JB T 4709-2000 中文 钢制压力容器焊接规程
- 格式:pdf
- 大小:1.61 MB
- 文档页数:30
JB/T4709—2000 钢制压力容器焊接规程JB/T4709--2000前言本标准对JB/T4709—1992进行修订。
本标准依据JB/T4709—1992实施以来所取得的经验,参照近期国际同类标准进行了下列变动:1.增加附录A“不锈钢复合钢焊接规程”和附录B“焊接工艺规程推荐表格”。
2.第3章增加了如下内容:①焊材选用并应通过焊接工艺评定要求;②从GB/T5118选用焊条的规定;③表1和表3增加了一些钢号;④增加了表2。
3.第5章增加了表4,表5增加了一些钢号。
4.第8章增加了焊后热处理厚度的规定。
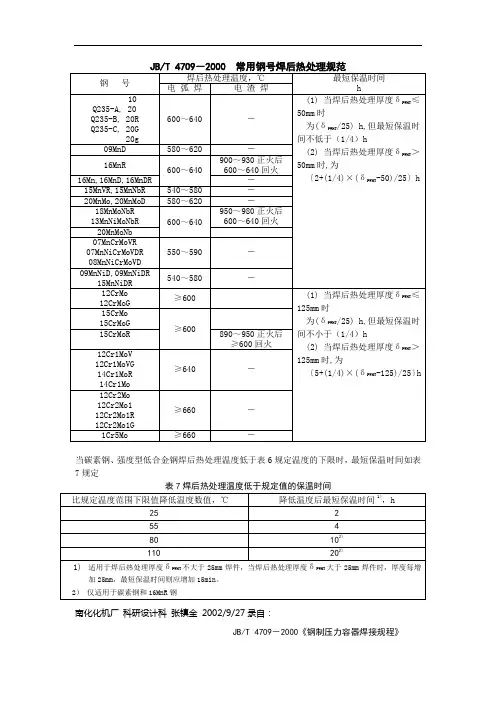
表6中增加了一些钢号,调整了焊后热处理温度;增加了表7。
本标准从实施之日起,代替JB/T4709--1992。
本标准的附录A是标准的附录。
本标准的附录B是提示的附录。
本标准由全国压力容器标准化技术委员会提出,由全国压力容器标准化技术委员会制造分委员会归口。
本标准负责起草单位:合肥通用机械研究所、锦西化工机械厂和大连石油化工设计院。
本标准主要起草人:戈兆文、龙红、严国华。
参加本标准编制的工作单位及人员有:中国石化集团公司咨询公司:寿比南、杨国义。
国家质量技术监督局锅炉压力容器安全监察局:高继轩、张建荣。
中国化工勘察设计协会:梁之洵。
合肥通用机械研究所:李景辰。
辽宁省质量技术监督局:王俊。
大连冰山集团金州重型机器厂:陈育亨。
本标准于1992年4月首次发布。
本标准由全国压力容器标准化技术委员会负责解释。
中华人民共和国行业标准JB/T4709—2000钢制压力容器焊接规程代替JB/T4709—1992 Welding specification for steel pressure vessels1 范围本标准规定了钢制压力容器焊接的基本要求。
本标准适用于气焊、焊条电弧焊、埋弧焊、气体保护焊、电渣焊等方法焊接的钢制压力容器。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文,本标准出版时,所示版本均为有效。
(情绪管理方法)钢制压力容器焊接规程JBT中华人民共和国行业标准钢制压力容器焊接规程JB/T 4709-921 主题内容与适用范围本标准规定了钢制压力容器焊接的基本要求.本标准适用于焊接、手弧焊、埋弧焊、气体保护焊、电渣焊焊接的钢制压力容器.2 焊接材料2.1 焊接材料包括焊条、焊丝、焊剂、气体保护焊、电渣焊焊接的钢制压力容器.2.2 焊接材料选用原则应根据母材的化学成分、力学性能、焊接性能结合压力容器的结构特点和使用条件综合考虑选用焊接材料,必要时通过试验确定.焊缝金属的性能应高于或等于相应母材标准规定值的下限或满足图样规定的技术要求.对各类钢的焊缝金属要求如下:2.2.1 相同钢号相焊的焊缝金属2.2.1.1 碳素钢、碳锰低合金钢的焊缝金属应保证力学性能,且需控制抗拉度上限.2.2.1.2 相低合金钢的焊缝金属应保证化学成分和力学性能,且需控制抗拉强度上限.2.2.1.3 低温用低合金钢的焊缝金属应保证力学性能,特别应保证夏比(V型)低温冲击韧性.2.2.1.4 高合金钢的焊缝金属应保证力学性能和耐腐蚀性能.2.2.1.5 不锈钢复合钢板基层的焊缝金属应保证力学性能,且需控制抗拉强度的上限;复层的焊缝金属应保证耐腐蚀性能,当有力学性能要求时还应保证力学性能.复层焊缝与基层焊缝,以及复层焊缝与基层钢板交界处推荐采用过渡层. 2.2.2 不同钢号相焊的焊缝金属2.2.2.1 不同钢号的碳素钢、低合金钢之间的焊缝金属应保证力学性能.推荐采用与强度级别较低的母材相匹配的焊接材料.2.2.2.2 碳素钢、低合金钢与奥氏体高合金钢之间的焊缝金属应保证抗裂性能.推荐采用铬镍含量较奥氏体高合金钢母材高的焊接材料.2.3 焊接材料必须有产品质量证明书,并符合相应标准的规定,且满足图样的技术要求,进厂时按有关质保体系规定验收或复验,合格手方准使用.2.4 常用钢号推荐选用的焊接材料见表1,不同钢号相焊推荐选用的焊接材料见表2.3 焊接工艺评定和焊工3.1 施焊下列各类焊缝的焊接工艺必须按JB4708-92《钢制压力容器焊接工艺评定》标准评定合格.a. 受压元件焊缝;b. 与受压元件相焊的焊缝;c. 上述焊缝的定位焊缝;d. 受压元件母材表面堆焊、补焊.3.2 施焊下列各类焊缝的焊工必须按原劳动人事部颁发的《锅炉压力容器焊工考试规则》规定考试合格.a. 受压元件焊缝;b. 与受压元件相焊的焊缝;c. 熔入永久焊缝内的定位焊缝;d. 