CW6163车床电气控制柜制作
- 格式:ppt
- 大小:1.01 MB
- 文档页数:15

Cw 6163 卧式车床电机控制电气原理图
1、主电路设计根据电气传动的要求,由接触器KM1、KM
2、KM3分别控制电动机M1、M2、M3的起动停止,由于三台电动机功率都不是很大,为了简化控制线路,我们
对三台电动机均采用直接启动方式。
如图1所示。
电动机
采用直接起动的一般界限,即“起动方式的选取不仅要考虑
电动机的容量(一般5kW以下的电动机用直接起动,10kW 以上的电动机用降压起动),还要考虑电网的容量。
不经常
起动的电动机可直接起动的容量为变压器容量的30%;经常起动的电动机可直接起动的容量为变压器容量的20%。
”尽管本案例主电动机功率略大于10kW,但超过不多,且其它两台电动机功率较小,为了简化控制线路,减少故障源和
故障概率,可以采用直接启动方式。
机床的三相电源由开
关Q引入。
主电动机M1的过载保护由两相热继电器KR1实现,它的短路保护可由机床所在电网系统中的前一级配
电箱中的熔断器充任。
冷却泵电动机M2的过载保护由热继电器KR2实现。
快速移动电动机M3由于是短时间工作,
不设置过载保护。
电动机M2、M3共同设置短路保护的熔
断器FU1。
图1主电路及控制线路设计。


机电传动课程设计CW6163车床控制系统设计学院:机械与电子工程学院专业:机械工程及自动化姓名:张旺新学号:1020640220指导教师:余宏涛目录CW6163车床性能------------------------------3 机床结构特点-----------------------------------3 机床主要技术参数-------------------------------3 CW6163车床电气控制系统方案-----------------5 电动机的选择-----------------------------------5 电气控制系统线路图的设计----------------------6 电器元件的选择---------------------------------8 连接导线的选择---------------------------------12 电器元件布置图---------------------------------13 设计总结----------------------------------------14 参考文献----------------------------------------14CW6163车床性能CW6163系列卧式车床适用于加工各种钢材、铸铁和有色金属及中、小型金属工件。
机床功率大,刚性好,适用于强力或高速切削。
本机床主要用于车削各种工件的内圆、外圆、端面、以及公制、英制、模数和螺纹并可承担钻孔、镗孔等工艺。
机床主轴为变频无级调速,可实现不停车变速及变速范围宽,可适合粗、精加工工艺的需求。
床身采用树脂砂造型的高强度铸件,床身导轨经过超高频淬火处理和精密磨削,耐磨性和精度保持性好,承载能力强。
溜板箱内装有安全机构,防止因过载而对机床造成损坏,保证使用安全可靠。
该机床设有刀架纵、横向机动及快速运动手柄,操作灵活,宜人性好。
Cw 6163 卧式车床电机控制电气原理图
1、主电路设计根据电气传动的要求,由接触器KM1、KM
2、KM3分别控制电动机M1、M2、M3的起动停止,由于三台电动机功率都不是很大,为了简化控制线路,我们对三台电动机均采用直接启动方式。
如图1所示。
电动机采用直接起动的一般界限,即“起动方式的选取不仅要考虑电动机的容量(一般5kW以下的电动机用直接起动,10kW 以上的电动机用降压起动),还要考虑电网的容量。
不经常起动的电动机可直接起动的容量为变压器容量的30%;经常起动的电动机可直接起动的容量为变压器容量的20%。
”尽管本案例主电动机功率略大于10kW,但超过不多,且其它两台电动机功率较小,为了简化控制线路,减少故障源和故障概率,可以采用直接启动方式。
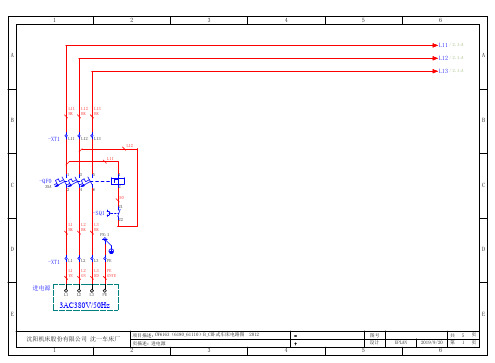
机床的三相电源由开关Q引入。
主电动机M1的过载保护由两相热继电器KR1实现,它的短路保护可由机床所在电网系统中的前一级配电箱中的熔断器充任。
冷却泵电动机M2的过载保护由热继电器KR2实现。
快速移动电动机M3由于是短时间工作,不设置过载保护。
电动机M2、M3共同设置短路保护的熔断器FU1。
图1主电路及控制线路设计。

