数控机床主传动系统及主轴部件
- 格式:pptx
- 大小:698.73 KB
- 文档页数:26
一、实训目的通过本次数控主传动系统实训,使学生了解数控机床主传动系统的基本组成、工作原理及故障诊断方法,掌握数控机床主传动系统的操作技能,提高学生的实践能力和工程素质。
二、实训内容1. 数控机床主传动系统概述(1)数控机床主传动系统的组成数控机床主传动系统主要由主轴、主轴箱、传动轴、联轴器、带轮、齿轮等组成。
(2)数控机床主传动系统的工作原理数控机床主传动系统通过主轴带动工件进行旋转运动,实现工件的高精度加工。
主轴箱内的齿轮和带轮通过传动轴将动力传递到主轴,实现主轴的旋转。
2. 数控机床主传动系统操作(1)主轴启动与停止①启动主轴:按下启动按钮,主轴开始旋转。
②停止主轴:按下停止按钮,主轴停止旋转。
(2)主轴转速调节①通过操作面板上的转速选择按钮,选择所需的主轴转速。
②按下转速设置按钮,设置所需的主轴转速。
③按下确认按钮,主轴转速设定完成。
3. 数控机床主传动系统故障诊断与维修(1)故障诊断方法①观察法:观察主传动系统是否有异常现象,如振动、噪音等。
②听诊法:通过听诊器听取主传动系统的声音,判断故障原因。
③测量法:使用万用表等测量工具,测量主传动系统各部件的电压、电流、电阻等参数。
(2)常见故障及维修方法①主轴振动:检查主轴与轴承的配合是否紧密,如有松动,则进行紧固。
②主轴噪音:检查主轴箱内齿轮、带轮等部件是否有磨损,如有磨损,则进行更换。
③主轴转速不稳定:检查主轴箱内齿轮、带轮等部件的啮合情况,如有异常,则进行调整。
三、实训总结1. 通过本次实训,使学生了解了数控机床主传动系统的基本组成、工作原理及故障诊断方法,掌握了数控机床主传动系统的操作技能。
2. 实训过程中,学生积极参与,认真操作,提高了实践能力和工程素质。
3. 本次实训有助于提高学生对数控机床主传动系统的认识,为今后从事数控机床维修和操作工作打下基础。
四、实训建议1. 在实训过程中,教师应加强对学生的指导,确保实训过程的安全、顺利进行。
数控机床的主传动系统一、主传动装置1.数控机床主传动系统的特点(1)转速高、功率大(2)调速范围宽(3)主轴能自动实现无级变速,转速变换迅速可靠(4)数控机床的主轴组件具有较大的刚度、较高的精度和高的耐磨性能(5)在加工中心上,还具有安装刀具和刀具交换所需的自动夹紧装置,以及主轴定向准停装置,以保证刀具和主轴、刀库、机械手的正确啮合。
(6)为了扩大机床功能,一些数控机床的主轴能实现C轴功能(主轴回转角度的控制)2.数控机床主传动装置(1)带有二级齿轮的变速装置确保低速时输出大扭矩,扩大恒功率调速范围,以满足机床重切削时对输出扭矩特性的要求。
(2)采用定比传动装置定比传动装置常用同步齿形带或三角带连接电机与主轴,避免了齿轮传动引起的振动与噪声。
(3)采用电主轴电主轴传动方式大大简化了主轴箱体与主轴的结构,主轴部件的刚性更好。
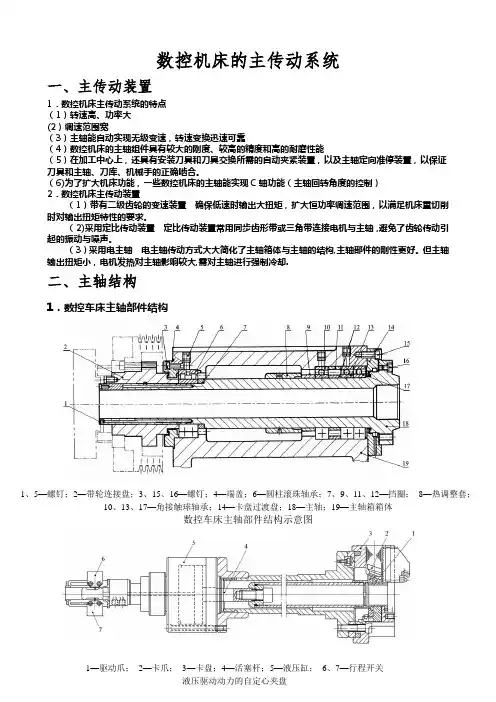
