形位公差数值表
- 格式:docx
- 大小:152.21 KB
- 文档页数:9
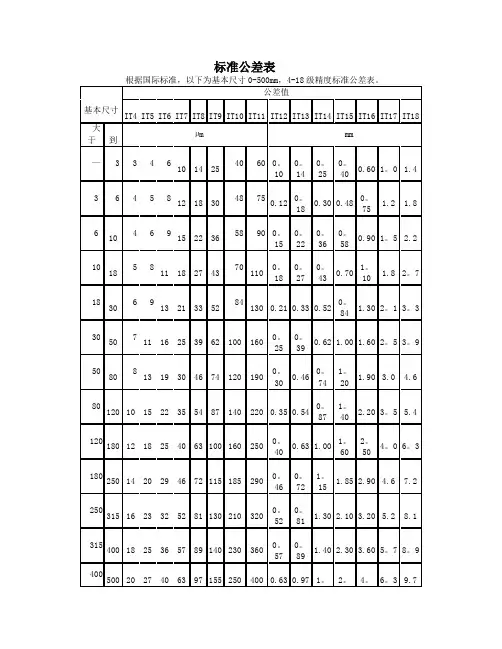
标准公差表线性和角度尺寸未注公差根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸.这些极限偏差适用于:•线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;•角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);•机加工组装件的线性和角度尺寸.这些极限偏差不适用于:•已有其他一般公差标准规定的线性和角度尺寸;•括号内的参考尺寸;•矩形框格内的理论正确尺寸.形状位置公差零件在加工过程中,由于机床-夹具-刀具系统存在几何误差,以及加工中出现受力变形、热变形、振动和磨损等影响,使被加工零件的几何要素不可避免地产生误差。
这些误差包括尺寸偏差、形状误差(包括宏观几何误差、波度和表面粗糙度)及位置误差.形状公差形状公差是指单一实际要素的形状所允许的变动全量.形状公差用形状公差带表达。
形状公差带包括公差带形状、方向、位置和大小等四要素.形状公差项目有:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度等6项。
位置公差位置公差是指关联实际要素的位置对基准所允许的变动全量。
定向公差定向公差是指关联实际要素对基准在方向上允许的变动全量。
这类公差包括平行度、垂直度、倾斜度3项。
定位公差定位公差是关联实际要素对基准在位置上允许的变动全量.这类公差包括同轴度、对称度、位置度3项。
跳动公差跳动公差是以特定的检测方式为依据而给定的公差项目。
跳动公差可分为圆跳动与全跳动。
零件的形位公差共14项,其中形状公差6个,位置公差8个,列于下表.表面粗糙度无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,粗加工后的表面用肉眼就能看到,精加工后的表面用放大镜或显微镜仍能观察到。
这就是零件加工后的表面粗糙度。
过去称为表面光洁度。
国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成. 高度参数共有三个:轮廓的平均算术偏差(R a )如图1所示,通过零件的表面轮廓作一中线m ,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,即 F 1+F 3+……+F n-1=F 2+F 4+……+F n图1轮廓的平均算术偏差轮廓的平均算术偏差值R a ,就是在一定测量长度l 范围内,轮廓上各点至中线距离绝对值的平均算术偏差。
自由公差指图纸上没有标注公差等级或公差带的尺寸的允许公差。
但是,这个尺寸也不是任意的。
它受一个默认精度的控制。
其公差的取及范围一般根据零件的生产工艺确定,一般来说,可以用IT12~13或GB/T1804中的m级。
自由公差也是有基本尺寸和公差等级的,不是一律0.5mm什么的。
现在一般称“未注尺寸公差”,自由公差是一个老的叫法。
中华人民共和国国家标准一般公差未注公差的线性和角度尺寸的公差GB/T1804-2000Eqv ISO 2768-1:1989General tolerancesTolerances for linear and angular dimensions 代替GB/T1804-1992without individual tolerance indications GB/T11335-19891 范围本标准规定了未注出公差的线性和角度尺寸的一般公差等级和极限偏差数值。
