尺寸链计算及公差分析安装手册
- 格式:pdf
- 大小:1.02 MB
- 文档页数:20


尺寸链计算工具用户操作手册科技论坛:老牛工作室2007年9月尺寸链计算工具用户操作手册目录目录序 0关于本手册 0本手册适用对象及目的 0本手册约定 0第一章概述 (4)第二章系统运行环境 (5)1.硬件设备 (5)2.软件环境 (5)第三章系统使用操作 (6)1. 系统操作界面及功能划分介绍 (6)2. 系统主要操作流程及功能介绍 (7)2.1常用功能介绍 (7)2.2绘图功能介绍 (10)2.3设置环属性功能介绍 (11)2.4输入方程组功能介绍 (13)2.5环计算功能介绍 (14)与我们联系 (18)科技论坛:尺寸链计算工具用户操作手册序序关于本手册《尺寸链计算工具用户操作手册》主要介绍“尺寸链计算工具”的运行环境及使用方法。
本手册适用对象及目的1.适用对象:制造行业从事工艺、装配、零件设计的人员2.目的:●了解本系统的功能及特点●了解本系统的运行环境●掌握本系统的基本操作方法本手册约定1.鼠标操作约定单击快速按下并释放鼠标的左键按钮双击连续两次快速按下并释放鼠标的左键按钮菜单菜单栏中每一个,即为菜单,例如:本系统中的“文件”、“编辑”等菜单菜单项菜单的下一级功能,例如:本系统中的“文件”菜单下的“新建”菜单项。
2. 通用格式约定3.标志约定本手册采用醒目标志,表示用户在操作过程中应该引起特别注意的地方,标志图形及其意义如下:4.术语汇编术语汇编是对系统中涉及的专用术语进行简单通俗的说明(参见附录1)。
手册中有‘※’的地方请参见附录1。
第一章概述《尺寸链计算工具》是针对制造行业工艺设计、零件设计以及装配设计过程中尺寸链的计算而开发。
目前,广大工程技术人员还是采用手工的方式计算尺寸链,由于尺寸链的计算相对复杂,同时依赖相关标准、以及相关的工作经验,因此,对广大工程技术人员是一件头疼的事,但市面上还没有一款相关的计算工具。
“老牛工作室”一直从事制造行业的软件开发,在深入调研的基础上,推出了‘尺寸链计算工具’软件,希望能为工程技术人员排忧解惑,“老牛工作室”的全体人员将不胜欣慰。
尺寸链计算及公差分析一、尺寸链计算1.确定基准尺寸:首先需要确定产品的基准尺寸,这是其他尺寸的参考值。
2.确定功能尺寸:根据产品的功能要求,确定与之相关的尺寸。
例如,一个机械零件的功能要求是与其他组件配合,那么相关的尺寸即为功能尺寸。
3.确定辅助尺寸:辅助尺寸是与功能尺寸无关的尺寸,通常用于产品的加工和装配。
例如,孔的直径和深度就是辅助尺寸。
4.确定公差:在确定各个尺寸之后,需要为它们设置公差。
公差是指允许的尺寸变化范围,它的大小取决于产品的制造工艺和功能要求。
5.进行尺寸链计算:根据产品的功能和制造要求,依次计算各个尺寸的数值。
计算时需要考虑公差的影响,确保产品在允许的范围内可以正常工作。
二、公差分析公差分析是确定产品尺寸的变化范围,即各个尺寸的上下限。
公差分析可以帮助工程师评估产品的质量,确定工艺参数,并优化产品设计。
1.确定公差类型:公差分为基本公差和几何公差两种类型。
基本公差是根据工艺要求和产品功能确定的,例如直径公差、平行度公差等;几何公差是根据产品的形状和配合要求确定的,例如圆度公差、轴线位置公差等。
2.进行公差叠加:公差叠加是将各个尺寸的公差叠加在一起,得到产品整体的公差。
这可以通过数学模型或专业软件进行计算。
3.进行公差分析:在确定产品整体的公差后,可以进行公差分析。
公差分析可以通过模拟或实验的方式进行,用于评估产品在实际使用中尺寸变化的影响。