但主轴输出扭矩小,电机发热对主轴影响较大,需对主轴进行强制冷却.二、主轴结构1.数控车床主轴部件结构1、5—螺钉;2—带轮连接盘;3、15、16—螺钉;4—端盖;6—圆柱滚珠轴承;7、9、11、12—挡圈;8—热调整套;10、13、17—角接触球轴承;14—卡盘过渡盘;18—主轴;19—主轴箱箱体数控车床主轴部件结构示意图1—驱动爪;2—卡爪;3—卡盘;4—活塞杆;5—液压缸;6、7—行程开关液压驱动动力的自定心夹盘2.数控加工中心(镗、铣床)主轴部件结构(1)刀具夹紧装置和切屑清除装置1-刀架;2-拉钉;3-主轴;4-拉杆;5-碟形弹簧;6-活塞;7-液压缸(或气缸);8、10-行程开关;9-压缩空气管接头;11-弹簧;12-钢球;13-端面键数控立式加工中心主轴部件(2)主轴准停装置1-多楔带轮;2-磁传感器;3-永久磁铁;4-垫片;5-主轴主轴准停装置的工作原理3.内装电主轴的主轴部件结构1-刀具系统;2、9-捕捉轴承;3、8-传感器;4、7-径向轴承;5-轴向推力轴承;6-高频电动机;10-冷却水管路;11-气-液压力放大器用磁悬浮轴承的高速加工中心电主轴部件1—转子;2—定子;3—箱体;4—主轴数控车床电主轴部件电主轴主要融合了以下技术:(1)高速电机技术其关键技术是高速度下的动平衡。
数控车床的组成及主要技术参数(一)数控车床的布局形式数控车床的布局大都采用机、电、液、气一体化布局,全封闭或半封闭防护。
(二)数控车床的组成部分及其作用数控车床是由床身、主轴箱、刀架进给系统、尾座、液压系统、冷却系统、润滑系统、排屑器等部分组成。
.1.床身数控车床的床身结构和导轨有多种形式, 主要有水平床身、倾斜床身、水平床身斜滑鞍等。
中小规格的数控车床采用倾斜床身和水平床身斜滑鞍较多。
倾斜床身多采用30º、45º、60º、75º和90º角, 常用的有45º, 60º和75º角。
大型数控车床和小型精密数控车床采用水平床身较多。
2.主传动系统及主轴部件数控车床的主传动系统一般采用直流或交流无级调速电动机, 通过皮带传动,带动主轴旋转, 实现自动无级调速及恒切速度控制。
主轴组件是机床实现旋转运动的执行件。
3.进给传动系统进给传动系统如图2-3所示。
横向进给传动系统是带动刀架作横向(X轴)移动的装置, 它控制工件的径向尺寸。
纵向进给装置是带动刀架作轴向(Z轴)运动的装置, 它控制工件的轴向尺寸。
4.自动回转刀架刀架是数控车床的重要部件, 它安装各种切削加工刀具, 其结构直接影响机床的切削性能和工作效率。
数控车床的刀架分为转塔式和排刀式刀架两大类。
转塔式刀架是普遍采用的刀架形式, 它通过转塔头的旋转、分度、定位来实现机床的自动换刀工作。
如图2-4所示。
两坐标连续控制的数控车床, 一般都采用6~12工位转塔式刀架。
排刀式刀架主要用于小型数控车床, 适用于短轴或套类零件加工。
(三)数控车床的主要技术参数数控车床的主要技术参数有:最大回转直径,最大车削直径, 最大车削长度,最大棒料尺寸, 主轴转速范围, X、Z轴行程, X、Z轴快速移动速度, 定位精度, 重复定位精度, 刀架行程, 刀位数, 刀具装夹尺寸, 主轴头型式, 主轴电机功率,进给伺服电机功率, 尾座行程, 卡盘尺寸, 机床重量, 轮廓尺寸(长×宽×高)等。