目录引言·············································第1章 CW6163卧式车床概述·····················第2章电动机及其它电器元件的选择··················第3章电气传动方案····································第4章电气控制线路设计····························结束语····································参考文献·········································题目:CW6163型卧式车床电气控制电路设计摘要:机床电气控制线路设计是高职机械专业学生完成大学课程之后进行的,学生已经掌握了机械制造、机械加工的一些基本技能,从事机床控制电路的设计是对以前所学的电气知识的综合回顾和复习,以后对各种机床控制电路都可以做到触类旁通,能自己动手设计电路,也能排除相关电气故障。

机电传动控制课程设计题目:CW6163卧式车床电气控制系统设计学院:机械与电子工程学院专业:机械工程及其自动化学号:姓名:指导老师:2013 年6 月28 日目录第1章课程设计目的 (2)第2章课程设计主要内容 (2)第3章课程设计题目描述与要求 (3)第4章CW6163卧式车床电气控制系统设计 (4)第5章课程设计总结 (13)附录一CW6163卧式车床零件清单 (14)附录二CW6163卧式车床电气原理图 (15)第1章课程设计目的1.1 具备机械、电气知识的综合运用能力;1.2 具备分析机电传动控制系统的组成及原理的能力;1.3具备设计机电传动控制系统的基本电气原理图的能力;1.4具备编写设计说明书、操作说明书能力。
第2章课程设计主要内容2.1分析对象:熟悉被控对象的组成、电力拖动的要求及控制的具体要求。
2.2电路图设计:根据任务要求,设计主电路及其保护电路,根据任务的控制关系设计控电路及其保护电路,设计开关面板图,选定所需的电气元件,列出清单,修改图纸,定稿。
2.3撰写说明书:编写电气原理说明书和操作说明书。
2.4课程设计总结第3章课程设计题目描述与要求题目:CW6163卧式车床电气控制系统设计CW6163系列卧式车床适用于加工各种钢材、铸铁和有色金属及中、小型金属工件。
机床功率大,刚性好,适用于强力或高速切削。
本机床主要用于车削各种工件的内圆、外圆、端面、以及公制、英制、模数和螺纹并可承担钻孔、镗孔等工艺。
机床主轴为变频无级调速,可实现不停车变速及变速范围宽,可适合粗、精加工工艺的需求。
床身采用树脂砂造型的高强度铸件,床身导轨经过超高频淬火处理和精密磨削,耐磨性和精度保持性好,承载能力强。
溜板箱内装有安全机构,防止因过载而对机床造成损坏,保证使用安全可靠。
该机床设有刀架纵、横向机动及快速运动手柄,操作灵活,宜人性好。
CW6163型卧式车床是以继电器接触系统的控制方式的传统车床,其主轴正反转运动,主轴的制动采用液压制动器,进给运动的纵向左右运动,横向前后运动及快速移动均由一个手柄操作控制。
![cw6163系列普床改数控机床的plc编程毕业设计[管理资料]](https://img.taocdn.com/s1/m/013161d70722192e4436f612.png)
目录引言 (4)第一章概述 (4)数控系统的简介 (5)5(NC)阶段 (5)(CNC)阶段 (5)PLC简介 (6)PLC定义 (6)66PLC和NC的关系 (6)第二章CK6163数控机床的整体设计 (7)CK6163的总体结构介绍 (7)7第三章数控系统选用 (8):8:8:9第四章数控机床强电控制 (10)。
10变频器、变频电机: (11)、润滑系统的控制 (13)131315、冷却电机控制 (15). 刀台电机 (15)第五章数控机床的逻辑控制 (16)启动时PLC程序设计: (16)、主轴的逻辑控制 (17)、主轴变速过程如下: (17)17、反转、停止功能 (17)1820212122润滑系统的PLC控制梯形图 (23)结论 (24)致谢 (25)参考文献 (26)附件 (26)CW6163系列普床改数控机床的PLC编程摘要本文主要是将传统的CW6163车床的电气控制系统改造成为数字控制的开环控制系统。
改造后的系统是以单片机系统为控制模块,以步进电机为驱动执行元件。
实现X轴和Z轴的两坐标联动以及对刀具的自动选取。
同时能够进行直线和圆弧的插补;工件在一次安装后,完成多道工序的加工,通过编写不同的程序完成各种较为复杂零件的加工。
数控机床,在设计上要达到:有高的静动态刚度;运动副之间的摩擦系数小,传动无间隙、功率大、便于操作和维修,机床数控改造时应尽量达到上述要求。
不能认为将数控装置与普通机床连接在一起就达到了数控机床的要求,还应对主要部件进行相应的改造使其达到一定的设计要求,才能获得预期的改造目的。