本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
非金属材料和其他工艺方法加工的尺寸可参照使用。
本标准仅适用于下列未注公差的尺寸;A)线性尺寸(例如外尺寸,内尺寸,阶梯尺寸,直径,半径,距离,倒角半径和倒角高度)B)角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);GB/T1184提到的或等多边形的角度除外;C)机加工组装件的线性和角度尺寸;本标准不适用于下列尺寸:A) 其他一般公差标准涉及的线性和角度尺寸;B) 括号内的参考尺寸C) 矩形框格内的理论正确尺寸。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用各标准的各方应探讨使用下列标准最新版本的可能性。
GB/T1800.1-1997极限与配合基础第一部分:词汇GB/T1184-1996 形状和位置公差未注公差值(Eqv ISO 2768-2:1989)GB/T4249-1996 公差原则(Eqv ISO 8015:1985)GB/T6403.4-1986 零件倒圆与倒角3 定义3.1 本标准采用GB/T1800.1给出的有关术语和定义。
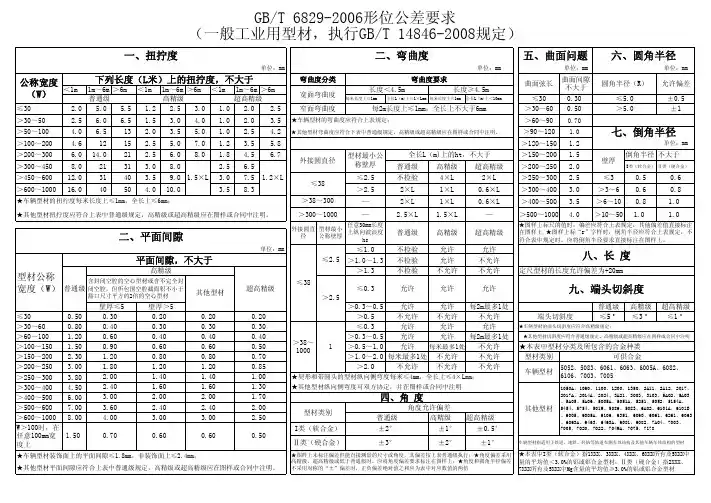
单位:mm单位:mm单位:mm单位:mm<1m1m~6m >6m <1m 1m~6m >6m <1m 1m~6m >6m 每米长度上≤1mm全长L(m)上≤1×Lmm 每米长度上≤1mm全长L(m)上<10mm≤300.30±0.5≤30 2.0 5.0 5.5 1.2 2.5 3.0 1.0 2.0 2.5>30~600.50±1>30~50 2.5 6.0 6.5 1.5 3.0 4.0 1.0 2.0 3.5★车辆型材的弯曲度应符合上表规定;>60~900.70>50~100 4.0 6.513 2.0 3.5 5.0 1.0 2.5 4.2★其他型材弯曲度应符合下表中普通级规定,高精级或超高精级应在图样或合同中注明。
>90~120 1.0>100~200 4.61215 2.5 5.07.0 1.2 3.5 5.8>120~150 1.2单位:mm>200~300 6.014.021 2.5 6.08.01.8 4.5 6.7>150~200 1.5倒角半径不大于>300~4508.02131 3.08.0 2.5 6.5普通级高精级超高精级>200~250 2.0I类(软合金)Ⅱ类(硬合金)>450~60012.03140 3.59.0 3.07.5≤2.5不检验4×L 2×L >250~300 2.5≤30.50.6>600~100016.040504.010.03.58.3>2.52×L 1×L 0.6×L >300~400 3.0>3~60.60.8★车辆型材的扭拧度每米长度上≤1mm,全长上≤6mm;—2×L 1×L 0.6×L >400~500 3.5>6~100.8 1.0★其他型材扭拧度应符合上表中普通级规定,高精级或超高精级应在图样或合同中注明。
