NB-T47014《承压设备焊接工艺评定》与JB4708《钢制压力容器焊接工艺评定》不同点
- 格式:doc
- 大小:24.50 KB
- 文档页数:5
关于实施NB/T47014等标准的注意事项根据国家特设局质检特函〔2011〕102号文件和NB/T47014等标准宣贯的要求,NB/T47014-2011《承压设备焊接工艺评定》、NB/T47015-2011《压力容器焊接规程》、NB/T47016-2011《承压设备产品焊接试件的力学性能检验》三份新标准,各压力容器制造企业应着手开始执行。
具体要求如下:一、对NB/T47014-2011《承压设备焊接工艺评定》,各制造单位的焊接责任人应根据此标准的条款,逐步整理以前的老焊接工艺评定报告PQR,主要是对其中的“焊接工艺评定指导书”进行更改,更改内容为:①母材的类别号和组别号;②焊接厚度范围;③焊缝金属厚度范围;④焊接位置;⑤焊后热处理的温度范围和保温时间(如不符合NB/T47015的要求,应重新做)。
整理完毕后,在报告的封面上签上或盖上:“本焊接工艺评定报告已符合NB/T47014-2011的要求”等字样。
二、NB/T47015-2011《压力容器焊接规程》和NB/T47016-2011《承压设备产品焊接试件的力学性能检验》二份新标准,各制造单位应立即开始执行。
三、实施上述新标准的注意事项:1、NB/T47014的注意事项①新的焊接工艺评定须按NB/T47014的要求进行。
②过去是焊接工艺指导书,现在是预焊接工艺规程,推荐格式见附录F表F·1(P71)。
③焊接试件的试验位置用:1G、2G、3G、4G、5G、5GX、6G、6GX;1F、2F、3F、4F等来表示。
④焊接方法改变,需要重新进行焊接工艺评定。
⑤母材主评定规则:a、类别的评定规则:除下列以外类别号、组别号改变要重新评定(螺柱焊、摩擦焊除外),对于SMAW、SAW、GMAW、GTAW、PAW的填丝工艺,Fe-1~Fe-5A高类别号母材相焊的评定,适用于该类别号母材与低类别号母材相焊。
b、组别评定规则,除下列外需要重新进行评定:同类别同组别;在同类别号中,高组别号母材评定适用于该高组号母材与低组别号母材相焊;组别号为Fe-1-2的母材评定,适用于组别号为Fe-1-1的母材。
【2017年整理】关于执行NBT47014及工艺评定转化的建议关于执行质检特函〔2011〕102号“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见”的意见根据质检特函〔2011〕102号文“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见”的规定,从2011年11月22日起,锅炉、压力容器(不含气瓶)制造、安装、改造单位(以下简称生产企业),进行新的焊接工艺评定以及修改原有焊接工艺评定时应当执行NB/T 47014。
生产企业按《蒸汽锅炉安全技术监察规程》附录I、《钢制压力容器焊接工艺评定》(JB 4708-2000)、《铝容器焊接工艺评定》JB/T 4734-2002附录B)、《钛容器焊接工艺评定》(JB/T 4745-2006附录B)、《铜制压力容器的焊接工艺评定》(JB/T 4755-2006附录B)、《镍及镍合金制压力容器的焊接工艺评定》(JB/T 4756-2006附录B)、《换热管与管板接头的焊接工艺评定》(GB151-1999附录B)评定合格的焊接工艺评定项目继续有效。