通过对CW6163普通车床的数控改造,使其加工精度明显提高,定位准确可靠,操作方便,性能价格比高。
这种方法对中小企业设备的数控改造有一定的借鉴与推广作用。
本次改造主要针对车床的主轴系统、刀架系统、进给系统、反馈环节、电器控制柜以及数控系统进行了改造,改造方法简单、改造操作步骤便于实施。
而且掌握了一些CAM、CAD 等制图软件的应用和论文的撰写格式,这篇论文对我四年的大学学习的一次全面总结。

Cw6163普通车床微机数控化改造摘要:随着生产技术的发展,对数控技术及其产品的性能要求越来越高。
这就要求现代的机床具有高效率、高柔性、低成本等优点,以满足生产发展的需要。
我们必须对车床进行改造。
首先,根据设计任务和要求提出数个总方案,进行综合分析、比较和论证。
最后确定一个可行的总体方案。
从而确定了系统的运动方式、伺服系统等等。
在此基础上,对伺服系统机械部分进行详细的设计、计算。
最后,根据总体方案及机械结构的控制要求,确定硬件电路的总体方案。
改造后的数控车床的主要性能和结构与相应的普通机床类似,但数控化后增加了自动化程序、功能有所扩展、结构也有了改进。
关键字:数控技术、车床、改造。
Cw6163 microcomputer numericalrebuilding of common latheAbstractDuring the development of production technology, we will need higher and higher ability of numerical control technology and its productions. So the machine tool should have many advantage, such as high efficiency,high flexibility, low cost and so on.. In order to satisfy the request of production development, we must improve our lathe.First, Introduce several total programs according to the task and request of design. And I analyse and compare and argue the programs. At last I make sure the best program.So I can confirm the way of systematic movement 、servo-system and so on .on this base I have a careful design and count to servo-system and machine parts. At last according to the total program and control require of machine construction, I make sure the total program of hardware circuit and draw fabric design.Above all, after the rebuilding the main ability and construction of numerical lathe is same as the usual lathe. But the numerical lathe may increase the automatism program and enlarge the function and rebuild the construction.Keywords: numerical control technology, lathe, rebuilt.目录摘要----------------------------------------------------------1 Abstract ------------------------------------------------------- 1 绪言 ------------------------------------------------------------1第一篇总体方案的确定------------------------------------------4 第一章系统运动方式的确定---------------------------------4第二章伺服系统的选择--------------------------------------5 