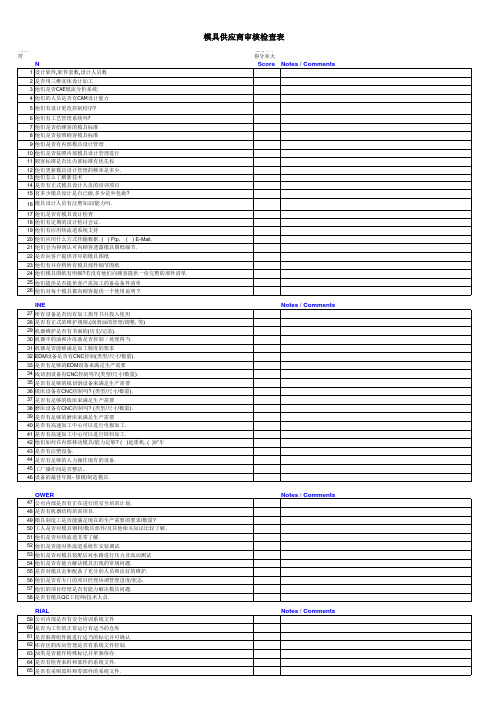
试模检查记录表
- 格式:xls
- 大小:22.00 KB
- 文档页数:1

无侧限试模校验方法本方法适于新购的和使用中的无侧限试模的校验。
(一)技术要求1.1 外观:试模应无变形、生锈,内表面应光滑平整。
1.2 试模和上下压柱的尺寸:试模:直径150mm×高130mm 直径50±0.5mm高130±1mm上下压柱:厚40mm±0.2(二)校验用计量器具2.1 游标卡尺:量程300mm,分度值0.02mm2.2 钢直尺:量程300mm,分度值1mm(三)校验方法3.1 目测试模是否变形生锈,是否光滑平整。
3.2 用游标卡尺测量试模的内径和上下压柱的厚度,在两个垂直方向上测量,各测两个测点,取算术平均值。
3.3 用钢直尺测量试模的高度,各测两点取算术平均。
(四)校验结果处理校验结果符合技术要求为合格,合格者方可使用。
(五)校验周期一年。
(六)附录检验记录表格式。
无侧限试模校验记录仪器编号:_____________________校验人:复验人:日期:灌砂仪校验方法本方法适用于新的或使用中的灌砂仪的校验。
(一)概述灌砂仪用于现场测定基层或底基层、砂石路面及路基土、回填土的各种材料压实层的密度和压实度。
(二)技术要求2.1 外观:无明显变形锈蚀等,倒置圆锥与储砂筒两者之间所设阀门应开关灵活。
2.2 灌砂仪各组成部分的尺寸应符合下表规定:2.3 容积和密度标定的精度误差控制在5%以内。
(三)校验用标准器具3.1 电子天平:称量15kg ,感量0.5g 。
3.2 温度计:量程0~50℃,精度1℃。
3.3 游标卡尺:量程300mm ,分度值0.02mm 。
3.2 钢直尺:量程500mm ,分度值1mm 。
(四)校验方法4.1 外观:目测并手动检查开关是否灵活。
4.2 用游标卡尺测量各部位直径。
4.3 用钢直尺测量各部位深度。
4.4 标定罐容积的测量:称取标定罐及平板玻璃盖板的质量(m 1),精确至0.5g 。
向罐内徐徐注入饮用水直至水面凸出罐口内缘,然后用玻璃板沿罐口迅速滑行,使其紧贴罐口水面(水面无气泡为止),擦干罐外水分,称取罐、水、玻璃板总质量m 2,并测量水温,精确至1℃。

水泥混凝土试模、砂浆试模校验规程1、适用范围本方法适用于水泥混凝土试模、砂浆试模的校准,参照《混凝土试模》(JG237-2008)编制。
2、技术要求2.1试模的所有外表面应光洁无毛刺无粘砂无伤痕等疵症,试模外表面及紧固件均应涂刷防锈油漆,油漆表面应光滑均匀和色调一致。
2.2试模宜选用不低于HT200的铸铁,亦可选用Q235号钢或采用性能指标不低于Q235号钢的其他牌号钢或采用其他不吸水材料制作,当选用其他不吸水材料时应经过专门试验符合相关标准要求且具有足够的耐久性能方可采用。
2.3试模在组装和成型试件时不得产生变形,试模结构应保证组装侧板能正确定位,整个试模必须连接紧密、紧固可靠,在振动成型时不得松动、不得漏浆,试模结构应便于与振动台固定。
固定后应牢固可靠,试模侧板、端板和底板等应具有足够的定位面,拆下的零部件应具有互换性。
2.4试模组装后内部尺寸误差不应超出公称尺寸的±0.2%,且不得超过±1mm。
2.5试模组装后其相邻侧面和各侧面与底板上表面之间的夹角应为直角,直角误差不应大于0.3°.2.6试模侧板、端板、隔板的内表面和底板上表面的平面度误差为每100mm不应大于0.04mm,定位面的平面度误差不应大于0.06mm。
2.7试模组装后其连接面的缝隙不得大于0.2mm,隔板与侧板的缝隙不得大于0.4mm。
3、校准项目3.1外观检查。
3.2内部尺寸。
