm铜箔绕中间屏蔽层线圈,起头位置的线头用高温胶带包裹3-5层,包覆长度15-20mm。
起头线头需锡焊一根黄加绿地线引出,焊接处上下用高温胶带粘在绝缘纸上,并在线头上再覆盖一张NMN纸,增加绝缘处理。
此层线圈总圈数0.9,留线方式和长度参照初级线圈一样处理即可。
在屏蔽层线圈上外包3层NMN纸,纸要包紧,接口处用麦拉胶带粘贴。
4.包胶带1)操作步骤将胶带平贴线包,按图面要求的圈数包胶带.胶带结束点处在线包侧边。
胶布起始点与结束处须重叠5mm以上。
2)注意事项胶带必须拉紧包平,不可卷起,刺破或露铜线。
3)线包部分:变压器线包部分最外层胶布破损造成线圈外露者,必须加贴胶布完全覆盖住破损处,且加贴胶布之层数须与原规定最外层胶布之层数相同,并于涂凡立水后烘烤干始可。
变压器工艺流程一、开始:LB-01拉线(普通裸铜线半硬铜线)、LB-02单根导线包纸、LB-03引线包纸、LB-04组合导线包纸(绝缘纸、割纸、0.075高密度纸、K8纸、K13纸、22h微皱纸);二、绝缘件制作:X0-01绝缘筒撑条安装(撑条、绝缘筒);三、线圈制作:X0-02线圈绕制(换位导线、A59DD皱纹纸、57B皱纹纸、撑条、金属皱纹纸、纸包铜线、垫块、挡油板、静电环、绝缘套圈、端圈、正角环、PB压紧圈、铁轭垫块、绝缘筒、角环)、XO-03单体线圈干燥装备、XO-04干燥、XO-05紧压调整、XZ-01下部绝缘装配、XZ-02线圈主空道装配、XZ-03上部绝缘件组装(搭接筒、油隙撑条、、单体线圈)、XZ-04出头加工、XZ-05干燥、XZ-06压紧调整确认;四、铁芯制作:TX-01硅钢片纵剪(硅钢片、防锈剂)、TX-02硅钢片横剪(防锈剂、环氧树脂)、TX-03预置及油道制作(上轭片、下轭片、芯柱片、油道扣、油道片)、TX-04铁芯装配(夹件、拉板、上梁、侧梁、垫脚);五、油箱制作:YX00备料(钢材、金工零件)、YX01顶盖成型焊接、YX02上侧板成型焊接、YX03上节油箱拼装、YX04上节油箱焊接、YX05箱底成型焊接、YX06下节侧板成型焊接、YX07下节油箱拼装、YX08下节油箱焊接、YX09油箱装配、YX10外部组装件制作及焊接(外协零件)、YX11外部组装件焊接、YX12密封试验、YX13强度测试、YX14涂装;六、器身引线:OZ-01整体线圈套装、OZ-02上轭插片紧固、OZ-03半成品试验、OZ-04引线装配(开关、托板、端子、引线、避雷器、铜排、铝泊)、OZ-05接线检查;七、烘房:OZ-06干燥、OZ-07线圈紧固、OZ-08器身配置、OZ-09入箱前检查;八、总装:ZZ-01油箱装配(密封件、油枕胶囊、箱沿胶条球阀、本体气体继电器、油位表及拉杆、压力释放阀、油位标志牌、油样活门、波纹管、导电杆及铜盖、35 kV以下小瓷套、测温管、蝶阀、电流互感器、油枕、联气管、升高、法兰)、ZZ-02吊装(220kV及110kV套管、开关控制箱、开关气体继电器、开关传动机构)、ZZ-03吊装检查、ZZ-04密封焊接、ZZ-05外装配(片散、冷却器、风机、油泵、油流继电器、支架、导油管、外装标识、冲氮灭火装置、净油器、开关过滤器、事故放油阀)、ZZ-06内部接线、ZZ-07内部检查;九、检验:ZZ-08注油(变压器油)、ZZ-09油密试验、ZZ-10电缆配线(电缆、接线箱、控制箱、线槽、温度控制器、绕组温度计、水银温度计、油温变送器、仪表、接头、接地铜线等)、ZZ-11综合检查;十、试验:ZZ-12试验;十一、入库:ZZ-13分解(吸湿器、开关附件、开关电缆、备品备件、冲撞记录仪)、ZZ-14分解检验;。
变压器的生产流程
一、设计与规划
1.确定变压器规格和参数
2.设计变压器结构和电路
3.制定生产计划和流程
二、材料准备
1.选购变压器铁芯和线圈材料
2.准备绝缘材料和冷却介质
3.购置生产设备和工具
三、铁芯制造
1.加工铁芯片
2.组装铁芯
四、线圈制造
1.制作线圈骨架
2.绕制线圈
五、绝缘处理
1.对线圈进行绝缘处理
2.绝缘材料固化
1.安装铁芯和线圈
2.安装冷却系统和连接件
七、调试与测试
1.进行电气连接
2.进行绝缘测试和功能测试
八、涂装和包装
1.进行外部涂装
2.进行包装和标识
九、出厂检验
1.进行最终检验
2.出厂发货或入库。