ESP无头连铸连轧带钢工艺的创新与展望_张志勤
- 格式:pdf
- 大小:266.57 KB
- 文档页数:4

薄板坯连铸连轧技术及其ESP工艺陈燕才;张堂正【摘要】介绍了主要薄板坯连铸连轧工艺流程及其装备特点,分析了ESP新工艺的技术特性、工艺路线、设备参数,明确了ESP工艺在极薄带生产、"以热代冷"工艺上的显著优势.%Introducing process and equipment of the main thin slab casting-rolling, the paper analyzes the technical characteristics, process route and equipment parameters of the ESP process.The advantages of the ESP process in very thin slab production and "replacing cold with heat" technology are also discussed.【期刊名称】《武汉工程职业技术学院学报》【年(卷),期】2017(029)001【总页数】5页(P1-5)【关键词】薄板坯连铸连轧;ESP工艺;连铸连轧产线;无头轧制技术;CSP【作者】陈燕才;张堂正【作者单位】武钢研究院湖北武汉 430080;武钢研究院湖北武汉 430080【正文语种】中文【中图分类】TG162.8薄板坯连铸连轧技术自上世纪八十年末代投入工业化生产以来,由于其流程大别于此前的连铸加热连轧工艺,在不到三十年的时间里,得到了飞速地应用。
目前世界范围内薄板坯连铸连轧产线已近百条,产能接近2亿吨,形成了与传统连铸——热连轧工艺齐头并进的势头。
相比传统连铸——热连轧工艺,薄板坯连铸连轧技术将连铸、加(均)热和热连轧三大流程有机整合到一条产线内,优势十分明显:投资省,占地少,能耗低,成材率高,运行成本低,且通过无头轧制技术可生产传统热连轧工艺无法生产的薄材、极薄材,实现部分品种规格的“以热代冷”。
带钢无头连铸连轧技术(ESP)简介截止2013年底,我国共有70套热轧宽带钢机组己投产,产能达到2.29亿吨,由此产生的能耗巨大。
近年来,为了节能降耗,欧洲、日本和韩国等国家的钢铁企业在努力实现热轧板带减量化制造技术方面进行了大量的研究开发工作并取得显著效果。
其中,开发和发展热轧板带无头轧制技术,进一步提高板带成材率、尺寸形状精度与薄规格超薄规格比例、实现部分〃以热代冷〃、降低辐耗等方面取得显著成绩。
该项技术是钢铁生产技术的又一次飞跃, 代表了当今世界热轧带钢的前沿技术。
1997年浦项和日立联合着手开始研制采用剪切、焊接工艺,进行中间坯连接的带钢无头轧制新工艺。
1998年4月,日本新日铁大分厂研制成功了利用高能激光器对中间板坯实现对焊的钢板无头轧制生产线。
2006-2007年浦项和日立采用剪切、焊接工艺进行中间坯连接的带钢无头轧制新工艺投入工业化生产,这种基于摆剪概念的新型固态连接工艺,实现了无头轧制连接技术的创新。
2009年意大利钢铁企业阿维迪与西门子公司联手打造的世界第一套ESP无头铸轧带钢生产线投产,当年产量达到45万吨。
本文以阿维迪ESP线为例,简要介绍带钢无头连铸连轧的工艺特点及技术优势。
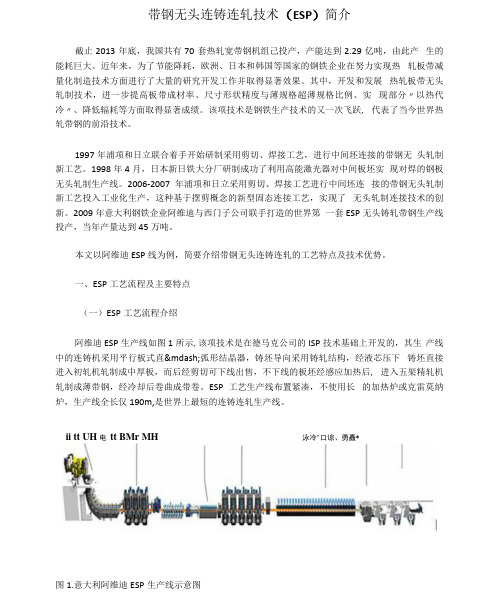
一、ESP工艺流程及主要特点(一)ESP工艺流程介绍阿维迪ESP生产线如图1所示,该项技术是在德马克公司的ISP技术基础上开发的,其生产线中的连铸机采用平行板式直—弧形结晶器,铸坯导向采用铸轧结构,经液芯压下铸坯直接进入初轧机轧制成中厚板,而后经剪切可下线出售,不下线的板坯经感应加热后, 进入五架精轧机轧制成薄带钢,经冷却后卷曲成带卷。