3.3夹角垂直度。
3.4内表面平面度。
3.5组装后缝隙。
4、校准环境及校准器具4.1校准环境:校准工作应在室内进行,环境温度为(20±5)℃,相对湿度不大于85%,校准现场应洁净,周围无影响校准结果的振动、污染、腐蚀性气体。
4.2校准器具:4.2.1游标卡尺:量程不小于200mm ,分度值0.02mm。
4.2.2深度尺:量程不小于200mm ,分度值0.02mm。
4.2.3钢直尺:量程不小于600mm ,分度值1mm。

仪器自校作业指导书编制:日期:审核:日期:批准:日期:目录一1、土的CBR试验用试模校验方法2、灌砂仪校验方法3、环刀校验方法4、液塑限联合测定仪校验方法5、相对密度仪校验方法6、击实仪校验方法7、称量盒(铝盒)校验方法8、电热干燥箱自检校验方法9、动力触探(标贯)仪自检校验方法二1、容量筒校验方法2、石料磨光机校验方法3、集料压碎值试验仪校验方法4、砂压碎值试验仪校验方法5、振筛机自检校验方法6、集料试验筛校验方法7、针片状规准仪校验方法8、洛杉矶磨耗试验机自检校验方法9、密度筒(容积升)校验方法10、比重瓶自检校验方法11、玻璃仪器自检校验方法12、无侧限抗压强度试模校验方法三1、混凝土、砂浆搅拌机校验方法2、混凝土坍落度筒及捣棒校验方法3、混凝土及砂浆试模校验方法4、砂浆分层度仪校验方法5、砼振动台检验方法6、砼抗渗仪自检校验方法7、砼弹性模量测定仪校验方法8、砼标准养护室检验方法9、气压式含气量测定仪校验方法10、恒温恒湿养护箱自检校验方法11、砼维勃稠度仪校验方法四1、水泥胶砂试模校验方法2、水泥稠度与凝结时间测定仪校验方法3、水泥抗压夹具校验方法4、水泥透气比表面积仪自检校验方法5、水泥负压筛析仪自检校验方法6、水泥标准筛校验方法7、水泥沸煮箱自检校验方法8、雷氏膨胀仪自检校验方法9、雷氏夹自检校验方法10、水泥净浆搅拌机校验方法11、水泥胶砂搅拌机校验方法12、胶砂试验体成型振实台校验方法13、水泥胶砂流动度测定仪校验方法五1、沥青针入度仪自检校验方法2、沥青延度仪自检校验方法3、沥青软化点仪自检校验方法4、沥青混合料自动拌和机自检校验方法5、沥青混合料用试模校验方法六1、钢筋冷弯弯芯校验方法2、钢筋标距仪校验方法3、路面弯沉测定仪校验方法1、土的CBR试验用试模校验方法土的CBR试验用试模是用于土的CBR试件制作,待试件成型后进行CBR试验。
(一)、技术要求:1.1试模为内径152土0.5mm,高170土1mm的圆柱体形金属筒。


试模标准规范一: 为了提高试模效率,当模具到达试模部后(上机前):1:检查电热接线盒有无固定。
2:检查运水水咀是否完好。
3:检查模具外观有无生锈。
4:确认法栏与模具是否吻合。
5:确认顶针有无感应唧制。
6:模具有油唧,确认有无感应唧制。
7:确认有无模具接线及信号检测调校记录表。
1:吊模时注意模具顶部方向,确认必需标有吊令孔尺寸,选用合适的吊环,留意丝牙有公、英制式的2. 吊起模具离地面不高时,要检查吊环有异响,(特别是大模具要做此动作)。
3. 在上机时要先用万用表检查电热插件及顶针板或油唧咭掣。
4. 模具如需装运水可以上机时装上,现用风枪吹以确认运水是否畅通(严禁把模具吊高过肩膀装拆水嘴)。
5. 按模具需装合适的码仔和铁垫,然后码模尽量确保码仔的前后接触点与机板平衡,如使用平直的码仔,垫铁绝对不能比模具上的码模板薄,垫铁只可高过码模板3MM。
6. 码模螺丝收进机板深度最小要有在螺丝直径的(1.5-2 倍)。
7. 开模后要仔细检查前后模面是否有异样。
8. 检查所有行位是否有限位弹工波仔或夹仔定位,所有行位是否有安全装置,防止铲伤或撞坏模件,特别注意接驳运水时使用水管不能影响行位的正常滑动,调试动作前必须将所有动作信号(如油唧)接驳好后才能调试动作。