受压元件母材表面耐蚀层堆焊.4 焊前准备4.1 焊接坡口焊接坡口应根据图样要求或工艺条件选用标准坡口或自行设计.选择坡口形式和尺寸应考虑下列因素:a. 焊缝填充金属尽量少;b. 避免产生缺陷;c. 减少残余焊接变形与应力;d. 有利于焊接防护;e. 焊工操作方便;f. 复合钢板的坡口应有利于减少过渡层焊缝金属的稀释率.4.2 坡口置备4.2.1 碳素钢和标准抗拉强度不大于540MPa的碳锰低合金钢可采用冷加工,也可采用热加工方法置备坡口.4.2.2 标准抗拉强度大于540MPa的碳锰低合金钢、铬钼低合金钢和高合金钢宜采用冷加工法.若采用热加工方法,对影响焊接质量的表面层,应用冷加工方法去除.4.3 焊接坡口应保持平整,不得有裂纹、分层、夹渣等缺陷,尺寸应符合图样规定.4.4 坡口表面及两侧(手弧焊各10mm,埋弧焊、气体保护焊各20mm,电渣焊各40mm)应将水、铁锈、油污、积渣和其它有害杂质清理干净.4.5 奥氏体高合金钢坡口丙侧各100 mm范围内应刷涂料,以防止沾附焊接飞溅.4.6 焊条、焊剂按规定烘干、保温;焊丝需去除油、锈;保护气体应保持干燥. 4.7 预热4.7.1 根据母材的化学成分、焊接性能、厚度、焊接接头的拘束程度、焊接方法和焊接环境等综合考虑是否预热,必要时通过试验确定.常用钢号推荐的预热温度见表3.4.7.2 不同钢号相焊时,预热温度按预热温度要求较高的钢号选取.4.7.3 采取局部预热时,应防止局部应力过大.预热的范围为焊缝两侧各不小于焊件厚度的3倍,且不小于100 mm.4.7.4 需要预热的焊件在整个焊过程中应不低于预热温度.4.7.5 当用热加工法下料、开坡口、清根、开槽或施焊临时焊缝时,亦需考虑预热要求.4.8 焊接设备等应处于正常工作状态,安全可靠,仪表应定期校验.4.9 定位焊4.9.1 焊接接头拘束度大时,推荐采用低氢型药皮焊条施焊.4.9.2 定位焊缝不得有裂纹,否则必须清除重焊.如存在气孔、夹渣时亦应去除.4.9.3 熔入永久焊缝内的定位焊缝两应便于接弧,否则应予修整.4.10 避免强行组装,组装后接头需经检验合格, 方可施焊.5 焊接要求5.1 焊工必须按图样、工艺文件、技术标准施焊.5.2 焊接环境5.2.1 焊接环境出现下列任一情况时,须采取有效防护措施,否则禁止施焊.a. 风速:气体保护焊时大于2m/s,其它焊接方法大于10 m/s;b. 相对湿度大于90%;c. 雨雪环境;d. 焊件温度低于-20℃.5.2.2 当焊件温度为0~-20℃时,应在始焊处100mm范围内预热到15℃以上.5.3 应在引弧板或坡口内引弧,禁止在非焊接部位引弧.焊缝应在引出版上收弧,弧坑应填满.5.4 防止地线、电缆线、焊钳与焊件打弧.5.5 电弧擦伤处的弧坑需经打磨,使基均匀过渡到母材表面,若打磨后的母材厚度小于规定值时,则需补焊.5.6 受压元件的角焊缝的根部应保证焊透.5.7 双面焊须清理焊根,显露出正底的焊缝金属.对于自动焊,若经试验确认能保证焊透,亦可不作清根处理.5.8 接弧处应保证焊透与熔合.5.9 施焊过程中应控制层间温度不超过规定的范围.当焊件预热时,应控制层间温度不得低于预热温度.5.10 每条焊缝应尽可能一次焊完.当中断焊拉旮,对冷却纹敏感的焊件应及时采取后热、缓冷等措施.重新施焊时,仍需按规定进行预热.5.11 采用锤击改善焊接质量时,第一层焊缝和盖面焊缝不宜锤击.5.12 引弧板、引出板、产品焊接试板和焊接工艺纪律检查试板不应锤击打落.6 后热6.1 对冷裂纹敏感性较大的低合金钢和拘束度较大的焊件应采取后热措施. 6.2 后热应在焊后立即进行.6.3 后热温度一般为200~350℃,保温时间可参照表4回火最短保温时间的规定.6.4 若焊后立即进行热处理可不作后热.7 焊后热处理7.1 根据母材的化学成分、焊接性能、厚度、焊接接头的拘束程度、容器使用条件和有关标准综合确定是否需要进行焊后热处理.7.2 常用钢号推荐的焊后热处理规范见表4.7.2.1 调质钢焊后热处理应低于调质处理时的回火温度.7.2.2 不同钢相焊时,焊后热处理规范应按焊后热处理温度要求较高的钢号执行,但温度不应超过两者中任一钢号的下临界点A C1.7.2.3 非受压元件与受压元件相焊时,应按受压元件的焊后热处理规范.7.2.4 采用电渣焊焊缝、焊后必须进行正火+回火的热处理.7.3 对有再热裂纹倾向的钢,在焊后热处理时应注意防止产生再热裂纹.7.4 奥氏体高合金钢制压力容器一般不进行焊后消除应力热处理.7.5 焊后热处理应在补焊后和压力试验前进行.7.6 应尽可能采取整体热处理.当分段热处理时,热重叠部份长度至少为1500mm,加热区以外部份应采取措施,防止产生有害的温度梯度.7.7 补焊和筒体环缝采取局部热处理时,焊缝每侧加热带宽度不得小于容器厚度的2倍;接管与容器相焊整圈焊缝热处理时,加热带宽度不得小于壳体厚度的6倍.