4.优化设计:通过公差分析可以了解产品尺寸变化的情况,如果发现一些尺寸变化太大,可能会导致产品的功能受到影响,需要对设计进行优化。
优化设计可以包括调整公差、改变加工工艺等。
总结起来,尺寸链计算及公差分析是确定产品尺寸和形状的重要方法,它可以帮助工程师评估产品的质量和性能,指导产品的制造和装配。
在实际应用中,需要充分考虑产品的功能要求、制造工艺和使用环境等因素,合理确定尺寸链和公差,以确保产品的质量和性能达到要求。
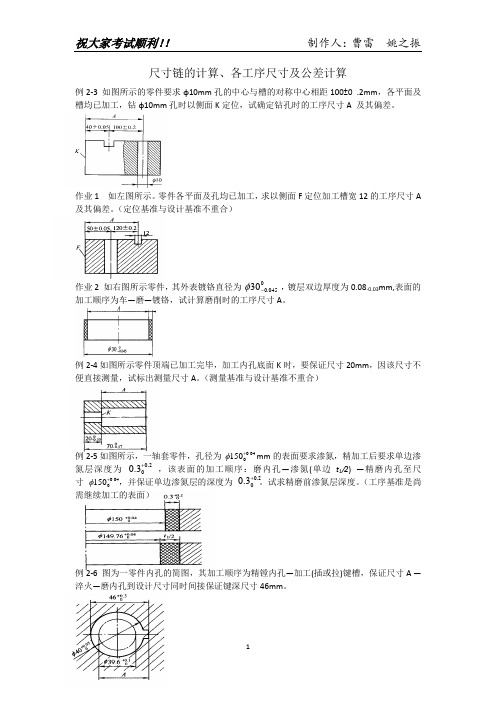
尺寸链的计算、各工序尺寸及公差计算例2-3 如图所示的零件要求φ10mm 孔的中心与槽的对称中心相距100±0 .2mm ,各平面及槽均已加工,钻φ10mm 孔时以侧面K 定位,试确定钻孔时的工序尺寸A 及其偏差。
作业1 如左图所示。
零件各平面及孔均已加工,求以侧面F 定位加工槽宽12的工序尺寸A 及其偏差。
(定位基准与设计基准不重合)作业2 如右图所示零件,其外表镀铬直径为 ,镀层双边厚度为0.08-0.03mm,表面的加工顺序为车—磨—镀铬,试计算磨削时的工序尺寸A 。
例2-4如图所示零件顶端已加工完毕,加工内孔底面K 时,要保证尺寸20mm ,因该尺寸不便直接测量,试标出测量尺寸A 。
(测量基准与设计基准不重合)例2-5如图所示,一轴套零件,孔径为 mm 的表面要求渗氮,精加工后要求单边渗氮层深度为 ,该表面的加工顺序:磨内孔—渗氮(单边t 1/2) —精磨内孔至尺寸 ,并保证单边渗氮层的深度为 。
试求精磨前渗氮层深度。
(工序基准是尚需继续加工的表面)例2-6 图为一零件内孔的简图,其加工顺序为精镗内孔—加工(插或拉)键槽,保证尺寸A —淬火—磨内孔到设计尺寸同时间接保证键深尺寸46mm 。
045.030-φ04.00150+φ2.003.0+04.00150+φ2.003.0+例题:如图所示的零件图的有关工艺过程如下。
①车外圆至尺寸A1(IT9),如图b所示,留磨量z=0.6mm。
②铣轴端小平台,工序尺寸为A2,如图c所示。
③磨外圆,保证工序尺寸A3=28 (IT7).试确定各工序尺寸及其偏差。
例2-1某型芯的直径为Φ50 ,尺寸精度IT5,表面粗糙度Ra要求为0.04μm。
加工的工艺路线为:粗车--半精车—高频淬火—粗磨—精磨—研磨。
用查表法确定毛坯尺寸、各工序尺寸及其公差。
【列表】例2-2需加工φ28孔。
孔表面粗糙度为Ra0.8μm,淬火硬度为58~62HRC,加工顺序为钻孔——半精车——精车——热处理——磨孔。
一.尺寸链公差计算
“公差的计算公式:尺寸公差δ=最大极限尺寸D(d)max-最小极限尺寸
D(d)min=ES(es)-EI(ei)。
公差就是零件尺寸允许的变动范围,合理分配零件的公差,优化产品设计,可以以最小的成本和最高的质量制造产品。
公差的计算方法:1、极值法这种方法是在考虑零件尺寸最不利的情况下,通过尺寸链中尺寸的最大值或最小值来计算目标尺寸的值。
2、均方根法这种方法是一种统计分析法,其实就是把尺寸链中的各个尺寸公差的平方之和再开根而得到目标尺寸的值。
尺寸链(dimensional chain ),是分析和技术工序尺寸的有效工具,在制订机械加工工艺过程和保证装配精度中都起着很重要的作用。
在零件加工或机器装配过程中,由互相联系的尺寸按一定顺序首尾相接排列而成的封闭尺寸组。
组成尺寸链的各个尺寸称为尺寸链的环。
其中,在装配或加工过程最终被间接保证精度的尺寸称为封闭环,其余尺寸称为组成环。
组成环可根据其对封闭环的影响性质分为增环和减环。
若其他尺寸不变,那些本身增大而封闭环也增大的尺寸称为增环,那些本身增大而封闭环减小的尺寸则称为减环。
