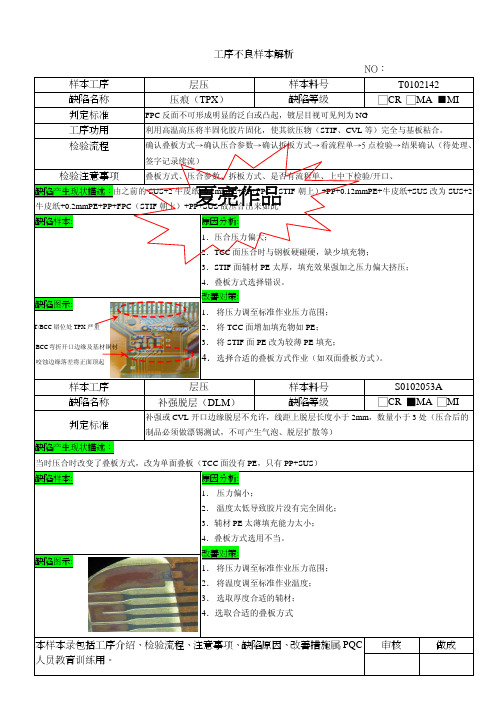
FPC干制程不良图片
- 格式:pdf
- 大小:1.13 MB
- 文档页数:40

开料:裁剪是FPC原材料制作的首站,其品质问题对其后影响较大,而且也是成本的一个控制点,由于裁剪机械程度较高,对机械性能和保养尤为重要,且要求裁剪设备精度基本可以达到所裁剪的精度,所以在对操作员操作技术熟练程度及责任心特别要求。
1、开料前要注意检查:1>、取出来的材料型号是否与MI是否一致2>、确保材料在生产日期之内3>、检查材料对否因为存储环境导致变质2、产品常见不良及预防:未数不足、压痕、折痕、板翘、氧化、幅宽。
1>、未数不足:裁切公差引起,手工操作引起。
2>、压痕:材料本身,操作引起(裁切机转动引起)。
3>、折痕:卷曲包装材料与管轴连接处,材料的接点,操作引起(裁切机转动引起)。
4>、板翘:卷曲包装材料的管轴偏小(77mm可换成152mm),冷藏的材料(Coverlay)。
冰箱里取出后回温四小时后亦会自然平整,过分干燥亦会引起材料翘板。
5>、氧化:材料的氧化主要与保存环境的湿度和保存时间有关。
6>、幅宽:产生材料的幅宽误差是与材料的分切设备有关。
3、控制不良方法:上述大部分不良都与员工操作有关,即认为因素。
针对此,采取以下解决方法。
1>、操作者应带手套和指套,防止铜箔表面因接触手上的汗渍等氧化。
2>、正确的架料方式,防止邹折。
3>、不可裁偏,手对裁时不可破坏冲制定位孔和测试孔。
如无特殊说明时裁剪公差为单面板为±1mm ,双面板为±0.3mm。
4>、裁剪尺寸时不能有较大误差,而且要注意其垂直性,即裁剪为张时四边应为垂直(<2°)。
5>、材料品质,材料表面不可有皱折、污点、重氧化现象,所裁切材料不可有毛边、溢胶等。
6>、机械保养:严格按照<自动裁剪机保养检查纪录表>之执行。
钻孔:有时为了让一般的线路板符合客户的要求,常常要钻出不同用途的孔,例如,测试孔、定位孔、导通孔(双面板、多面板)、零件孔、识别孔等。

FPC制程中常见不良因素在FPC(柔性印刷电路)制程中,常见的不良因素包括以下几个方面:1. 材料问题:材料是FPC制程的基础,而使用劣质或不合格的材料会直接影响到产品质量。
例如,基材的厚度不均匀、柔韧度不够或表面有缺陷等都会导致制程中的不良。
2. 印刷问题:印刷是FPC制程中的一个重要步骤,而不良的印刷会直接影响到导线的连接和绝缘层的性能。
常见的印刷问题包括图形失真、线宽不一致、线间距不符合要求等。
3. 焊接问题:焊接是FPC制程中连接电子元件的关键步骤,而不良的焊接会导致电子元件与FPC之间的连接不牢固,甚至出现接触不良或短路等问题。
常见的焊接问题有焊点不完整、焊接温度不稳定或焊盘设计不良等。
4. 切割问题:在FPC制程中,切割是将制成好的FPC板切割成需要的尺寸的步骤。
然而,不良的切割会导致切割边缘不平整、切割过深或切割过浅等问题,影响到产品的外观和实用性。
5. 测试问题:最后一个环节是对FPC产品进行测试,以确保其质量符合要求。
不良的测试会导致缺陷产品进入市场,给消费者带来损失。
常见的测试问题包括测试设备故障、测试程序不完善或测试指标不准确等。
综上所述,FPC制程中的不良因素主要包括材料问题、印刷问题、焊接问题、切割问题和测试问题。