加热区以外部位采取措施,防止产生有害的温度梯度.7.8 焊后热处理工艺7.8.1 焊件进炉时炉内温度不得高于400℃.7.8.2 焊件升温至400℃后,加热区升温速不得超过5000/δ℃/h(δ----厚度, mm),且不得超过200℃/h,最小可为50℃/h.7.8.3 焊件升温期间,加热区内任意长度为5000mm内的温差不得大于120℃. 7.8.4 焊件保温期间,加热区最高与最低温度之差不宜大于65℃.7.8.5 升温和保温期间应控制加热区气体,防止焊件表面过度氧化.7.8.6 焊件出炉时,炉温不得高于400℃,加热区降温速度不得超过6500/δ℃/h,且不得超过260℃/h.最小可为50℃/h.7.8.7 焊件出炉时,炉温不得高于400℃,出炉后应在静止的空气中冷却.8 焊缝返修8.1 对需要焊接返修的缺陷应当分析产生原因,提出改进措施,按标准进行焊接工艺评定,编制焊接返修工艺.8.2 焊缝同一部位返修次数不宜超过2次.8.3 返修前需将缺陷清除干净,必要时可采用表面探伤检验确认.8.4 待补焊部位应开宽度均匀、表面平整、便于施焊凹槽,且两端有一定坡度.8.5 如需预热,预热温度应较原焊缝相同.8.7 要求热处理的容器如在热处理后返修补焊时,必须重作热处理.9 焊接检验9.1 焊接检验主要方面9.1.1 焊前a. 母材、焊接材料;b. 焊接设备、仪表、工艺装备;c. 焊接坡口、接头装置及清理;d. 焊工资格;e. 焊接工艺文件.9.1.2 施焊过程中a. 焊接规范参数;b. 执行焊接工艺情况;c . 执行技术标准情况;d. 执行图样规定情况.9.1.3 焊后a. 实际施焊记录;b. 焊缝外观及尺寸;c. 后热、焊后热处理;e. 产品焊接试板、焊接工艺纪律检查试板;f. 无损检验;g. 致密性试验.附加说明:本标准由全国压力容器标准化技术委员会提出,由全国压力容器标准经技术委员会制造分委员会归口.本标准由机械电子工业部合肥通用机械研究所负责起草.本标准主要起草人戈兆文.附件:国家技术监督局文件技监局标发[1992]122号关于压力容器行业标准归口管理及编号的批复机电部、化工部、中国石化总公司、劳动部:压力容器产品的科研、设计、生产、使用及监督检验涉及部门较多,根据目前情况,压力容器行业标准难以确定某一个部门归口管理.为了不影响行业标准的制、修订工作,经反复研究协商,现对压力容器行业标准归口管理、编号等有关问题规定如下:1.压力容器行业标准由机电部、化工部、中国石化总公司、劳动部共同审批发布.2.压力容器行业标准代号,使用机械行业标准代号(JB)3.机电部从机械行业标准(JB)编号中划出一段(JB4700-4999)作为压力容器行业标准编号,并委托“全国压力容器标准化技术委员会”代四部门管理.4.压力容器行业标准制定过程中的协调问题、组织技术审查、办理标准的报批等工作由“全国压力容器标委会”与以上四个部门联系.5.“全国压力容器标准化技术委员会”受国家技术监督局直接领导,由机电部、化工部、中国石化总公司、劳动部四部共同管理.压力容器行业标准的规划、计划,由“全国压力容器标委会”负责协调,通过后提出建议,分别列入标准起草单位的主管部门的计划.标准送审稿必须通过“全国压力容器标委会”审查通过后上的四个部门共同审批、发布,并报国家技术监督局备案.国家技术监督局一九九二年三月十一日。
JB/T 4709—2000 《钢制压力容器焊接规程》标准释义JB/T 4709—1992《钢制压力容器焊接规程》自1992年10月1日实施以来,已历时8年。
按全国压力容器标准化技术委员会要求,从1998年5月便由合肥通用机械研究所、锦西化工机械厂和大连石化设汁院着手修汀。
修订的主要依据是在JB/T4709一1992基础上,结合8年实践所取得经验,进行了广泛调研、搜集资料。
根据我国实际情况参照采用了美国ASME《锅炉及压力容器规范》第Ⅷ卷《压力容器建造规则》(1995年版)和日本JISB 8270—1993《压力容器》。
按照标准修订程序相继写出讨论稿、征求意见稿、送审稿和报批稿。
每台压力容器产品都有自己的特点,每个制造与安装单位也都有自身条件和工艺过程,没有必要也不可能规定各制造、安装单位按照统一焊接规程去焊制压力容器。
编制、修订本标准的目的在于明确焊制压力容器的各个环节所允许与禁止的条款。
压力容器焊接规程是一部技术标准,有关管理方面内容不在本标准范围内。
本标准为焊制压力容器的推荐性标准,当被图样技术条件采用后,标准中所规定的条款就必须执行,不得任意删改。
