浅谈铣削加工中顺铣和逆铣方式的选用
- 格式:pdf
- 大小:1.78 MB
- 文档页数:2

在圆周铣削加工中,铣刀旋转切入工件方向和切削进给方向相反。
顺铣与逆铣的区别
当切削刃刚进行切削时,在逆铣中,切削厚度为最小值,在顺铣中则是达到其最大值。
一般而言,在逆铣中刀具寿命比在顺铣中短,这是因为在逆铣中产生的热量比在顺铣中明显地高。
在逆铣中当切屑厚度从零增加到最大时,切削刃受到的摩擦比在顺铣中强因而会产生更多的热量。
逆铣中径向力也明显高,这对主轴轴承有不利影响。
在顺铣中,切削刃主要受到的是压缩应力,这与逆铣中产生的拉力相比,对硬质合金刀片或整体硬质合金刀具的影响有利得多。
因此,应尽可能多使用顺铣。
使用逆铣的情况
1.当使用整体硬质合金立铣刀进行侧铣时,特别是在淬硬材料中,逆铣是首选。
这更容易获得更小公差的壁直线度和更好的90度角。
不同轴向走刀之间如果有不重合的话,接刀痕也非常小。
这主要是因为切削力的方向。
如果在切削中使用非常锋利的切削刃,切削力便趋向将刀“拉”向材料。
2.可以使用逆铣的另一个例子是,使用老式手动铣床进行铣削,老式铣床的丝杠有较大的间隙。
逆铣产生消除间隙的切削力,使铣削动作更平稳。
数控铣削中顺铣与逆铣的判断方法与选用技巧陈海荣(江苏联合职业技术学院徐州机电工程分院江苏徐州 221011)摘要:在多年的数控铣实习指导教学中,发现学生(尤其是初学者)经常对铣削加工中顺铣与逆铣的概念及合理选择技巧模棱两可,不利于实习,基于此特作以下简略分析,希望有助于学生的实习中对其熟练理解、掌握。
关键词:铣削过程顺铣逆铣过切欠切在多年的数控铣实习指导教学中,发现学生(尤其是初学者)经常对铣削加工中顺铣与逆铣的概念及合理选择技巧模棱两可,不利于实习,基于此特作以下简略分析,希望有助于学生的实习中对其熟练理解、掌握。
一、定义顺铣:是指刀具的切削速度方向与工件的移动方向相同。
逆铣:是指刀具的切削速度方向与工件的移动方向相反。
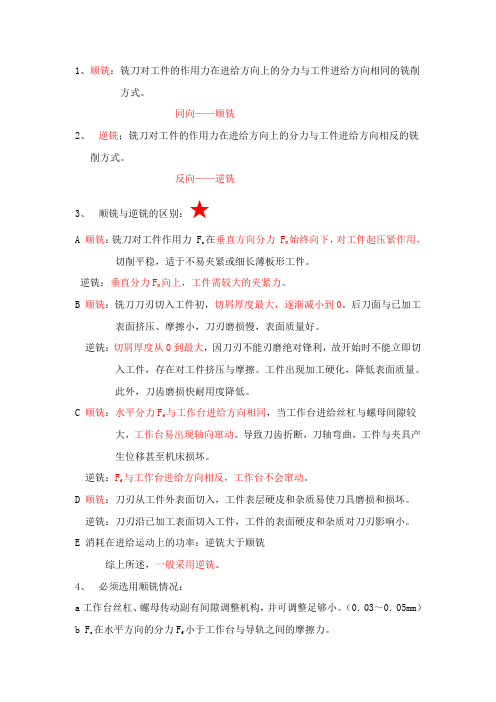
二、判别方法当铣削工件外轮廓时,沿工件外轮廓顺时针方向进给、编程即为顺铣,沿工件外轮廓逆时针方向编程、进给即为逆铣,如图1所示;当铣削工件内轮廓时,沿工件内轮廓逆时针方向进给、编程即为顺铣,沿工件内轮廓顺时针方向编程、进给即为逆铣,如图2所示。
图1 铣削工件外轮廓示意图a)顺铣b)逆铣图2 铣削工件内轮廓示意图a)顺铣b)逆铣三、顺铣和逆铣的特点:顺铣:铣床的螺母和丝杠间总会有或大或小的间隙,顺铣时假如工作台向右移动,丝杠和螺母在左侧贴紧,间隙留在右侧,而这时水平铣削分力也向右,因此当水平铣削分力大到一定程度时会推动工作台和丝杠一起向右窜动,把间隙留在左侧;随着丝杠继续转动,间隙又恢复到右侧,在这一瞬间工作台停止运动;当水平铣削分力又大到一定程度时有会推动工作台和丝杠再次向右窜动。
这种周期性的窜动使得工作台运动很不平稳,容易造成刀齿损坏。
此外,在铣削铸、锻件时,刀齿首先接触黑皮,加剧刀具磨损;但顺铣的垂直铣削分力将工件压向工作台,刀齿与已加工面滑行、摩擦现象小,对减小刀齿磨损、减少加工硬化现象和减小表面粗糙度均有利,加工表面质量比逆铣高。
因此,当工作台丝杠和螺母的间隙调整到小于0.03mm时或铣削薄而长的工件时或主要用于保证轮廓精度和表面质量的精加工时宜采用顺铣。