因NB/T 47014-2011与JB4708-2000及《蒸汽锅炉安全技术监察规程》附录I 等原焊接工艺评定标准相比变化很大,因此NB/T 47014-2011实施以后,继续有效的焊接工艺评定项目需要进行系统的整理和修改(即转化),将可以使用的评定项目按NB/T 47014-2011进行转化,而不能继续使用的原有评定项目,根据不同情况按NB/T 47014-2011 规定做出项目的修改和转化、补充、废止等决定。
1、从2011年11月22日起,制作产品焊接工程规程时,应按NB/T47014-2011选择焊接工艺评定。
当需要补充新的焊接工艺评定时,应按NB/T47014-2011进行评定;选用原继续有效的焊接工艺评定时,应对原焊接工艺评定项目按NB/T47014-2011规定进行补充和转化。
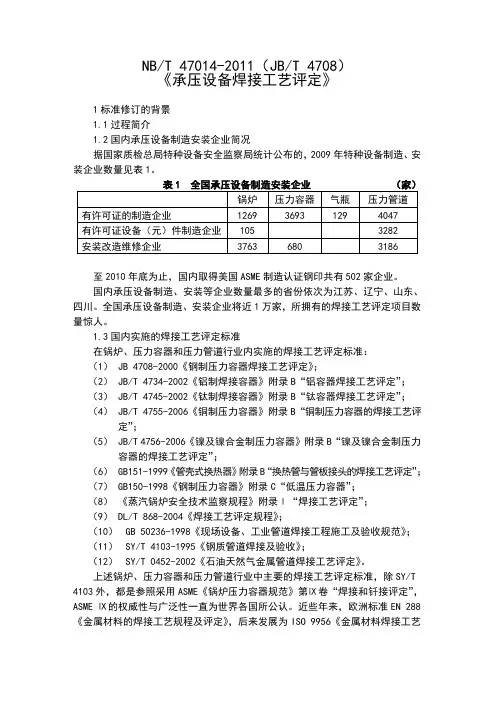
NB/T 47014-2011(JB/T 4708)《承压设备焊接工艺评定》1标准修订的背景1.1过程简介1.2国内承压设备制造安装企业简况据国家质检总局特种设备安全监察局统计公布的,2009年特种设备制造、安装企业数量见表1。
至2010年底为止,国内取得美国ASME制造认证钢印共有502家企业。
国内承压设备制造、安装等企业数量最多的省份依次为江苏、辽宁、山东、四川。
全国承压设备制造、安装企业将近1万家,所拥有的焊接工艺评定项目数量惊人。
1.3国内实施的焊接工艺评定标准在锅炉、压力容器和压力管道行业内实施的焊接工艺评定标准:(1)JB 4708-2000《钢制压力容器焊接工艺评定》;(2)JB/T 4734-2002《铝制焊接容器》附录B“铝容器焊接工艺评定”;(3)JB/T 4745-2002《钛制焊接容器》附录B“钛容器焊接工艺评定”;(4)JB/T 4755-2006《铜制压力容器》附录B“铜制压力容器的焊接工艺评定”;(5)JB/T 4756-2006《镍及镍合金制压力容器》附录B“镍及镍合金制压力容器的焊接工艺评定”;(6)GB151-1999《管壳式换热器》附录B“换热管与管板接头的焊接工艺评定”;(7)GB150-1998《钢制压力容器》附录C“低温压力容器”;(8)《蒸汽锅炉安全技术监察规程》附录Ⅰ“焊接工艺评定”;(9)DL/T 868-2004《焊接工艺评定规程》;(10)GB 50236-1998《现场设备、工业管道焊接工程施工及验收规范》;(11)SY/T 4103-1995《钢质管道焊接及验收》;(12)SY/T 0452-2002《石油天然气金属管道焊接工艺评定》。
上述锅炉、压力容器和压力管道行业中主要的焊接工艺评定标准,除SY/T 4103外,都是参照采用ASME《锅炉压力容器规范》第Ⅸ卷“焊接和钎接评定”,ASME Ⅸ的权威性与广泛性一直为世界各国所公认。
近些年来,欧洲标准EN 288《金属材料的焊接工艺规程及评定》,后来发展为ISO 9956《金属材料焊接工艺规程和评定》,现又改为ISO 15609,逐渐被国标认可。

关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见(质检特函〔2011〕102号)
质检特函〔2011〕102号
关于执行《承压设备焊接工艺评定》
(NB/T 47014-2011)的意见
各有关单位:
《承压设备焊接工艺评定》(NB/T 47014-2011(JB/T 4708),以下简称NB/T 47 014)已经国家能源局批准发布,并于2011年10月1日起实施。
