行业标准《注射器针座用铅黄铜棒》编制说明
- 格式:doc
- 大小:36.50 KB
- 文档页数:3

《电工用镉铜棒》编制说明一、工作简况镉铜具有高导电性和导热性,良好的耐磨性、减磨性、耐蚀性和加工性,广泛用于制造电工装置的导电,耐热,耐磨零件。
主要用途有:电机整流子、开关元件,较高强度的传输线,接头及接触焊机电极和滚轮等。
镉铜棒是含有0.7%~1.2%镉质量分数的高铜合金。
高温时镉与铜形成a固溶体,随温度的降低,镉在铜中的固溶度急剧下降,在300℃以下为0. 5%,并析出p相(Cu2Cd)。
由于镉的含量低.析出相质点强化效果很弱,因此,合金不能通过热处理时效硬化,只能采用冷变形加工获得强化。
镉的加入,使铜的导电率略有下降,但其强度,再结晶温度和抗高温软化能力明显提高,合金的耐热性不如铬铜和锆铜好,一般在300℃以下工作。
合金具有良好的冷、热加工性能。
能承受热挤、热轧、热弯、锻造和多种形式的冷变形加工,变形率可达90%以上。
根据不同应用的需要,可供应锻制大规格棒材,挤制棒材和高精度拉制棒材。
近十年来,随着电力、装备制造领域的科技进步,主要装备向高可靠、长寿命、高性能、高功效、节能环保方向迅速发展,对材料的导电、导热、强度、抗软化等综合性能要求越来越高。
镉铜棒材是目前综合性能较好的高强高导铜基合金材料,具有其他合金不具备的特殊性能,广泛用于制造大功率、大电流、高温等恶劣工况下的重要导电、导热器件。
其应用正不断被开发,产品正在被不同行业所重视。
目前该应用领域没有专用的产品标准可执行,制定行业标准有其必要性。
沈阳难熔金属研究所利用真空熔炼方式生产镉铜棒材,有效避免了熔炼过程中镉对环境的污染,产品质量稳定,占有较大的市场份额。
根据国标委综合[2012]92号和全国有色金属标准化委员会【2013】19号文件《关于转发2013年第一批有色金属国家、行业标准制(修)订项目计划的通知》下达了《电工用镉铜棒》标准制定任务,(项目编号2013-0317T-YS),由沈阳难熔金属研究所负责起草。
自2013年标准计划下达后,沈阳难熔金属研究所即成立了标准编制小组,首先整理收集本企业产品的技术要求及产品的使用现状,为本标准全面、系统、有效的制定奠定了良好的基础。

《镉棒》征求意见稿编制说明一、任务来源及计划要求根据中国有色金属工业协会文件《关于下达2009年第一批有色金属国家、行业标准制(修)订项目计划的通知》(中色协综字[2009]165号)的要求,由中铝沈阳有色金属加工有限公司负责行业标准YS/T 247-1994《镉棒》的主修订起草工作,该标准由全国有色金属标准化技术委员会归口,计划要求2010年完成修订任务,标准计划编号2009-0170T-YS。
二、编制过程自2009年标准计划下达后,我们即着手收集、查阅有关镉棒的技术资料,并走访了一部分生产企业和用户,结合我国的实际生产现状和用户的需要,按照GB/T1.1-2000《标准化工作导则第1部分:标准的结构和编写规则》和《有色金属冶炼产品、加工产品、化学分析方法国家标准、行业标准编写示例》的要求对标准进行修订,通过多次讨论,广泛征求各方意见之后,形成了标准征求意见稿及编制说明。
三、主要技术内容的说明本次《镉棒》标准的修订,由于没有相对应的国际先进标准可循,只是在原行业标准YS/T 247-1994《镉棒》标准的基础上进行的整理、扩充和修订。
主要修订的技术内容如下:1、牌号对棒材的牌号根据现行有效的标准进行了修订。
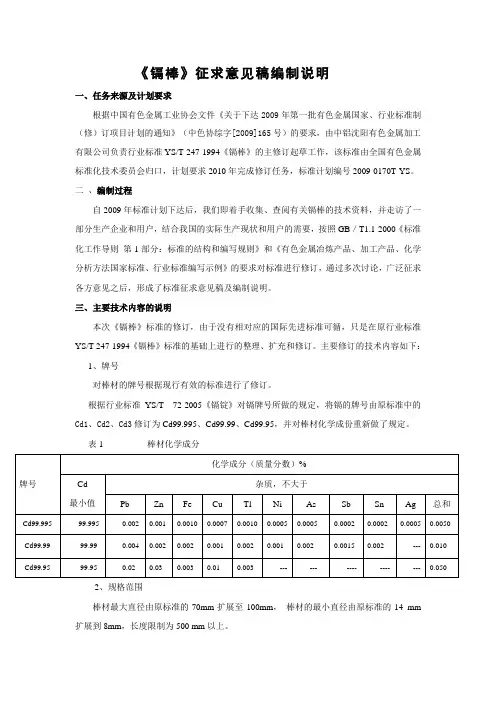
根据行业标准YS/T72-2005《镉锭》对镉牌号所做的规定,将镉的牌号由原标准中的Cd1、Cd2、Cd3修订为Cd99.995、Cd99.99、Cd99.95,并对棒材化学成份重新做了规定。
表1棒材化学成分2、规格范围棒材最大直径由原标准的70mm扩展至100mm,棒材的最小直径由原标准的14 mm 扩展到8mm,长度限制为500 mm以上。
3、允许偏差由于规格的扩展,我们对棒材的允许偏差重新做了规定,本标准与原行业标准允许偏差对比见下表2。
①棒材的直径及其允许偏差棒材的直径及其允许偏差新旧行业标准对比②长度允许偏差:长度允许偏差维持原标准水平不变。
4、状态:由于镉在常温下即能发生再结晶,故无软硬之分,本标准维持原标准拉制和挤制两种状态。
铅黄铜棒标准