修订本标准的原则是:充分吸取国内成熟的先进经验,参照采用国外先进工业国家标准中适合于我国情况的内容,修正错误和落后的条款,以使本标准密切结合国内实际,不断提高技术要求,具有先进性和现实性。
JB/T 4709—1992是对JB/Z 105一1973《钢制压力容器焊接规程》修订的结果,尚未编写过“标准释义”,故本“标准释义”拟从理论、应用实践、国内外现行标准对比及管理规则方面介绍和解释标准的主要内容和修订条款,以便帮助使用本标准的各方面人士理解和运用本标准的规定,有助于标准的贯彻、执行。
《钢制压力容器焊接规程》是对焊接钢制压力容器及其零部件的方法和实施要求进行规范。
要使压力容器的焊接质量符合标准、规程及图样技术条件要求,有很多环节的工作要做,其主要环节有:焊接材料、焊接工艺评定和焊工、焊前准备(包括坡口制备、预热、组对定位)、焊接、后热、焊后热处理和焊接检验、本“标准释义”重点介绍上述内容。
钢制压力容器焊接工艺评定J B4708-20001范围本标准规定了钢制压力容器焊接工艺评定规则、试验方法和合格指标。
本标准适用于钢制压力容器的气焊、焊条电弧焊、埋弧焊、熔化极气体保护焊、钨极气体保护焊、电渣焊、耐蚀堆焊等焊接工艺评定。
2总则(1)焊接工艺评定应以可靠的钢材焊接性能为依据,并在产品焊接之前完成。
(2)接工艺评定一般过程是:拟定焊接工艺指导书、施焊试件和制取试样、检验试件和试样、测定焊接接头是否具有所要求的使用性能、提出焊接工艺评定报告对拟定的焊接工艺指导书进行评定。
3对接焊缝、角焊缝焊接工艺评定规则(1)评定对接焊缝焊接工艺时,采用对接焊缝试件。
对接焊缝试件评定合格的焊接工艺亦适用于角焊缝(厚度不限)。
评定非受压角焊缝焊接工艺时,可采用角焊缝试件。
(2)板材对接焊缝试件评定合格的焊接工艺适用于管材的对接焊缝,反之亦可。
(3)管与板角焊缝试件评定合格的焊接工艺适用于板材的角焊缝,反之亦可(用于非受压角焊缝焊件时,焊件厚度的有效范围不限)。
(4)焊接工艺因素分为重要因素、补加因素、和次要因素。
重要因素:是指影响焊接接头抗拉强度和弯曲性能的焊接工艺因素。
补加因素:是指影响焊接接头冲击韧性的焊接工艺因素。
当规定进行冲击试验时,需增加补加因素。
次要因素:是指对测定的力学性能无明显影响的焊接工艺因素。
(5)评定规则焊接方法-改变焊接方法需重新评定a当变更任何一个重要因素时都需要重新评定焊接工艺。
b当增加或变更任何一个补加因素时,则可按增加或变更的补加因素增焊冲击韧性试件进行试验。
c当变更次要因素时不需要重新评定焊接工艺,但需重新编制焊接工艺指导书。
d当同一条焊缝使用两种或两种以上焊接方法时,可按每种焊接方法或焊接工艺分别进行评定;亦可使用两种或两种以上焊接方法,焊接工艺焊接试件,进行组合评定。
组合评定合格后用于焊件时,可以采用其中一种或几种焊接方法、焊接工艺,但应保证其重要因素、补加因素不变,按相关条款确定每种焊接方法适用于焊件厚度的有效范围。
JB/T 4709-92 钢制压力容器焊接规程1 主题内容与适用范围本标准规定了钢制压力容器焊接的基本要求.本标准适用于焊接、手弧焊、埋弧焊、气体保护焊、电渣焊焊接的钢制压力容器.2 焊接材料2.1 焊接材料包括焊条、焊丝、焊剂、气体保护焊、电渣焊焊接的钢制压力容器.2.2 焊接材料选用原则应根据母材的化学成分、力学性能、焊接性能结合压力容器的结构特点和使用条件综合考虑选用焊接材料,必要时通过试验确定.焊缝金属的性能应高于或等于相应母材标准规定值的下限或满足图样规定的技术要求.对各类钢的焊缝金属要求如下:2.2.1 相同钢号相焊的焊缝金属2.2.1.1 碳素钢、碳锰低合金钢的焊缝金属应保证力学性能,且需控制抗拉度上限.2.2.1.2 相低合金钢的焊缝金属应保证化学成分和力学性能,且需控制抗拉强度上限.2.2.1.3 低温用低合金钢的焊缝金属应保证力学性能,特别应保证夏比(V型)低温冲击韧性.2.2.1.4 高合金钢的焊缝金属应保证力学性能和耐腐蚀性能.2.2.1.5 不锈钢复合钢板基层的焊缝金属应保证力学性能,且需控制抗拉强度的上限;复层的焊缝金属应保证耐腐蚀性能,当有力学性能要求时还应保证力学性能.复层焊缝与基层焊缝,以及复层焊缝与基层钢板交界处推荐采用过渡层.2.2.2 不同钢号相焊的焊缝金属2.2.2.1 不同钢号的碳素钢、低合金钢之间的焊缝金属应保证力学性能.推荐采用与强度级别较低的母材相匹配的焊接材料.2.2.2.2 碳素钢、低合金钢与奥氏体高合金钢之间的焊缝金属应保证抗裂性能.推荐采用铬镍含量较奥氏体高合金钢母材高的焊接材料.2.3 焊接材料必须有产品质量证明书,并符合相应标准的规定,且满足图样的技术要求,进厂时按有关质保体系规定验收或复验,合格手方准使用.2.4 常用钢号推荐选用的焊接材料见表1,不同钢号相焊推荐选用的焊接材料见表2.3 焊接工艺评定和焊工3.1 施焊下列各类焊缝的焊接工艺必须按JB4708-92《钢制压力容器焊接工艺评定》标准评定合格.a. 