为了顺利实施此标准,经研究,现提出如下意见,请遵照执行。
一、自本文发布之日起,锅炉、压力容器(不含气瓶)制造、安装、改造单位(以下简称生产企业),进行新的焊接工艺评定以及修改原有焊接工艺评定时应当执行NB/T 47014。
二、继续有效的焊接工艺评定项目
生产企业按《蒸汽锅炉安全技术监察规程》附录Ⅰ、《钢制压力容器焊接工艺评定》(JB/T 4708-2000)、《铝容器焊接工艺评定》(JB/T 4734-2002附录B)、《钛容器焊接工艺评定》(JB/T 4745-2006附录B)、《铜制压力容器的焊接工艺评定》(JB/T 4755-2006附录B)、《镍及镍合金制压力容器的焊接工艺评定》(JB/T 4756-2006附录B)、《换热管与管板接头的焊接工艺评定》(GB151-1999附录B)评定合格的焊接工艺评定项目继续有效。
三、执行NB/T 47014过程中如遇到问题,请及时向全国锅炉压力容器标准化技术委员会反馈。
二〇一一年十一月二十二日
抄送:全国锅炉压力容器标准化技术委员会。
《承压设备焊接工艺评定》应用中的几个问题摘要:本文就NB/T47014—2011《承压设备焊接工艺评定》实施以来,应用过程中对焊接性能试验、应进行评定的焊缝、全焊透组合焊缝的评定、母材厚度应如何理解的问题阐述了看法。
关键词:承压设备焊接工艺评定应用问题焊接工艺评定是压力容器制造中一项重要的基础性工作,压力容器制造行业焊接工艺评定工作所遵循的规程、标准几经变迁。
说法不一。
90年以前曾经按照JB741-80附录Ⅱ及1981年版《压力容器安全监察规程》进行焊接工艺评定。
90年以后又参照JB3964及96年版《蒸汽锅炉安全监察规程》Ⅰ进行焊接工艺评定。
从JB4708-92《钢制压力容器焊接工艺评定》、JB4708一2000《钢制压力容器焊接工艺评定》到正在使用的NB/T47014—2011《承压设备焊接工艺评定》,为压力容器制造行业提供了一个科学、系统的方法标准,也为有色金属入铜、铝、钛及其合金制压力容器焊接工艺评定标准制定提供了参考,但在杂志、刊物上发表的一些文章中,对标准的某些方面理解上还存在一些偏差,本文拟就对这些问题提出一些观点,供同行们商讨。
1、应掌握的焊接性能NB/T47014—2011《承压设备焊接工艺评定》的表1中根据金属材料的化学成分、力学性能和焊接性能将焊制承压设备用母材进行分类分组,从Fe1~Fe8、Al1~ Al5、Ti1~ Ti2、Cu1~ Cu5、Ni1~ Ni5共25类,每一类又分为若干组。
标准规定同类别高组别号母材评定的合格焊接工艺,试用与该高组别号母材与低组别号母材相焊,某一母材评定合格的焊接工艺,适用于同类别号同组别号的其他母材,因此只要掌握了同一类中高组别号材料的焊接性能则低组别号的焊接性能也就基本掌握了。
2、应进行焊接工艺评定的焊缝压力容器制造单位往往只对压力容器受压元件本身的焊缝进行评定,而对其他焊缝不做焊接工艺评定,或者说只是受压元件本身的焊缝做焊接工艺而其他焊缝没有焊接工艺,这样理解是不够全面的,应进行焊接工艺评定的焊缝包括:(1)受压元件本身的焊缝:如筒体纵、环焊缝,封头的拼缝,接管与壳体的组合焊缝;接管与接管的环焊缝;接管与法兰的对接环焊缝或角焊缝;补强板本身的对接焊缝及补强板与壳体接管的焊缝。
NB/T 47014-2011《承压设备焊接工艺评定》标准解析一、我国压力容器焊接工艺评定标准的制定和演变过程。
我国压力容器焊接工艺评定标准的建立要追溯到七十年代末,随着焊接工艺技术的发展以及对工艺评定认识的加深,该标准经过了多次修订。