在FPC制程中,为了确保产品质量和性能,必须对这些不良因素进行有效的预防和控制。
延续上述所说的FPC制程中常见不良因素,以下是关于每个因素的详细解释和有效控制措施:1. 材料问题:在FPC制程中,选择高质量的基材和覆盖层材料至关重要。
首先,基材的厚度应均匀,以确保整个FPC板的弯曲性和柔韧性一致。
其次,基材表面应无异物、凹凸或损伤,以防止材料在制程中的破裂或损坏。
另外,覆盖层材料的粘附性和耐磨性也必须符合要求,以确保FPC板的绝缘和保护功能。
要解决材料问题,厂商应严格选择和采购合格的材料,并确保供应商提供的材料符合相关标准和要求。
2. 印刷问题:在FPC制程中,印刷是将导线层印在基材表面的关键步骤。



FPC 生产过程常见不良原因分析2010-12-16 23:44:05| 分类:FPC 生产过程常见 | 标签:拉丝/拖尾 how to solve tail |字号大中小订阅1、拉丝/拖尾现象:拉丝/拖尾,点胶中常见缺陷生原因:胶嘴内径太小,点胶压力太高,胶嘴离PCB的间距太大,粘胶剂过期或品质不好,贴片胶黏度太高,从冰箱中取出后未能恢复到室温,点胶量太多等。
解决办法:改换内径较大的胶嘴,降低点胶压力,调节“止动”高度,换胶,选择适合黏度的胶种,从冰箱中取出后应恢复到室温(约4h),调整点胶量。
2、胶嘴堵塞现象:胶嘴出量偏少活没有胶点出来。
生原因:针孔内未完全清洗干净,贴片胶中混入杂质,有堵孔现象,不相容的胶水相混合。
解决办法:换清洁的针头,换质量较好的贴片胶,贴片胶牌号不应搞错。
3、孔打现象:只有点胶动作,无出现胶量。
产生原因:混入气泡,胶嘴堵塞解决方法:注射筒中的胶应进行脱气泡处理(特别是自己装的胶),按胶嘴堵塞方法处理。
4、元器件偏移象:固化元器件移位,严重时元器件引脚不在焊盘上。
产生原因:贴片胶出胶量不均匀(例如片式元件两点胶水一个多一个少),贴片时,元件移位,贴片胶黏力下降,点胶后PCB放置时间太长,胶水半固化。
解决办法:检查胶嘴是否有堵塞,排除出胶不均匀现象,调整贴片机工作状态,换胶水,点胶后PCB放置时间不应过长(小于4h)。
5、固化后,元器件黏结强度不够,波峰焊后会掉片现象:固化后,元器件黏结强度不够,低于规范值,有时用手触摸会出现掉片产生原因:固化后工艺参数不到位,特别是温度不够,元件尺寸过大,吸热量大,光固化灯老化,胶水不够,元件/pcb有污染。
解决办法:调整固化曲线,特别是提高固化温度,通常热固化胶的峰值固化温度很关键,达到峰值温度易引起掉片,对光固化胶来说,应观察光固化灯是否老化,灯管是否有发黑现象,胶水的数量,元件/pcb是否有污染。
6、固化后元件引脚上浮/移位现象:固化后元件引脚浮起来或移位,波峰焊后锡料会进入焊盘,严重时会出现短路和开路。
开料:裁剪是FPC原材料制作的首站,其品质问题对其后影响较大,而且也是成本的一个控制点,由于裁剪机械程度较高,对机械性能和保养尤为重要,且要求裁剪设备精度基本可以达到所裁剪的精度,所以在对操作员操作技术熟练程度及责任心特别要求。
1、开料前要注意检查:1>、取出来的材料型号是否与MI是否一致2>、确保材料在生产日期之内3>、检查材料对否因为存储环境导致变质2、产品常见不良及预防:未数不足、压痕、折痕、板翘、氧化、幅宽。