受压元件焊缝;b. 与受压元件相焊的焊缝;c. 上述焊缝的定位焊缝;d. 受压元件母材表面堆焊、补焊.3.2 施焊下列各类焊缝的焊工必须按原劳动人事部颁发的《锅炉压力容器焊工考试规则》规定考试合格.a. 受压元件焊缝;b. 与受压元件相焊的焊缝;c. 熔入永久焊缝内的定位焊缝;d. 受压元件母材表面耐蚀层堆焊.4 焊前准备4.1 焊接坡口焊接坡口应根据图样要求或工艺条件选用标准坡口或自行设计.选择坡口形式和尺寸应考虑下列因素:a. 焊缝填充金属尽量少;b. 避免产生缺陷;c. 减少残余焊接变形与应力;d. 有利于焊接防护;e. 焊工操作方便;f. 复合钢板的坡口应有利于减少过渡层焊缝金属的稀释率.4.2 坡口置备4.2.1 碳素钢和标准抗拉强度不大于540MPa的碳锰低合金钢可采用冷加工,也可采用热加工方法置备坡口.4.2.2 标准抗拉强度大于540MPa的碳锰低合金钢、铬钼低合金钢和高合金钢宜采用冷加工法.若采用热加工方法,对影响焊接质量的表面层,应用冷加工方法去除.4.3 焊接坡口应保持平整,不得有裂纹、分层、夹渣等缺陷,尺寸应符合图样规定.4.4 坡口表面及两侧(手弧焊各10mm,埋弧焊、气体保护焊各20mm,电渣焊各40mm)应将水、铁锈、油污、积渣和其它有害杂质清理干净.4.5 奥氏体高合金钢坡口丙侧各100 mm范围内应刷涂料,以防止沾附焊接飞溅.4.6 焊条、焊剂按规定烘干、保温;焊丝需去除油、锈;保护气体应保持干燥.4.7 预热4.7.1 根据母材的化学成分、焊接性能、厚度、焊接接头的拘束程度、焊接方法和焊接环境等综合考虑是否预热,必要时通过试验确定.常用钢号推荐的预热温度见表3.4.7.2 不同钢号相焊时,预热温度按预热温度要求较高的钢号选取.4.7.3 采取局部预热时,应防止局部应力过大.预热的范围为焊缝两侧各不小于焊件厚度的3倍,且不小于100 mm.4.7.4 需要预热的焊件在整个焊过程中应不低于预热温度.4.7.5 当用热加工法下料、开坡口、清根、开槽或施焊临时焊缝时,亦需考虑预热要求.4.8 焊接设备等应处于正常工作状态,安全可靠,仪表应定期校验.4.9 定位焊4.9.1 焊接接头拘束度大时,推荐采用低氢型药皮焊条施焊.4.9.2 定位焊缝不得有裂纹,否则必须清除重焊.如存在气孔、夹渣时亦应去除.4.9.3 熔入永久焊缝内的定位焊缝两应便于接弧,否则应予修整.4.10 避免强行组装,组装后接头需经检验合格, 方可施焊.5 焊接要求5.1 焊工必须按图样、工艺文件、技术标准施焊.5.2 焊接环境5.2.1 焊接环境出现下列任一情况时,须采取有效防护措施,否则禁止施焊.a. 风速:气体保护焊时大于2m/s,其它焊接方法大于10 m/s;b. 相对湿度大于90%;c. 雨雪环境;d. 焊件温度低于-20℃.5.2.2 当焊件温度为0~-20℃时,应在始焊处100mm范围内预热到15℃以上.5.3 应在引弧板或坡口内引弧,禁止在非焊接部位引弧.焊缝应在引出版上收弧,弧坑应填满.5.4 防止地线、电缆线、焊钳与焊件打弧.5.5 电弧擦伤处的弧坑需经打磨,使基均匀过渡到母材表面,若打磨后的母材厚度小于规定值时,则需补焊.5.6 受压元件的角焊缝的根部应保证焊透.5.7 双面焊须清理焊根,显露出正底的焊缝金属.对于自动焊,若经试验确认能保证焊透,亦可不作清根处理.5.8 接弧处应保证焊透与熔合.5.9 施焊过程中应控制层间温度不超过规定的范围.当焊件预热时,应控制层间温度不得低于预热温度.5.10 每条焊缝应尽可能一次焊完.当中断焊拉旮,对冷却纹敏感的焊件应及时采取后热、缓冷等措施.重新施焊时,仍需按规定进行预热.5.11 采用锤击改善焊接质量时,第一层焊缝和盖面焊缝不宜锤击.5.12 引弧板、引出板、产品焊接试板和焊接工艺纪律检查试板不应锤击打落.6 后热6.1 对冷裂纹敏感性较大的低合金钢和拘束度较大的焊件应采取后热措施.6.2 后热应在焊后立即进行.6.3 后热温度一般为200~350℃,保温时间可参照表4回火最短保温时间的规定.6.4 若焊后立即进行热处理可不作后热.7 焊后热处理7.1 根据母材的化学成分、焊接性能、厚度、焊接接头的拘束程度、容器使用条件和有关标准综合确定是否需要进行焊后热处理.7.2 常用钢号推荐的焊后热处理规范见表4.7.2.1 调质钢焊后热处理应低于调质处理时的回火温度.7.2.2 不同钢相焊时,焊后热处理规范应按焊后热处理温度要求较高的钢号执行,但温度不应超过两者中任一钢号的下临界点AC1.7.2.3 非受压元件与受压元件相焊时,应按受压元件的焊后热处理规范.7.2.4 采用电渣焊焊缝、焊后必须进行正火+回火的热处理.7.3 对有再热裂纹倾向的钢,在焊后热处理时应注意防止产生再热裂纹.7.4 奥氏体高合金钢制压力容器一般不进行焊后消除应力热处理.7.5 焊后热处理应在补焊后和压力试验前进行.7.6 应尽可能采取整体热处理.