其演变过程为:(1)1980年颁布的JB741-80《钢制焊接压力容器技术条件》附录二。
(2)1985年颁布的JB3964-85《压力容器焊接工艺评定》代替JB741-80附录二。
(3)1992年颁布的JB4708-92《钢制压力容器焊接工艺评定》代替JB3964-85。
(4)2000年颁布的JB4708-2000《钢制压力容器焊接工艺评定》代替JB4708-92。
(5)2011年颁布的NB/T47014-2011《承压设备焊接工艺评定》代替JB4708-2000。
在2000年颁布JB4708-2000版后,为了对按92版标准评定的项目适用性做出答复,国家质监局于2001年下发了质技监办发【2001】003号文(关于执行JB4708-2000《钢制压力容器焊接工艺评定》标准的意见),提出了以往按92版做的工艺评定哪些可继续有效,哪些需要补做项目,并要求对继续有效的评定,要按2000版进行转化。
在GB713-2008《锅炉压力容器用钢板》标准发布后,国家质检总局以质检特函【2008】64号文《关于GB713-2008实行过渡期安排的通知》中,提出了由于钢板钢号的改变,对已进行的工艺评定需进行转换,但如何转换,没有明确规定。
二、NB/T 47014修订原则修订原则是国际上通用标准接轨并结合中国的法规和国内的实际情况,参照采用ASMEⅨ制定适用于我国锅炉、压力容器、压力管道三类产品的统一的焊接工艺评定标准。
目前国际上焊接方面的标准,虽然不断有ISO国际标准出台,但实际使用的还是两大体系的标准,即欧洲标准和泛太平洋地区使用的美国标准;焊接工艺评定也一样,欧洲采用的标准是EN288《金属材料的焊接工艺规程及评定》。
NB/T47014-2011《承压设备焊接工艺评定》与JB 4708-2000的区别一. 承压设备焊接工艺评定规范的演变与成果JB4708-1992 经历八年实践后,编发执行了JB4708-2000,又经历十一年实践历史,经过8年调研、编审、批准,颁发了NB/T47014-2011《承压设备焊接工艺评定》,经国家能源局2011 年7月1 日批准颁发,2011年10月1日实施。
承压设备焊接工艺评定标准的急需是我国压力容器、锅炉专业、压力管道制造安装业界对焊接及检验方面的标准是两大行业共同的呼声。
并且压力容器、锅炉、压力管道行业在设计、材料、制造与管理等方面具有极大的相似性,统一它们的材料、焊接及检验方面的标准极有必要。
二.当前焊接工艺评定标准现状,在 NB/T47014-2011《承压设备焊接工艺评定》发布前,我国在锅炉、压力容器和压力管道行业内实施的焊接工艺评定标准可称是多标自行,各显行业特色。
(1)JB 4708—2000 《钢制压力容器焊接工艺评定》(2)JB/T 4734—2002《铝制焊接容器》附录B“铝容器焊接工艺评定”(3)JB/T 4745—2002《钛制焊接容器》附录B“钛容器焊接工艺评定”(4)JB/T 4755—2006《铜制压力容器》附录B“铜制压力容器的焊接工艺评定”(5)JB/T 4756—2006《镍及镍合金制压力容器》附录B“镍及镍合金制压力容器的焊接工艺评定”(6)GB 151—1999《管壳式换热器》附录B“换热管与管板接头的焊接工艺评定”(7)GB 150—1998《钢制压力容器》附录C“低温压力容器”(8)《蒸汽锅炉安全技术监察规程》附录Ⅰ“焊接工艺评定”(9)DL/T 868—2004 《焊接工艺评定规程》(10)GB 50236—2011《现场设备、工业管道焊接工程施工规范》(11)SY/T 4103—1995《钢质管道焊接及验收》(12)SY/T 0452—2002《石油天然气金属管道焊接工艺评定》。