铅黄铜棒是一种常用的黄铜材料,由铜和铅两种元素组成。
根据不同的国家和地区,铅黄铜棒的制造和质量标准也有所不同。
以下是一些常见的铅黄铜棒的标准:
1. ASTM标准:ASTM B140/B140M-12a是美国ASTM国际标
准化组织制定的铅黄铜棒标准。
该标准规定了铅黄铜棒的化学成分、机械性能、尺寸容差等要求。
2. ISO标准:ISO 2081:2018对铅黄铜棒的化学成分和力学性
能等进行了规定。
该标准是由国际标准化组织制定的,适用于全球范围内的铅黄铜棒生产和使用。
3. GB/T标准:GB/T 5231-2012是中国国家标准化组织制定的
铅黄铜棒标准。
该标准规定了铅黄铜棒的化学成分、机械性能、尺寸容差等要求,适用于中国国内的铅黄铜棒生产和使用。
4. JIS标准:JIS H3250:2018是日本工业标准化组织制定的铅
黄铜棒标准。
该标准规定了铅黄铜棒的化学成分、机械性能、尺寸容差等要求,适用于日本国内的铅黄铜棒生产和使用。
除了以上几种标准外,还有许多其他国家和地区的标准也规定了铅黄铜棒的制造和质量要求。
在选择铅黄铜棒时,可以根据具体的使用需求和所在地的标准选择适合的产品。
《铜及铜合金挤制棒》有色金属行业标准(预审稿)编制说明一、项目来源现行的YS/T 649-2007《铜及铜合金挤制棒》有色金属行业标准,自2007年11月开始实施以来,历经近十年的运行,随着市场需求和企业生产能力的变化,所涵盖的产品牌号、规格及其技术要求均发生了变化,该标准已不能满足各方面的使用需求。
同时GB/T 5231-2012《加工铜及铜合金牌号和化学成分》、GB/T 29094-2010《铜及铜合金状态表示方法》标准已发布实施,合金牌号和状态表示方法有何大的变化。
为适应市场的竞争需要,提高产品的竞争能力,须及时修订现行标准。
根据工信厅科[2016]110号和有色标委[2016]31号《关于转发2016年第二批有色金属国家、行业标准制(修)订项目计划的通知》,其中序号112(项目编号“2016-0313T-YS”)《铜及铜合金挤制棒》行业标准由中铝洛阳铜业有限公司、浙江海亮股份有限公司负责起草,完成年限为2018年。
二、工作简况标准制订计划任务正式下达后,立即成立了标准编制组,并落实起草任务,确定标准的主要起草人,拟定该标准的工作计划。
具体分工为:中铝洛阳铜业有限公司总负责、市场和同行业信息收集、资料汇总及执笔;浙江海亮股份有限公司负责补充市场信息和标准数据的验证。
编制组分工明确,紧密合作,共同完成标准的修订工作。
铜及铜合金挤制棒作为一种常规产品,国内外均有订货。
据分析,该类棒材既有作为成品管直接使用的,也有作为坯料进行再加工的棒材。
经过标准编制组及有关人员的共同努力,通过对国内外现状及发展趋势的分析,结合国内的实际情况,在YS/T649-2007《铜及铜合金挤制棒》的基础上,修改采用了日本工业标准JIS H 3250《铜及铜合金棒》,形成本标准征求意见稿及其编制说明。
2017年4月25日~27日由全国有色金属标准化技术委员会主持在江苏省扬州市召开该标准的讨论会。
与会专家对标准的讨论稿进行了认真、热烈的讨论,对标准的了意见和建议。
YS/T 77一XXXXICS注射器针座用铅黄铜棒 (中英文应对应起来)leaded brass bar for making needle seat of syringe (送审稿 2010.09.15) ××××-××-××发布 ××××-××-××实施中华人民共和国工业和信息化部 发 布YS前言本标准代替YS/T 77—1994《铅黄铜针座棒》。
本标准与YS/T 77—1994相比,主要变化如下:——增加了HPb58-2、HPb58-3、HPb59-2、HPb59-3、HPb60-2、HPb60-3、HPb62-3牌号;——根据现有模具的制作要求,增加了产品未注圆角要求;——对棒材的定尺或倍尺允许偏差、每段锯切量、棒材的拧扭度作了修订;——根据市场的需求修订了产品的断后伸长率要求;——根据铜加工企业生产状况和检验的要求对于产品的组批情况作了修订;——增加了合同(或订货单)内容条款;本标准由全国有色金属标准化技术委员会提出并归口。
本标准由宁波长振铜业有限公司负责起草。
本标准由江苏包罗铜材集团股份有限公司参加起草。
