塔筒油漆配套方案-金风2500KW机型
- 格式:doc
- 大小:164.50 KB
- 文档页数:9
风力发电塔筒防腐施工方案模板*********风电场塔筒防腐工程施工方案编制单位: 江苏三里港高空建筑防腐有限公司编制: 周荣东电话:二O一七年一十月三十日(一)、工程概况1、项目概况本工程为***************风电场风机防腐处理涂装工作, 要求风电塔筒修复表面处理采用手工机械除锈, 局部锈蚀部位的表面处理、表面刷漆。
塔筒外表面按C5-M环境设计执行, 干膜总厚度不低于320μm, 20 年内腐蚀深度不超过0.5mm, 富锌底漆Zn(R)中锌粉在干膜中的重量含量不低于80%。
防腐涂料本公司选用海虹老人的产品。
2、设备概况*********风电场位于****县东北部的和安镇境内, 地理坐标位于在N 20°31′~20°38′和E 110°19′~110°24′之间, 距离***县直线距离36km, 距离湛江市直线距离73km, 风场采用重庆海装生产的H87N-2.0MW 风电机组, 共25台。
单台塔筒主要技术参数塔筒类型: 圆锥形钢制塔筒塔筒高度: 77.261m塔筒节数: 4节塔筒立柱面积; 837.1435㎡塔筒各分节长度和重量技术参数见下表。
当前塔筒油漆方案在机组巡视过程中发现机组塔筒局部表面出现点蚀、油漆脱落、腐蚀较为严重等现象。
该风电场离海边不远, 空气湿度大, 含盐份大, 塔筒的钢构架在严酷的海洋大气腐蚀条件下, 腐蚀速度较快, 这对风机塔筒受力以及寿命有很大影响, 不能满足塔筒20年寿命的要求, 若不及时对腐蚀的塔筒做合适的防腐处理将会在以后的生产工作中存在重大安全隐患。
江苏三里港高空建筑防腐有限公司周荣东( 二) 编制依据1、编制简要依据我公司已经过的国际质量管理体系( IS09001: ) 、国际环境管理体系( IS014001: 1996) 、职业健康安全管理体系( GB/T28001— ) 标准所发布的有关工程管理文件。
参照国家相关施工及验收规范、质量验评标准、有关安全技术操作规程,结合现场条件和工程特点, 以及我公司多年的施工经验, 当前的施工技术力量和施工设备生产能力进行编制。

风电场塔筒制作防腐施工技术方案目录1 综述.......................................................... .... ........... ................ ....................2 涂层质量检查.................................................. ........ ... ............. ...................2.1腐蚀环境及保护期............................................ ........ ......... ....... ................2.2涂层质量检查................................................. ........ .... ............ ...................3 表面准备..................................................... ........ ................ .................... ...3.1准备工艺........................................... ........ .......... ...... .............................. ...3.2准备步骤、打砂清理和粗糙度要求.............................. ................... ..........3.3涂装施工要求................................................. ................... ................... .....4 防腐涂料配套组合方案......................................... ................... . ..................4.1塔筒筒体和门防腐涂料配套组合方案............................ ................... .........4.2塔筒基础段防腐方案.......................................... ................... ................... ...4.3塔筒附件防腐方案........................................... ................... ................... .......4.4防腐质量检测................................................ .... .......... ......... ................... ......施工技术方案1 综述1.1 本技术条件规定了//MW 风力发电机组塔筒和基础环防腐的技术要求,包括表面防腐材料的选择、表面处理、涂覆施工程序和涂层质量的检查。

金风风力机技术参数-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
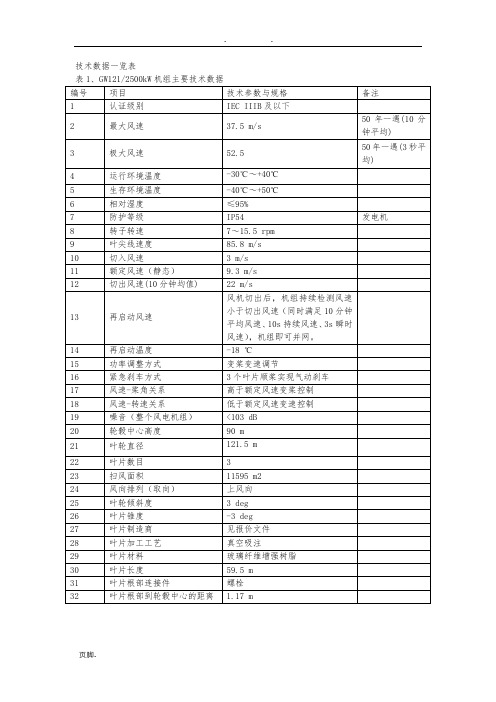
技术数据一览表
编号项目技术参数与规格备注距离
33 叶片纵剖面图
34 弦(根/尖)长最大弦长约3 m
35 最大扭转角度-5~15 deg
36 每片重量14200kg
37 每组3个叶片重量最大
差异
重量互差控制在0.1%
38 叶片轴承制造商见报价文件
39 叶片轴承型式滚子轴承
40 轮毂制造商见报价文件
41 轮毂型式铸件
42 轮毂材料QT400-18AL
43 轮毂重量28570kg
44 机舱制造商见报价文件
45 机舱材料玻璃纤维增强树脂
46 机舱重量29000kg
47 机舱尺寸8074×4307×4046
表2电气规格
表2.2 变流器
表3 机械传动部件技术参数与规格
表4 塔筒技术特性
表5 计算机监控系统与状态自动监测系统技术特性。
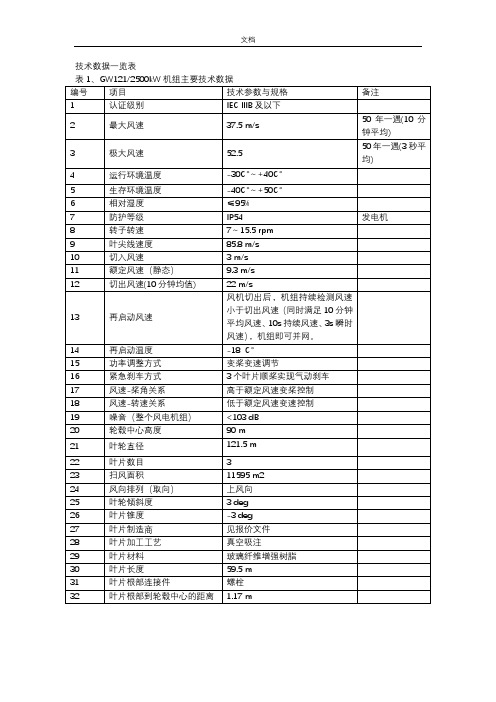
技术数据一览表
编
号
项目技术参数与规格备注33叶片纵剖面图
34弦(根/尖)长最大弦长约3 m
35最大扭转角度-5~15 deg
36每片重量14200kg
37
每组3个叶片重量最大
差异
重量互差控制在%
38叶片轴承制造商见报价文件
39叶片轴承型式滚子轴承
40轮毂制造商见报价文件
41轮毂型式铸件
42轮毂材料QT400-18AL
43轮毂重量28570kg
44机舱制造商见报价文件
45机舱材料玻璃纤维增强树脂46机舱重量29000kg
47机舱尺寸8074×4307×4046
表2电气规格
表变流器
表3 机械传动部件技术参数与规格
表4 塔筒技术特性
表5 计算机监控系统与状态自动监测系统技术特性。