【最新整理,下载后即可编辑】承压设备焊接相关标准研讨NB/T47014-2011《承压设备焊接工艺评定》NB/T47018-2011《承压设备用焊接材料订货技术条件》NB/T47015-2011《压力容器焊接规程》NB/T47016-2011《承压设备产品焊接试件的力学性能检验》【最新整理,下载后即可编辑】承压设备焊接相关标准研讨一.概述(一)承压设备焊接系列标准修订概况1.国务院颁发的《特种设备安全监察条例》第十条规定特种设备生产单位,应当依照本条例规定以及国务院特种设备安全监督管理部门制订并公布的安全技术规范(以下简称安全技术规范)的要求,进行生产活动。
目前承压设备生产相关的安全技术规范尚未全部制订完毕,现已颁布实施的安全技术监察规程仅有:《固定式压力容器安全技术监察规程》TSG R0004-2009;《超高压容器安全技术监察规程》TSG R0002-2005《简单压力容器安全技术监察规程》TSG R0003-2007《车用气瓶安全技术监察规程》TSG R0009-2009《气瓶附件安全技术监察规程》TSG RF001-2009《压力管道安全技术监察规程工业管道》TSG D0001-2009《安全阀安全技术监察规程》TSG Z6001-2006其余部分仍使用原有行政技术法规,如:《蒸汽锅炉安全技术监察规程》》等。
我国现行的《固定式压力容器安全技术监察规程》TSG R0004-2009明确规定:压力容器的设计、制造(含现场组焊)、安装、改造、维修、使用、检验检测,均应当严格执行本规程的规定。
国家质检总局和各地质量技术监督部门负责压力容器安全监察工作,监督本规程的执行。
2.我国承压设备行业的设计、制造、安装、检验和使用标准大多参照ASME《锅炉压力容器规范》,对欧盟发布的97/23/EC 《承压设备指令》以及EN 13445《非火焰接触压力容器》则处于刚刚开始认识阶段。
因此承压设备焊接系列标准修订过程中,在考虑标准内容与国际接轨方面,主要是从中国实际情况出发参照ASME标准进行的,这里所讲的“中国实际情况”包括:【最新整理,下载后即可编辑】① 相关法律、法规、安全技术规范、标准;② 承压设备的设计、制造(安装)、维修、检验和监督;③ 国产金属材料(管、板、带、丝)、锻件、铸件和焊材;④ 质量管理与工艺实施;⑤ 与承压设备生产相关人员的理解与接受状况。
焊接工艺评定的转换及应用NB/T47014-2011《承压设备焊接工艺评定》做为替代JB4708-2000《钢制压力容器焊接工艺评定》等几个焊接工艺评定标准的现行标准已于2011年7月1日发布,2011年10月1日开始实施。
根据质检特函[2011]102号文“关于执行《承压设备焊接工艺评定》(NB/T47014-2011)的意见”的规定,从本文发布之日起(2011年11月22日)锅炉、压力容器(不含气瓶)制造、安装、改造单位(生产企业)进行新的焊接工艺评定以及修改原有焊接工艺评定时应当执行NB/T47014-2011《承压设备焊接工艺评定》的规定和要求。
