冷轧带钢生产简介
- 格式:ppt
- 大小:546.50 KB
- 文档页数:10
冷轧带钢生产工艺
冷轧带钢是一种常见的金属材料,生产过程需要经过多个工艺步骤。
下面是一个主要的冷轧带钢生产工艺的简化描述:
1. 原料准备:根据冷轧带钢的规格要求,选取适当的钢材作为原料。
原料应具备良好的可塑性和延展性。
2. 热轧:将原料加热至高温,通常在1100-1250℃之间。
通过
热轧工艺,将原料加工成所需的形状和尺寸。
这一步骤主要是为了提高钢材的可塑性和延展性。
3. 酸洗:通过酸洗工艺,将热轧后的钢材表面涂覆的铁锈、氧化物等杂质去除。
酸洗可以使用硫酸、盐酸等酸性溶液。
4. 冷轧:将经过酸洗的钢材送入冷轧机进行冷轧加工。
冷轧是通过辊子将钢材压制成所需的规格和尺寸。
这一步骤主要是为了提高钢材的表面光洁度、尺寸精度和力学性能。
5. 钢带退火:为了减小冷轧带钢的硬度,提高其延展性和塑性,需要对冷轧后的钢带进行退火处理。
退火温度一般在600-800℃之间,持续一定时间。
6. 表面处理:为了提高冷轧带钢的防锈性能和美观度,通常需要进行表面处理。
常见的表面处理工艺包括镀锌、涂油等。
7. 剪切和卷绕:将经过表面处理的冷轧带钢按照规格要求进行剪切和卷绕,形成卷盘状的成品。
8. 检验和质量控制:对生产出的冷轧带钢进行质量检验,包括外观检查、尺寸测量、化学成分分析、力学性能测试等。
9. 包装和储存:将质量合格的冷轧带钢进行包装,并储存在合适的场所,以待出售或进一步加工使用。
以上是一个主要的冷轧带钢生产工艺的简化描述,具体工艺步骤和参数会根据不同的钢材和产品要求而有所差异。

带钢冷轧生产工艺
带钢冷轧生产工艺
一、引言
带钢冷轧生产工艺是一种广泛应用于钢铁制造的重要技术,它能够将热轧带钢通过一系列的加工工序,生产出具有高精度、高质量的冷轧带钢产品。
这种工艺具有产品尺寸精度高、表面质量好、性能优良等特点,广泛应用于汽车、家电、建筑、机械制造等领域。
本文将对带钢冷轧生产工艺进行详细介绍。
二、带钢冷轧生产工艺流程
带钢冷轧生产工艺主要包括以下步骤:原料准备、酸洗、轧制、退火、平整、精整和检查等。
1. 原料准备
原料准备是冷轧工艺的第一步,包括选择合适的原材料、进行表面处理和厚度调整等。
原料的品质和精度对最终产品的质量和性能有着至关重要的影响。
2. 酸洗
酸洗的目的是去除带钢表面的氧化皮和杂质,以确保轧制过程中的表面质量和性能。
酸洗后的带钢要进行清洗和干燥。
3. 轧制
轧制是冷轧生产的核心环节,通过多道次的轧制,使带钢的厚度、宽度和长度等参数达到要求。
在轧制过程中,要控制好温度、轧制速度和压下量等参数,以保证产品的质量和性能。
4. 退火
退火的目的是调整带钢的机械性能和消除加工硬化现象。
根据不同的产品要求,退火工艺可以选择在常温下进行或有保护气体的加热退火。
5. 平整
平整的目的是进一步调整带钢的表面质量、机械性能和厚度精度。
通过平整处理,可以改善带钢的板形和平整度,提高产品的使用性能。
6. 精整
精整包括剪切、矫直、标识和包装等工序,是产品出厂前的最后处理阶段。