术标准主要起草人:王硕聂志军黄腾刘剑本标准所代替标准的历次版本发布情况为:——YS/T 77—1994注射器针座用铅黄铜棒1 范围本标准规定了注射器针座用铅黄铜棒的分类、技术要求、试验方法、检验规则及标志、包装、运输,贮存及质量证明书和合同(或订货单)等内容。
本标准适用于注射器针座用铅黄铜棒。
2 规范性引用文件下列标准对于本标准的应用是必不可少的。
凡注明日期的引用标准,仅该注明日期的版本适用于本标准。
凡不注日期的引用标准,其最新版本(包括所有的修订标准)适用于本标准。
GB/T 228 金属材料室温拉伸试验方法GB/T 2828.1 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T 5121(所有部分)铜及铜合金化学分析方法GB/T 5231 加工铜及铜合金化学成分和产品形状GB/T 8888 重有色金属加工产品的包装、标志、运输和贮存GB/T 10567.2 铜及铜合金加工材残余应力检验方法氨熏试验法GB/T XXXX易切削铜及铜合金棒材GB/TXXXX.2 铜及铜合金加工材外形尺寸检测方法第2部分棒、线、型材YS/T 336 铜、镍及其合金管材和棒材断口检验方法3 要求3.1 产品分类3.1.1牌号、状态、规格产品的牌号、状态、规格、横截面积及理论重量(?)应符合表1的规定。
《一次性使用注射针识别色标》行业标准编制说明一、工作简况1.任务来源根据国家药监局综合司关于印发2020年医疗器械行业标准制修订计划项目的通知(药监综械注〔2020〕48号)有关内容,医疗器械行业标准制订项目《一次性使用注射针识别色标》(以下简称项目)已列入“2020年医疗器械行业标准制修订计划项目”中,计划项目号为N2020036-T-SH。
本标准由全国医用注射器(针)标准化技术委员会归口,国家食品药品监督管理局上海医疗器械质量监督检验中心承担项目管理。
由山东威高集团医用高分子制品股份有限公司、上海市医疗器械检测所、浙江康德莱医疗器械股份有限公司、成都新津事丰医疗器械有限公司、安徽食品药品监督研究院、费森尤斯卡比(中国)投资有限公司、泰利福医疗器械(商贸)上海有限公司组成工作组,负责起草和验证工作。
2.工作过程在接到标准修订任务后,全国医用注射器(针)标准化技术委员会秘书处召集山东威高集团医用高分子制品股份有限公司、上海市医疗器械检测所、浙江康德莱医疗器械股份有限公司、安徽食品药品监督研究院、成都市新津事丰医疗器械有限公司、费森尤斯卡比(中国)投资有限公司、泰利福医疗器械(商贸)上海有限公司立即着手开展了标准起草工作。
在工作组讨论稿完成后,由全国医用注射器(针)标准化技术委员会秘书处于2020年5月在线召开了第一次工作组会议,会上对标准进行逐条讨论,结合会后起草工作组单位的修改意见形成征求意见稿。
二、标准编制原则和确定标准主要内容的依据1.标准制定的工作背景该标准属基础通用标准,当前我国现行是YY/T0296-2013版本,等同采标ISO 6009:1992,而目前相应的国际标准已经更新为ISO6009-2016;现行标准YY/T 0296-2013中规定的针管尺寸色标已经不能完全涵盖现在的产品规格;此外,标准中使用分光光度计以等距离波长法测量色度和亮度指数来确定不透明颜色的色区的方法可行性不高,目前很有必要对该标准进行修订。
注射器带针成品检验标准一次性医用无菌注射针在国内的生产企业比较多,但注射针质量问题频发的原因又是需要引起生产企业关注的。
一、材质问题。
如制作注射针的主要原材料不锈钢针管,按照GB/T 18457-2015制造医疗器械用不锈钢针管标准规定,针管的刚性韧性等指标都有详细规定,但是出于成本控制,可能很多企业在选购针管时就忽略了质量。
二、加工工艺问题。
一次性医用注射针制作环节较多,其中针尖的制作尤为关键。
不成熟的制造工艺,容易造成穿刺力的不合格。
三、合格检测工具的欠缺。
我们都知道企业的命脉在质量。
质量的检测除了要有完善的质控体系还要有可靠的检测仪器。
很多企业在选购仪器时往往将价格放在首位,对检测仪器的选择缺乏足够的可靠性、合规性的验证。
造成质检结果的偏差。
那么生产出来的一次性医用无菌注射器应该用到哪些检测仪器?应该做哪方面的检测才能保证其质量呢?根据GB 15811-2016一次性使用无菌注射针规定,要对其鲁尔接头、刚性、韧性、穿刺力、连接牢固度、通畅等多项指标进行检测。
一、连接牢固度。
