数控机床结构与维修-第3章数控机床主传动系统
- 格式:ppt
- 大小:8.86 MB
- 文档页数:83
数控机床的主传动系统一、主传动装置1.数控机床主传动系统的特点(1)转速高、功率大(2)调速范围宽(3)主轴能自动实现无级变速,转速变换迅速可靠(4)数控机床的主轴组件具有较大的刚度、较高的精度和高的耐磨性能(5)在加工中心上,还具有安装刀具和刀具交换所需的自动夹紧装置,以及主轴定向准停装置,以保证刀具和主轴、刀库、机械手的正确啮合。
(6)为了扩大机床功能,一些数控机床的主轴能实现C轴功能(主轴回转角度的控制)2.数控机床主传动装置(1)带有二级齿轮的变速装置确保低速时输出大扭矩,扩大恒功率调速范围,以满足机床重切削时对输出扭矩特性的要求。
(2)采用定比传动装置定比传动装置常用同步齿形带或三角带连接电机与主轴,避免了齿轮传动引起的振动与噪声。
(3)采用电主轴电主轴传动方式大大简化了主轴箱体与主轴的结构,主轴部件的刚性更好。
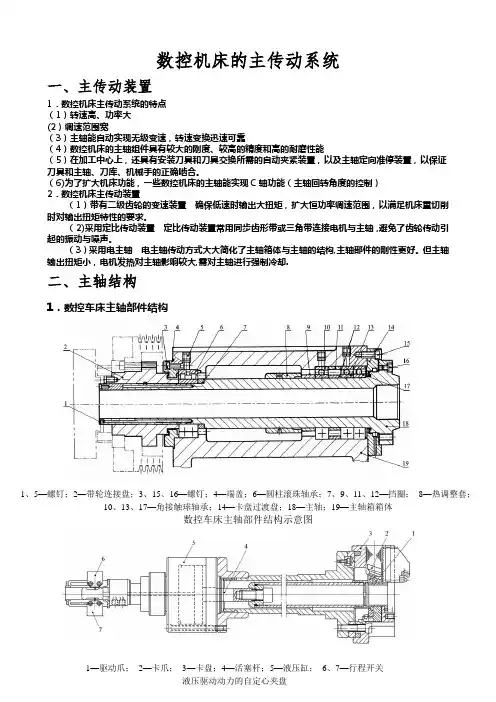
但主轴输出扭矩小,电机发热对主轴影响较大,需对主轴进行强制冷却.二、主轴结构1.数控车床主轴部件结构1、5—螺钉;2—带轮连接盘;3、15、16—螺钉;4—端盖;6—圆柱滚珠轴承;7、9、11、12—挡圈;8—热调整套;10、13、17—角接触球轴承;14—卡盘过渡盘;18—主轴;19—主轴箱箱体数控车床主轴部件结构示意图1—驱动爪;2—卡爪;3—卡盘;4—活塞杆;5—液压缸;6、7—行程开关液压驱动动力的自定心夹盘2.数控加工中心(镗、铣床)主轴部件结构(1)刀具夹紧装置和切屑清除装置1-刀架;2-拉钉;3-主轴;4-拉杆;5-碟形弹簧;6-活塞;7-液压缸(或气缸);8、10-行程开关;9-压缩空气管接头;11-弹簧;12-钢球;13-端面键数控立式加工中心主轴部件(2)主轴准停装置1-多楔带轮;2-磁传感器;3-永久磁铁;4-垫片;5-主轴主轴准停装置的工作原理3.内装电主轴的主轴部件结构1-刀具系统;2、9-捕捉轴承;3、8-传感器;4、7-径向轴承;5-轴向推力轴承;6-高频电动机;10-冷却水管路;11-气-液压力放大器用磁悬浮轴承的高速加工中心电主轴部件1—转子;2—定子;3—箱体;4—主轴数控车床电主轴部件电主轴主要融合了以下技术:(1)高速电机技术其关键技术是高速度下的动平衡。

第三章主轴驱动系统相关知识王晶武汉华中数控对主轴传动系统的要求主轴驱动系统就是在系统中完成主运动(旋转运动)的动力装置部分。
它带动工件或刀具作相应的旋转运动,从而能配合进给运动,加工出理想的零件。
1、调速范围宽为保证加工时选用合适的切削用量,以获得最佳的生产率、加工精度和表面质量,特别对于具有自动换刀功能的数控加工中心,为适应各种刀具、工序和材料的加工要求,对主轴的调速范围提出了更高的要求,要求主轴能在较宽的转速范围内根据数控系统的指令自动实现无级调速,并减少中间传动环节。
武汉华中数控2、恒功率范围要宽要求主轴在调速范围内均能提供所需的切削功率,并尽可能在调速范围内提供主轴电机的最大功率。
由于主轴电机与驱动装置的限制,主轴在低速段均为恒转矩输出。
为满足数控机床低速、强力切削的需要,常采用分段无级变速的方法(即在低速段采用机械减速装置),以扩大输出转矩。