精整的目的是确保产品的尺寸精度、表面质量和外观质量符合要求,便于运输和使用。

冷轧带钢生产简介1. 引言冷轧带钢是一种重要的金属材料,在工业生产中应用广泛。
本文将介绍冷轧带钢的生产过程和主要应用领域。
2. 冷轧带钢的生产过程2.1 原材料准备冷轧带钢的主要原材料是热轧带钢,它通常由高炉炼铁产生的热带钢经过热轧工序获得。
热带钢的厚度通常在2~10mm之间。
2.2 酸洗热带钢经过酸洗工艺,主要是为了去除表面的氧化铁皮和锈蚀物,提高带钢表面的平整度和光亮度。
酸洗一般采用盐酸溶液进行。
2.3 冷轧经过酸洗的热带钢进入冷轧机组,通过多道次的冷轧工序,逐渐降低带钢的厚度,提高其表面质量。
冷轧带钢的厚度通常在0.2~3mm之间。
2.4 退火冷轧后的带钢具有较高的硬度和脆性,需要进行退火处理,以改善其力学性能和加工性能。
退火一般在加热炉中进行,通过控制加热温度和保温时间来达到目标性能。
2.5 铣切退火后的冷轧带钢经过铣切工序,将其切割成各种规格的带钢板。
2.6 包装和贮存铣切后的带钢板进行包装和贮存,以便后续的运输和使用。
3. 冷轧带钢的主要应用领域3.1 汽车工业冷轧带钢在汽车工业中应用广泛,用于制造汽车车身和零部件。
其优异的机械性能和表面质量保证了汽车的安全性和外观质量。
3.2 家电行业冷轧带钢在家电行业中用于制造冰箱、洗衣机、空调等产品的外壳和零部件。
其表面平整度和光亮度使得产品更具美观性。
3.3 建筑领域冷轧带钢常用于建筑结构中的承重构件和外墙装饰材料。
其良好的强度和耐久性能确保了建筑物的安全和持久。
3.4 电子行业冷轧带钢在电子行业中用于制造手机外壳、电子元器件等。
其高精度的尺寸控制和表面质量保证了产品的性能和可靠性。
4. 结论冷轧带钢是一种重要的金属材料,其生产过程包括原材料准备、酸洗、冷轧、退火、铣切、包装和贮存等工序。
冷轧带钢在汽车工业、家电行业、建筑领域和电子行业等方面都有广泛应用。
随着技术的不断进步,冷轧带钢的质量和性能将会得到进一步提高,满足更多领域的需求。
冷轧板带钢生产工艺冷轧板带钢是一种轧制工艺,通过将热轧板带钢进行再加工,使其在较低的温度下进行塑性变形,以获得更高的机械性能和更好的表面质量。
下面是冷轧板带钢的生产工艺。
冷轧板带钢的生产工艺主要包括原料处理、轧制、脱皮、退火和表面处理等环节。
首先是原料处理。
冷轧板带钢的主要原料是热轧板带钢,在生产过程中,需要对热轧板带钢进行拷边和切割,将其切割成适合冷轧的宽度和长度。
同时,为了进一步提高冷轧板带钢的表面质量,还需要对切割后的边缘进行修整和除锈处理。
接下来是轧制。
轧制是冷轧板带钢的核心工艺,主要通过轧机进行,将热轧板带钢在室温下进行塑性变形。
在轧制过程中,需要使用一系列的轧辊进行多道次的轧制,以逐步减小板带钢的厚度,并达到所需的规格要求。
轧制过程中,还需要控制好轧机的工作参数,如轧制力、轧制速度等,以保证产品的机械性能和尺寸精度。
轧制后,冷轧板带钢通常会出现脱皮现象,即表面有一层薄膜剥落。
为了去除脱皮层,常采用脱皮处理。
脱皮可通过刮刀脱皮或钢丝刷脱皮等方法进行。
脱皮后的冷轧板带钢还需要进行退火处理。