ESP工艺生产线布置紧凑,不使用长的加热炉或克雷莫纳炉,生产线全长仅190m,是世界上最短的连铸连轧生产线。
ii tt UH 电tt BMr MH 泳冷"口谅、勇矗*图1.意大利阿维迪ESP生产线示意图(二)ESP工艺的主要技术特点1 .较高的浇铸速度。

我国薄板坯连铸连轧工艺发展现状及前景展望祝志新(辽宁科技大学材料成型及控制工程12级,鞍山114000)1引言薄板坯连铸连轧技术是20 世纪80 年代末世界钢铁工业发展的一项重大技术, 它的开发成功是近终形浇铸技术的重大突破。
1998年我国第一条薄板坯连铸连轧生产线在珠钢投产,从1998 年底到2006 年上半年, 我国已有珠钢、邯钢、包钢、鞍钢、唐钢、马钢、涟钢、本钢、通钢、济钢、酒钢、唐山国丰12 家钢铁企业的13 条薄板坯( 包括中薄板坯) 连铸连轧线相继投产, 年产能约3500 万t。
2001 年底, 全球已建成53 条薄板坯连铸连轧生产线, 共75 流, 包括CSP ( Compact StripProduct ion)、ISP (In—Line St rip Production) 、FTSR ( Free Thin Slab Roll)、QSP 、DSP 和CON ROLL 工艺形式。
在过去的25 年中,美国与中国的钢铁工业分别引领了前2 个10 年国际薄板坯连铸连轧技术的发展。
第 1 个10 年以美欧为主,美国则主要以电炉流程为主。
第 2 个10 年以中国为主,主要以转炉流程为特点,同时铸坯厚度向70 ~90mm发展。
现在,到了薄板坯连铸连轧技术发展的第3个10 年。
2011年以来中国钢铁行业面临严重危机。
导致危机的原因有以下几点:一是2011 年房地产、汽车、造船等下游行业增速明显减缓,导致对钢铁产品的需求下滑;二是由于宏观经济低迷,造成国际市场钢材需求量下降,2011 年我国钢材出口量增速明显下滑;三是四万亿经济刺激计划后导致国内钢铁行业扎堆上马,产能过剩,各企业为争夺有限的市场进行价格战,利润下滑。
没有更多经费投入到技术改良,产品研发上,高端产品不多,附加值低。
钢铁行业盛行丛林法则,企业兼并重组,削减产能是目前走出困境的良方。
2发展现状尽管如此,薄板坯连铸连轧技术仍是一项好的技术。

无头轧制技术的发展及展望上世纪60年代以前,传统生产钢材方法是先将钢水模铸成大型钢锭,经加热、轧制成坯,钢坯经冷却、清整后再加热,轧成用户所需断面的成品钢材。
近40多年来经历了三次飞跃式发展:一是将模铸改为连铸,取消开坯机;二是由一般连铸改为近终形连铸,减少加热、轧制次数;无头轧制技术是钢铁加工流程的第三次飞跃,即钢材生产不再是单块的、间隙性的,而是连续进行轧制,然后根据用户需求剪切成所需长度或卷重。
无头轧制的好处是:1.钢材全长以恒定速度进行轧制,生产率有较大提高;2.因对钢材全长施加恒定张力,使钢材断面形状波动减少,钢材质量改善,这点对热轧扁平材生产特别重要;3.由于成品长度不受限制,根据交货状态要求剪切,成品率显著提高;4.由于轧材运行稳定性提高,对热轧带钢来说,有利于生产薄规格带钢;5.和单块轧制不同,钢品啮入次数减少,减小对轧辊冲击,有利于提高轧辊寿命。
在施行无头轧制技术中分扁平材和长材两类,其中又有无头轧制和半无头轧制的区别;就技术类型来说分为焊接型和铸轧型两种,将分别叙述于后。
扁平材的无头轧制1.在传统热连轧带钢机上无头轧制。
第一台全连续无头轧制热连轧带钢机是1996年在日本JFE公司千叶厂投用的。
它的轧机组成是:粗轧机架3台,精轧机架7台,辊身长2030mm,设计最高轧速为25m/s,年产能力为540万t。