9. 所有模具有任何接线功能,必须有胶线排插连接线头,并查看是否有任何线头外露,以免模具和机台损坏。
10. 如啤高于35 度以上或啤热咀模具,必须用耐高温水管接驳运水。
11. 啤出第一啤产品后要认真检查看骨位是否粘模。
二:上模时需注意事项:1:上模时确认模具同该机台的实际尺寸。
2:了解该模具结构及动作,确认机台有无此功能。
3:配备好运水管,温控箱,热水机等。
4:吊起模具离地面不高时,要检查吊环有无异响。
5:吊模过程中,模具离地面不可过高。
6:开模后要仔细检查前后模有无异样。
7:检查所有行位是否有限位弹弓波仔或夹仔定位,是否有安全装置,防止铲伤或撞坏模件,特别注意接运水时使用水管不能影响行位的正常滑动,调试动作前必须将所有动作信号(如油唧)接驳好后才能调试动作.8 :核对模具唧咀SR,炮台深入模具唧咀处避空直径及深入长度是否与机台相配,避免因不配导致漏胶问题.9:啤出产品时注意检查有无粘模.10:需上下打码仔模具,首先必需行车吊稳模具,模具高压合模压紧状态,再先打上面码仔并清理干净工具和易掉落物品,最后戴安全帽打下面码仔,现场班组长或安全员监督协助。

精心整理
检(校)验证书
字第号
仪器名称
型号
制造厂
出厂编号
检测环境:温度℃,湿度%RH
检测环境:温度℃,湿度%RH
检测环境:温度℃,湿度%RH
检测环境:温度℃,湿度%RH
检测环境:温度℃,湿度%RH
检测环境:温度℃,湿度%RH
检测环境:温度℃,湿度%RH
检测环境:温度℃,湿度%RH
规格型号:仪器编号:
检测环境:温度℃,湿度%RH
规格型号:仪器编号:
检测环境:温度℃,湿度%RH
检测环境:温度℃,湿度%RH
检测环境:温度℃,湿度%RH
检测环境:温度℃,湿度%RH
检测环境:温度℃,湿度%RH
检测环境:温度℃,湿度%RH
检测环境:温度℃,湿度%RH
检测环境:温度℃,湿度%RH
检测环境:温度℃,湿度%RH
检测环境:温度℃,湿度%RH。


混凝土抗渗试模校验规范
1 目的
1.1 本方法适用于新购或使用中的混凝土抗渗仪试模的校验。
1.2 混凝土抗渗试模系用于按《普通混凝土力学性能试验方法》GB/T50081-2002测定硬化后的抗渗等级试验制作时间用模具。
2 技术要求
2.1 混凝土抗渗试模应由铸铁或钢制成,内表面应机械加工平整光滑,并不应有任何砂眼或缺陷。
2.2 试模尺寸,如表所示。
混凝土抗渗试模尺寸
顶面直径(175±0.2)mm
底面直径(185±0.2)mm
高度(150±0.2)mm
2.3 试模内表面的不平整度,每100mm不超过0.05mm。
3 校验项目
3.1 外观检查。
3.2 测量试模的顶面、底面直径和高度。
3.3 测量试模各内表面的不平整度。
4 环境条件及校验用标准器具
4.1 环境条件
温度20℃±10℃,环境相对湿度不大于85%,校验现场周围应清洁,无影响工作的振动和腐蚀性气体存在。
4.2 校验用标准器具
4.2.1 钢直尺:量程300mm,分度值1mm。
4.2.2 游标卡尺:量程300mm,分度值0.02mm。
4.2.3 塞尺:10mm。
5 校验方法
5.1 用感官来检查,要符合2.1条要求。
5.2用游标卡尺,测量试模的顶面、底面直径和高度,其值应符合2.2条要求。
5.3 用钢直尺和塞尺测量试模各内表面的不平整度,其值应符合2.3条要求。
6 校验结果处理
6.1 全部校验项目均符合技术要求为合格。
6.2 校验周期为12个月。
7 校验记录。