当分段热处理时,热重叠部份长度至少为1500mm,加热区以外部份应采取措施,防止产生有害的温度梯度.7.7 补焊和筒体环缝采取局部热处理时,焊缝每侧加热带宽度不得小于容器厚度的2倍;接管与容器相焊整圈焊缝热处理时,加热带宽度不得小于壳体厚度的6倍.加热区以外部位采取措施,防止产生有害的温度梯度.7.8 焊后热处理工艺7.8.1 焊件进炉时炉内温度不得高于400℃.7.8.2 焊件升温至400℃后,加热区升温速不得超过5000/δ℃/h(δ----厚度, mm),且不得超过200℃/h,最小可为50℃/h.7.8.3 焊件升温期间,加热区内任意长度为5000mm内的温差不得大于120℃.7.8.4 焊件保温期间,加热区最高与最低温度之差不宜大于65℃.7.8.5 升温和保温期间应控制加热区气体,防止焊件表面过度氧化.7.8.6 焊件出炉时,炉温不得高于400℃,加热区降温速度不得超过6500/δ℃/h,且不得超过260℃/h.最小可为50℃/h.7.8.7 焊件出炉时,炉温不得高于400℃,出炉后应在静止的空气中冷却.8 焊缝返修8.1 对需要焊接返修的缺陷应当分析产生原因,提出改进措施,按标准进行焊接工艺评定,编制焊接返修工艺.8.2 焊缝同一部位返修次数不宜超过2次.8.3 返修前需将缺陷清除干净,必要时可采用表面探伤检验确认.8.4 待补焊部位应开宽度均匀、表面平整、便于施焊凹槽,且两端有一定坡度.8.5 如需预热,预热温度应较原焊缝相同.8.7 要求热处理的容器如在热处理后返修补焊时,必须重作热处理.9 焊接检验9.1 焊接检验主要方面9.1.1 焊前a. 母材、焊接材料;b. 焊接设备、仪表、工艺装备;c. 焊接坡口、接头装置及清理;d. 焊工资格;e. 焊接工艺文件.9.1.2 施焊过程中a. 焊接规范参数;b. 执行焊接工艺情况;c . 执行技术标准情况;d. 执行图样规定情况.9.1.3 焊后a. 实际施焊记录;b. 焊缝外观及尺寸;c. 后热、焊后热处理;e. 产品焊接试板、焊接工艺纪律检查试板;f. 无损检验;g. 致密性试验.附加说明:本标准由全国压力容器标准化技术委员会提出,由全国压力容器标准经技术委员会制造分委员会归口.本标准由机械电子工业部合肥通用机械研究所负责起草.本标准主要起草人戈兆文.附件:国家技术监督局文件技监局标发[1992]122号关于压力容器行业标准归口管理及编号的批复机电部、化工部、中国石化总公司、劳动部:压力容器产品的科研、设计、生产、使用及监督检验涉及部门较多,根据目前情况,压力容器行业标准难以确定某一个部门归口管理.为了不影响行业标准的制、修订工作,经反复研究协商,现对压力容器行业标准归口管理、编号等有关问题规定如下:1.压力容器行业标准由机电部、化工部、中国石化总公司、劳动部共同审批发布.2.压力容器行业标准代号,使用机械行业标准代号(JB)3.机电部从机械行业标准(JB)编号中划出一段(JB4700-4999)作为压力容器行业标准编号,并委托“全国压力容器标准化技术委员会”代四部门管理.4.压力容器行业标准制定过程中的协调问题、组织技术审查、办理标准的报批等工作由“全国压力容器标委会”与以上四个部门联系.5.“全国压力容器标准化技术委员会”受国家技术监督局直接领导,由机电部、化工部、中国石化总公司、劳动部四部共同管理.压力容器行业标准的规划、计划,由“全国压力容器标委会”负责协调,通过后提出建议,分别列入标准起草单位的主管部门的计划.标准送审稿必须通过“全国压力容器标委会”审查通过后上的四个部门共同审批、发布,并报国家技术监督局备案.国家技术监督局一九九二年三月十一日。
压力容器焊接标准规范目录 JB 4708---2000《钢制压力容器焊接工艺评定》标准释义一、前言...................................................................... ... 2 二、标准原理.................................................................. ..... 3 三、范围 ................................................................. ......... 