退火是为了消除轧制过程中的残余应力和晶粒变粗,使产品具有良好的塑性和韧性。
退火过程通常分为初始退火和终退火两个阶段,通过控制退火温度和保温时间,以达到所需的力学性能。
最后是表面处理。
冷轧板带钢经过退火后,表面通常会有氧化层和残留的油脂等物质,需要经过酸洗等表面处理工艺去除。
酸洗过程中,通常使用稀盐酸或硫酸等酸性溶液进行,以去除表面的铁锈和污垢,并使产品表面光洁度和外观质量得到保证。
以上就是冷轧板带钢的生产工艺,通过原料处理、轧制、脱皮、退火和表面处理等环节的有序进行,能够获得满足要求的优质冷轧板带钢产品。
冷轧带钢的生产工艺
冷轧带钢是一种重要的金属材料,广泛应用于汽车、电器、机械制造等行业。
其生产工艺主要包括原料准备、轧制、冷卷、退火等几个主要过程。
首先,原料准备是冷轧带钢的第一道工序。
原料一般采用热轧带钢,将其通过酸洗、清洗等工艺处理,去除表面的氧化铁皮、锈垢等杂质,使其表面光洁,以提高后续工序的质量。
接下来,原料经过轧制工序。
首先是将经过处理的原料带钢进入轧机,在辊缝中受到加热和压力作用,通过轧辊的旋转和带钢的传动,使其逐渐变薄、变形,并使其宽度、厚度等尺寸满足要求。
然后,冷卷是冷轧带钢生产工艺中的重要环节。
冷卷是指通过冷轧机对轧制后的带钢进行再次轧制,使其加工硬度增加,同时改善其机械性能,并获得所需尺寸的带钢。
最后,退火是冷轧带钢生产工艺中的最后一个环节。
退火是指通过加热带钢到一定温度,并进行保温一段时间,然后缓慢冷却,使其组织结构发生变化,消除冷加工应力,提高带钢的塑性、硬度和韧性。
除了以上几个主要的工序,冷轧带钢的生产还需要进行质检、修边、卷取、打包等工序,以确保最终产品的质量和外观。
总的来说,冷轧带钢的生产工艺是一个复杂的过程,需要通过
多个工序的组合来获得最终产品。
每个工序的操作都需要严格控制和精确操作,以保证冷轧带钢的质量和性能。

冷轧带钢在汽车生产应用及发展摘要冷轧带钢作为一种重要的金属材料,在汽车制造领域中具有广泛的应用。
本文将介绍冷轧带钢在汽车生产中的应用和发展现状。
首先,我们将介绍冷轧带钢的基本概念和特性;然后,我们将探讨冷轧带钢在汽车制造中的应用领域,包括车身结构、汽车零部件和发动机系统;最后,我们将分析冷轧带钢在汽车生产中的发展趋势和挑战,并指出未来的发展方向。
1. 冷轧带钢的概述冷轧带钢是通过冷轧工艺将热轧钢卷经过多道次的压下和拉拔而成的钢带。
与热轧钢相比,冷轧带钢具有更高的平整度、更好的表面质量和更窄的尺寸公差。
冷轧带钢可以根据其成分和性能分为各种不同的牌号和种类,以满足不同应用领域的需求。
2. 冷轧带钢在汽车制造中的应用2.1 车身结构冷轧带钢在汽车车身结构中扮演着重要的角色。
由于其优异的强度和韧性,冷轧带钢可以用于制造车身的承重部件,如前后车身梁、门柱和地板梁等。
此外,冷轧带钢还可以用于制造车身的非承重部件,如车门、车顶和车尾门等。
2.2 汽车零部件冷轧带钢在汽车零部件中也有广泛的应用。
它可以用于制造各种结构件,如悬挂系统的弹簧片和减震器片,制动系统的制动片和制动鼓,以及传动系统的离合器板等。
冷轧带钢还可以用于制造汽车的管道系统和连接件。