1>、未数不足:裁切公差引起,手工操作引起。
2>、压痕:材料本身,操作引起(裁切机转动引起)。
3>、折痕:卷曲包装材料与管轴连接处,材料的接点,操作引起(裁切机转动引起)。
4>、板翘:卷曲包装材料的管轴偏小(77mm可换成152mm),冷藏的材料(Coverlay)。
冰箱里取出后回温四小时后亦会自然平整,过分干燥亦会引起材料翘板。
5>、氧化:材料的氧化主要与保存环境的湿度和保存时间有关。
6>、幅宽:产生材料的幅宽误差是与材料的分切设备有关。
3、控制不良方法:上述大部分不良都与员工操作有关,即认为因素。
针对此,采取以下解决方法。
1>、操作者应带手套和指套,防止铜箔表面因接触手上的汗渍等氧化。
2>、正确的架料方式,防止邹折。
3>、不可裁偏,手对裁时不可破坏冲制定位孔和测试孔。
如无特殊说明时裁剪公差为单面板为±1mm ,双面板为±0.3mm。
4>、裁剪尺寸时不能有较大误差,而且要注意其垂直性,即裁剪为张时四边应为垂直(<2°)。
5>、材料品质,材料表面不可有皱折、污点、重氧化现象,所裁切材料不可有毛边、溢胶等。
6>、机械保养:严格按照<自动裁剪机保养检查纪录表>之执行。
钻孔:有时为了让一般的线路板符合客户的要求,常常要钻出不同用途的孔,例如,测试孔、定位孔、导通孔(双面板、多面板)、零件孔、识别孔等。


各制程的制作要点自动裁剪裁剪是整个FPC源材料制作的首站,其质量问题对后其影响较大,而且是成本的一个控制点,由于裁剪机械程度较高,对机械性能和保养大为重要.而且裁剪机设备精度基本可以达到所裁剪物的精度要求,所以在对操作员操作技术及熟练程度和责任心提高为重点.1. 原材料编码的认识如; B 08 N N 0 0 R 1 B 250B铜箔类 08:厂商代码 1N层别,N,铜片S,单面板D,双面板 2N绝缘层类别 N.无绝缘层类别K.kapthon P.polyster 10 绝缘层厚度 0,无 1:1mil 2:2mil 20绝缘层与铜片间有无粘着剂 0;无 1;有R,铜皮类别 A:铝箔H:高延展性电解铜R:压延铜E:电解铜 1,铜皮厚度 B,铜皮处理 R:棕化G:normal 250,宽度码Coverlay编码原则2. 制程质量控制根据首件A.操作者应带手套和指套,防止铜箔表面因接触手上之汗渍等氧化.B.正确的架料方式,防止邹折.C.不可裁偏,手对裁时不可破坏冲制定位孔和测试孔.如无特殊说明裁剪公差为张裁时在±1mm 条D.裁时在0.3mm内E.裁剪尺寸时不能有较大误差,而且要注意其垂直性,即裁剪为张时四边应为垂直(<2°)G.材料质量,材料表面不可有皱折,污点,重氧化现象,所裁切材料不可有毛边,溢胶等.3. 机械保养严格按照<自动裁剪机保养检查纪录表>之执行.CNC:CNC是整个FPC流程的第一站,其质量对后续程序有很大影响.CNC基本流程:组板→打PIN→钻孔→退PIN.1. 组板选择盖板→组板→胶带粘合→打箭头(记号)基本组板要求:单面板 15张单一铜 10张或15张双面板 10张单一铜 10张或15张黄色Coverlay 10张或15张白色Coverlay 25张辅强板根据情况3-6张盖板主要作用:A:减少进孔性毛头 B:防止钻机和压力脚在材料面上造成的压伤.C:使钻尖中心容易定位避免钻孔位置的偏斜 D:带走钻头与孔壁摩擦产生的热量.