尺寸链计算及公差分析简体一、尺寸链计算1.起始尺寸链:起始尺寸链是从产品装配的第一个操作开始的尺寸链关系。
起始尺寸链通常是由产品的主要定位和安装特征决定的。
2.传递尺寸链:传递尺寸链是在装配过程中零件之间传递尺寸关系的链条。
传递尺寸链可以通过装配顺序和功能要求来确定。
3.终止尺寸链:终止尺寸链是指产品装配的最后一个操作的尺寸链关系。
终止尺寸链通常是与产品的最终功能和外观要求相关的。
在进行尺寸链计算时,需要结合产品的功能要求和装配工艺要求,综合考虑零件之间的尺寸关系。
对于复杂的产品,可以采用图纸、CAD软件以及装配工艺规程等辅助工具进行计算。
二、公差分析公差分析是指确定产品各个零件的公差大小及零件之间的公差相互关系,以保证产品在装配过程中的功能要求和质量要求。
公差分析通常包括以下几个步骤:1.定义公差:根据产品的功能要求和质量要求,确定零件的公差。
公差可以分为两种类型:尺寸公差和形位公差。
尺寸公差是指零件的尺寸允许偏差的范围,包括上偏差和下偏差。
形位公差是指零件的形状和位置允许偏差的范围,包括平行度、圆度、垂直度等。
2.公差链分析:根据产品的装配要求和功能要求,确定零件之间的公差相互关系。
公差链分析可以通过数学模型和软件工具进行。
公差链分析的目的是找出公差传递路径和公差传递条件,以保证产品装配后的功能要求和质量要求。
3.公差配对:在确定了零件的公差和公差链关系后,需要进行公差配对。
公差配对是将合适的公差分配给零件,使得整体装配后的公差满足要求。
公差配对可以通过数学模型、统计方法和试装验证等方式进行。
4.公差控制:在产品设计阶段,需要控制公差的大小和分布。
公差控制是指通过调整零件的尺寸和形位公差,以满足产品的功能和质量要求。
公差控制可以通过优化设计、选择合适的加工工艺和装配工艺等方式进行。
尺寸链计算及公差分析软件
安装手册
重庆诚智鹏科技有限责任公司
2012年2月
目录
1网络版安装 (3)
1.1服务器端安装 (3)
1.1.1.服务器程序安装 (3)
1.1.2.配置数据源(64位操作系统) (10)
1.1.3.服务器端防火墙设置 (11)
1.1.4.启动服务器程序 (14)
1.2客户端安装 (14)
1.2.1.客户端程序安装 (14)
1.2.2.客户端设置 (17)
1.2.3.客户端配置数据源(64位操作系统) (18)
1网络版安装
1.1 服务器端安装
在安装光盘中有“服务器端安装程序”和“客户端安装程序”两个目录,如下图:
1.1.1.服务器程序安装
打开“服务器端安装程序”目录,如果服务器是32位操作系统,双击“DccNetServer_X86_setup”图标(如果服务器64位操作系统,双击“DccNetServer_X64_setup”),进行自动安装,将出现如下界面:
单击“下一步”按钮,等待几秒钟,出现如下界面,选择“我同意该许可协议条款”如下图:
单击“下一步”按钮,等待几秒钟,出现如下界面:
填写用户相关信息,单击“下一步”,出现如下界面:
选择安装目录,单击“下一步”,出现如下界面:
单击“下一步”,出现如下界面:
单击“下一步”,出现“VS2008运行库“安装界面,1.如果之前没有安装VS2008运行库出现的界面如下:
单击“下一步”,出现如下界面:
选择“我已阅读并接受许可条款”,单击“安装”,出现如下界面:
到此“VS2008运行库”安装完成。
2.如果之前已经安装过“VS2008运行库”,界面如下:
选择“修复”,单击“下一步”,出现如下界面:
到此“VS2008运行库”安装完成。
单击“完成”,出现如下界面:
单击“完成”,至此服务器程序安装完成。
1.1.