8 四、术语.................................................................. ........ 9 五、总则.................................................................. ....... 10 六、对接焊缝、角焊缝焊接工艺评定规则 ................................................. 12 七、耐蚀堆焊工艺评定规则 (30)八、试验要求和结果评价 ...............................................................31 九、附录A 不锈钢复合钢焊接工艺评定 ................................................. 41 十、型式试验评定方法 .................................................................43 十一、焊接工艺评定一般过程 ........................................................... 45 十二、附录B“焊接工艺指导书”和“焊接工艺评定报告”表格 ............................ 47 JB/T 4709—2000《钢制压力容器焊接规程》.................................................................... ..... 65 二、焊接材标准释义一、前言料.................................................................. ....... 66 三、焊接评定.................................................................. ....... 77 四、焊接工艺.................................................................. ....... 79 五、焊后热处理.................................................................. ..... 83 六、焊接返A 不锈钢复合钢焊接规修...................................................................... ... 94 七、附录程 ..................................................... 99 八、附录B 接头焊接工艺规程表格推荐格式 ............................................ 101 JB 4744—2000《钢制压力容器产品焊接试板的力学性能检验》标准释义 JB 4709-2000 标准释义 1 JB 4708---2000 《钢制压力容器焊接工艺评定》标准释义 JB 4709-2000 标准释义2 一、前言 JB 708—1992《钢制压力空器焊接工艺评定》发布之日起便结束了我国压力容器行业各方面没有一致认可的焊接工艺评定标准的忆局面它的实施为确保压力容器焊接质量起到了积极推动作用。

JB/T 4744—2007目 次前 言 (II)1 范围 (1)2 规范性引用文件 (1)3 总则 (1)4 试件准备 (2)5 试件力学性能检验类别和取样 (3)6 检验方法和合格指标 (4)7 复验 (10)附录A(规范性附录) 钢制焊接气瓶产品焊接试件力学性能检验 (12)JB/T 4744—2007前 言本标准对JB 4744—2000进行修订。
本标准依据JB 4744—2000实施以来所取得的经验,参照国际同类标准进行了下列变动。
1. 将产品焊接试板改名为产品焊接试件。
2. 适用范围从压力容器扩大到锅炉、压力容器、气瓶和压力管道。
3. 增加铝制、钛制产品焊接试件,增加管状试件。
4. 撤消JB 4744—2000中第3章“符号”,增加“总则”。
5. 第4章修改试件准备。
6. 第5章修改试件力学性能检验类别、取样数量和位置。
7. 第6章修改拉伸试验方法和合格指标;修改弯曲试样尺寸和试验方法;修改冲击试验取样位置、数量和检验项目。
8. 第7章修改复验要求。
9. 增加附录A(规范性附录)“钢制焊接气瓶产品焊接试件力学性能检验”。
本标准从实施之日起,代替JB 4744—2000。
本标准由全国锅炉压力容器标准化技术委员会(SAC/TC 262)提出并归口。