2.3 发动机系统冷轧带钢在汽车发动机系统中也起着重要的作用。
它可以用于制造发动机缸体、曲轴箱、活塞、连杆和气门等关键部件。
冷轧带钢由于其高强度和良好的耐磨性,可以提高发动机的性能和可靠性。
3. 冷轧带钢在汽车生产中的发展趋势和挑战3.1 发展趋势随着汽车制造技术的进步和对车辆性能要求的不断提高,冷轧带钢在汽车生产中的应用将继续增加。
未来的发展趋势包括提高冷轧带钢的强度和韧性,增加其可焊性和耐腐蚀性,减小材料厚度和重量,以及提高生产效率。
3.2 挑战和解决方案冷轧带钢在汽车生产中面临着一些挑战。
首先,为了提高冷轧带钢的强度和韧性,需要开发新的合金设计和处理工艺。
其次,冷轧带钢的可焊性和耐腐蚀性也需要进一步提高。
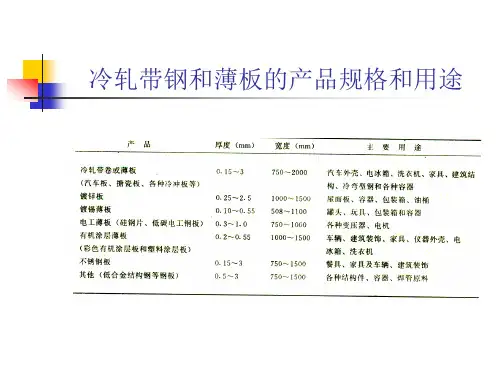
冷轧带钢生产技术冷轧带钢生产线技术解析1、了解带钢:带钢是相对于钢卷,由中小型生产线冷轧工艺轧制而成的带钢产品。
冷轧带钢的用途可谓广泛,根据后期的加工方式,可以分为如下类型:(1) 带式:如打包带、铠装电缆用带等;(2) 管式:如薄壁管(含家具用管)、复合管、缠绕管等;(3) 冷弯型材:如滑轨、龙骨、塑钢内衬、电缆桥架;(4) 压型钢板:如卷帘门板、钢结构建筑围护用墙板、屋面板等;(5) 冲压用板:如电池壳体、汽车用板、家电用板等。
冷轧的关键工序:一为酸洗、二为冷轧、三为热处理、四为平整。
酸洗是为了去除对冷轧有害的原料钢卷表面上的氧化铁皮;冷轧是生产冷轧板带钢的关键工序;热处理在冷轧工序中有二个作用,一是消除冷轧带钢的加工硬化和残余应力,软化金属,改善塑性,以便于进一步进行冷轧或其它加工;二是改善组织结构,产生所需要的晶粒大小和取向;平整是精整工序中十分重要的工序,它可以改善带钢的性能,提高钢板的成形性能,提高钢带的平直度及改善钢板的表面状态。
冷轧工艺的定义:轧制是将金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度增加的压力加工方法,这是生产钢材最常用的生产方式,冷轧即是在常温下完成的轧制过程,其所使用的原料为热轧加工成的板带(卷)。
2、酸洗工艺带钢冷轧前必须酸洗,清洗其表面氧化铁皮,因为氧化铁皮在冷轧时会损坏轧辊表面,而导致带钢表面产生缺陷。
通常热轧带钢表面氧化铁皮通常是3层结构:外层为Fe2O3(三氧化二铁),中层为Fe304(四氧化三铁),内层为Fe0(氧化铁)。
先进的冷轧厂多采用高速运行的连续酸洗机组或推拉式酸洗。
以连续酸洗为例,是将带钢连续地通过几个酸洗槽进行酸洗。
为使作业线上过程连续,将前一个热轧带钢卷的尾部和后一个钢卷头部焊接起来,酸洗后带钢按需要的卷重、卷径切断带钢并收卷。
连续酸洗机组除完成清除带钢表面氧化铁皮的任务外,还有几个作用:(1) 用圆盘剪将带钢侧边剪齐。
冷轧带钢生产工艺及设备冷轧带钢的生产一、冷轧带钢的生产原料1、原料:冷轧带钢主要由碳钢板材加工而成,碳钢由大量碳素、硅、镁、铬、锰、钼和硫等材料组成,中碳钢含碳量在0.3~0.6%之间,含碳量越高,耐磨性越强。
