2020年第九章 第三代厌氧生物处理技术 2课时0812参照模板
- 格式:pptx
- 大小:3.35 MB
- 文档页数:44
厌氧生物处理工艺第一节厌氧生物处理的基本原理第二节厌氧生物处理工艺的发展及特征第三节早期的厌氧生物反应器第四节厌氧消化池第五节现代高速厌氧生物反应器第六节厌氧生物处理工艺的新进展第七节厌氧生物处理工艺的运行管理第一节废水厌氧生物处理原理废水厌氧生物处理在早期又被称为厌氧消化、厌氧发酵;是指在厌氧条件下由多种(厌氧或兼性)微生物的共同作用下,使有机物分解并产生CH4和CO2的过程。
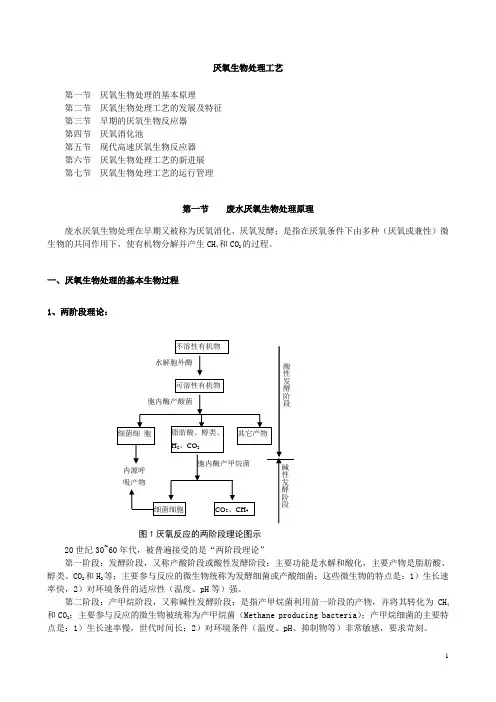
一、厌氧生物处理的基本生物过程1、两阶段理论:20世纪30~60年代,被普遍接受的是“两阶段理论”第一阶段:发酵阶段,又称产酸阶段或酸性发酵阶段;主要功能是水解和酸化,主要产物是脂肪酸、醇类、CO2和H2等;主要参与反应的微生物统称为发酵细菌或产酸细菌;这些微生物的特点是:1)生长速率快,2)对环境条件的适应性(温度、pH等)强。
第二阶段:产甲烷阶段,又称碱性发酵阶段;是指产甲烷菌利用前一阶段的产物,并将其转化为CH4和CO2;主要参与反应的微生物被统称为产甲烷菌(Methane producing bacteria);产甲烷细菌的主要特点是:1)生长速率慢,世代时间长;2)对环境条件(温度、pH、抑制物等)非常敏感,要求苛刻。
2、三阶段理论对厌氧微生物学的深入研究后,发现将厌氧消化过程简单地划分为上述两个过程,不能真实反映厌氧反应过程的本质;厌氧微生物学的研究表明,产甲烷菌是一类十分特别的古细菌(Archea),除了在分类学和其特殊的学报结构外,其最主要的特点是:产甲烷细菌只能利用一些简单有机物作为基质,其中主要是一些简单的一碳物质如甲酸、甲醇、甲基胺类以及H2/CO2等,两碳物质中只有乙酸,而不能利用其它含两碳或以上的脂肪酸和甲醇以外的醇类;上世纪70年代,Bryant发现原来认为是一种被称为“奥氏产甲烷菌”的细菌,实际上是由两种细菌共同组成的,一种细菌首先把乙醇氧化为乙酸和H2(一种产氢产乙酸细菌),另一种细菌则利用H2和CO2产生CH4(一种真正意义上的产甲烷细菌——嗜氢产甲烷细菌);因而,Bryant提出了厌氧消化过程的“三阶段理论”:水解、发酵阶段:产氢产乙酸阶段:产氢产乙酸菌,将丙酸、丁酸等脂肪酸和乙醇等转化为乙酸、H2/CO2;产甲烷阶段:产甲烷菌利用乙酸和H2、CO2产生CH4;一般认为,在厌氧生物处理过程中约有70%的CH4产自乙酸的分解,其余的则产自H2和CO2。
污水处理三代厌氧生物反应器一、引言随着社会经济的发展和城市化进程的加快,污水处理成为环境保护和可持续发展的重要环节。
厌氧生物反应器作为污水处理的重要技术之一,经历了第一代、第二代和第三代的发展,其中第三代厌氧生物反应器在处理复杂有机废水方面表现出卓越的性能。
本文将详细介绍第三代厌氧生物反应器的技术原理、特点及实际应用案例,为相关领域的研究和应用提供参考。
二、三代厌氧生物反应器的技术发展第一代厌氧生物反应器第一代厌氧生物反应器主要采用传统升流式厌氧消化池,具有结构简单、易维护等优点。
但存在处理效率低、占地面积大等缺点,已逐渐被淘汰。
第二代厌氧生物反应器第二代厌氧生物反应器是在第一代基础上发展而来的高效厌氧反应器,通过改变反应器的结构或运行方式,提高反应器的容积负荷和产气率。
代表技术包括:升流式厌氧污泥床(UASB)、厌氧膨胀颗粒污泥床(EGSB)和内循环厌氧反应器(IC)等。
第三代厌氧生物反应器第三代厌氧生物反应器是在第二代基础上进一步优化升级的新型反应器,具有更高的处理效率、更低的能耗和更好的抗负荷冲击能力。
代表技术包括:膜分离厌氧反应器(MABR)、升流式固体厌氧反应器(USR)和超级厌氧反应器(SUFR)等。
三、第三代厌氧生物反应器的技术特点1.高处理效率:第三代厌氧生物反应器采用新型的微生物种群结构和运行模式,具有更高的有机物去除率和产气率。
2.适应性强:第三代厌氧生物反应器能够适应不同种类和浓度的有机废水,具有较强的抗负荷冲击能力。
3.能耗低:第三代厌氧生物反应器采用新型的能量回收和利用技术,降低了能耗。
4.自动化程度高:第三代厌氧生物反应器采用先进的自动化控制技术,减少了人工操作和维护工作量。
