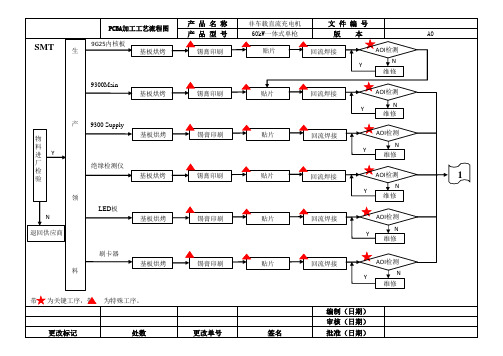
充电器生产工艺流程图
- 格式:doc
- 大小:27.00 KB
- 文档页数:2


锂离子电池生产工艺流程一、原理1.0 正极构造LiCoO2(钴酸锂)+导电剂(乙炔黑)+粘合剂(PVDF)+集流体(铝箔)正极2.0 负极构造石墨+导电剂(乙炔黑)+增稠剂(CMC)+粘结剂(SBR)+ 集流体(铜箔)负极3.0工作原理3.1 充电过程如上图一个电源给电池充电,此时正极上的电子e从通过外部电路跑到负极上,正锂离子Li+从正极“跳进”电解液里,“爬过”隔膜上弯弯曲曲的小洞,“游泳”到达负极,与早就跑过来的电子结合在一起。
正极上发生的反应为LiCoO2=充电=Li1-xCoO2+Xli++Xe(电子)负极上发生的反应为6C+XLi++Xe=====LixC63.2 电池放电过程放电有恒流放电和恒阻放电,恒流放电其实是在外电路加一个可以随电压变化而变化的可变电阻,恒阻放电的实质都是在电池正负极加一个电阻让电子通过。
由此可知,只要负极上的电子不能从负极跑到正极,电池就不会放电。
电子和Li+都是同时行动的,方向相同但路不同,放电时,电子从负极经过电子导体跑到正极,锂离子Li+从负极“跳进”电解液里,“爬过”隔膜上弯弯曲曲的小洞,“游泳”到达正极,与早就跑过来的电子结合在一起。
二、工艺流程三、电池不良项目及成因:1.容量低产生原因:a. 附料量偏少;b. 极片两面附料量相差较大;c. 极片断裂;d. 电解液少;e. 电解液电导率低;f. 正极与负极配片未配好;g. 隔膜孔隙率小; h. 胶粘剂老化→附料脱落; i.卷芯超厚(未烘干或电解液未渗透)j. 分容时未充满电; k. 正负极材料比容量小。
2.内阻高产生原因:a. 负极片与极耳虚焊;b. 正极片与极耳虚焊;c. 正极耳与盖帽虚焊;d. 负极耳与壳虚焊;e. 铆钉与压板接触内阻大;f. 正极未加导电剂;g. 电解液没有锂盐; h. 电池曾经发生短路; i. 隔膜纸孔隙率小。
3.电压低产生原因:a. 副反应(电解液分解;正极有杂质;有水);b. 未化成好(SEI膜未形成安全);c. 客户的线路板漏电(指客户加工后送回的电芯);d. 客户未按要求点焊(客户加工后的电芯);e. 毛刺;f. 微短路;g. 负极产生枝晶。

“锂电池”生产过程图解,超详细!