内陆风塔塔筒涂装方案塔筒涂装配套方案:涂装规范技术要求及工艺1. 底材的表面处理目的:在底材表面形成一个清洁的表面,消除金属腐蚀的隐患,底材表面的粗糙度,洁净度达到相应防腐配套技术要求。
2.1 喷砂前底材表面处理和焊缝处理(1)喷砂应在钢材切割、矫正、组装完成后进行。
(2)应除去焊渣、起鳞、割孔、焊孔等表面缺陷,打磨圆顺所有锐边、尖角和毛刺,经检验合格后方可进行喷砂作业。
(3)用适当的清洁剂去除底材表面油污,并用高压淡水枪冲洗掉所有残余物,干燥后经检验合格,进行喷砂。
2.2 喷砂作业及油漆施工的环境条件:钢板表面温度高于露点3摄氏度以上,露天作业相对湿度低于80%。
露天喷涂聚氨酯面漆55210时,建议最大相对湿度为80%,以防止漆膜变白等缺陷。
2.3 磨料(1)喷砂所用的磨料应符合ISO11124和ISO11126标准规定。
建议使用钢砂、钢丸或使用无盐分无污染的铜矿砂。
钢板预处理建议将铁质棱角砂与钢丸混合使用,混合比最好为70%、30%,棱角砂的规格为G25、G40, 钢丸的规格为S330、S280。
这样钢板预处理后较易达到标准要求的清洁度和表面粗糙度。
(2)对于非金属磨料铜矿砂或金刚砂。
建议粒度为:16-30目,磨料硬度必须在40-50Rc之间。
不允许使用河砂、海砂。
2.4. 喷砂工艺要求(1)检查并确认喷嘴处压缩空气压力在 5.5-7公斤。
压缩空气应无油无水,必要时进行油纸试验。
如果压缩空气中含有油水,则需安装油水分离装置。
空气管路内径应在0.75英寸以上。
(2)涂装前钢材表面的粗糙度要求:按GB6060.5标准规定,达到Rz40-75微米之间粗糙度要求。
符合该标准粗糙度样板Ra6.3微米和Ra12.5微米之间粗糙度要求。
相当于Rugotest No.3 N9a至N10a。
(3)在喷砂施工期间,要确保磨料没有受到灰尘和有害物质的污染。
(4)喷砂除锈等级应达到ISO8501-1:1988的Sa2.5级;对于局部无法进行喷砂除锈的部位,应采用动力工具机械打磨除锈,达到ISO8501-1:1988中的St3级,即露出金属光泽。
新能源XX分公司XX场站二期风机塔筒防腐施工方案XX新能源股份有限公司XX分公司日期 2023年10月31日XX场站二期风机塔筒防腐施工方案一、项目概况1、项目名称:XXXX场站二期风机塔筒防腐处理施工2、项目背景XX场站二期工程位于XX市XX县XX村,于2015年底建设投产,现有金风GW108/2000kW风机16台, GW121/2500kW风机7台。
部分风机塔筒内外表面及基础环表面出现出了不同程度锈蚀等状况。
需要清除塔筒锈蚀部分,并按照规范进行除锈补漆。
3、项目技改原因和依据风电塔筒是风力发电的塔杆,在风力发电机组中主要起支撑作用,同时吸收机组震动。
由于基础环承受较大重力及图层原料等原因造成部分旧涂层粉化、脱落、起泡、松动等损伤,为避免雨水及潮气继续对塔筒侵蚀,需要对锈蚀的表面进行补漆处理。
二、项目整体工作安排1、项目开展计划本项目计划通过聘请专业塔筒防腐处理施工单位完成,由中标单位负责XX 场站二期23台风机内、外壁塔筒除锈防腐工作,包括:风机塔筒内壁法兰锈蚀处理,风机塔筒内、外壁表面锈蚀处理,塔筒门内、外壁表面锈蚀处理。
本工程为固定总价承包,包工、包材料、包质量、包工期、包安全、包协调。
计划于 2023年11月开展招标,2024年6月开始施工,施工地点XXXX场站,预算费用23.02万元,列支检修费用,计划釆用公开线上询价方式开展此项工作。
2、人员安排本项目需施工人员10人(分2组,每组负责人1名,配合人4名),外包施工人员须持有登高等特种作业操作证件。