第三章计算机系统的选择------------------------------------5 第四章机械传动方式的确定----------------------------------5 第二篇 CK6163纵向伺服系统设计及计算―――――――――------------7 第一章确定脉冲当量----------------------------------------7 第二章计算切削力------------------------------------------7 第三章滚珠丝杆副的设计、计算和选型―――――――――――-------8 第四章传动元件的设计、计算及选用――――――――――------11 第五章步进电机的计算与选型――――――――----------------12 第三篇经济型数控钻床工作台Z向伺服系统的设计及计算------------22 第一章选择脉冲当量 ----------------------------------------22 第二章计算切削力――――――――――――--------------------22 第三章滚珠丝杆副的设计、计算和选型工作台--------25 第四章传动元件的设计、计算及选用------------------26 第五章步进电机的计算与选型------------------31 第四篇C K6163微机数控系统硬件电路设计----------------33 第一章控制系统的功能--------------------------------------33 第二章系统电气控制的结构框图------------------------------33 第三章中央处理单元C P U和存储器的选择及它们之间的连接电路---34 第四章译码电路的设计--------------------------------------40 第五章 I/O接口电路及辅助电路设计 ---------------------------42 第六章键盘显示器接口电路 -----------------------------------46 第七章步进电机接口及驱动电路 -------------------------------47 第八章其它辅助电路 -----------------------------------------51 第九章C K613微机控制系统硬件电路原理图------------52 第十章典型零件的加工工艺--------------------------------55结论 -------------------------------------------------------------56 致谢 -------------------------------------------------------------57 参考文献 ---------------------------------------------------------58第一篇数控系统的总体方案的拟定第一章系统运动方式的确定数控系统按运动方式可分为点位控制系统、点位/直线系统和连续控制系统。

第三章车床数控改造的总体构思与技术方案本次改造的普通车床型号为CW6163。
数控改造主要传动系统的机械改造。
由于对经济型数控机床的加工精度要求不高,为简化结构、降低成本。
通过控制横进给系统,保证改造后的车床具有定位、直线插补、圆弧插补、暂停等功能。
为实现机床所要求的分辨率,采用步进电机经联轴器再传动丝杠;为保证一定的传动精度和平稳性,尽量减小摩擦力,选用滚珠丝杠螺母副。
3.1 设计任务将CW6163普通车床改造成经济型数控车床在过程中满足以下几点要求:、1.横向进给脉冲当量为0.001mm/脉冲2.进给范围:3-1000mm/min快速进给:1000-3000mm/min3.横向进给系统有微机实现开环控制系统两轴联动3.2 总体方案的论证对于普通机床的经济型数控改造,在确定总体设计方案时,应考虑在满足设计要求的前提下,对机床的改动应尽可能少,以降低成本。
控制系统运动方式的确定本设计中只对机械部分进行改造不对数控部分进行改造。
3.3 总体改造方案的确定CW6163车床主要用于对中型轴类、盘类及螺纹零件的加工,加工这些零件工艺上要求机床应完成的工作内容有:能够控制主轴正反转,实现不同切削速度的主轴变速;刀架能够实现横向的进给运动,并具有在换刀点自动改变四个刀位完成选择刀具的功能;加工螺纹时,应保证主轴转一转,刀架移动一个加工螺纹的螺距或导程。
这些内容就是数控化改造后数控系统需要控制的对象。
数控机床由机床、数控系统和外围技术三部分组成。