减少钻头的扭断.2. 钻针管制办法a. 使用次数管制b. 新钻头之辨识方法c. 新钻头之检验方法3. 品质管控点a. 正确性;依据对b. 钻片及钻孔数据确认产品孔位与c. 孔数的正确性,并check断针监视孔是否完全导通.d. 外观质量;不e. 可有翘铜,毛边之不f. 良现象.4. 制程管控a. 产品确认b.流程确认c. 组合确认d.尺寸确认e. 位置确认f. 程序确认g.刀具确认h.坐标确认i. 方向确认.5. 常见不良表现即原因断针 a.钻机操作不当 b.钻头存有问题c.进刀太快等毛边 a.盖板,垫板不正确 b. 钻孔条件不对 c. 静电吸附等等7. 良好的钻孔质量a. 操作人员;技术能力,责任心,熟练程度b. 钻针;材质,形状,钻数,钻尖c. 压板;垫板;材质,厚度,导热性d. 钻孔机;震动,位置精度,夹力,辅助性能e. 钻孔参数;分次/单次加工方法,转数,进刀退刀速.f. 加工环境;外力震h. 动,噪音,温度,湿度相关连接;我司28日,机种F5149-001-CO1 由于程序的使用误用,造成钻孔’’不良’’2700张,虽然两公司都有工作上的疏忽,但对于我司的质量要求,故也要对程序要有个相对完善的管理方案.P.T.H站1.PTH原理及作用PTH即在不外加电流的情况下,通过镀液的自催化(钯和铜原子作为催化剂)氧化还原反应,使铜离子析镀在经过活化处理的孔壁及铜箔表面上的过程,也称为化学镀铜或自催化镀铜,化学反应方程式:2.PHT流程及各步作用整孔→水洗→微蚀→水洗→酸洗→水洗→水洗→预浸→活化→水洗→速化→水洗→水洗→化学铜→水洗.a. 整孔;清洁板面,将孔壁的负电荷极化为政电荷,已利与带负电荷的钯胶体粘附.b. 微蚀;清洁板面;粗化铜箔表面,以增加镀层的附着性.c. 酸洗;清洁板面;除去氧化层,杂质.d. 预浸;防止对活化槽的污染.e. 活化;使钯胶体附着在孔壁.f. 速化;将Pd离子还原成Pd原子,使化学铜能锡镀上去。
FPC各制程的不良原因分析及管制重点各制程的制作要点自动裁剪裁剪是整个FPC源材料制作的首站,其质量问题对后其影响较大,而且是成本的一个控制点,由于裁剪机械程度较高,对机械性能和保养大为重要.而且裁剪机设备精度基本可以达到所裁剪物的精度要求,所以在对操作员操作技术及熟练程度和责任心提高为重点.1. 原材料编码的认识如; B 08 N N 0 0 R 1 B 250B铜箔类 08:厂商代码 1N层别,N,铜片S,单面板D,双面板 2N绝缘层类别 N.无绝缘层类别K.kapthon P.polyster 10 绝缘层厚度 0,无 1:1mil 2:2mil 20绝缘层与铜片间有无粘着剂 0;无 1;有R,铜皮类别 A:铝箔H:高延展性电解铜R:压延铜E:电解铜 1,铜皮厚度 B,铜皮处理 R:棕化G:normal 250,宽度码Coverlay编码原则2. 制程质量控制根据首件A.操作者应带手套和指套,防止铜箔表面因接触手上之汗渍等氧化.B.正确的架料方式,防止邹折.C.不可裁偏,手对裁时不可破坏冲制定位孔和测试孔.如无特殊说明裁剪公差为张裁时在±1mm 条D.裁时在0.3mm内E.裁剪尺寸时不能有较大误差,而且要注意其垂直性,即裁剪为张时四边应为垂直(<2°)G.