2、辅料:不同的生产要求,冷轧带钢可以加入各种不同的金属,金属的品种、质量、形状和重量不同,都不同,可以改变带钢的物理力学性能。
二、冷轧带钢的生产过程1、备料:包括带肋的热轧带钢板的检验、拆卸、锯开、定位、成形锯、磨削、精加工等,以确保原料的整洁与精度要求,并以原料尺寸进行预拉伸。
2、酸洗:采用酸洗废液,在装有碱溶液槽、酸洗槽和潜水式清洗槽的酸洗设备上,分别处理原料,使原料表面光滑,并去除油污,为加工后程做好准备。
3、退火:主要用于硬度调整,让带钢带变软以保证后续的加工过程。
4、轧制:经过退火处理带钢后,再进行轧制处理,主要有圆轧和平轧。
圆轧能使带钢表面形成桃形的品质结构,改进带钢的强度和韧性。
5、退火矫平:圆轧、丝条及钢棒等到达要求的尺寸时,需要进行退火矫平,以减少面积拉伸的变形,使其获得理想的宽度和尺寸。
6、清洗:清洗带钢表面的粗糙细节,使带钢表面更加美观、洁净、细腻,以及孔隙界面更易吸收油脂。
7、检测探伤:对冷轧带钢进行纵向和横向的检测,确保产品的完整性,以确保质量满足用户的要求。
三、冷轧带钢的生产设备1、热轧机:用于生产冷轧材料的主要机械,有独立轧辊组轧机、整体轧辊组热轧机、有轧辊组仿形轧机。
2、冷轧机:采用冷轧设备可以生产出高精度的冷轧材料,有平轧机、双辊轧机、圆轧机等,同时还有操作倒梁机来改变带钢纹波,增强工程使用性能。
3、酸洗机:一种由多个可调节的酸洗腔体组成的机械,用于酸洗和清洗冷轧带钢条,去除表面的污染物及油污。
4、球磨机:用于有效去除表面缺陷,修补表面缺陷,增加表面洁净度的装置。
四、冷轧带钢的生产管理1、产品技术管理:为了满足生产要求,需要进行产品技术管理,主要有研发、质量控制、交付、产品能力管理、成本核算、流程改善等。
冷轧带钢生产工艺及设备pdf
冷轧带钢生产工艺及设备
一、冷轧工艺流程
1、钢板分切、卷板下料:首先将钢板分切成卷板,然后进行下料,完成分板;
2、冷轧成型:将分切得到的卷板,放入冷轧机中,使用压辊、模具进行成型,形成所需的带钢;
3、辊磨:将冷轧出来的带钢经过辊磨处理,以达到所需的表面质量;
4、清理:将辊磨后的带钢,经过清理处理,将外表上的锈垢以及不必要的杂质清理掉;
5、精整:将清理后的带钢经过精整处理,以达到所需的尺寸要求;
6、分段:将精整后的带钢分段,分段过程为表面整理、化学处理等;
7、检验:将分段后的带钢送去检验,检查其尺寸、丝孔精度、表面外观、抗拉强度等,确保冷轧带钢质量符合标准。
二、冷轧带钢生产设备
1、卷板机:用于分切钢板,得到所需尺寸的卷板;
2、冷轧机:用于冷轧成型,将卷板成型为所需的带钢;
3、辊磨机:用于处理带钢表面,以达到所需的表面质量;
4、清理机:用于清理成型带钢表面上的锈垢以及不必要的杂质,以达到所需的表面外观;
5、精整机:用于处理带钢尺寸,以达到所需的尺寸精度;
6、检验仪:用于查看冷轧后的带钢质量,确保其尺寸、丝孔精度、表面外观、抗拉强度等符合标准。
总之,冷轧带钢生产需要利用钢板分切、冷轧成型、辊磨、清理、精整、分段、检验等工艺流程,同时也需要卷板机、冷轧机、辊磨机、清理机、精整机、检验仪等一系列设备,以保证其质量符合标准且生产效率达标。