5.占地面积小:第三代厌氧生物反应器采用紧凑型设计,占地面积小,适合城市污水处理等空间有限的场所。
四、第三代厌氧生物反应器的实际应用案例1.城市污水处理厂:某城市污水处理厂采用第三代厌氧生物反应器技术进行改造,实现了高效去除有机物、降低能耗和减少占地面积的目标。



废水的厌氧生物处理技术厌氧生物处理技术是利用厌氧微生物的代谢特性分解有机污染物,在不需要提供外界能源的条件下,以被还原有机物作为受氢体,同时产生有能源价值的甲烷气体的水处理技术。
1厌氧生物处理的基本原理1.1两阶段理论在20世纪30-60年代,人们普遍认为厌氧消化过程可以简单地分为两个阶段,即两阶段理论。
第一阶段称为发酵阶段或产酸阶段或酸性发酵阶段,废水中的有机物在发酵细菌的作用下,发生水解和酸化反应,而被降解为以脂肪酸、醇类、CO2和H2等为主的产物。
第二阶段则被称为产甲烷阶段或碱性发酵阶段,所发生的反应时是产甲烷菌利用前一阶段的产物脂肪酸、醇类、CO2和H2等为基质,并最终将其转为CH4和CO2。
1.2三阶段理论三阶段理论认为,整个厌氧消化过程可以分为三个阶段,即水解、发酵阶段,产氢产乙酸阶段和产甲烷阶段。
有机物首先通过发酵细菌的作用生成乙醇、丙酸、丁酸和乳酸等,接着通过产氢产乙酸菌的降解作用而被转化为CH4和CO2。
产氢产乙酸菌和产甲烷菌之间存在着互营共生的关系。
该理论将厌氧发酵微生物分为发酵细菌群、产氢产乙酸菌群和产甲烷菌群。
1.3四阶段理论几乎与三阶段理论的提出同时,Zeikus提出了四菌群学说即四类群理论。
与三阶段理论相比,该理论增加了同型(耗氢)产乙酸菌群(Homoacetogenic Bacteria),该菌群的代谢特点是能将H2/CO2合成为乙酸。
但是研究结果表明,这一部分乙酸的量较少,一般可以忽略不计。
目前为止,三阶段理论和四类群理论是对厌氧生物处理过程较全面和较准确的描述。
2 厌氧生物处理的优缺点厌氧生物处理技术与好氧生物处理技术比较,有如下优缺点。
(1)厌氧法的主要优点:①应用范围较广:适用于处理污泥及有机废水;可处理好氧法难降解的有机物,也可处理含有毒有害物质较高的有机废水。
②运行成本与能耗较低:厌氧处理的污泥产率低;厌氧法所需营养成分较少,一般可不必投加营养分;厌氧法不需要供氧设备,因而能耗较少。
第九讲第三章厌氧生物处理技术厌氧生物处理工艺的特征一、厌氧生物处理工艺的发展简史实际上,厌氧生物过程广泛地存在于自然界中,但人类第一次有意识地利用厌氧生物过程来处理废弃物,则是在1881年由法国的Louis Mouras所发明的“自动净化器”开始的,随后人类开始较大规模地应用厌氧消化过程来处理城市污水(如化粪池、双层沉淀池等)和剩余污泥(如各种厌氧消化池等)。
这些厌氧反应器现在通称为“第一代厌氧生物反应器”。
当进入上世纪50、60年代,特别是70年代的中后期,随着世界范围的能源危机的加剧,处理有机废水的研究得以强化,相继出现了一批被称为现代高速厌氧消化反应器的处理工艺,从此厌氧消化工艺开始大规模地应用于废水处理,真正成为一种可以与好氧生物处理工艺相提并论的废水生物处理工艺。
被统一称为“第二代厌氧生物反应器”,彻底改变了原来人们对厌氧生物过程的认识,因此其实际应用也越来越广泛。
进入20世纪90年代以后,随着以颗粒污泥为主要特点的UASB反应器的广泛应用,在其基础上又发展起来了同样以颗粒污泥为根本的颗粒污泥膨胀床(EGSB)反应器和厌氧内循环(IC)反应器。
这些反应器又被统一称为“第三代厌氧生物反应器”。
二、厌氧生物处理的主要特征1、主要优点与废水的好氧生物处理工艺相比,废水的厌氧生物处理工艺具有以下主要优点:①能耗大大降低,而且还可以回收生物能(沼气);因为厌氧生物处理工艺无需为微生物提供氧气,所以不需要鼓风曝气,减少了能耗,而且厌氧生物处理工艺在大量降低废水中的有机物的同时,还会产生大量的沼气,其中主要的有效成分是甲烷,是一种可以燃烧的气体,具有很高的利用价值,可以直接用于锅炉燃烧或发电;②污泥产量很低;这是由于在厌氧生物处理过程中废水中的大部分有机污染物都被用来产生沼气——甲烷和二氧化碳了,用于细胞合成的有机物相对来说要少得多;同时,厌氧微生物的增殖速率比好氧微生物低得多,产酸菌的产率Y为0.15~0.34kgVSS/kgCOD,产甲烷菌的产率Y为0.03kgVSS/kgCOD左右,而好氧微生物的产率约为0.25~0.6kgVSS/kgCOD。