根据GB 15811-2016一次性使用无菌注射针规定,应将针座与针管分别装夹在三泉中石的LGY-03S断裂力和连接牢固度测试仪,施加一定轴向拉力,针座与针管不得松动。
二、通畅性。
在不大于100kPa的水压下,针管流量应不小于相同外径和长度及规定的最小内径的针管,在相同条件下流量的80%。
使用三泉中石的LLY-03S医疗器械流量测试仪,连接注射针,自动测试注射针流量。
三、穿刺力。
根据GB 15811-2016一次性使用无菌注射针规定,将注射针和模拟皮肤(聚氨酯膜,厚度:0.35mm+0.05mm)在22℃+2℃下放置至少24小时,使用三泉中石的CCY-02穿刺力测试仪以100mm/min的速度垂直穿过模拟皮肤。
测得最大穿刺力。
四、鲁尔接头。
鲁尔接头的合规性也是穿刺针能否与注射器精准配合,不带入风险的关键。
GB/T1962.1《注射器、注射针及其他医疗器械6%(鲁尔)圆锥接头第1部分:通用要求》、GB/T1962.2《注射器、注射针及其他医疗器械6%(鲁尔)圆锥接头第2部分:锁定接头》等标准对鲁尔接头的详细性能作出了规定。

《铍青铜棒》行业标准编制说明1工作简况(包括任务来源、协作单位、主要工作过程)1.1任务来源根据中国有色金属工业协会“中色协综字[2007]132号”文件《关于下达2007年有色金属行业标准(修)订项目计划的通知》,《铍青铜棒》行业标准由宁夏东方钽业股份有限公司负责修订,序号为96,完成年限为2008年。
1.2起草单位情况宁夏东方钽业股份有限公司以宁夏有色金属冶炼厂为主发起人于1999年成立,2000年1月在深交所上市。
主要从事钽、铌金属和合金的冶炼、加工、粉末冶金、人工晶体和制品以及化合物等产品的研究、开发和生产,是中国最大的钽、铌专业研究、开发和生产厂家;是国际钽铌研究中心(TIC)执委单位;是国家级重点高新技术企业;拥有国家经贸委等四部委认定的国家企业技术中心。
我公司目前铍青铜制品有QBe2.0、C17200、C17300、C17500、C17510等多种牌号合金,是国内目前规模最大、设备最先进的铍铜合金材料生产和供应基地。
公司目前拥有1630吨挤压机一台、1吨和3吨锻锤各一台,高温高真空退火炉3台(其中1.2m、2.2m、6.2m长退火炉各一台),多模连续拉丝机、型轧机多台,LG60、LD60、LD30、LDD15、LDD12、LD8等冷轧管机多台套,各种拉伸机、箱式电阻炉多台,管棒线材矫直机多台,无损检测以及先进的化学和物理性能分析仪器等,形成了铍青铜管棒丝材120吨/年的生产能力。
1.3 主要工作过程铍青铜合金是一种综合性能最好的铜合金,它比其他任何铜合金具有更高的强度、硬度和弹性极限,它的弹性滞后小,弹性稳定性高,优异的耐磨损、耐腐蚀、耐高温和低温、耐疲劳性能,有良好的导电性和导热性;此外尚有无磁性、撞击时不产生火花等特性,被广泛应用于航天、航空、电子、通讯、机械、石油、化工、汽车及家电工业中。
用来制作重要的关键零部件,如膜盘、膜片、波纹管、弹簧垫圈、微电机电刷及整流子、电插接件、开关、触点、钟表零件、音频元件、高级轴承、齿轮、汽车电器、塑料模具、焊接电极、海底电缆、耐压壳体、无火花工具等。
铜合金D型棒(送审稿)编制说明一、任务来源根据工信厅科 [2018]31号,行业标准《铜合金D型棒》(计划编号2018-0614T-YS)制订,由宁波长振铜业有限公司主持起草,芜湖市海源铜业有限责任公司、浙江省冶金产品质量检验站有限公司参加起草,要求2020年全面完成标准制定工作。
二、工作简况2.1 立项的目的和意义D型棒主要用于四通阀阀座,四通阀是冷热制式空调的关键部件,依靠阀块的移动转换冷媒的流动方向,其圆弧面和阀的外壳(黄铜管)匹配钎焊,阀座有3个孔分别和外接的3 个紫铜管相通,由滑块的移动改变冷媒的流动通道,从而实现制冷和制热切换。
要求阀座材料具有优异的硬钎焊性、高气密性、耐磨性,易切削加工性,尺寸精度要求满足和黄铜管材内径的钎焊匹配,和滑块的接触要求光滑、密封无泄漏。
若出现密封不好,通道中的冷媒就会串气,影响能效,严重时空调的制冷或制热失效,必须更换四通阀。
该产品是一种高精密型材产品。
目前四通阀用D型棒尚无标准,市场供需按技术协议进行,随着需求量、规格不断增加,常用的有6种型号二十多种不同尺寸的产品,市场总需求量约1万多吨,由于标准的空白,市场供需技术协议中没有共同技术语言和共同原则,迫切需要建立标准。