—2.5×L 1.5×L —>500~10004.0>10~501.01.0单位:mm≤1.0不检验允许允许>1.0~1.3不检验允许不允许>1.3不检验不允许不允许≤0.3允许允许允许>0.3~0.5允许允许每2m最多1处普通级高精级超高精级≤300.50>0.5不允许不允许不允许≤5˚≤3˚≤1˚>30~600.80≤0.3允许允许允许>60~100 1.20>0.3~0.5允许允许每2m最多1处>100~150 1.50>0.5~1.0允许每米最多1处不允许>150~200 2.30>1.0~2.0每米最多1处不允许不允许型材类别>200~250 3.00>2.0不允许不允许不允许>250~300 3.80★契形和带圆头的型材纵向侧弯度每米≤4mm,全长上≤4×Lmm;>300~400 4.50★其他型材纵向侧弯度可双方协定,并在图样或合同中注明>400~500 6.00>500~6007.00>600~10008.00高精级超高精级±1°±0.5°±2°±1°★车辆型材装饰面上的平面间隙≤1.8mm,非装饰面上≤2.4mm;★其他型材平面间隙应符合上表中普通级规定,高精级或超高精级应在图样或合同中注明。
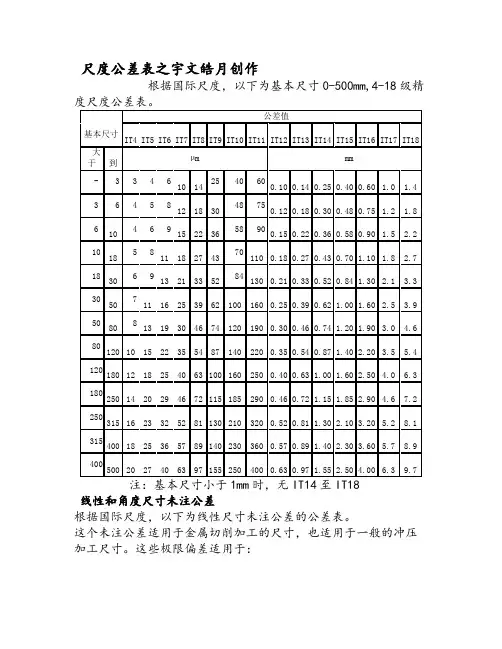
尺度公差表之宇文皓月创作根据国际尺度,以下为基本尺寸0-500mm,4-18级精注:基本尺寸小于1mm时,无IT14至IT18线性和角度尺寸未注公差根据国际尺度,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:•线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;•角度尺寸:包含通常不标出角度值的角度尺寸,例如直角(90°);•机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:•已有其他一般公差尺度规定的线性和角度尺寸;•括号内的参考尺寸;•矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
形状位置公差零件在加工过程中,由于机床-夹具-刀具系统存在几何误差,以及加工中出现受力变形、热变形、振动和磨损等影响,使被加工零件的几何要素不成防止地发生误差。
这些误差包含尺寸偏差、形状误差(包含宏观几何误差、波度和概况粗糙度)及位置误差。
形状公差形状公差是指单一实际要素的形状所允许的变动全量。
形状公差用形状公差带表达。
形状公差带包含公差带形状、方向、位置和大小等四要素。
形状公差项目有:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度等6项。
位置公差位置公差是指关联实际要素的位置对基准所允许的变动全量。
定向公差定向公差是指关联实际要素对基准在方向上允许的变动全量。
这类公差包含平行度、垂直度、倾斜度3项。
定位公差定位公差是关联实际要素对基准在位置上允许的变动全量。
这类公差包含同轴度、对称度、位置度3项。
跳动公差跳动公差是以特定的检测方式为依据而给定的公差项目。
跳动公差可分为圆跳动与全跳动。
零件的形位公差共14项,其中形状公差6个,位置公差8个,列于下表。
分类项目符号简要描述形状公直线度直线度是暗示零件上的直线要素实际形状坚持理想直线的状况。
也就是通常所说分类项目符号简要描述位置公定向平行度平行度是暗示零件上被测实际要素相对于基准坚持等距离的状况。
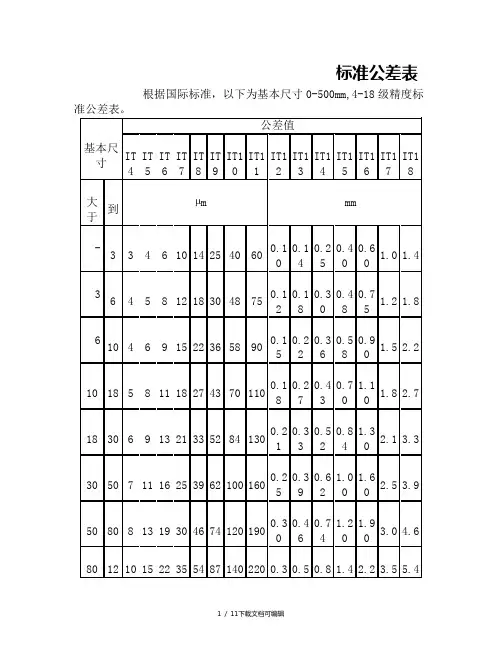
标准公差表根据国际标准,以下为基本尺寸0-500mm,4-18级精度标线性和角度尺寸未注公差根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适 用于:•线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;•角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);•机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:• 已有其他一般公差标准规定的线性和角度尺寸; • 括号内的参考尺寸;•矩形框格内的理论正确尺寸。