压碎值指标测定仪校准记录表(150)校准:校核:日期:校准:校核:日期:水泥胶砂流动度试模校准记录表(152)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(153/154)校准:校核:日期:水泥胶砂试模校准记录表(157-160)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(161)校准:校核:日期:校准:校核:日期:校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(166-167)校准:校核:日期:混凝土/砂浆抗渗试模校准记录表(168)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(169/170)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(171-172)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(173/175)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(176-177)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(178)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(179/186)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(187)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(188-189)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(190-191)混凝土/砂浆的立方体/棱柱体试模校准记录表(192)混凝土/砂浆圆柱体试模校准记录表(193-194)校准:校核:日期:混凝土/砂浆抗渗试模校准记录表(195)。

试模自校规程1、范围本规程适用于新购或使用中的各种试模如砼抗压试模(150×150×150mm、100×100×100mm、),砼抗折试模(150×150×550mm),砼干缩试模(100×100×515mm),砼抗冻试模(100×100×400mm),砼抗渗成型试模(上口径175mm,下口径185mm,高150mm),砼轴心抗压成型试模(150×150×300mm),砂浆成型试模(70.7×70.7×70.7mm)等的校准。
2、引用文献JJF 1001-1998 通用计量术语及定义JJF 1071-2010 国家计量校准规范编写规则JJF 1059-1999 测量不确定度评定与表示JTG E30-2005 公路工程水泥及水泥混凝土试验规程GB/T50081-2002 普通混凝土力学性能试验方法标准使用本规范时,应使用上述引用标准的现行有效版本。
3、概述许多标准试件制作是否符合要求关键取决于试模尺寸是否标准,所以依据相关规范对试模的尺寸做定期的检查相当的重要。
4、技术要求4、1 外观各种试模的内壁要求加工光滑、均匀,若为金属制品要求无锈蚀4、2 尺寸各种试模的尺寸要求符合相应规范的要求(JTG E30-2005),直角连接部分要求在允许误差之内。
5、检验方法对于试模内壁可用简单的肉眼观察和触摸方法,尺寸的检验可用符合量程的同时经过计量部门检定有效的长度测量器具来检验。