普通车床改造的目的是利用数控系统控制车床自动完成机械加工任务,提高车床的加工精度和生产效率。
在考虑经济型数控机床改造具体方案时,所遵循的原则是在满足需要的前提下,对原有车床尽可能减少改动,以降低改成本。
改造中需要解决的问题是:将机械传动的进给和电动动控制的转位刀架改造成数控装置控制的自动转位刀架和自动进给的数控加工车床。
根据CW6163车床的有关资料,确定总体方案为:利用数控系统对输入的加工程序进行运算处理,发出的进给指令通过I/O接口输出给X轴步进电机,经联轴器后,带动滚珠丝杠转动,由螺母带动刀架直线移动,从而实现横向的自动进给运动。

XX大学毕业设计(论文)题目:CW6163型卧式车床的数控化改造总体设计及横向进给设计院(系):专业:班级:学生姓名:导师姓名:职称:起止时间:摘要现代数控机床是未来工厂自动化的基础。
旧机床数控化改造范围大、潜力大、投资少、见效快,已经成为适合我国国情,促进制造业技术进步的重要手段。
因此,数控系统改造车床的研究具有重要意义。
本文在叙述了数控技术的历史、现状和发展的基础上,通过对旧机床的分析,结合机床改造的总体思想,提出了数控化改造的技术方案和新数控系统的选型配置方案;针对旧机床的要求,进行了传动系统的重新设计,提高了传动的精度,重新设计机床的控制逻辑,通过对伺服系统的分析,完成了机床各主要参数的优化和匹配。
本机床改造后将会展示出强大的功能、稳定的性能,将完全符合机床的技术规格和精度标准,加工出合格的零件,大大提高了车床的性能,是一次有益的尝试。
关键词:CW6163;机床;改造;数控系统。
AbstractThe modern Computer Numerical Control (CNC)machine is the foundation of the modern manufactory. The remaking of old machine for CNC is an efficient means to promote the progress of the manufactory, which is adapted to the circumstance for our country. Its range is wide, its cost is low and its period is short. Therefore, it is very important to study a remarking the lathe machine by using CNC system.This paper introduces the history and the development of CNC system. Based on its theory, through the analysis about the components of the old machine, presents the remaking transmission system to raise the precision of the lathe。

CW6163卧式车床的简介和电气控制系统的设计安装摘要:本设计主要讲述了CW6163型卧式车床电气控制系统设计,其中反映了电气控制系统从原理图设计到最终电气控制柜安装和调试的整个过程。
在设计开始,本设计先介绍说明CW6163型卧式车床的用途、规格、型号,以便对CW6163型卧式车床更深一步的认识。
关键词:短路保护过载保护额定电压额定电流空载试车满载起动目录一、CW6163卧式车床的简介1.1.CW6163卧式车床的用途1.2. 车床的发展过程1.3.1.3数控车床的基本组成1.4普通车床的工作原理1.5.CW6163车床扩大加工范围的改造1.6.CW6163卧式车床床身溜板箱的介绍1.7.CW6163卧式车床技术规格和型号1.8外形尺寸及重量二:CW6163卧式车床的电气控制设计2.1电气控制的要求2.2电动机的简介2.3电动机的选择2.4电气控制线路图的设计三、电器元件的选择3.1电源开关QS的介绍3.2热继电器FR的介绍3.3接触器的介绍3.4中间继电器的选择3.5熔断器的选择3.6按钮的选择3.7照明及指示灯的选择3.8变压器的选择四、绘制电器元件布置图和电气安装接线图4.1电器元件布置图4.2电气安装接线图4.3电气接线图中管内敷线明细表4.4检查和调整元件五、电气控制柜的安装配线5.1制作安装底板5.2选配导线5.3规划安装线和弯电线管5.4安装电器元件5.5电器元件编号5.6接线5.7检查控制线路5.8检查主电路5.9电气控制柜的调试六.结论参考文献附录一、CW6163卧式车床的简介1.1CW6163卧式车床的用途本机床适用于加工各种钢材、铸铁和有色金属中、小型工件。