级)3°20'角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
形状位置公差零件在加工过程中,由于机床-夹具-刀具系统存在几何误差,以及加工中出现受力变形、热变形、振动和磨损等影响,使被加工零件的几何要素不可避免地产生误差。
这些误差包括尺寸偏差、形状误差(包括宏观几何误差、波度和表面粗糙度)及位置误差。
形状公差形状公差是指单一实际要素的形状所允许的变动全量。
形状公差用形状公差带表达。
形状公差带包括公差带形状、方向、位置和大小等四要素。
形状公差项目有:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度等6项。
位置公差位置公差是指关联实际要素的位置对基准所允许的变动全量。
定向公差定向公差是指关联实际要素对基准在方向上允许的变动全量。
这类公差包括平行度、垂直度、倾斜度3项。
定位公差定位公差是关联实际要素对基准在位置上允许的变动全量。
这类公差包括同轴度、对称度、位置度3项。
跳动公差跳动公差是以特定的检测方式为依据而给定的公差项目。
跳动公差可分为圆跳动与全跳动。
零件的形位公差共14项,其中形状公差6个,位置公差8个,列于下表。
分类项目符号简要描述形状公差直线度直线度是表示零件上的直线要素实际形状保持理想直线的状况。
也就是通常所说的平直程度。
直线度公差是实际分类项目符号简要描述位置公差定向平行度平行度是表示零件上被测实际要素相对于基准保持等距离的状况。
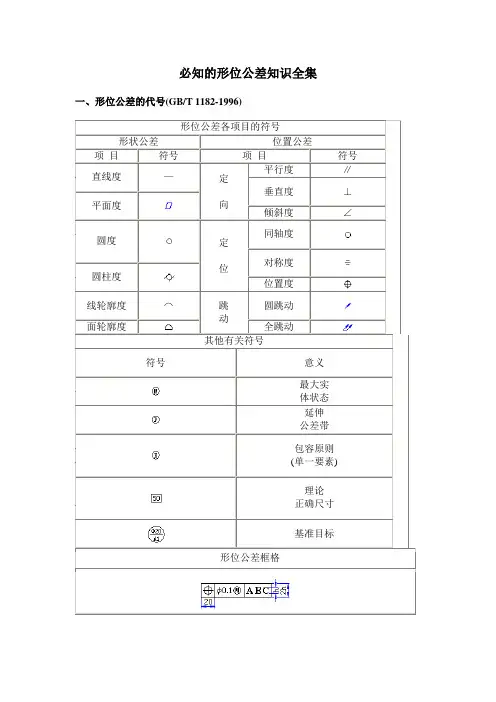
必知的形位公差知识全集一、形位公差的代号(GB/T 1182-1996)注:形位公差符号的线型宽度为b/2~b(b为粗实线宽),但跳动符号的箭头外的线是细实线。
二、形状、位置公差带的定义和图例说明GB/T 1182-19961 直线度a. 在给定平面内的公差带定义——公差带是距离为公差值t的两平行直线之间的区域。
b. 在给定方向上的公差带定义——当给定一个方向时,公差带是距离为公差值t的两平行平面之间的区域;当给定互相垂直的两个方向时,公差带是正截面尺寸为公差值t1×t2的四棱柱内的区域。
c. 在任意方向上的公差带定义——公差带是直径为公差值t的圆柱面内的区域。
2. 平面度公差带定义——公差带是距离为公差值t的两平行平面之间的区域。
3. 圆度公差带定义——公差带是在同一正截面上半径差为公差值t的两同心圆之间的区域。
4.圆柱度公差带定义——公差带是半径差值t的两同轴圆柱面之间的区域。
5. 线轮廓度公差带定义——公差带是包络一系列直径为公差值t的圆的两包络线之间的区域,诸圆圆心应位于理想轮廓线相对基准有位置要求时,其理想轮廓线系指相对基准为理想位置的理想轮廓线。
6.面轮廓度公差带定义——公差带是包络一系列直径为公差值t的球的两包络面间的区域,诸球球心应位于理想轮廓面上。
注:当被测轮廓面相对基准有位置要求时,其理想轮廓面系指相对于基准为理想位置的理论轮廓面。
7. 平行度a. 在给定的方向上的公差带定义——当给定一个方向时,公差带是距离为公差值t,且平行于基准平面(或直线、轴线)的两平行面之间的区域;当给定相互垂直的两个方向时,是正截面尺寸为公差值t1×t2,且平行于基准轴线的四棱柱内的区域。