6、使用工具6.1钢直尺:量程1m 分度值:1mm6.2游标卡尺:量程300mm 分度值:0.02mm7 结果处理全部检验项目符合本规程的,允许继续使用;不符合本规程要求的,注明不合格项目,不允许继续使用。
8、检验周期各类试模的检验周期为三个月。
试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:试验用试模自校记录表设备编号:自校编号:。
质量管理体系文件清单
1、《质量手册》、《程序文件》
2、《作业指导书》、《产品检测报告》
3、《来料成品检验通知单》、《来料检验报告》、《不合格处理单》、《检验报告》、《纠正预防措施》
4、《巡检报告》、《质量统计表》
5、《成品检验报告》
6、《设计计划书》、《设计任务书》、《设计和开发评审报告》、《设计确认报告》、《设计和开发验证报告》、《设计更改通知书》
7、《产品开发验证报告》、《设计开发建议书》、《设计初步方案》、《打样通知单》
8、《客户样品评审与确认报告》
9、《原材料统计表》
10、《客户投诉处理表》
11、《客户满意度调查表》
12、《设备保养计划》、《生产设备维修记录》
13、《试模记录表》、《注塑参数检查表》
14、《质量检验标准》
15、《产品质量证明书》
16、《供方实地考察表》、《供应商综合评价表》
17、《计量器管理台帐及检定计划》、《检定证书》
18、《内部社会计划》、《内审报告》、《不符合报告》、《检查表》、《内部审核总结报告》
19、《管理体系认证审核报告》
20、《ISO9001:2008证书》
21、《内部审核员资格证书》
22、其他文件。

水泥试模的自检规程
一.范围
本方法适用于新制的和使用中的水泥试模的校验。
二.要求
1.试模为可装卸的三联试模,由隔板、端板、底座组成,隔板和端板应有编号,组装后内壁各接触面应互相垂直,试模长:(160±0.8)mm,宽:(40±0.2)mm,高:(40.1±0.1)mm。
2.试模壁内应无残损、砂眼、生锈等缺陷。
3.试模的重量应与振实台匹配。
三.校准用标准器具
1.游标卡尺:0~300mm,精度0.02mm。
2.直角尺。
四.校验方法
1.外观:用肉眼检查模内应无残损、砂眼、生锈等到缺陷,隔板和端板应对号组装,隔板与底板接触目惊心应无间隙。
2.模的每条隔板与端板用直尺测量两端处是否垂直。
3.每条模长、宽、高用分度值0.02mm数显卡尺测量,长应在宽度的两端检查2点,宽应在长度的两端及中间检查3点,
高应在长度的两端及中间检查3点
五.校验结果评定
1.试模尺寸符合技术要求,外观无残损、砂眼、生锈等缺陷。
2.校验周期为壹年。
六.校验记录,见下表。
水泥试模校验记录
校验编号: FGHCJ/ZZ305-2007。

水泥胶砂流动度测定仪校验记录表送检单位:仪器编号:校验编号:核验:校验:校验日期:年月日水泥胶砂试模校验记录表送检单位:仪器编号:校验编号:核验:校验:校验日期:年月日水泥胶砂试体成型振实台校验记录表送检单位:仪器编号:校验编号:核验:校验:校验日期:年月日水泥负压筛校验记录表送检单位:仪器编号:校验编号:核验:校验:校验日期:年月日水泥沸煮箱校验记录表送检单位:仪器编号:校验编号:核验:校验:校验日期:年月日水泥净浆搅拌机校验记录表送检单位:仪器编号:校验编号:核验:校验:校验日期:年月日水泥行星式胶砂搅拌机校验记录表送检单位:仪器编号:校验编号:核验:校验:雷氏夹校验记录表送检单位:仪器编号:校验编号:核验:校验:净浆标准稠度与凝结时间测定仪校验记录表送检单位:仪器编号:校验编号:核验:校验:雷氏膨胀测定仪校验记录表送检单位:仪器编号:校验编号:核验:校验:校验日期:年月日水泥抗压夹具校验记录表送检单位:仪器编号:校验编号:核验:校验:校验日期:年月日水泥恒温恒湿养护箱校验记录表核验:校验:校验日期:年月日电热干燥箱校验记录表送检单位:仪器编号:校验编号:核验:校验:校验日期:年月日压碎指标值测定仪校验记录表送检单位:仪器编号:校验编号:核验:校验:校验日期:年月日碎石或卵石针状规准仪校验记录送校单位:仪器编号:校验编号:核验:校验:校验日期:年月日碎石或卵石片状规准仪校验记录送校单位:仪器编号:校验编号:核验:校验:校验日期:年月日含气量测定仪校验记录送校单位:仪器编号:校验编号:试模校验记录坍落度筒校验记录振动台校验记录卵石、碎石试验筛校验记录砂试验筛校验记录送校单位:仪器编号:校验编号:砂浆稠度仪校验记录送校单位:仪器编号:校验编号:砂浆分层度测定仪校验记录砂、石容量筒校验记录试验室用混凝土搅拌机校验记录试验室用砂浆搅拌机校验记录摇筛机校验记录抗渗仪校验记录表校验员:审核员:校验日期:年月日标准养护室检验记录表校验员:审核员:检验日期:年月日切土环刀校验记录送校单位:仪器编号:校验编号:校验员审核员:校验日期:年月日击实仪校验记录送校单位:仪器编号:校验编号:校验员:校核员:校验日期:年月日沥青针入度仪校验记录送校单位:仪器编号:校验编号:沥青延度仪校验记录送样单位:仪器编号:校验编号:钢筋冷弯弯芯校验记录送校单位:仪器编号:校验编号:玻璃仪器校验记录送校单位:仪器编号:校验编号:灌砂仪校验记录送校单位:仪器编号:校验编号:金属线材反复弯曲试验机校验记录维卡仪校验记录送校单位:仪器编号:校验编号:低温箱校验记录表送校单位:仪器编号:校验编号:安定性检验用雷氏夹校验记录表送校单位:仪器编号:校验编号:抗压夹具校验记录表送校单位:仪器编号:校验编号:沥青混合料马歇尔击实仪校验记录表送校单位:仪器编号:校验编号:裁刀校验记录表送校单位:仪器编号:校验编号:回弹仪率定校验记录表送校单位:仪器编号:校验编号:校验员:复核员:校验日期:年月日拉拔仪校验记录表送校单位:仪器编号:校验编号:钢筋标距仪校验记录表受控编号:仪器档案号:校验编号:。


实验室仪器自校规程及记录2016年华庄建材砂浆、混凝土三联试模的校验方法1、概述此类试模是用以制作水泥砂浆、水泥混凝土试件,以便测定其抗压、抗折强度的专用试模。
2、技术要求2.1试模为塑料一体试模,底部有气孔。
2.2试模内部尺寸允许偏差:棱边长度不超过1mm,直角不超过0.5°。
3、校验条件3.1校验用的计量器具3.1.1 分度值为0.02mm的游标卡尺。
3.1.2分度值为0.1m的钢板尺。
3.2校验用的计量器具经计量检定合格,并在检定周期内。
3.3该仪器应在15~30℃的室温下校验,环境清洁,无腐蚀性气味。
4、校验项目和校验方法4.1用游标卡尺(钢板尺)测量试模的棱边长(内部尺寸),取两次平均值的偏差应在±1mm范围内。
4.2用直度尺测量直角的偏差范围应在±0.5°范围内。
5、校验结果处理和校验周期5.1经校验,满足2.1—2.3条技术要求的仪器为合格,发给校验合格证书,任何一条技术要求不合格者,均为校验不合格,发给校验结果通知书。
5.2校验周期为一年。
可根据维修情况提前校验。
混凝土三联试模校验记录自校单位品种规格仪器编号砂浆三联试模校验记录自校单位品种规格仪器编号水泥胶砂试模校验方法本方法适用于新购和使用中以及修理后的水泥胶砂试模的校验。
1、技术要求1.1产品应有铭牌,其中包括型号、规格、制造厂、出厂编号及出厂日期等。
1.2应有产品合格证和产品说明书。
1.3试模的侧板和端板的有效尺寸应符合下表规定:试模尺寸允许偏差表1.4试模的内表面应光滑平整,不平整度误差应不大于试模边长的0.05%。
1.5试模组装后,各相交平面应垂直,偏差不大于1°。