制造、安装、改造单位(生产企业)过去按《蒸汽锅炉安全技术监察规程》附录Ι、《钢制压力容器焊接工艺评定》JB4708-2000、《铝制容器焊接工艺评定》JB/T4734-2002附录B、《钛制容器焊接工艺评定》JB/T4745-2006附录B、《铜制压力容器的焊接工艺评定》JB/T4755-2006附录B、《镍及镍合金制压力容器焊接工艺评定》JB/T4756-2006附录B、《换热器与管板接头的焊接工艺评定》GB151-1999附录B评定合格焊接工艺评定项目继续有效,但应按NB/T47014-2011的规定和要求进行修改和转换。
我们公司按照JB4708-2000《钢制压力容器焊接工艺评定》等几个标准评定合格的焊接工艺评定项目有300多项,因为NB/T47014-2011与JB4708-2000、《蒸汽锅炉安全技术监察规程》附录Ι等几个焊接工艺评定标准相比变化较大,所以继续有效的焊接工艺评定合格项目要按照NB/T47014-2011的规定和要求进行系统的整理、修改(转换),不符合NB/T47014-2011规定的评定项目应于以补充或废止。
NB/T47014-2011发布实施后公司各分公司、项目部及工地的焊接技术人员、技术人员多次咨询工艺评定转化及继续使用的问题。
浅析NB/T47014《承压设备焊接工艺评定》与JB4708《钢制压力
容器焊接工艺评定》不同点
【摘要】本文浅要分析了新颁布的nb/t47014-2011《承压设备焊接工艺评定》与jb4708-2000《钢制压力容器焊接工艺评定》的不同之处,并对按jb4708进行的焊接工艺评定按新标准转换提出了
几点建议。
【关键词】nb/t47014 jb4708 不同点转换
国家能源局于2012年7月《承压设备焊接工艺评定》并于2011年10月1日起实施。
国家质检总局也在当年11月发文要求锅炉、压力容器(不含气瓶)制造、安装、改造单位,进行新的焊接工艺评定以及修改原有焊接工艺评定时应当执行nb/t47014标准。
本文就此简单分析一下nb/t47014与jb4708的不同点,并对老焊接工
艺评定按新标准转换提出了自己的一些建议,以便能为锅炉、压力容器制造企业的焊接工作者提供一些有意的帮助。
1 nb/t47014与jb4708相比,在内容上的重大变化
1.1 标准性质发生了变化
jb4708为强制性标准,而nb/t47014为推荐性标准。
但是,由于新gb150、固定容规及新颁布的锅规都在正文引用了nb/ t47014,因此,锅炉、压力容器制造企业就必须强制执行。
1.2 扩大了标准的应用范围
jb4708的适用的产品为钢制压力容器,而nb/t47014的适用产品范围由钢制压力容器扩展到了压力容器、锅炉和压力管道;适用的
材料由钢扩展到了钢、铝、钛、铜、镍。
在焊接方法上取消了jb4708所列的电渣焊,在气焊、焊条电弧焊、埋弧焊、熔化极气体保护焊、钨极气体保护焊、耐蚀堆焊的基础上,增加了等离子弧焊、摩擦焊、气电立焊和螺柱焊等焊接方法。
增加了换热管与管板的评定,取消了对组合焊缝所进行的型式试验评定内容;增加了复合材料焊接评定,取消了不锈钢复合钢焊接评定。
1.3 重新规定了焊接工艺评定的流程
1.4 焊接工艺评定因素及类别划分的变化
(1)nb/t47014 对焊接工艺评定因素的分类与jb4708在编制型式上有了很大的区别。
jb4708的焊接工艺评定因素包括:重要因素—影响抗拉强度和弯曲性能的因素;次要因素—对要求测定的力学性能无明显影响的因素;补加因素—影响冲击韧性的因素。
nb/t47014的焊接工艺评定因素包括:通用因素—每种焊接方法都适用的评定因素;专用因素—除通用因素外,每种焊接方法的评定因素(又分为重要因素、补加因素、次要因素)。
(2)nb/t47014中,通用因素分为焊接方法、金属材料、填充金属(含焊剂)和焊后热处理四项。