b. 在任意方向的公差带定义——公差带是直径为公差值t,且平行于基准轴线的圆柱面内的区域。
8. 垂直 度a. 在给定方向上的公差带定义——当给定一个方向时,公差带是距离为公差值t ,且垂直于基准平面(或直线、轴线)的两平行平面(或直线)之间的区域当给定两个互相垂直的方向时,是正截面为公差值t 1×t 2,且垂直于基准平面的四棱柱内的区域。
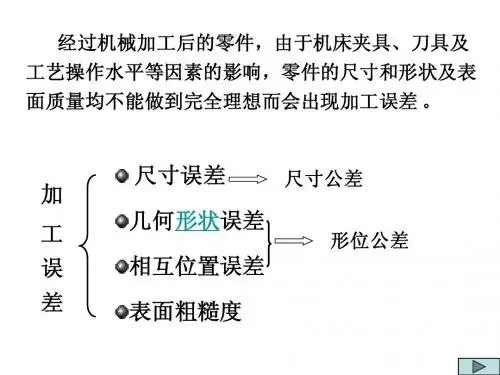
第2章形位公差2.1形位公差标注识读任务3 识读齿轮形位公差标注由于存在加工误差,使零件的几何量不仅存在尺寸误差,而且存在形状和位置误差。
零件的形状误差和位置误差的存在,将对机器的精度、结合强度、密封性、工作平稳性、使用寿命等产生不良影响。
因此,为了提高机械产品质量和保证零件的互换性,不仅对零件的尺寸误差,而且对零件的形状和位置误差加以控制,将形位误差控制在一个经济、合理的范围内。
这一允许形状和位置误差变动的范围,称为形状和位置(形位)公差。
形位公差是零件图技术要求中的主要内容之一。
图2-1为形位公差标注实例。
图2-1形位公差标注实例识读图样中的形位公差标注时,应该获得以下信息:公差项目名称、被测要素、基准要素、公差值大小、公差意义及公差要求。
2.1.1形位公差基本概念形位公差的研究对象是构成零件几何特征的点、线、面,这些点、线、面统称为零件的几何要素。
1.零件的几何要素构成零件几何特征的点、线、面均称几何要素。
零件的几何要素可从不同角度来分类:(1)按结构特征分轮廓要素——构成零件外形、能被人们直接感觉到(看得见、摸得着)的点、线、面。
中心要素——对称中心所表示的要素。
(2)按存在状态分实际要素——零件上实际存在的要素,测量时由测得要素代替。
由于存在测量误差,测得要素并非该实际要素的真实状况。
理想要素——具有几何学意义的要素。
机械图样所表示的要素均为理想要素,它不存在任何误差,是绝对正确的几何要素。
理想要素是评定实际要素误差的依据。
(3)按所处地位分被测要素——图样中有形位公差要求的要素,是检测对象。
基准要素——用来确定被测要素方向或(和) 位置的要素,理想基准要素简称基准。
(4)按功能要求分单一要素——仅对其本身给出形状公差要求,或仅涉及其形状公差要求时的要素。
它是独立的,与基准要素无关。
关联要素——对被测要素给出位置公差要求的要素,它相对基准要素有位置关系,即与基准相关。
2.形位误差与形位公差形状误差一般是对单一要素而言的,是被测要素本身的形状对其理想形状的变动量。
常用公差表2.垂直度公差矩形、圆形凹模板的直角面,凸、凹模(或凸凹模)固定板安装孔的轴线与其基准面,模板上模柄(压入式模柄)安装孔的轴线与其基准面,一般均应有垂直度要求,可按下表的垂直度公差选取。
而上、下模板的导柱、导套安装孔的轴线与其基准面的垂直度公差,应按如下规定:安装滑动式导柱、导套时取为0.01:100;安装滚动式导柱、导套时取为0.005:100。
注:1.基本尺寸是指被测零件的短边长度。
2.垂直度公差是指以长边为基准,短边对长边垂直度的最大允许值。
3.圆跳动公差各种模柄的圆跳动公差可按下表选取。
与模板固定的导套圆柱面的径向圆跳动公差,可根据模具精度要求选取4级或5级,在冷冲模国家标准中,其圆跳动公差值已直接标注在导套零件图上。
基本尺寸>18~30>30~50>50~120>120~250公差等级8公差值0.0250.0300.0400.0504.同轴度公差阶梯式的圆截面凸模、凹模、凸凹模的工作直径与安装直径(采用过渡配合压入固定板内),阶梯式导柱的工作直径与安装(采用过盈配合压入模板内),均应有同轴度要求,其同轴度公差可按下表选取。