材料质量,材料表面不可有皱折,污点,重氧化现象,所裁切材料不可有毛边,溢胶等.3. 机械保养严格按照<自动裁剪机保养检查纪录表>之执行.CNC:CNC是整个FPC流程的第一站,其质量对后续程序有很大影响.CNC基本流程:组板→打PIN→钻孔→退PIN.1. 组板选择盖板→组板→胶带粘合→打箭头(记号)基本组板要求:单面板 15张单一铜 10张或15张双面板 10张单一铜 10张或15张黄色Coverlay 10张或15张白色Coverlay 25张辅强板根据情况3-6张盖板主要作用:A:减少进孔性毛头B:防止钻机和压力脚在材料面上造成的压伤.C:使钻尖中心容易定位避免钻孔位置的偏斜D:带走钻头与孔壁摩擦产生的热量.减少钻头的扭断.2. 钻针管制办法a. 使用次数管制b. 新钻头之辨识方法c. 新钻头之检验方法3. 品质管控点a. 正确性;依据对b. 钻片及钻孔数据确认产品孔位与c. 孔数的正确性,并check断针监视孔是否完全导通.d. 外观质量;不e. 可有翘铜,毛边之不f. 良现象.4. 制程管控a. 产品确认b.流程确认c. 组合确认d.尺寸确认e. 位置确认f. 程序确认g.刀具确认h.坐标确认i. 方向确认.5. 常见不良表现即原因断针 a.钻机操作不当 b.钻头存有问题c.进刀太快等毛边 a.盖板,垫板不正确 b. 钻孔条件不对 c. 静电吸附等等7. 良好的钻孔质量a. 操作人员;技术能力,责任心,熟练程度b. 钻针;材质,形状,钻数,钻尖c. 压板;垫板;材质,厚度,导热性d. 钻孔机;震动,位置精度,夹力,辅助性能e. 钻孔参数;分次/单次加工方法,转数,进刀退刀速.f. 加工环境;外力震h. 动,噪音,温度,湿度相关连接;我司28日,机种F5149-001-CO1 由于程序的使用误用,造成钻孔’’不良’’2700张,虽然两公司都有工作上的疏忽,但对于我司的质量要求,故也要对程序要有个相对完善的管理方案.P.T.H站1.PTH原理及作用PTH即在不外加电流的情况下,通过镀液的自催化(钯和铜原子作为催化剂)氧化还原反应,使铜离子析镀在经过活化处理的孔壁及铜箔表面上的过程,也称为化学镀铜或自催化镀铜,化学反应方程式:2.PHT流程及各步作用整孔→水洗→微蚀→水洗→酸洗→水洗→水洗→预浸→活化→水洗→速化→水洗→水洗→化学铜→水洗.a. 整孔;清洁板面,将孔壁的负电荷极化为政电荷,已利与带负电荷的钯胶体粘附.b. 微蚀;清洁板面;粗化铜箔表面,以增加镀层的附着性.c. 酸洗;清洁板面;除去氧化层,杂质.d. 预浸;防止对活化槽的污染.e. 活化;使钯胶体附着在孔壁.f. 速化;将Pd离子还原成Pd原子,使化学铜能锡镀上去。
FPC制程中常见不良因素一. 裁切裁剪是FPC原材料制作的首站,其品质问题对其后影响较大,而且也是成本的一个控制点,由于裁剪机械程度较高,对机械性能和保养尤为重要.且要求裁剪设备精度基本可以达到所裁剪物的精度,所以在对操作员操作技术熟练程度及责任心特别要求.A.产品常见不良:未数不足,压痕,摺痕,板翘,氧化,幅宽.1.未数不足:裁切公差引起,手工操作引起.2.压痕:材料本身,操作引起(裁切机转动引起).3.摺痕:卷曲包装材料与管轴连接处,材料的接点, 操作引起(裁切机转动引起).4.