1.6试模组装应紧密,在试件成型时不应出现漏浆现象。
2、校验项目和项目条件2.1校验项目2.1.1外观。
2.1.2试模尺寸。
2.1.3试模内表面平整度。
2.1.4试模垂直度。
2.1.5试模漏浆检查。
2.2校验用器具2.2.1游标卡尺:量程300mm,分度值0.02mm。
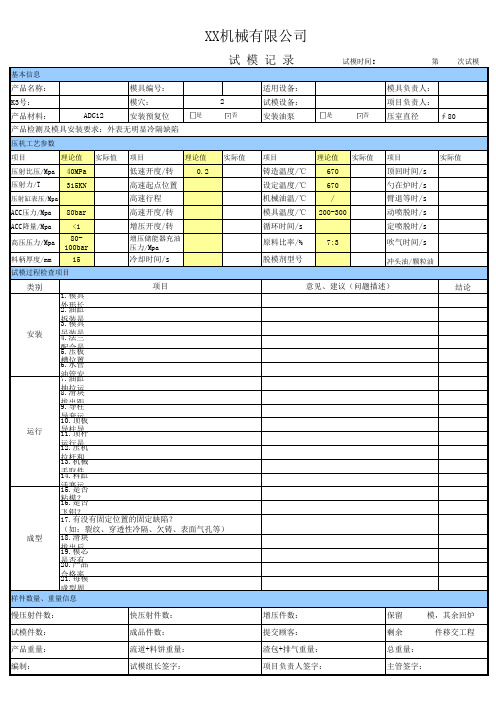
产品名称:模具编号:适用设备:模具负责人: K3号:模穴:试模设备:项目负责人:产品材料:安装预复位安装油泵压室直径∮80项目理论值实际值项目理论值实际值项目理论值实际值项目实际值压射比压/Mpa 40MPa 低速开度/转0.2铸造温度/℃670顶回时间/s 压射力/T315KN 高速起点位置设定温度/℃670勺在炉时/s 压射缸表压/Mpa高速行程机械油温/℃/臂退等时/s ACC压力/Mpa 80bar 高速开度/转模具温度/℃200-300动喷脱时/s ACC降量/Mpa <1增压开度/转循环时间/s 定喷脱时/s高压压力/Mpa 80-100bar 增压储能器充油压力/Mpa原料比率/%7:3吹气时间/s料柄厚度/mm15冷却时间/s脱模剂型号冲头油/颗粒油类别结论1.模具外形长2.油缸拆装是3.模具吊装是4.法兰配合是5.压板槽位置6.水管油管安7.油缸抽拉运8.滑块拔出距9.导柱导套运10.顶板导柱导11.顶杆运行是12.压机拉杆和13.机械手取件14.料缸活塞运15.是否粘模?16.是否飞铝?18.滑块拔出后19.模芯是否有20.产品合格率21.每模成型周17.有没有固定位置的固定缺陷?(如:裂纹、穿透性冷隔、欠铸、表面气孔等) XX机械有限公司意见、建议(问题描述)项目ADC122基本信息产品重量:快压射件数:成品件数:成型慢压射件数:试模件数:运行试 模 记 录 试模时间: 第 次试模试模过程检查项目安装产品检测及模具安装要求:外表无明显冷隔缺陷项目负责人签字:主管签字:增压件数:提交顾客:保留 模,其余回炉剩余 件移交工程压机工艺参数编制:流道+料饼重量:试模组长签字:样件数量、重量信息渣包+排气重量:总重量:是否是否。

文件名称试模作业规范版 次00文件评审记录部门请√选相关部门评审人 意见说明部门请√选相关部门评审人 意见说明□项目部 □装配一科 □设计部 □装配二科 □品质部 □采购部 □设备部 □管理部 □加工部□财务部文件发行日期: 年 月 日版次 制修订日期 变更内容摘要制/修订人批准人 审核人 制/修订人文件名称试模作业规范版次001、目的:规范试模作业及其要求,确保模具、注塑机及人员安全,提高试模效率。
2、范围:适用于公司模具的试模。
3、职责:3.1试模组按[试模计划]进行试模,负责上模前的自检、上模、调试机台参数、打出合格样品及下模;设备组负责处理试模过程中的设备问题;3.2项目部:按项目节点计划、客户增加的和模具修整后的TN试模需要制定日、周[试模计划]会签试模组后督促执行并追踪结果;再按需要参与试模过程并及时对试模样品或结果做出判定;4、作业内容:4.1试模前的检验:试模组长按[试模自检记录表](QR-157)中试模前的点检事项进行检验并进行判定是否可以试模,并如实作好记录。
若其他部门未按点检的事项流程作业的,则不能试模。
点检人要及时将异常现象报告给主管进行处理。
4.2上模作业4.2.1上模前须了解模具的长宽高等,确认模具是适用于注塑机的;一般模具可放入机器的格林柱就可;4.2.2装顶杆(与模具相配合),并调节顶杆长度。
装好模具水咀、油咀、高温油管及水管。
4.2.3注塑机模板面与模具前后固定板须保持干净,以确保模具与注塑机平行。