因此提出制定该D型棒行业标准,促进制造业的发展,彰显标准的引领作用。
2.2 申报单位简况宁波长振铜业是生产环保易切削黄铜棒线的专业制造企业,员工430人,厂区面积9.2万平方米,2018年销量6万吨,2019年销量达到7万吨,其中开发的异型材的品种已达一百多种。
公司建有院士工作站、全国再生黄铜技术中心和浙江省技术中心,技术中心设有检测实验室和工艺实验室,有一支经验丰富的研发专业团队。
公司拥有授权发明专利21项。
公司制订、参与制订国标13项、行标4项,有标准化工作的基础。
其中主持制订的《热模锻用铜合金棒》获得2018年国家标准创新3等奖,主持制定的行业标准《易切削铜合金异型材》(计划编号2017-0229T-YS)已按计划圆满完成报批。
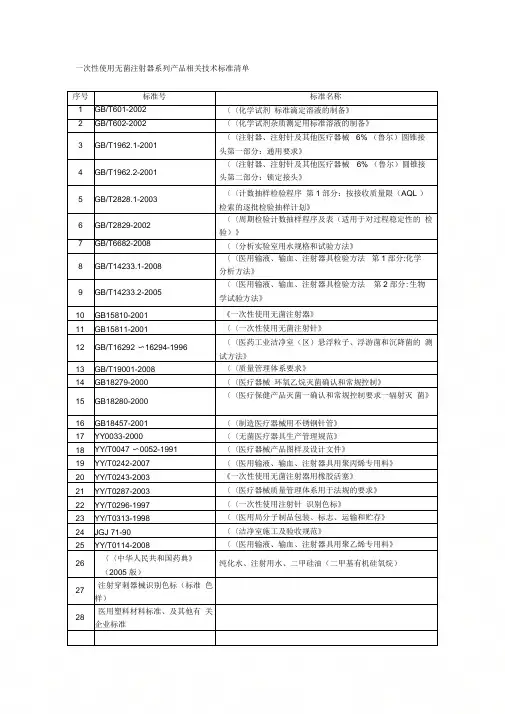
一次性使用无菌注射器系列产品相关技术标准清单序号标准号标准名称1GB/T601-2002〈〈化学试剂标准滴定溶液的制备》2GB/T602-2002〈〈化学试剂杂质测定用标准溶液的制备》3GB/T1962.1-2001〈〈注射器、注射针及其他医疗器械6% (鲁尔)圆锥接头第一部分:通用要求》4GB/T1962.2-2001〈〈注射器、注射针及其他医疗器械6% (鲁尔)圆锥接头第二部分:锁定接头》5GB/T2828.1-2003〈〈计数抽样检验程序第1部分:按接收质量限(AQL )检索的逐批检验抽样计划》6GB/T2829-2002〈〈周期检验计数抽样程序及表(适用于对过程稳定性的检验)》7GB/T6682-2008〈〈分析实验室用水规格和试验方法》8GB/T14233.1-2008〈〈医用输液、输血、注射器具检验方法第1部分:化学分析方法》9GB/T14233.2-2005〈〈医用输液、输血、注射器具检验方法第2部分:生物学试验方法》10GB15810-2001《一次性使用无菌注射器》11GB15811-2001〈〈一次性使用无菌注射针》12GB/T16292 〜16294-1996〈〈医药工业洁净室(区)悬浮粒子、浮游菌和沉降菌的测试方法》13GB/T19001-2008〈〈质量管理体系要求》14GB18279-2000〈〈医疗器械环氧乙烷灭菌确认和常规控制》15GB18280-2000〈〈医疗保健产品灭菌一确认和常规控制要求一辐射灭菌》16GB18457-2001〈〈制造医疗器械用不锈钢针管》17YY0033-2000〈〈无菌医疗器具生产管理规范》18YY/T0047 〜0052-1991〈〈医疗器械产品图样及设计文件》19YY/T0242-2007〈〈医用输液、输血、注射器具用聚丙烯专用料》20YY/T0243-2003《一次性使用无菌注射器用橡胶活塞》21YY/T0287-2003〈〈医疗器械质量管理体系用于法规的要求》22YY/T0296-1997〈〈一次性使用注射针识别色标》23YY/T0313-1998〈〈医用局分子制品包装、标志、运输和贮存》24JGJ 71-90〈〈洁净室施工及验收规范》25YY/T0114-2008〈〈医用输液、输血、注射器具用聚乙烯专用料》26〈〈中华人民共和国药典》(2005 版)纯化水、注射用水、二甲硅油(二甲基有机硅氧烷)27注射穿刺器械识别色标(标准色样)28医用塑料材料标准、及其他有关企业标准补充标准清单GB 18281.1-2000医疗保健产品灭菌生物指示物第1部分通则GB18281.2-2000医疗保健产品灭菌生物指示物第2部分:环氧乙烷灭菌用生物指示物GB19633-2005最终火菌医疗器械的包装GB12256-1990注射针针管刚度试验方法(已作废)yyt 0149-1993不锈钢医用器械耐腐蚀性能试验方法YY/T 91050-1999医疗命械产叩设计文件的编与万法(已作废)YY/T 91051-1999医疗器械行业标准体系表YY/T0595-2006医疗器械质量管理体系YYT0287-2003应用指南yy0466-2003医疗器械用于医疗器械标签、标记和提供信息的符号yy0467-2003医疗器械保障医疗器械安全和性能公认基本原则的标准选用指南YY 0497-2005一次性使用尢幽胰岛素注射命YY/T 1119-2008医用局分子制品术语-缩小版YY 0503-2005环氧乙烷灭菌器YY0573.3-2005一次性使用无菌注射器第3部分:自毁型固定剂量疫苗注射器YY/T 0297-1997医疗命械H由床调dkGB/T 191-2008包装储运图示标志YY T 0316-2008医疗器械风险管理对医疗器械的应用GB 18282.1-2000医疗保健产品灭菌化学指示物第1部分:通则GB 19335-2003一次性使用血路产品通用技术条件。