连铸坯经加热在粗轧机架轧成最大厚度为50mm中间带坯进人热卷箱,在热卷箱后设有中间带坯剪断机,将带坯头剪平,以便于后面的焊接设备(用对接压合法电磁感应焊接)进行焊接,焊接后的带坯经过带坯边部加热器使带坯温度均匀,然后送入精轧机架轧成所需带钢厚度,由于中间带坯头尾已经焊接,从理论上来讲是可以无限长的,故称为无头轧制。
轧机后卷取机前设有高速带钢剪断机,将高速前进的带钢(最大1200m/min)切断分卷。
在千叶厂3号轧机全连续无头轧制取得成功经验后,日本新日铁公司和韩国浦项公司分别将其大分厂和光阳厂热连轧带钢机改造成能无头轧制的全连续热轧带钢机。

中国轧钢技术的进步与展望张树堂陈其安王国栋周积智刘相华(中国金属学会轧钢学会)摘要在二十世纪最后10年,中国轧钢技术取得了很大进步,主要表现在:先进生产流程的逐步确立;轧钢生产装备、技术的现代化;国产化比例日益增高,新技术得到应用推广;轧钢产品的品种调整已取得初步成效,质量有了较大幅度提高;一些重大开发和研究项目取得了重大进展。
关键词轧钢技术现代化品种调整PROGRESS AND PROSPECT OF STEEL ROLLING TECHNIQUE IN CHINAZhang Shutang Chen Qi’an Wang Guodong Zhou Jizhi(CSM Institute of Metalworking)ABSTRACT In the last 10 years of 20th century, the progress of steel rolling technique in China was obtained and has mainly been observed in following areas: gradual set-up of advanced production route; modernization of steel rolling equipment and technique; increase of domestic manufacturing ratio for new and revamping projects, adoption of new technique; primary result s of rolled product variety adjustment obtained, improvement of product quality; major progress of some R & D projects.KEY WORDS steel rolling technique, modernization, rolled product variety adjustment从1990年到1995年,中国钢铁产量年平均增长率达到了7.2%。

JFE钢铁公司轧钢技术的进步及展望本文概要介绍了JFE钢铁公司成立以来轧钢工艺的主要研究开发成果。
这些研究成果使JFE钢铁公司从第一道次轧制到最终产品的全生产工艺,在保证产品质量(尺寸精度、性能、表面质量等)的同时,提高了生产效率和成材率,并且降低了生产成本。
此外,高强度高韧性材料的开发,要求相应的稳定生产高级钢的轧钢技术和应对产品多样化的柔性生产技术。
为此,JFE钢铁不断进行更高端轧钢技术的研发。
轧钢工序的作用是将连铸钢坯轧制成薄板、厚板、型钢等各种不同形状的产品,并通过对轧材热履历的控制,使轧制产品具有各种不同的性能。
薄板、厚板、型钢轧制是利用基于材料在转动轧辊间延伸这个极简单原理的轧制技术,制造出满足客户要求的各种形状的产品,并且与高端的加热-冷却技术相结合,对钢的组织进行控制,提高产品的强度、延性和韧性。
连续退火和表面处理工序通过对钢材连续热履历的控制,使材质均匀化和具有耐蚀性和良好表面性状,提高最终产品的质量。