风电场拟派工作联系人全程跟踪技改过程,对技改过程进行监督。
工作负责人对工作班成员在设备区施工的安全进行监督,场站对本项改造工程验收负责。
3、机具及物料验收底漆:环氧富锌漆,中间漆:环氧漆,面漆:聚氨酯漆,塔筒内外壁外观:白色RAL9016。
油漆品牌:海虹老人牌、国际牌、式玛卡龙牌、佐敦牌油漆等国际一线品牌。
施工人员自行配备劳保用品、用于安全施工的器材、设施、工器具等,且入场通过风电场验收合格后方可使用,由施工人员自行保管。
塔筒油漆配套方案(金风2500KW机型)泰克诺斯涂料(上海)有限公司2013年5月目录一. 防腐涂装体系的配套方案 (1)1. 设计要求 (1)1.1涂装部位 (1)1.2涂装防腐年限 (1)2. 涂装体系推荐 (1)2.1使用部位:塔架筒体外壁塔架底座环椭圆孔下边缘以上范围内(不包括上下法兰面)。
(1)2.2使用部位:塔架筒体内壁 (1)二. 施工方案 (2)1. 表面处理 (2)1.1 钢结构处理 (2)1.2 表面清洁 (3)1.3 喷砂 (3)2. 涂装施工条件 (3)3. 涂装施工步骤 (4)3.1 预涂 (4)3.2 涂料施工 (4)3.3 现场修补 (4)3.4 最终检测 (4)3.5 成品保护 (5)4. 质量控制 (5)4.1 涂膜检测 (5)4.2 漆膜附着力检测 (5)5. 安全作业 (6)5.1 使用和储存注意事项 (6)5.2 紧急情况的处理 (7)6. 参考标准 (7)一. 防腐涂装体系的配套方案1. 设计要求1.1涂装部位塔筒及基础环部分1.2涂装防腐年限根据金风科技股份有限公司企业标准《金风MW塔架技术条件》,标准号:Q/GW 2CG.60.2-2011中塔筒表面防腐处理所规定,本项目塔筒外表面属于腐蚀类别C4,内表面属于腐蚀类别C3, 环境温度:-40℃~50℃。
防腐防护保护等级为长期,二十年内腐蚀深度不超过0.5mm。
2. 涂装体系推荐2.1使用部位:塔架筒体外壁塔架底座环椭圆孔下边缘以上范围内(不包括上下法兰面)。
注:1、理论耗漆量是在没有任何损耗和推荐膜厚下的数据,实际数据受施工管理、施工方式、底材情况、施工人员的熟练程度等因素影响,会有一定的变动。
喷涂损耗系数一般为:160%--180%。
2、前处理后4小时内必须进行底漆施工,同时,可以使用车间底漆对喷砂处理过的工件进行短期防护。
2.2使用部位:塔架筒体内壁注:1、理论耗漆量是在没有任何损耗和推荐膜厚下的数据,实际数据受施工管理、施工方式、底材情况、施工人员的熟练程度等因素影响,会有一定的变动。
喷涂损耗系数一般为:160%--180%。
2、前处理后4小时内必须进行底漆施工,同时,可以使用车间底漆对喷砂处理过的工件进行短期防护。
二. 施工方案1. 表面处理1.1 钢结构处理●钢结构表面须没有飞溅,焊渣和重皮,气孔和不连续焊等焊接缺陷须修正好。
●钢结构表面须没有毛刺,突起和锯齿,如果有以上缺陷须打磨或铲除。
●锐边和粗糙切割边缘须打磨至半径R=2mm。
●手工焊缝应用砂轮磨去尖角。
●型材的轧制边原则上不打磨,仅用砂纸去除表面毛刺。
●手工气割面应用砂轮磨平。
●电焊引起的咬口深度大于1mm的应先补焊, 然后磨平。
●钢板表面凹坑深度大于1mm的应先补焊, 然后磨平。
●焊缝咬口深度小于1mm或钢板表面凹坑深度小于1mm的, 直接磨平。
●钢材表面叠片缺陷,采用砂轮磨光滑。
●所有残余物质、淤泥以及松动的腐蚀物体必须清除。
1.2 表面清洁●须涂装的表面应该没有影响涂层性能的污染物。
●喷砂前,所有油脂和无损伤探测测试的润湿剂按SSPC SP1 “溶剂清洗”除去。