1、顺铣:铣刀对工件的作用力在进给方向上的分力与工件进给方向相同的铣削方式。
同向——顺铣2、逆铣;铣刀对工件的作用力在进给方向上的分力与工件进给方向相反的铣削方式。
反向——逆铣3、顺铣与逆铣的区别:★A顺铣:铣刀对工件作用力 Fc 在垂直方向分力 FN始终向下,对工件起压紧作用,切削平稳,适于不易夹紧或细长薄板形工件。
逆铣:垂直分力FN向上,工件需较大的夹紧力。
B顺铣:铣刀刀刃切入工件初,切屑厚度最大,逐渐减小到0。
后刀面与已加工表面挤压、摩擦小,刀刃磨损慢,表面质量好。
逆铣:切屑厚度从0到最大,因刀刃不能刃磨绝对锋利,故开始时不能立即切入工件,存在对工件挤压与摩擦。
工件出现加工硬化,降低表面质量。
此外,刀齿磨损快耐用度降低。
C 顺铣:水平分力Ff与工作台进给方向相同,当工作台进给丝杠与螺母间隙较大,工作台易出现轴向窜动。
导致刀齿折断,刀轴弯曲,工件与夹具产生位移甚至机床损坏。
逆铣:Ff与工作台进给方向相反,工作台不会窜动。
D 顺铣:刀刃从工件外表面切入,工件表层硬皮和杂质易使刀具磨损和损坏。
逆铣:刀刃沿已加工表面切入工件,工件的表面硬皮和杂质对刀刃影响小。
E 消耗在进给运动上的功率:逆铣大于顺铣综上所述,一般采用逆铣。
4、必须选用顺铣情况:a工作台丝杠、螺母传动副有间隙调整机构,并可调整足够小。
(0.03~0.05mm)b Fc 在水平方向的分力Ff小于工作台与导轨之间的摩擦力。
C 铣削不易夹紧和薄而长的工件。


顺铣和逆铣的定义
顺铣和逆铣是金属加工中的两种铣削方式,用于对工件进行表面加工和形状修整。
顺铣(Conventional milling)是指工件相对于刀具的转动方向
与切削速度方向相同的铣削方式。
在顺铣中,刀具从工件的边缘或者表面进入,并沿着工件逆时针方向旋转。
这样铣削过程中,切屑产生的方向与刀具移动方向相反。
顺铣适用于大多数铣削操作,可以获得较好的表面质量和切削稳定性。
逆铣(Climb milling)是指工件相对于刀具的转动方向与切削
速度方向相反的铣削方式。
在逆铣中,刀具从工件的边缘或者表面进入,并沿着工件顺时针方向旋转。
这样铣削过程中,切屑产生的方向与刀具移动方向相同。
逆铣具有较小的切削力,有助于提高加工效率和表面质量,但在具体的铣削操作中要注意刀具的选择和工艺参数的合理确定,以克服切削阻力引起的振动和过载等问题。
选择顺铣还是逆铣需要根据具体的加工要求和工件材料来确定,一般而言,顺铣适用于大多数情况下的铣削操作,而逆铣适用于加工难度较大、材料硬度较高的工件,或者要求极高表面质量的情况。
顺铣和逆铣
一、顺铣和逆铣的特点:
1、顺铣时,每个刀的切削厚度都是由小到大逐渐变化的。
当刀齿刚与工件接触时,切削厚度为零,只有当刀齿在前一刀齿留下的切削表面上滑过一段距离,切削厚度达到一定数值后,刀齿才真正开始切削。
顺铣使得切削厚度是由大到小逐渐变化的,刀齿在切削表面上的滑动距离也很小。
而且顺铣时,刀齿在工件上走过的路程也比逆铣短。
因此,在相同的切削条件下,采用逆铣时,刀具易磨损。
2.逆铣时,由于铣刀作用在工件上的水平切削力方向与工件进给运动方向相反,所以工作台丝杆与螺母能始终保持螺纹的一个侧面紧密贴合。
而顺铣时则不然,由于水平铣削力的方向与工件进给运动方向一致,当刀齿对工件的作用力较大时,由于工作台丝杆与螺母间间隙的存在,工作台会产生窜动,这样不仅破坏了切削过程的平稳性,影响工件的加工质量,而且严重时会损坏刀具。