黄铜棒技术标准一、引言黄铜是一种常见的金属材料,具有优良的导电性、导热性和机械性能,在机械制造、电气设备以及建筑等领域都有广泛的应用。
黄铜棒作为黄铜制品的一种重要形式,其质量和性能直接影响到相关产品的使用效果和安全性。
制定和执行黄铜棒技术标准具有重要意义,有助于规范生产、提高质量,并促进产品的贸易和市场竞争。
二、标准范围本标准规定了黄铜棒的分类、技术要求、检验方法、包装、标志、贮存和运输要求等内容,适用于黄铜棒的生产、检验和交付过程中的质量控制。
三、术语和定义1.黄铜棒:指由黄铜材料制成的圆形、方形或其他截面形状的棒材。
2.品种:指黄铜棒按其成分和用途等分类形式进行的区分。
3.规格:指黄铜棒的外径、壁厚、长度等几何尺寸参数。
4.牌号:指按照国家标准或行业标准分级的黄铜棒品种。
四、技术要求1. 原材料:(1) 黄铜棒的生产原材料应当符合国家有关标准和行业标准的要求,原材料应当无裂纹、气孔等缺陷。
(2) 废料回收利用的黄铜应当经过严格的质量控制,确保其成分和性能符合相关标准的要求。
2. 成分和性能:(1) 黄铜棒的主要成分应当符合国家标准或行业标准的要求,包括铜含量、锌含量等。
(2) 黄铜棒的力学性能应当符合国家标准或行业标准的要求,包括抗拉强度、屈服点、延伸率等。
3. 外观质量:(1) 黄铜棒表面不得存在明显的裂隙、气孔、麻点等缺陷。
(2) 黄铜棒的表面应当光滑平整,允许一定程度的氧化和色差。
4. 尺寸和公差:(1) 黄铜棒的尺寸应当符合国家标准或行业标准规定的要求。
(2) 黄铜棒的外径、长度等尺寸公差应当控制在允许范围内。
五、检验方法1. 化学成分检验:(1) 使用化学分析方法对黄铜棒的成分进行检测,确保其符合规定标准。
(2) 可采用光谱分析、电化学分析等方法进行成分检验。
2. 力学性能检验:(1) 使用万能材料试验机等设备对黄铜棒的抗拉强度、屈服点、延伸率等力学性能进行检测。
(2) 按照国家标准或行业标准规定的方法进行力学性能检验。
医疗器械产品技术要求编号医疗器械产品技术要求编号⼀次性使⽤溶药注射器1、产品型号/规格及其划分说明1.1 溶药器由注射器(由外套、芯杆、活塞组成)和溶药针(由护套、针管、针座组成)组成。
1.2 溶药器结构、规格及各部件的名称见表1、表2、图1所⽰。
图1 ⼀次性使⽤⽆菌溶药器表1 注射器规格表2 溶药针基本尺⼨及极限偏差单位:mm2 性能指标2.1 注射器2.1.1 注射器外观要求应符合GB 15810-2001中5.1条规定。
2.1.2 注射器标尺要求应符合GB 15810-2001中5.2.1条规定。
2.1.3 注射器附加标尺要求应符合GB 15810-2001中5.2.2条规定。
2.1.4 注射器标尺的刻度容量线应符合GB 15810-2001中5.3条规定。
2.1.5 注射器标尺上的计量数字应符合GB 15810-2001中5.4条规定。
2.1.6 注射器标尺的印刷应符合GB 15810-2001中5.5条规定。
2.1.7 注射器外套应符合GB 15810-2001中5.6条规定。
2.1.8 注射器按⼿间距应符合GB 15810-2001中5.7条规定。
2.1.9 注射器活塞应符合GB 15810-2001中5.8条规定。
2.1.10注射器锥头要求2.1.10.1 锥头直径应符合GB 15810-2001中5.9.1条规定。
2.1.10.2 锥头外圆锥接头应符合GB 15810-2001中5.9.2条规定。
2.1.10.3 中头式注射器,锥头应符合GB 15810-2001中5.9.3条规定。
2.1.10.4 偏头式注射器,锥头应符合GB 15810-2001中5.9.4条规定。
2.1.11注射器滑动性能应符合GB 15810-2001中5.10.1条规定。
2.1.12 注射器器⾝密合性应符合GB 15810-2001中5.10.2条规定。
2.1.13注射器容量允差应符合GB 15810-2001中5.10.3条规定。