机床功率大,刚性好,适用于强力或高速切削。
本机床主要用于车削各种工件的内圆、外圆、端面,以及公制、英制、模数和径节螺纹。
并可承担钻孔、镗孔等工艺。
机床主轴为变频无级调速,可实现不停车变速,变速范围宽,可适合粗、精加工工艺的需求。
第1章 CW6163型卧式车床的简介CW6163型卧式车床电气控制系统一、主要结构CW6163型卧式车床主轴运动的正、反转由两组机械式摩擦片离合器控制,主轴的控制采用液压制动器,进给运动的纵向左右运动、横向前后运动及快速移动均由一个手柄操作控制。
可完成工件最大车削直径为630mm,工件最大长度为1500mm.。
1.对电气控制的要求(1)根据工件的最的长度要求,为了减少辅助工作时间,要求配备一台主轴运动电动机和一台刀架快速移动电动机,主轴运动的起、停要求两地操作控制。
(2)车削时产生的高温,可由一台普通冷却泵电动机加以控制。
(3)根据整个生产线状况,要求配备一套局部照明装置及必要的工作状态指示灯。
1.2 CW6163型卧式车床的特点1.车床的床身、床脚、油盘等采用整体铸造结构,刚性高,抗震性好、符合高速切削机床特点。
2.床头箱采用三支承结构,三支承均为圆锥滚子轴承,主轴调节方便,回转精度高,精度保持性好。
3.进给箱设有公英制螺纹转换机构,螺纹种类的选择转换方便、可靠。
4.溜板箱内设有锥形离合器安全装置,可防止自动走刀过载后的机件损坏。
5.车机床纵向设有四工位自动进给机械碰停装置,可通过调节碰停杆上的凸轮纵向位置,设定工件所需长度,实现零件的纵向定尺寸加工。
6.尾座设有变速装置,可满足钻孔、铰孔的需要。
7.车机床润滑系统设计合理可靠,车头箱、进给箱、溜板箱均采用体内飞溅润滑,并增设线泵、柱塞泵对特殊部位进行自动强制润滑。
1.3 运动形式:主运动:镗轴的旋轴和花盘的旋转运动。
进给运动:镗轴的轴向进给,花盘上刀具的径向进给,镗头的垂直进给,工作台的横向进给和纵向进给。
辅助运动:工作台的旋转,后立柱的水平移动,尾架的垂直移动及各部分的快速移动。
1.主轴旋转和进给都应有较大的调速范围;双速鼠笼式异步电动机,机电联合调速2.进给运动和主轴及花盘的旋转采用同一台电动机拖动,主电动机能正反转,并可调速,高速运转应先经过低速起动,各方向的进给应有联锁。

项目二CW6163车床电气控制柜制作项目3 CW6163车床电气控制柜的制作学校:班级:姓名:学号:目录一、CW6163车床工艺概况 (2)1、CW6163车床结构简介 (2)二、CW6163车床电气控制柜主电路设计图 (2)1.主电路 (2)2.控制电路 (2)三、元器件的选择 (3)1.空气开关(QF)选择 (3)2.交流接触器(KM1,KM2,KM3,KM4)的选择..33.热继电器(FR1,FR2)选择 (4)4.按钮SB,SB1~SB6选择 (4)5.信号灯(HL1-HL6)选择 (4)元器件明细表 (4)四、CW6163车床电气控制柜系统布置图 (5)五、CW6163车床电气控制柜系统接线图 (5)六、总体设计(外观设计图) (6)CW6163车床电气控制柜制作一、CW6163车床工艺概况1、CW6163车床结构简介2、电动机铭牌参数M1-主电动机:Y160M-4,11 kW,380V,23.0A,1460 r/min,使工件旋转。
M2-冷却泵电动机:JCB-22,0.15kW,380V,0.43A,2790 r/min,供给冷却液。
M3-快速移动电动机:Y90S-4,1.1kW,380V,2.8A,1400 r/min,使刀架快速移动3、控制要求1)主轴电动机M1必须在油泵电动机M2起动后才能起动,主轴电动机M1可单独停车;2)主轴电动机M1可以两地进行停止控制; 3)快速移动电动机M3为点动; 4)控制柜有电源指示; 5)车床没工作时有指示; 6)M1、M2电动机运行时有指示。
二、CW6163车床电气控制柜电路设计图1,主电路2,控制电路工作原理空气开关有短路保护作用,热继电器有过载保护作用。
合上空气开关(QF),电源指示灯(HL1,HL2,HL3)亮红灯,车床不工作(HL6)亮绿灯。
1、起动:按下SB1,KM2得电,KM2主触头闭合,常开触头闭合,形成自锁,常闭触头打开,HL5红灯亮HL6灭,M2电机转动,按下SB2,KM1得电,KM1主触头闭合,常开触头闭合,形成自锁,HL4红灯亮,M1电机转动,按下SB6,KM3得电,KM3主触头闭合,常闭触头打开,M3点动,正转,按下SB6,KM4得电,KM4主触头闭合,M3点动,反转2、停止:按下SB3,KM1断电,KM1主触头断开,常开触头断开,失去自锁,常闭触头闭合,M1电机停止,按下SB,KM2断电,KM2主触头断开,常开触头断开,失去自锁,常闭触头闭合,M2电机停止,电机总停。