注:基本尺寸是指被测零件的直径。
5.圆柱度公差导柱与导套配合的圆柱面,其圆柱度公差一般可按6级精度选取。
在冷冲模国家标准中,其圆柱度公差值已直接标注在导柱、导套零件图上。
三、模具零件的表面粗糙度要求模具零件表面质量的高低用表面粗糙度衡量,通常以R a(µm)表示。
R a数值愈小,表示其表面质量愈高。
模具零件的工作性能如耐磨性、抗蚀性及强度等,在很大程度上受其表面质量的影响。
模具零件的表面质量越高,其寿命也越长。
但从另一方面看,对模具零件表面质量要求过高,则增加了模具制造成本。
因此,应合理选用模具零件的表面粗糙度。
模具零件常用的表面粗糙度要求列于下表,可供模具设计时参考。
使用范围粗糙度数值(μm)GB1031-83(新标准)抛光的转动体表面0.1,0.2抛光的成形面及平面0.2,0.41.压弯、拉深、成形的凸模和凹模工作表面0.4,0.82.圆柱表面和平面的刃口3.滑动和精确导向的表面1.成形的凸模和凹模刃口;凸模凹模镶块的结合面0.8,1.62.过盈配合和过渡配合的表面——用于热处理零件3.支承定位和紧固表面——用于热处理零件4.磨加工的基准面;要求准确的工艺基准表面1.6,3.21.内孔表面——在非热处理零件上配合用2.模座平面1.不磨加工的支承、定位和紧固表面——用于非热处理的零件2.模座平面3.2,6.3不与冲压制件及模具零件接触的表面 6.3,12.5 粗糙的不重要表面 12.5,25不需机械加工的表面模具零件的公差配合、形位公差及表面粗糙度要求设计模具时,应根据模具零件的功能和固定方式及配合要求的不同,合理选用其公差配合、形位公差及表面粗糙度。
形位公差代号(GB/T 1182-1996)形位公差各项目的符号形状公差位置公差项目符号项目符号直线度—定向平行度∥垂直度⊥平面度倾斜度∠圆度定位同轴度对称度圆柱度位置度线轮廓度⌒跳动圆跳动面轮廓度全跳动其他有关符号符号意义最大实体状态延伸公差带包容原则(单一要素)理论正确尺寸基准目标形位公差框格公差框格应水平或垂直绘制,其线型为细实线。
公差框格分为两格或多格,框格从左到右填写的容:第一格为形位公差符号;第二格为形位公差值和有关符号;第三格及以后为基准代号字母和有关符号。
(h为图样中采用字体的高度)基准代号注:形位公差符号的线型宽度为b/2~b(b为粗实线宽),但跳动符号的箭头外的线是细实线。
形状、位置公差带的定义和图例说明GB/T 1182-1996直线度平面度圆度和圆柱度线、面轮廓度平行度垂直度同轴度对称度位置度跳动直线度a. 在给定平面的公差带定义——公差带是距离为公差值t的两平行直线之间的区域。
b. 在给定方向上的公差带定义——当给定一个方向时,公差带是距离为公差值t的两平行平面之间的区域;当给定互相垂直的两个方向时,公差带是正截面尺寸为公差值t1×t2的四棱柱的区域。
c. 在任意方向上的公差带定义——公差带是直径为公差值t的圆柱面的区域。
图例:1) 圆柱表面上任一素线必须位于轴向平面,距离为公差值0.02的两平等直线之间。
2) 圆柱表面上任一素线在任意100长度必须位于轴向平面,距离为公差值0.04的两平等直线之间。
图例:1) 棱线必须位于箭头所示方向,距离为公差值0.02的平行平面。
2) 棱线必须位于水平方向距离为公差值0.2,垂直方向距离为公差值0.1的四棱柱。
图例:1) φd圆柱体的轴线必须位于直径为公差值0.04的圆柱面。
2) 整个零件的轴线必须位于直径为公差值0.05的圆柱面。
平面度公差带定义——公差带是距离为公差值t的两平行平面之间的区域。
图例:上表面必须修正于距离为公差值0.1 的两平行平面。