《耐磨黄铜棒》国家标准(征求意见稿)编制说明一、任务来源根据国标委综合〔2015〕59号,计划编号20152293-T-610《耐磨黄铜棒》国家标准,由宁波金田铜业(集团)股份有限公司,安徽鑫科新材料股份有限公司、宁波长振铜业有限公司、浙江海亮股份有限公司、武汉泛州中越合金有限公司、浙江方圆检测集团、芜湖楚江合金负责起草,完成年限为2018年。
二、工作简况1、立项目的和意义近年来随着装备工业的发展,各种零部件使用环境日趋恶化、可靠性要求不断提高,因此对材料的要求也越来越高。
黄铜是最重要的铜合金品种,以低成本、良好的加工性能和耐腐蚀性能著称,广泛应用于国民经济的各个领域,伴随着科技的进步,简单黄铜、铝黄铜、锰黄铜已不能满足一些特殊的使用要求,尤其是航空、汽车、液压等工业领域对材料耐磨、耐冲击、高强度等要求。
随着人们对黄铜的深入研究,发现通过加入少量的不同合金元素、通过工艺控制合金组织,能使材料具有许多优良的新特性。
新产品、新技术的实用化使黄铜合金的品种越来越多,应用领域越分越细,性能要求也越来越高,许多品种已成为某一领域的专用牌号,其中就有以α相+β相为基础的新型复杂黄铜合金,该类材料不但合金基体强度高、韧性强,而且要求在基体上均匀分布有高硬度的耐磨相,与硬度相对较低的基体间形成优良的耐磨机制,从而在摩擦时建立稳定的润滑层,使材料在高速、重载的恶劣工况下,能有效地抵抗载荷的冲击及剧烈的磨损作用,具有良好的高强、耐磨特性。
耐磨黄铜材料,自问世以来迅速普及,用于高强度、高耐磨性的重载高速液压转子、轴承、汽车同步器齿环及各种精密耐磨零部件的制造,并随着近年来我国加工制造业的蓬勃发展,市场需求量不断扩大。
目前生产耐磨黄铜棒的厂家很多,市场上供应的产品种类繁多,牌号各异,除少数牌号列入EN 12164-2011《铜及铜合金易切削用棒材》等标准外,大部分都是厂家自主命名的,由于国内外均没有针对耐磨零部件用黄铜棒的专业标准,因此迫切需要制定一项标准来统一、规范市场。
《气门芯杆用黄铜线》行业标准送审稿编制说明1 工作简况1.1任务来源我国汽车行业每年的生产量8000多万辆,以超过10%在增长。
气门芯杆是用于汽车轮胎的气门芯配件,它对材料的化学成分、机械性能、公差尺寸要求很高。
气门芯杆黄铜线φ1.1、φ1.2全国每年需求量为800吨左右,每年以15%的速度递增。
这是因为气门芯不仅为汽车工业配套,还要出口,以及满足维修市场需要。
现有的GB/T 21652-2008《铜及铜合金线材》范围比较宽,专业性不强,故2013年全国有色金属标准化技术委员会在广泛征求意见的基础上,以工信厅科[2013]17号文件下达本标准气门芯杆用黄铜线行业标准的起草任务,计划号为2013-0313T-YS,由宁波兴敖达金属新材料有限公司与安徽鑫科新材料股份有限公司负责共同起草标准草案,并与2014年12月在昆明召开的全国有色金属标准会员上进行讨论。
1.2主要工作过程和工作内容我司根据客户与同行业的要求于2013年向全国有色金属标委会建议建立气门芯杆用黄铜线的行业标准,经全国有色金属标委会同意此行业标准由我司与安徽鑫科共同起草,我公司于2013年10月组建了气门芯杆用黄铜线行业标准起草小组,主要由总工程师办公室、技术部、品质部等技术人员组成。
主要进行如下工作:1)确立《气门芯杆用黄铜线》行业标准起草遵循的基本原则;2)申报起草该标准的立项报告;3)对生产、使用厂家进行调研、收集资料;4)查阅相关标准;5)确定产品主要技术内容;6)确定建立仲裁分析方法;7)根据测试数据确定技术指标取值范围。
2标准编制原则和确定标准主要内容的论据2.1本标准在制定时主要遵循以下原则(一)充分满足市场要求的适用性原则;(二)划繁就简的原则;(三)经济合理的原则;(四)有利于创新发展并与国际接轨的原则。
2.2标准的主要内容目前气门芯黄铜线采用的是H62、H65牌号,但是国家标准的H62、H65化学成分、机械性能、公差范围都比较宽,而气门芯杆的生产要求很高,对化学成分、机械性能、公差范围都有很高的要求。
《铜碲合金棒》标准(送审稿)编制说明主要起草过程、技术先进性、创新性、标准实施的预期作用和效果还要再完善。
1 任务来源根据工信厅科[2016] 58号文件附件2《2016年第二批有色金属行业标准项目计划表》序号第9项(项目计划为2016-0207T-YS)《铜碲合金棒》行业标准,由四川鑫炬矿业资源开发股份有限公司起草,完成年限2018年。