2.配置数据源(64位操作系统)
针对64位操作系统,需要配置服务器端数据源(32位操作系统不需要)。
配置如下:
打开“控制面板\所有控制面板项\管理工具”,双击“数据源(ODBC)”,出现如下界面:
在“用户DSN”页,单击“添加”按钮,出现如下界面:
选择“Microsoft Access Driver (*.mdb, *.accdb)”,出现如下界面:
填写数据源名为“ServerApp”(注意:不能改为其它名字),选择数据库,路径为“服务器安装目录\data\user_info.accdb或user_info.mdb”,单击“确定”,出现如下界面:
单击“确定”,至此“数据源”配置完成。
1.1.3.服务器端防火墙设置
打开“控制面板\安全中心”,进入“Windows安装中心”界面,如下图:
单击“Windows防火墙”超级连接,进入“Windows防火墙”设置界面,如下图:
单击“例外”选项页,出现如下界面:
单击“添加程序”按钮,出现如下界面:
单击“浏览”按钮,出现如下界面:
选择“安装目录\bin\DccNetServer.exe”,单击“打开”按钮,完成在“防火墙——例外”选项页中添加“DccNetServer.exe”程序,到此,服务器端防火墙设置已完成。
1.1.4.启动服务器程序
启动“尺寸链计算软件服务器”程序即可。
1.2 客户端安装
1.2.1.客户端程序安装
打开“客户端安装程序\尺寸链计算安装程序”目录,如果客户端是32位操作系统,双击“setup(ENT_V7.0.0_X86).exe”,如果客户端是64位操作系统,双击“setup(ENT_V7.0.0_X64).exe”出现如下安装界面:
单击“下一步”,出现如下界面:
选择“我同意该许可协议的条款”,单击“下一步”,出现如下界面:
填写公司及用户名称信息,单击“下一步”,出现如下界面:
选择安装目录,单击“下一步”,出现如下界面:
选择“快捷方式文件夹”,单击“下一步”,出现如下界面:
单击“下一步”,等待几秒钟后,出现如下“完成界面”:
到此,客户端安装程序已完成。
1.2.2.客户端设置
打开“尺寸链计算及公差分析”软件的安装目录,进入“data”文件夹,界面如下:
双击打开“ClientSet.ini”文件,修改“Server_ip”字段为服务器端的IP地址,界面如下:
保存该文件设置即可。
到此客户端已经安装完成。
1.2.3.客户端配置数据源(64位操作系统)
针对64位操作系统,需要配置服务器端数据源(32位操作系统不需要)。
配置如下:
打开“控制面板\所有控制面板项\管理工具”,双击“数据源(ODBC)”,出现如下界面:
在“用户DSN”页,单击“添加”按钮,出现如下界面:
选择“Microsoft Access Driver (*.mdb, *.accdb)”,出现如下界面:
填写数据源名为“DccApp”(注意:不能改为其它名字),选择数据库,路径为“服务器安装目录\data\dcc.accdb”,单击“确定”,出现如下界面:
单击“确定”,至此“数据源”配置完成。
到此“尺寸链计算及公差分析软件”客户端安装完成,在服务器端启动的情况下,该软件即可使用。