3、具有四象限驱动能力要求主轴在正、反向转动时均可进行自动加、减速控制,并且加、减速时间要短。
武汉华中数控4、具有位置控制能力即进给功能(C 轴功能)和定向功能(准停功能),以满足加工中心自动换刀、刚性攻丝、螺纹切削以及车削中心的某些加工工艺的需要。
类型:变频主轴、伺服主轴、电主轴调速方式有级调速:异步电机+变速箱+主轴无级调速异步电机+变频器+主轴伺服电机+伺服驱动器+主轴电主轴武汉华中数控对电机知识的回顾三相异步电机结构1、定子:由机座、定子铁心、定子绕组组成:定子铁心:由厚0.5mm的硅钢片冲叠而成,铁心内开有均布的槽,嵌放定子绕组。
定子绕组:由完全相同的三个绕组组成,空间互差120度2、转子:由转轴、转子铁心、转子绕组组成:转子铁心:由厚0.5mm的硅钢片冲叠而成,铁心内开有均布的槽,嵌放转子绕组、或浇铸铝。
转子绕组:分绕线式绕组、鼠笼式绕组武汉华中数控三相绕线式异步电动机结构图武汉华中数控三相鼠笼式异步电动机结构图武汉华中数控三相异步电动机的工作原理n N ST f n 1f 电机定子装有三相对称绕组,通入三相对称电流时,在电机的气隙内产生产生一个以同步转速n 1旋转的磁场。


第三章一、填空题1.高速主轴单元的类型有电主轴、气动主轴、水动主轴等。
2.电主轴的润滑方式有油气润滑、喷注润滑、突入滚道式润滑。
3.滚动轴承间隙的调整或预紧,通常是使轴承内、外圈相对轴向移动来实现的。
常用的方法有轴承内圈移动、修磨座圈或隔套和自动预紧三种。
4.数控机床主轴准停装置有机械控制准停和电气控制准停。
5.数控机床主轴电气准停有磁传感器主轴准停、编码器型主轴准停和数控系统控制准停三种形式。
二、选择题(请将正确答案的代号填在空格中)1.高速切削技术与传统的数控机床相比,其根本区别就是高速数控机床的主运动和进给运动都采用了( C ),省掉了中间的传动环节。
A.自动补偿技术B.自适应技术C.直驱技术2.电主轴是精密部件,在高速运转情况下,任何(A )进入主轴轴承,都可能引起振动,甚至使主轴轴承咬死。
A.微尘B.油气C.杂质3,数控车床车螺纹时,利用(A )作为车刀进刀点和退刀点的控制信号,以保证车削螺纹不会乱扣。
A.同步脉冲B.异步脉冲C.位置开关4. (C)对主轴润滑恒温油箱中的润滑油更换一次,并清洗过滤器。
A.每周B.每月C.每年5.数控机床主轴锥孔的锥度通常为7: 24,之所以采用这种锥度是为了( C )。
A.靠摩擦力传递扭矩B.自锁C.定位和便于装卸刀柄D.以上几种情况都是6.在加工中心中,刀具必须装在标准的刀柄中,标准刀柄有(B )oA.直柄B. 7: 24锥柄C.莫氏锥柄7.加工中心大多采用(A )完成换刀和拉紧刀柄拉钉。
A.弹簧B.气缸C.液压缸D.连杆机构8.为了保证数控机床能满足不同的工艺要求,并能够获得最正确切削速度,主传动系统的要求是(D )oA.无级调速B.变速范围宽C.分段无级变速D.变速范围宽且能无级变速9.数控铳床上进行手动换刀时最主要的考前须知是(B )。
A.对准键槽B.擦干净连接锥柄C.调整好拉钉D.不要拿错刀具10.主轴准停是指主轴能实现(A )。
A.准确的周向定位B.准确的轴向定位C.精确的时间控制11.数控机床的准停功能主要用于(C )。