编者按
“锂电池”,是一类由锂金属或锂合金为负极材料、使用非水电解质溶液的电池。
由于锂金属的化学特性非常活泼,使得锂金属的加工、保存、使用,对环境要求非常高。
锂电池大致可分为两类:锂金属电池和锂离子电池。
锂离子电池不含有金属态的锂,并且是可以充电的。
我们所熟知的特斯拉电动汽车便是用的18650锂离子电池通过串并联组成的电池板。
下面将图文解读锂电池21道生产工序,了解锂电池的制造过程。
第一步:负极匀浆。
第二步:正极匀浆。
第三步:涂布。
第四步:碾压。
第五步:分切。
第六步:烘烤。
第七步:卷绕。
第八步:入壳。
第九步:点焊。
第十步:烘烤。
第十一步:注液。
第十二步:焊盖帽。
第十三步:清洗。
第十四步:干燥储存。
第十五步:检测对齐度。
第十六步:壳体喷码。
第十七步:化成。
组装后的电池,被给予一定的电流,使电池正负极活性物质被激发,最后使电池具有放电能力的电化学过程称为化成,电池只有经过化成后才能作为电源使用。
第十八步:OCV测量。
第十九步:常温度储存。
第二十步:分容。
电池在制造过程中,因工艺原因使电池的实际容量不可能完全一致,通过一定的充放电检测,将电池按容量分类的过程称为分容。
第二十一步:最后工序。
怎么样?这工艺复杂吗?来源:机械学霸。
广东vv电子有限公司W工程部产品规格书4.1试验环境温度:15~35℃;相对湿度45%~75%;大气压力86~106KPa.4.2测量、试验之仪器、设备及精度鹅鹅鹅饿有限公司编号:WLW-QP-42-01版本: A/0WLW-106A-L100 V1.0直充规格书页码: 3/12表2测试项目测试仪器与设备精度电压/电流数字万用表0.1V/1mA抗电强度耐压测试仪10V尺寸卡尺/卷尺等0.02mm./1m m高/低温烤箱/电冰箱±2℃/±3℃输出线折弯寿命拉力计±0.1N4.3外观及尺寸检查4.3.1用目视、测量方法检查充电器外观、结构,应符合3.2.1的规定。
输入插头、输出插头及连接线牢固可靠,应符合3.2.2的规定。
4.3.2输出线折弯寿命在吊重100g的砝码作用下2000次, 应符合3.2.3。
4.4输入电压/电流试验A)按下图(图1)所示接好试验电路6.3产品应贮存在温度35℃ 以下,湿度不大于75%的室内仓库中.6.4产品运输中应防雨淋、水浸,不应有剧烈振动.二、 电路原理图鹅鹅鹅饿有限公司编号:WLW-QP-42-01 版本: A/0 WLW-106A-L100 V1.0直充规格书页码: 6/12三、PCB板图顶层字符丝印图威力王有限公司编号:WLW-QP-42-01版本: A/0 WLW-106A-L100 V1.0直充规格书页码: 7/12八、 产品外壳尺寸图鹅鹅鹅饿有限公司编号:WLW-QP-42-01 版本: A/0WLW-106A-L100 V1.0直充规格书页码: 12/12。

无线充生产工艺流程Producing wireless charging devices involves a complex and intricate manufacturing process. From the initial concept and design phase to the final testing and packaging, each step must be carefully executed to ensure the quality and functionality of the product. The process typically begins with market research and product development, where engineers and designers work together to create a prototype that meets the specific requirements and standards of the industry. This stage is crucial as it sets the foundation for the rest of the production process.生产无线充电设备涉及复杂而复杂的制造过程。
从最初的概念和设计阶段到最终的测试和包装,每个步骤都必须被精心执行,以确保产品的质量和功能。
该过程通常始于市场调研和产品开发阶段,在这个阶段,工程师和设计师共同努力,共同创建符合行业特定要求和标准的原型。
这个阶段至关重要,因为它为生产过程的其余部分奠定了基础。