本标准负责起草单位;本标准主要起草人;参加本标准编制工作的单位及人员有;本标准于2000年8月首次发布。
本标准由全国锅炉压力容器标准化技术委员会(SAC/TC 262)负责解释。
IIJB/T 47442007—承压设备产品焊接试件的力学性能检验1 范围本标准规定了承压设备(锅炉、压力容器、气瓶和压力管道)产品焊接试件准备、试样制备、检验方法和合格指标。
本标准适用于承压设备产品焊接试件的力学性能检验。
产品焊接试件包含产品焊接试板、产品检查试件,模拟环和鉴证环。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
目录JB4708---2000《钢制压力容器焊接工艺评定》标准释义JB/T4709—2000《钢制压力容器焊接规程》标准释义JB4744—2000《钢制压力容器产品焊接试板的力学性能检验》标准释义JB 4709-2000 标准释义JB 4708---2000《钢制压力容器焊接工艺评定》标准释义1一、前言JB4708—1992《钢制压力空器焊接工艺评定》发布之日起便结束了我国压力容器行业各方面没有一致认可的焊接工艺评定标准的局面,它的实施为确保压力容器焊接质量起到了积极推动作用。
JB 4708—1992起草于1987年,当时国内焊接工艺评定刚刚起步,各方面军对焊接工艺评定的认识并不完全相同。
各压力容器制造单位的焊接技术力量悬殊很大,一、二类压力容器制造单位中焊接专业人员普遍缺乏,制订标准时充分考虑了面临的实际情况,而在相应条款中做出规定。
10多年来压力容器行业发生了巨大变化,数以10万计的评定项目提高了压力容器工作者对焊接工艺的认识,压力容器制造、安装单位的焊接技术素质普遍有了很大提高,国内近100家压力容器制造单位取得了美国机械工程师学会的授权证书及钢印,具有国际权威性的规范ASME《锅炉及压力容器规范》在国内越来越普及,影响极深。
全国压力容器标准化技术委员会充分考虑到JB4708—1992实施以来的重大变化,在1998年就将修订JB4708—1992列入了计划。
标准起草单位充分调研了标准的实施情况认真对比ASME《锅炉及压力容器规范》第IX卷《焊接和钎焊评定》(1995年版),严格按照修订标准程序,逐步提出讨论稿、征求意见稿、送审稿、报批稿。
本标准的修订原则是:在JB4708—1992实施后国内焊接工艺评定实践基础上,根据我国压力容器法规及标准规定,从实际出发积极参照采用ASME《锅炉及压力容器规范》第IX卷《焊接和钎焊评定》,肯定合理条款,修正错误内容,增加相关章节,以使修改后的标准能切实有效保证压力容器焊接接头使用性能,力求其技术要求不低于美国同类标准化,在国内同类标准在国内同类标准中处于领先水平。
压力容器焊接规程—NB/T47015-2011 6.《钢制压力容器焊接规程》JB/T 4709—2000和《钢制压力容器产品焊接试板的力学性能试验》JB/T 4744—2000实施10年来,压力容器焊接技术发展很快,也给压力容器焊接规程和产品焊接试件的试验提出一系列新的课题,需要认真加以总结。
特别是《固定式压力容器安全技术监察规程》TSG R0004-2009、《压力管道安全技术监察规程工业管道》TSG D0001-2009的颁布实施,使原有的JB/T 4709—2000《钢制压力容器焊接规程》以及其他有色金属材料制压力容器的焊接规程有必要进行组合而形成一个通用的《压力容器焊接规程》,同时将焊接试件的力学性能要求在原有标准的基础上改为《承压设备产品焊接试件的力学性能试验》。
在新编的《压力容器焊接规程》中,覆盖了钢、铝、钛、铜、镍和复合金属制压力容器的焊接要求,扩大了等离子弧焊、气电立焊和螺柱焊等焊接方法。
标准编号为NB/T47015-2011。
新编的《承压设备产品焊接试件的力学性能试验》根据JB 4744—2000和JB/T 1614—94《锅炉受压元件焊接接头力学性能试验方法》实施以来所取得的经验,参照国际工业先进国家同类标准,增加铝制、钛制、铜制和镍制产品焊接试件和环状试件,并增加了全焊缝金属拉伸试样和管状试件,分别与锅炉及压力管道产品相对应。
同时标准力图使产品焊接试件与承压元件之间有更广泛的代表性,体现实际产品中采用组合焊接工艺、组合焊接方法的实际情况。
标准标号为NB/T47016-2011。
1.适用范围钢制、铝制、钛制、铜制和镍制压力容器(包括不锈钢复合钢和钛-钢复合板压力容器)焊接的气焊、焊条电弧焊、埋弧焊、钨极气体保护焊、熔化极气体保护焊、等离子弧焊、电渣焊、气电立焊和螺柱焊焊接。
3.通用焊接规程3.1 一般规定3.1.1 压力容器的焊接除应遵守本标准规定外,还应符合设计文件的技术要求。