4.2.4上模前须确保模具与吊环的稳固性(检查吊环无滑牙及牙距相同)来确保人身安全。
4.2.5把模具吊起到机台内放至便于操作的高度时,提前装好模具下方水咀、水管,须注意严禁操作者站在模具正下方预防意外发生。
4.2.6将模具放至注塑机动静模板之间,激活马达用5%锁模速度锁模。
4.2.7将模具在注塑机前锁模板上定位(模具法兰与注塑机前锁模板法兰孔相配合)。
4.2.8以慢速锁模及调模,调整后才可进行高压锁模(低压转换),高压锁模位置必须设定在5㎜以下,保护模具。

混凝⼟⽣产质量检查表混凝⼟⽣产质量检查表单位名称:检查组成员签字:检查⽇期:混凝⼟⽣产质量检查说明(⼀)资质管理1、混凝⼟⽣产单位具有相应资质⼀、检查内容:企业资质⼆、判定原则:⽆企业资质或资质⽆效,判定为“不符合”三、依据:《建筑业企业资质管理规定》第三条建筑业企业应当按照其拥有的注册资本、专业技术⼈员、技术装备和已完成的建筑⼯程业绩等条件申请资质,经审查合格,取得建筑业企业资质证书后,⽅可在资质许可的范围内从事建筑施⼯活动。
2、混凝⼟⽣产企业、分站点的设⽴是否满⾜资质管理规定要求⼀、检查内容:企业资质⼆、判定原则:⽆企业资质或资质⽆效,判定为“不符合”三、依据:《建筑业企业资质管理规定》第三条建筑业企业应当按照其拥有的注册资本、专业技术⼈员、技术装备和已完成的建筑⼯程业绩等条件申请资质,经审查合格,取得建筑业企业资质证书后,⽅可在资质许可的范围内从事建筑施⼯活动。
(⼆)原材料管理3、有混凝⼟原材料的采购、使⽤管理制度⼀、检查内容:原材料管理制度⼆、判定原则:原材料采购、使⽤管理制度完善,否则判定为“不符合”三、依据:《关于加强预拌混凝⼟质量管理⼯作的通知》建质[2013]84号预拌混凝⼟⽣产企业应建⽴健全⽣产管理制度、产品质量保证体系和产品质量跟踪制度4、采购合同(协议)以书⾯形式签订并存档,同时建⽴原材料使⽤台帐,原材料质量可追溯⼀、检查内容:原材料合同及台账⼆、判定原则:原材料采购合同管理及使⽤台账管理合格,否则判定为“不符合”三、依据:《关于加强预拌混凝⼟质量管理⼯作的通知》建质[2013]84号加强原材料进场检验和质量控制,建⽴完善原材料采购管理制度和原材料使⽤台账,实现原材料使⽤的可追溯。
5、有混凝⼟原材料进场验收记录(包括⼚名或地、品牌、规格、数量)⼀、检查内容:原材料进场验收记录⼆、判定原则:原材料进场验收记录齐全,否则判定为“不符合”三、依据:《混凝⼟质量控制标准》GB 50164-2011第6.2条原材料进场6、对进场的原材料依据相关技术标准的要求进⾏质量检验,并建⽴逐⼀对应的检测试验台账⼀、检查内容:原材料检验台账,根据原材料进货量核对试验批次⼆、判定原则:原材料检测检验及台账对应齐全,否则判定为“不符合”三、依据:《预拌混凝⼟》(GBT 14902-2012 )第5 条原材科和配合⽐;《混凝⼟质量控制标准》(GB 50164-2011)第7.1条混凝⼟原材料质量检验7、⽔泥、外加剂等原材料主控项⽬的检测按规定送⾄具有资质的第三⽅检测机构进⾏检测⼀、检查内容:原材料主控项⽬第三⽅检测⼆、判定原则:原材料主控项⽬材料第三⽅检测,否则判定为“不符合”三、依据:《混凝⼟质量控制标准》(GB 50164-2011)第7.1条混凝⼟原材料质量检验(三)试验管理8、有建⽴技术⽂件管理制度,技术标准版本有效健全⼀、检查内容:技术⽂件管理⼆、判定原则:技术⽂件齐全有效,否则判定为“不符合”三、依据:《关于加强预拌混凝⼟质量管理⼯作的通知》建质[2013]84号第⼆条预拌混凝⼟⽣产企业应建⽴健全⽣产管理制度、产品质量保证体系和产品质量跟踪制度,严格执⾏有关法律法规和技术标准。