焊接方法、焊后热处理除内容上有所增加外,其余与jb4708大致相同。
母材的分类、分组及评定规则的变化。
(1) nb/t47014主要根据母材的化学成分、力学性能、金相组织和焊接性能进行分类,而jb4708是根据母材的化学成分、使用
性能和焊接性能进行分类的,两者有很大的区别。
(2)母材评定规则与jb4708相比,由于一些材料类别、组别的变更以及焊接方法的增加,在类别的评定规则中修改和添加的内容有两点:
①采用smaw、saw、gtaw方法对fe1~fe5a类材料评定时,高类别号母材评定合格的工艺适用于高类别号与低类别号母材相焊。
除此之外,不同类别号母材相焊时需要进行评定。
②当规定热影响区冲击试验时,两类(组)别号母材相焊,其制定的焊接工艺与各自评定合格的工艺相同,则两类(组)别号母材相焊不需要评定,反之亦然。
填充金属分类及评定规则的变化。
(1)jb4708中焊接材料在焊接工艺评定时是按其牌号分类的,这并不合理。
nb/ t47014主要依据母材的分类原则,对焊接材料以焊条、气体保护焊丝、埋弧焊丝、焊剂四种情况进行了分类。
其中:①焊条与非埋弧焊丝的分类遵循焊接工艺评定原则,使熔敷金属分类与母材相同;
②埋弧焊丝分类的原则是当施焊后成为熔敷金属时应与母材分
类相同。
当焊丝牌号在同一类别中改变时,则焊接牌号也可能随之改变。
(2)nb/t47014在通用评定因素中列出填充金属评定原则,这一点与jb4708不同,具体如下:
①变更类别要进行评定,但高强度级代替低强度级的填充金属
焊接fe1、fe3类母材可不重新评定。
②在同类填充金属中,用非低氢性代替低氢性焊条或冲击合格指标低的金属不满足标准要求代替冲击焊工指标高的填充金属时
作为补加因素评定。
1.6 nb/t47014在焊件厚度替代范围上与jb4708相比较,增加了试件母材厚度的分档,扩大了焊件母材厚度的替代范围
(具体见nb/t47014中表7、8、9及jb4708中表3、4、5、6、7、8)
2 对于按jb4708评定的项目转换为按nb/ t47014要求的几点建议
(1)调整改变母材类别。
如q345r原为ⅱ-1,现应改为fe-2。
(2)填充金属方面应增加金属类别。
原评定文件中仅写了焊材牌号,现在需要归入类别。
如e5015(j507)应归入fet-1-2。
(3)对于原按jb4708进行的评定按nb/t47014需要调整焊件母材厚度范围。
如q345r试件厚度24mm,原来厚度范围为18-48mm,现应调整为16-48mm。
(4)对于评定按新标准母材适用厚度无法覆盖的,需增加焊缝金属厚度替代范围。
如q345r试件厚度6mm,原标准厚度范围为1.5-12mm,新标准为3-12mm,因此需增加δ=3mm的评定。
(5)冲击试验温度如未按新标准要求,就需补做。
如q345r原来做的是常温冲击,现在必须做0℃冲击,冲击合格指标也应满足新标准要求。
3 结束语
nb/t47014-2011《承压设备焊接工艺评定》正式实施已一年有余,但仍有部分锅炉、压力容器制造企业对于新标准内容不甚明了。
通过本文介绍,希望能为更多制造企业焊接工作者学习、应用新标准提供一定的帮助。
同时,也让本文作者在新标准的学习与理解上更进一步。
参考文献
[1] jb4708-2000.钢制压力容器焊接工艺评定[s].昆明:云南科技出版社,2000年
[2] nb/t47014-2011.承压设备焊接工艺评定[s].北京:新华出版社,2011年。