2 工作简况2.1 立项目的和意义铜碲合金棒(包含两个牌号TTe0.3、TTe0.5-0.008,以下统称为碲青铜)作为航空航天、军工、等离子、通讯、自动控制、电子电器、电力、仪器仪表用高导易切削抗电弧材料,在市场应用占有不可缺少的地位,经过多年的生产应用运行至今,技术已基本处于成熟。
、针对碲铜产品,在国内我公司制定了YS/T 648-2007标准,运行至今已近10年,经过近10年的运行,根据生产、销售和客户使用的实际情况,对标准内的相关参数做出修订和调整是非常必要的。
铜锌铋碲合金棒(包含三个牌号HBi60-0.5-0.01、HBi60-0.8-0.01、HBi60-0.8-0.01,以下统称为碲铋黄铜)作为电子、电器、仪器、仪表、机械等行业材料,在市场应用占有不可缺少的地位,经过多年的生产应用运行至今,技术已基本处于成熟。
目前针对碲铜产品,在国内我公司制定了YS/T 647-2007标准,运行至今已近10年,应标委会建议,将含碲铜合金产品整合至YS/T648铜碲合金棒标准内。
镁碲铜(包含两个牌号TMg0.3-0.2、TMg0.6-0.2)主要应用于电子连接器、焊接切割、高铁接触网等领域,目前国内外只有铜镁合金接触线标准,我公司在此基础上添加Te等元素,形成全新牌号,使铜镁合金各个性能进一步得到提升和改善,镁碲铜为我公司全新研发产品,目前国内外都无相同产品和标准。
因此,我公司特申请修订YS/T 648-2007行业标准,整合YS/T 647-2007行业标准,完善碲铜的技术要求,增加镁碲铜牌号以及相关技术要求,作为产品生产、销售和使用的依据。
《注射器针座用铅黄铜棒》行业标准编制说明
(送审稿)(请补充内容)
1、工作简况
1.1任务来源
根据国内铅黄铜针座棒生产及使用的状况,现有的标准YS/T 77-1994《铅黄铜针座棒》已不能适应发展的需求,范围较小,指导性不强,可参考性不强。
2009年全国有色金属标准化技术委员会在广泛征求意见的基础上,以中色协综字[2009]165号文件下达本标准修订任务,由宁波长振铜业有限公司负责修订,完成年限为2010年。
1.2主要工作过程和工作内容
根据任务落实会会议精神,我公司于2009年1月组建了《铅黄铜针座棒》行业标准编制小组,主要由总工程师、技术研发、品质保证、生产、销售等相关人员组成。
主要进行如下工作:
1)确立《铅黄铜针座棒》行业标准起草遵循的基本原则;
2)申报起草该标准的立项报告;
3)对生产厂家、使用厂家进行调研、收集资料;
4)查阅相关标准;
5)确定产品主要技术内容;
6)确定建立仲裁分析方法;
7)根据测试数据确定技术指标取值范围。
1.3注射器针座用铅黄铜棒的应用情况(包括材料的特点、应用量等)
2、标准的编制原则、主要技术指标确定依据
2.1本标准在制定时主要遵循三大原则
(一)充分满足市场要求的原则;
(二)经济合理的原则;
(三)有利于创新的原则。
2.2主要技术指标确定依据(送审稿前言中提到对尺寸进行了修改,请在此说明修改情况和原因)
2.2.1标准名称的修改
2.2.2牌号的确定
根据厂家对产品性能、使用情况的要求,同时根据公司生产中的实际情况,我们引用了《易切削铜合金棒》中的牌号标准,在原标准上增加了HPb58-2、HPb58-3、HPb59-1、HPb59-2、HPb59-3、HPb60-2、HPb60-3、HPb62-3牌号,与日本标准JIS H3250牌号相对应。
见表1
表1 本标准与原标准牌号对比
2.2.3力学性能的确定(指标降低了,请充分说明原因)
本标准根据我司生产实际中的性能指标,客户的实际使用情况,力学性能范围作了修订。
见表2
表2 本标准与原标准力学性能对比
2.2.4其他性能指标的确定(该指标是增加还是调整,原因?)
如客户要求,供方应进行残余应力的测定。
3、评语
本标准根据我国实际生产情况和参照修改原标准修订的,其整体内容达到国内先进水平。
建议作为推荐性行业标准发布实施。
本标准在起草过程得到了全国有色金属标准化技术委员会秘书处的指导与帮助,同时对提供过帮助与方便的多家单位表示感谢!
标准起草过程也是我们学习的过程,由于条件所限应细致深入的工作未能进行,还存有许多缺憾。
请与会专家代表多多赐教,好的经验、办法和建议我们一定采纳学习。
以便使本标准更加完善。
宁波长振铜业有限公司
2010年9月15日。