板翘: 卷曲包装材料的管轴偏小(77mm可换成152mm),冷藏的材料(Coverlay)冰箱里取出后回温四小时后亦会自然平整,过分干燥亦会引起材料翘板.5.氧化:材料的氧化主要与保存环境的湿度和保存时间有关.6.幅宽:产生材料的幅宽误差是与材料的分切设备.B. 认识原材料的编码:如铜箔类别;厂商代码;层别;单双面板;绝缘层类别;无绝缘层类别绝缘层厚度;绝缘层与铜片间有无粘着剂;铜皮厚度;铜皮处理;宽度码.C.生产工艺要求:1.操作者应带手套和指套,防止铜箔表面因接触手上之汗渍等氧化.2.正确的架料方式,防止邹折.3.不可裁偏,手对裁时不可破坏冲制定位孔和测试孔.如无特殊说明时裁剪公差为单面板为±1mm 双面板为±0.3mm4.裁剪尺寸时不能有较大误差,而且要注意其垂直性,即裁剪为张时四边应为垂直(<2°)5.材料品质,材料表面不可有皱折,污点,重氧化现象,所裁切材料不可有毛边,溢胶等.6.机械保养:严格按照<自动裁剪机保养检查纪录表>之执行.二. 钻孔(CNC)CNC是整个FPC流程的第一站,其品质对后续程序有很大影响.CNC基本流程:组板→打PIN→钻孔→退PIN.A.产品常见不良:扯胶,尺寸涨缩.1.扯胶:A.胶粘剂性能(胶粘剂的软化点是60-90℃),B.叠层数量(正常9张),受到的阻力,转速,孔径(⊙为3),钻孔条件(设备,垫板,进刀数,退刀数)(进刀数0.6M/分钟,转速7.5万/分钟,退刀数25M/分钟,切片后150℃烘烤1小时).2.尺寸涨缩:材料切片后150℃烘烤1小时钻孔,正常标准为0.1%的尺寸涨缩,一般情况下MD方向会收缩,TD方向会膨胀.B. 生产工艺要求选择盖板→组板→胶带粘合→打箭头(记号)1.基本组板要求:单面板 15张单一铜 10张或15张双面板 10张单一铜 10张或15张黄色Coverlay 10张或15张白色Coverlay 25张辅强板根据情况3-6张2.盖板主要作用:a.减少进孔性毛头.b.防止钻机和压力脚在材料面上造成的压伤.c.使钻尖中心容易定位避免钻孔位置的偏斜.d.带走钻头与孔壁摩擦产生的热量,减少钻头的扭断.3.钻针管制办法a.使用次数管制.b.新钻头之辨识方法.c.新钻头之检验方法.4.品质管控要点a.依据钻片及钻孔资料确认产品孔位与孔数的正确性,并检查断针,验视钻孔是否完全导通.b.外观品质不可有翘铜,毛边之不良现象.5.生产制程管控要点a.产品确认b.流程确认c.组合确认d.尺寸确认e.位置确认f.程序确认g.刀具确认h.坐标确认i.方向确认.6. 生产中操作常见不良表现和原因a.断针 :①钻机操作不当,②钻头存有问题,③进刀太快等b.毛边 :①盖板,垫板不正确,②钻孔条件不对,③静电吸附等等7. 影响到钻孔品质的主要原因:a. 操作人员;技术能力,责任心,熟练程度b. 钻针;材质,形状,钻数,钻尖c. 压板;垫板;材质,厚度,导热性d. 钻孔机;震动,位置精度,夹力,辅助性能e. 钻孔参数;分次/单次加工方法,转数,进刀退刀速.f. 加工环境;外力震动,噪音,温度,湿度三. 磨刷研磨是FPC制程中可能被多次利用的一个辅助制程,作为其它制程的预处理或后处理工序,一般先对板子进行酸洗,微蚀或抗氧化处理,然后利用尼龙轮刷对板子的表面进行刷磨以除去板子表面的杂质,黑化层,残胶等。