1.3 喷砂●钢板表面的保护涂料的有效寿命,在很大程度上取决于钢板喷漆前的表面处理状况,所以所有需要涂装的该项目的钢结构都要求喷砂处理至ISO 8501-1 Sa2.5级,完全除去所有锈以及氧化皮,清除灰尘后钢面呈近白金属光泽,仅有微少斑痕,(5%面积以下),表面粗糙度达到Ry530-75微米。
●喷砂时注意防止油或者水对喷砂后钢材表面的污染。
空压机必须安装油水分离器。
●喷砂后准备涂装的钢材表面要求清洁、干燥、无油脂,保持粗糙度和清洁度直到第一次涂装。
所有灰尘必须彻底清理,根据ISO 8502-3灰尘量要小于3级。
●表面处理后4个小时内或者在钢材表面返黄前,应该涂装。
如果钢材表面返锈、变湿或者被污染,要求重新清理至规定的级别。
2. 涂装施工条件●空气湿度:空气的相对湿度在大于80%时,不推荐施工。
●环境温度:当环境温度连续低于5℃或高于45℃时,不推荐施工。
●钢材表面温度:钢材表面温度低于露点3℃时,不推荐施工,钢材表面温度太高会导致漆膜表面气泡的产生,因此在钢材表面温度高于60℃时,应调整施工条件,将中午的施工移至早晨和傍晚,或架起遮阳棚,或移至车间施工。
●其它方面:施工时应有良好的通风,在涂装时要防止周围的污染造成对漆膜的污染,例如:喷砂,漆雾等。
预计在施工过程中和涂装完后短时间内会有雨、雪、雾、沙尘暴的情况下应停止施工。
强风或多污染的区域停止施工,过强的通风会使涂料的干燥性大大加快而使涂料的施工性变差,大量的污染物(如沙子、盐粒、腐蚀沉积物)将造成很差的涂膜性能。
3. 涂装施工步骤3.1 预涂●预涂是涂装工作中重要的一部分,主要是针对焊缝、阴阳角、螺栓孔、边缘等隐蔽部位。
●在每一道油漆喷涂之前,务必对以上提到的部位进行预涂。
●刷涂作为预涂方式。
3.2 涂料施工●严格按照产品的施工作业书进行涂料的施工。
●严格控制重涂的最小时间间隔。
重涂前,已有的漆膜表面必须清洁无任何污染物。
●每一道涂层涂装完毕后,将工件静置至少20分钟后,再进行强制加热干燥(可选择,视施工设备情况)。
●加热设备需缓慢升温至70-80℃,待温度稳定后,烘烤30分钟(可选择,视施工设备情况)。
●烘烤完毕,待工件温度恢复常温后,才能进行下道涂装。
重涂前,已有的漆膜表面必须清洁无任何污染物。
●一旦涂料混合后超过了混合有效期,即使涂料仍为液体状态,也不要试图再使用该涂料,否则会引起附着力等问题。
●对于大面积的涂装施工,推荐使用高压无气喷涂。
●对于小面积的预涂或者修补,可以采用刷涂的施工方法。
3.3 现场修补●所有损伤的涂层都要在现场进行修补工作,包括运输、装卸、电焊、切割以及其他作业所造成的漆膜损伤。
●损伤部位周边的完好涂层修补前必须打毛,并打磨成平滑的过渡层,保证修补部位平滑过渡。
修补方案➢面漆损伤(底漆完整):用80-100目的砂纸打磨或砂轮片打磨,用稀释剂清洁表面后,修补中间漆至设计膜厚,再补涂面漆。
➢底漆损伤(没有锈):用80-100目的砂纸打磨,修补底漆至设计膜厚,再修补中间漆和面漆。
➢损伤到钢板,漆膜烧坏部位(返锈):用砂纸将钢材表面打磨至St3级后,用底漆修补至设计干膜厚度,再修补中间漆和面漆。
3.4 最终检测●最终的漆膜表面应该清洁,平滑,无起泡,流挂,针孔,开裂和干喷等。
3.5 成品保护●涂装作业尽量自上而下进行,涂装完毕的部位做好警示标志,与交叉作业部门协商,完善施工方案达到双赢。
●涂装作业后,需等到漆膜干燥到具有一定的强度的情况下,才能进行包装、吊装、运输等操作。
●完工构件应有保护措施,在运输和建筑吊装时应用软质包装物。
涂装好的钢结构产品储存时,不要直接放在地面上,要在其下面先放置木制十字架,避免接触水分。
4. 质量控制4.1 涂膜检测湿膜厚度检测●湿膜厚度测试在施工后应立即检测,若不及时执行,溶剂的挥发将影响到读数。