为了防止地球温暖化和满足环境保护的要求,需要使用更高强度、更好韧性的钢铁材料。
相应地,制造省资源材料的新型制造工艺也是不可或缺的技术。
而为了满足社会对节能环保要求的不断提高,钢铁工业也要不断降低制造过程中CO2和废弃物的排放。
此外,提高生产效率的生产线高速化连续化技术、以最低成本生产高级钢技术、多品种小批量的柔性生产技术等也是十分迫切的要求。
为应对上述要求,JFE钢铁公司持续不断地进行轧制工艺新技术研发,采用创新型轧制新技术,实现了高级钢的稳定生产。
本文概括介绍JFE钢铁公司成立以来轧钢工艺的主要研究开发成果,并对今后轧钢技术的发展进行展望。
1轧制技术的开发1.1热轧技术的开发薄钢板热轧生产在要求高生产效率的同时,还要求对坯料加热到轧制、冷却过程中轧材热履历进行控制,以生产出高质量的热轧薄板。
此外,还要求节能、生产稳定以及自由轧制生产多品种薄板。
1970年代以后,JFE钢铁公司在坯料加热方面,积极采用有效利用连铸坯显热、实现节能和CO2减排的热装直接轧制工艺(HDR)。
新世纪的轧钢创新工艺展望
新世纪的轧钢创新工艺展望
1 新世纪钢铁工业的发展特征-可持续发展要求的环境友好和资源再生钢铁工业在20世纪取得了重大发展,使钢铁材料成为全球应用的主要基础材料,其钢铁成型的主要方式-轧钢的连续化生产和控轧控冷技术是20世纪钢铁工业标志性的.技术进步,它和氧气转炉炼钢和精炼、连续铸钢并列为推动钢铁工业技术进步的三大技术,彻底改变了传统的钢铁生产工艺流程,为新世纪的紧凑式生产工艺流程奠定了基础.
作者:张树堂周积智作者单位:钢铁研究总院,北京,100081 刊名:中国冶金英文刊名: CHINA METALLURGY 年,卷(期): 2003 ""(1) 分类号: F407 关键词:。
从ECR无头连铸连轧看实现高效连铸的关键ECR无头连铸连轧工艺中的高效连铸技术环境保护、降低生产成本是钢铁生产永恒的主题。
10几年来薄板坯连铸连轧、铸坯热送、热装技术使连铸成为最活跃的领域,这些技术的发展与实践大幅度地降低了设备投入及生产成本,提高了产品的竞争力。
同板材相比,长材生产在这些方面的进展则没有那么明显。
一方面长材生产是以小型钢厂生产为特点,投资少,见效快,众多的生产厂情况各异,技术水平差异很大。
这是方坯连铸技术革新及新技术推广落后于板材的主要原因。
另一方面,长材产品在钢材的总产量中占有相当的比重,长材生产推广高效连铸、铸坯热送、热装技术以及连铸连轧技术潜力巨大。
ECR无头连铸连轧工艺生产实践表明,采用先进合理的连铸工艺及其配套的装备,浇注160x200mm规格的连铸坯,普碳钢浇铸速度最大可以达到6米/分钟,合金钢浇铸速度最大可以达到3.5米/分钟以上。
实现了无漏钢连铸。
经连铸机生产的连铸坯通过隧道式加热炉直接供给轧机,不间断地直接轧制。
ECR无头连铸连轧生产线可极大地缩短从定单到最终产品发货之间的供货周期,最短供货周期可小于4小时,提高了生产的灵活性。
与现有的其它生产工艺相比,ECR无头连铸连轧生产线特殊钢生产成本平均降低45-50美元/吨,普通钢生产成本平均降低12-14美元/吨。
ECR无头连铸连轧技术1 主要工业参数和产品大纲ABS厂的ECR无头连铸连轧生产线设计能力为年产50万吨特钢成品,一台90吨电炉及配套的精炼设备,车间生产能力为90吨/小时。
特钢成品为用于机械加工行业、汽车制造工业以及其他特钢应用领域的优质圆钢、方钢、六角钢棒、线材和棒卷。
ECR无头连铸连轧生产线生产特钢成品时可以保证在线处理,不经离线再加工就可以生产出符合要求的优质产品。
ECR无头连铸连轧生产线同时也可生产普钢。
生产普钢的优势是使工厂在非常广的成品规格范围内,具有非常高的生产能力。
生产圆钢、螺纹钢筋、线材和棒卷、中小型钢、工字钢和特殊型钢的能力在80万吨/年左右。