Once the prototype is finalized and approved, the manufacturing process can begin. This usually involves sourcing raw materials, setting up production lines, and training staff to operate machineryand equipment. Quality control measures are put in place to ensure that each component meets the required specifications and standards. As the production progresses, regular testing and inspections are conducted to identify any defects or issues that may arise during the manufacturing process. Any discrepancies are addressed promptly to prevent further complications down the line.一旦原型最终确定并获得批准,制造过程就可以开始。
第1章充电桩工艺文件一、工艺工作:1、工艺工作的重要性一个工业企业如果没有工艺工作,没有一个合理的工艺工作程序,就很难想像会搞出高质量、高水平的产品来,企业的管理必然混乱。
工艺工作在电子工业中占有重要位置。
工艺文件在电子企业部门必备的一种技术资料。
他是加工、装配检验的技术依据,是生产路线、计划、调度、原材料准备、劳动力组织、定额管理、工模具管理、、质量管理等的主要依据和前提。
只有建立一套完整的、合理而行之有效的工艺工作程序和工艺文件体系,才能保证实现企业的优质、高效、低消耗的安全生产,才能使企业获得最佳的经济效益。
2、工艺工作的程序在工业企业中,最基础的工作是产品的生产和生产技术管理工作。
在一个企业中,把原材料制成零件,把零件组装成部件、整件,是一项很复杂的工作,必须通过一种计划的形式来组织和指导。
为了使生产活动有秩序按计划进行,各企业应有一个符合本企业客观规律的工作程序。
典型的工艺工作程序框图如附录:3、工艺工作程序的说明:a.工艺性调研和访问用户由主管工艺人员参加新产品的设计调研和老用户访问工作,了解国内外同类产品的性能指标一用户对该产品的意见和要求.b.参加新产品设计方案的讨论和老产品改进设计方案的讨论针对产品的结构、性能、精度的特点和企业的计算水平、设备条件等进行工艺分析,提出改进产品的意见。
c.审查产品设计的工艺性由有关工艺人员对产品设计图样进行工艺性审查,提出工艺性审查意见书.d。
编织工艺方案工艺方案是工艺计算准备工作的重要指导性文件,由主管工艺人员负责编写。
编制工艺方案的依据是:1产品图纸(技术条件)和产品标准及其他有关技术文件。
2 有关领导和科室的意见3产品的生产批量和周期4有关工艺资料,如企业的设备条件、工人计算等级和技术水平等.5企业现有工艺技术水平和国内外同类产品的新工艺新技术成就.工艺方案的一般内容是:1.根据产品的生产特性、生产类型,规定工艺文件的种类,并规定工装系数2专用设备、工装的量刃刀的购置、改进和意见。
充电桩生产工艺流程
充电桩生产工艺流程可以分为以下七个主要步骤:
1. 零部件准备:首先需要准备充电桩所需的各种零部件,包括充电桩主体、电源线、插座、电子控制器等。
同时,还需要对这些零部件进行检验和筛选,以确保其质量和性能满足要求。
2. 零部件加工:零部件加工是指对充电桩所需的各个零部件进行加工和制造,根据设计图纸进行切削、冲压、焊接等工艺,以使零部件具备所需的形状和尺寸。
3. 零部件组装:在零部件加工完成后,需要将各个零部件进行组装。
这包括将电子控制器、插座、电源线等部件安装到充电桩主体上,并确保其连接牢固和稳定。
4. 测试和调试:在组装完成后,需要对充电桩进行测试和调试,以确保其各项功能和性能符合要求。
例如,需要测试充电桩的电源输入和输出是否正常、充电速度是否满足标准等。
5. 外观处理:外观处理是指对充电桩的外观进行处理和装饰,以提升其外观质量和美观度。
这包括表面处理、喷涂等工艺,使充电桩具有加工光滑、漂亮的外观。
6. 包装和运输:在充电桩加工和处理完成后,需要对其进行包装,以保护其在运输过程中不受损坏。
包装方式通常有木箱、纸箱等,同时还需要标识包装内容和注意事项。
7. 售后服务:充电桩生产工艺流程中的最后一步是提供售后服务。
在销售过程中,需要提供充电桩的安装、维修、咨询等一系列服务,以保证用户对充电桩的满意度,并解决可能出现的问题。
总结起来,充电桩生产工艺流程包括零部件准备、零部件加工、零部件组装、测试和调试、外观处理、包装和运输、售后服务等步骤。
通过这些工艺流程,可以生产出具有良好外观和性能的高品质充电桩。