湿膜厚度的检测应当依据ISO 2801 方法执行。
●膜厚的控制应遵守90-10原则规定,即是90%的测点应在等于或大于规定膜厚以上,余下10%的测点膜厚应不低于规定膜厚的90%,膜厚也应在要求膜厚值的90%以上,否则应予补涂,以达到膜厚标准。
施工中,应该按照GB/T 13452.2-2008标准,每3平米进行一次测量,并做施工检查记录。
●对边、角、焊缝、和切痕等容易产生膜厚不足的部位,应先刷涂一道,然后再进行大面积的涂装,以保证凹凸部位的漆膜厚度。
干膜厚度检测●干膜厚度应当在施工的每一道涂层完成和充分固化、干燥后进行检测。
●对于金属,磁性和非磁性表面的干膜厚度测定推荐的非破坏的测试方法可参照ISO 2801 ,仪器的校准可按同一标准执行。
●不推荐使用破坏性方法测定干膜厚度,但的为了检验是否符合配套要求而必须使用破坏性方法时,也可采用。
●膜厚的控制应遵守90-10原则规定,即是90%的测点应在等于或大于规定膜厚以上,余下10%的测点膜厚应不低于规定膜厚的90%,膜厚也应在要求膜厚值的90%以上,否则应予补涂,以达到膜厚标准。
施工中,应该按照GB/T 13452.2-2008标准,每3平米进行一次测量,并做施工检查记录。
●干膜厚度的检测按照ISO 2808和SSPC PA2执行。
●每3平方米测量5个点;每一测量点要进行3次测量;●每一点的测量,在一个很小面积内测量3个点的平均值;●5个测量值必须符合规定的涂膜范围;●单一测量点不能低于规定膜厚的90%。
4.2 漆膜附着力检测●在每一批构件进行涂装的过程中,应至少准备2块涂层样板,涂层样板和该批构件同时施工,具有相同的涂层配套和质量要求。
等该批构件最后一道施工结束并固化、干燥后,需对样板涂层进行涂层附着力检测,用于评估该批涂层的附着力。
如果样板涂层附着力较差或达不到规定要求的等级要求,必须在该批构件上进行附着力检测,以确定该批构件的最终附着力结果。
●十字划格法(ISO 2409)●使用单刀锋或多刀锋切割工具,间隔1-3毫米,90°交叉划线,划进涂膜直至底材上面。
每条划线的间距根据涂膜厚度而不同,涂膜越薄,线距越小。
●在被涂工件上选择5个点进行检测,若有2处以上不合格,应再增加检测点,若附着力不良点超过30%应及时采取对策进行补涂。
●切割划线后,用软刷轻扫表面,除去松散粒子,然后用胶带贴住测试部位。
用手指来回摩擦使之牢牢贴住,而后拉起。
●拉开法(●铝合金圆柱用240-400目细度的砂纸砂毛,使用前用溶剂擦洗除油。
●测试部位用溶剂除油除灰。
●按正确比例混合双组份无溶剂环氧胶粘剂,再涂抹上铝合金圆柱,压在测试涂层表面,转向360°,确保所有部位都有胶粘剂附着。
●用胶带把铝合金圆柱固定在涂层表面,双组份环氧胶粘剂在室温下要固化24h;氰基丙烯酸胶粘剂按说明书要求(15min后达到强度,最好在2h测试)。
●测试前,用刀具围着铝合金圆柱切割涂层到底材,干膜厚度在150um以下只要各方同意,也可以不用刀具切割。
●用拉力仪套上铝合金圆柱,转动手柄进行测试,记录下破坏强度(MPa)以及破坏状态。
用百分比表示出涂层和底材、涂层之间、涂层与胶水以及胶水与圆柱间的附着力强度和状态。
5. 安全作业5.1 使用和储存注意事项●涂料应在25℃环境下储存。
涂装和操作现场避免明火。
●涂装使用过程中,要注意良好通风,●避免大量有机溶剂吸入人体而影响健康,●避免溶剂浓度积聚到爆炸极限浓度而引起爆炸。
●在使用时,要注意避免皮肤、眼睛直接接触涂料液及稀释剂。
建议穿戴好专门的护目镜防护面具,以及橡胶手套、工作衣。
●操作完成后,应及时将手及其他暴露部位清洗干净。
●溅出的涂料用吸收性的抹布等擦净,并浸放在盛有水的专用容器中。