二、顺铣或逆铣的选用:
零件粗加工时,通常采用逆铣,因为逆铣时,刀具从已加工表面切入,不会蹦刃,且机床的传动间隙不会引起振动和爬行。
精加工时,为防止过切现象,通常采用顺铣。
顺铣和逆铣的工艺特点
顺铣和逆铣是两种不同的铣削方式,它们的工艺特点如下:
顺铣的工艺特点:
1.切削刃的切入和切出过程平稳,不会产生强烈的冲击。
2.切削厚度从最大开始,逐渐减小,有利于刀具的切入,并且切削力比较稳定。
3.顺铣时,刀具的磨损主要发生在后刀面,这有利于保护刀刃,延长刀具的使用寿命。
4.顺铣时,工作台进给丝杠与螺母之间间隙位置是切削厚度最小的地方,可以避免因切削厚度变化造成的进给机构间隙对加工表面的影响。
逆铣的工艺特点:
1.切削刃的切入和切出过程会产生冲击,容易引起振动和噪声。
2.切削厚度从零开始,逐渐增大,这使得刀具在开始时容易受到损坏。
3.逆铣时,刀具的磨损主要发生在前刀面,这可能导致刀刃的快速磨损。
4.逆铣时,工作台进给丝杠与螺母之间的间隙在切削过程中会改变切削层的公称厚度,从而影响工件的尺寸精度。
在实际应用中,顺铣和逆铣的选择取决于具体的加工需求和条件。
一般来说,当工件表面有硬皮、工件表面质量要求较高或刀具耐用度
较低时,通常采用逆铣。
而在其他情况下,特别是在高速切削时,通常采用顺铣以获得更好的加工效果。
简述在数控铣削过程中顺铣与逆铣的定义与特点数控铣削是一种利用数控技术控制铣床进行加工的方法。
在数控铣削过程中,顺铣与逆铣是常用的两种铣削方式,它们有着不同的定义和特点。
1.顺铣顺铣是指工件相对运动方向与铣刀旋转方向相同的铣削方式。
具体的过程是,在铣床主轴顺时针旋转的情况下,工件在X轴上向正方向移动,或在Y轴上向负方向移动,并通过数控机床控制工具路径进行削除材料的过程。
顺铣的特点如下:(1)切削力方向与运动方向一致:在顺铣过程中,由于工件与铣刀的相对运动方向一致,切削力的方向与工件的运动方向也一致,这样能够减小切削力对工件的影响,提高加工质量和效率。
(2)削减铣削轻薄肋:顺铣适用于削减铣削轻薄肋,因为切削力与运动方向一致,工件容易固定,减小振动,从而减少了轻薄肋的形成。
(3)表面质量好:由于切削力的方向与运动方向一致,切削过程相对稳定,能够得到较好的加工表面质量。
(4)适用于高速铣削:顺铣适用于高速铣削,因为切屑在刀具刀面上不停地产生,而且容易排除,不会对刀具和工件产生较大的磨损和热变形。
2.逆铣逆铣是指工件相对运动方向与铣刀旋转方向相反的铣削方式。
具体的过程是,在铣床主轴顺时针旋转的情况下,工件在X轴上向负方向移动,或在Y轴上向正方向移动,并通过数控机床控制工具路径进行削除材料的过程。
逆铣的特点如下:(1)切削力方向与运动方向相反:在逆铣过程中,切削力的方向与工件运动的方向相反,这样会增加切削力对工件的影响,对工件的固定要求较高。
(2)容易形成轻薄肋:逆铣不适用于削减铣削轻薄肋,因为切削力与运动方向相反,容易导致工件振动,增加形成轻薄肋的可能性。
(3)表面质量较差:由于切削力的方向与运动方向相反,切削过程相对不稳定,容易产生振动和滑移,导致加工表面质量较差。
(4)推荐用于加工薄壁结构:逆铣适用于加工薄壁结构,因为切削力相对较小,不容易变形和破坏工件。
综合而言,顺铣和逆铣在数控铣削过程中具有各自的特点和优劣之处。